

- 1.0ระบบกระบวนการตัดเฉือนคืออะไร?
- 2.0พื้นผิวที่ผ่านการกลึงของชิ้นส่วนเครื่องจักรกลเกิดขึ้นได้อย่างไร?
- 3.0เส้นที่เกิดขึ้นบนพื้นผิวชิ้นงานคืออะไร? และใช้กรรมวิธีใดในการสร้างเส้นเหล่านั้น?
- 4.0การเคลื่อนที่แบบใดบ้างที่จำเป็นในกระบวนการขึ้นรูปชิ้นงาน?
- 5.0การเคลื่อนที่แบบตัดคืออะไร? และจัดอยู่ในประเภทใด?
- 6.0การเคลื่อนที่แบบตัดผสม (Compound Cutting Motion) คืออะไร?
- 7.0การเคลื่อนที่เสริมคืออะไร?
- 8.0คำถามที่พบบ่อย
ในสาขาการผลิตทางกล ระบบกระบวนการตัดเฉือนเป็นกรอบการทำงานหลักที่ช่วยให้การผลิตชิ้นส่วนมีความแม่นยำ ส่วนต่อไปนี้จะอธิบายหลักการพื้นฐานและตรรกะการทำงานของระบบนี้ผ่านคำอธิบายที่เป็นระบบ
1.0ระบบกระบวนการตัดเฉือนคืออะไร?
ระบบกระบวนการตัดเฉือน ซึ่งโดยทั่วไปเรียกว่าระบบกระบวนการ คือระบบการตัดที่ประกอบด้วยเครื่องมือกลต่างๆ เช่น เครื่องกลึง เครื่องกัด และเครื่องเจียร ร่วมกับเครื่องมือตัด อุปกรณ์จับยึด และชิ้นงาน หน้าที่หลักคือการเปลี่ยนวัตถุดิบหรือชิ้นงานเปล่าให้เป็นชิ้นส่วนกลที่มีรูปร่าง ขนาด และคุณภาพตามที่กำหนด ความสามารถของระบบกระบวนการในการตอบสนองความต้องการในการตัดเฉือนและได้รูปทรงพื้นผิวที่ต้องการนั้น ไม่ได้ขึ้นอยู่กับพารามิเตอร์ทางเรขาคณิตและกระบวนการที่เหมาะสมเท่านั้น แต่ยังขึ้นอยู่กับลักษณะเฉพาะของแต่ละส่วนประกอบและพฤติกรรมโดยรวมของระบบที่เกิดขึ้นจากการทำงานร่วมกันของส่วนประกอบเหล่านั้นด้วย

2.0พื้นผิวที่ผ่านการกลึงของชิ้นส่วนเครื่องจักรกลเกิดขึ้นได้อย่างไร?
ไม่ว่าชิ้นส่วนทางกลจะดูซับซ้อนเพียงใด พื้นผิวของมันก็ประกอบขึ้นจากส่วนผสมของพื้นผิวพื้นฐานหลายประเภท สาระสำคัญของการกลึงคือกระบวนการสร้างพื้นผิวใช้งานที่ต้องการโดยใช้วิธีการตัดเฉพาะเจาะจง
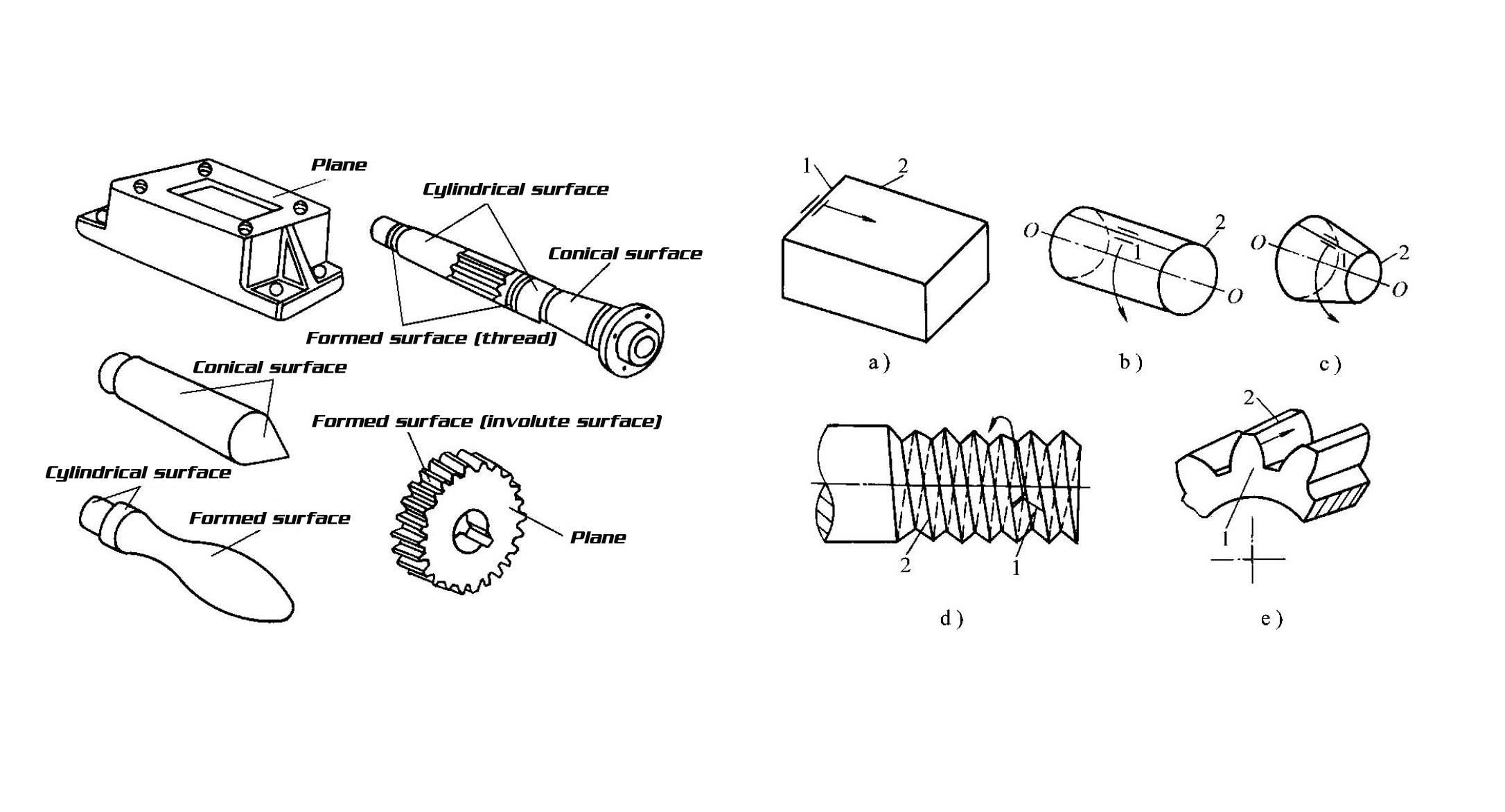
2.1ประเภทของพื้นผิวชิ้นงานที่พบได้ทั่วไป
- เครื่องบิน
- พื้นผิวทรงกระบอก
- พื้นผิวทรงกรวย
- พื้นผิวที่ขึ้นรูป (เช่น พื้นผิวเกลียวและพื้นผิวฟันเฟืองแบบอินโวลูต)
- พื้นผิวพิเศษ (เช่น พื้นผิวทรงกลม พื้นผิวทรงวงแหวน และพื้นผิวทรงไฮเปอร์โบลา)
2.2พื้นผิวชิ้นงานถูกสร้างขึ้นได้อย่างไร?
พื้นผิวเชิงกลมาตรฐานส่วนใหญ่สามารถสร้างขึ้นได้โดยการเคลื่อนที่ของเส้นกำเนิดเส้นหนึ่งไปตามเส้นกำหนดทิศทางอีกเส้นหนึ่ง เส้นกำเนิดและเส้นกำหนดทิศทาง ซึ่งเรียกรวมกันว่าเส้นสร้างพื้นผิว เป็นองค์ประกอบพื้นฐานที่กำหนดพื้นผิว ในระหว่างการกลึงบนเครื่องกลึงทั่วไป เครื่องกัด CNC และอุปกรณ์ที่คล้ายกัน การเคลื่อนที่สัมพัทธ์และประสานกันของชิ้นงานและเครื่องมือตัดจะสร้างเส้นทั้งสองนี้ขึ้นมา ทำให้ได้รูปทรงเรขาคณิตของพื้นผิวที่ต้องการ
3.0เส้นที่เกิดขึ้นบนพื้นผิวชิ้นงานคืออะไร? และใช้กรรมวิธีใดในการสร้างเส้นเหล่านั้น?
เส้นกำเนิดหมายถึงเส้นกำเนิดและเส้นกำหนดทิศทางที่ประกอบกันเป็นพื้นผิวของชิ้นงาน ในการสร้างพื้นผิวที่ผ่านการกลึง จำเป็นต้องสร้างเส้นกำเนิดทั้งสองนี้ขึ้นมาก่อนด้วยวิธีการเฉพาะ ในปัจจุบัน การสร้างเส้นกำเนิดสามารถแบ่งออกได้เป็น 4 วิธีหลักๆ
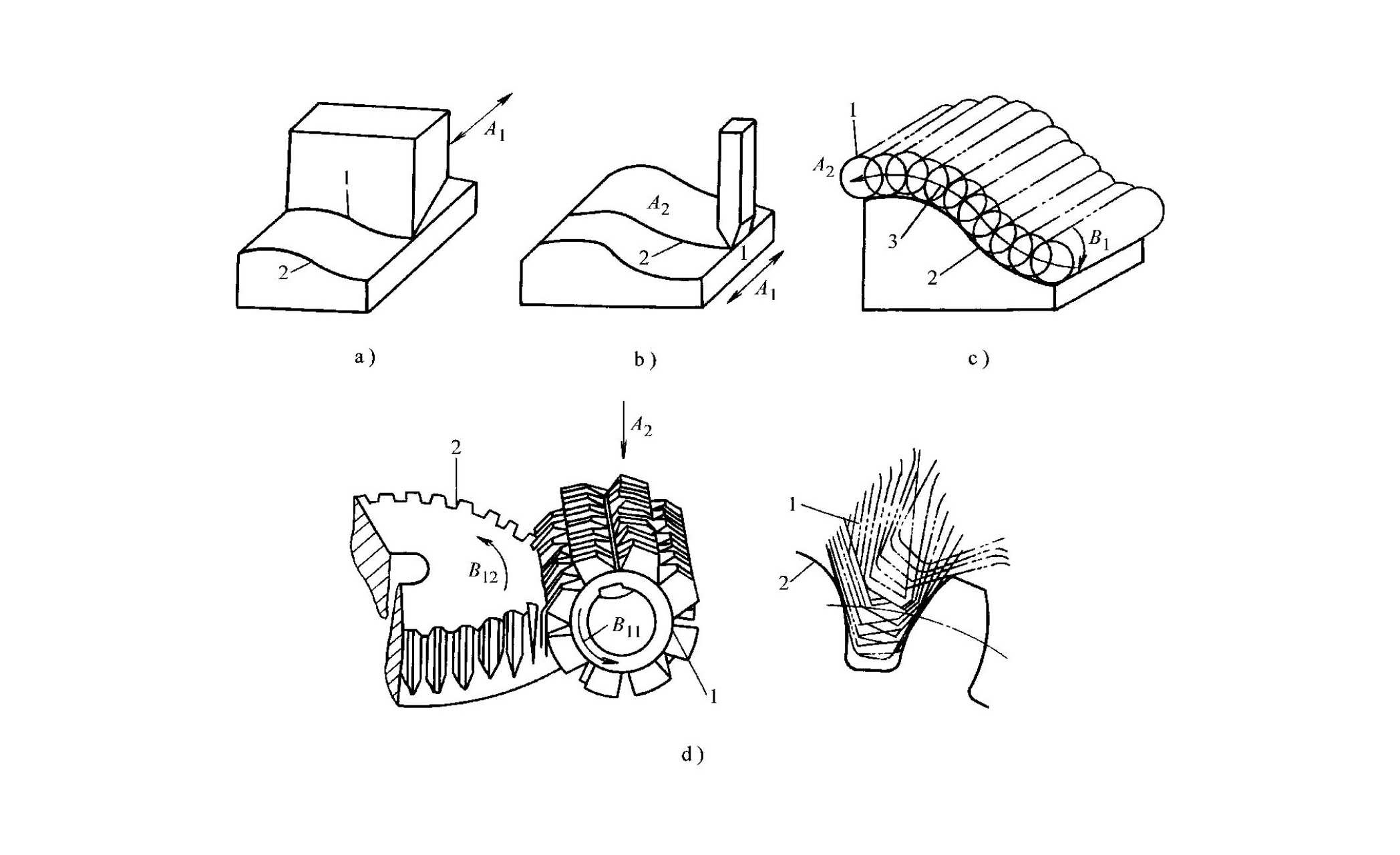
วิธีการขึ้นรูป: คมตัดจำลองแบบโดยตรง เจเนอราทริกซ์ การ วิธีการขึ้นรูปนี้มีลักษณะเฉพาะคือการสัมผัสเป็นเส้นตรง โดยคมตัดของเครื่องมือจะสัมผัสกับพื้นผิวชิ้นงานเป็นเส้นตรง และรูปทรงของคมตัดจะตรงกับเส้นกำเนิดเส้นใดเส้นหนึ่งของพื้นผิวอย่างแม่นยำ ตัวอย่างเช่น เมื่อทำการขึ้นรูปพื้นผิวโค้งบนเครื่องขึ้นรูป คมตัดของเครื่องมือจะมีรูปทรงตรงกับเส้นกำเนิดของพื้นผิวชิ้นงาน และเส้นกำเนิดนั้นจะถูกสร้างขึ้นโดยตรงจากรูปทรงเรขาคณิตของเครื่องมือ
วิธีการกำหนดวิถีการเคลื่อนที่: การเคลื่อนที่ของปลายเครื่องมือสร้างการสร้าง เส้น. การ วิธีการกำหนดวิถีการเคลื่อนที่เกี่ยวข้องกับการสัมผัสจุดโดยประมาณ โดยเส้นกำเนิดจะเกิดจากเส้นทางการเคลื่อนที่ของปลายเครื่องมือ ตัวอย่าง:
- การวางแผนพื้นผิวเรียบด้วยเครื่องไสไม้แบบโครง: การเคลื่อนที่เชิงเส้นของเครื่องมือจะสร้างเส้นกำเนิดเชิงเส้นตรง
- การขึ้นรูปพื้นผิวโค้งบนเครื่องกัด CNC: การเคลื่อนที่ของเครื่องมือไปตามเส้นทางโค้งจะสร้างเส้นไดเรกทริกซ์โค้งขึ้นมา
วิธีการสัมผัส: ขอบเขตของเส้นทางการเคลื่อนที่ของเครื่องมือหมุนก่อให้เกิด... เส้น. ใน วิธีการตัดเฉือนแบบสัมผัส ใช้เครื่องมือหมุน เช่น ดอกกัดหรือล้อเจียร เครื่องมือจะหมุนไปพร้อมกับการเคลื่อนที่ไปตามเส้นทางที่กำหนด และวิถีการเคลื่อนที่ของคมตัดจะโอบล้อมเส้นกำเนิดของพื้นผิว ตัวอย่างเช่น:
- การกัดผิวบนเครื่องกัดแนวตั้ง: การผสมผสานระหว่างการหมุนของหัวกัดและการเคลื่อนที่ของแกนกลางทำให้วิถีการตัดโอบล้อมเส้นที่ต้องการ
- การเจียรผิวทรงกระบอกบนเครื่องเจียรทรงกระบอกภายนอก: การหมุนของล้อเจียรประกอบกับการป้อนตามแนวแกนจะสร้างแนวการเจียรผ่านการกระทำในแนวสัมผัส
วิธีการสร้าง: การเคลื่อนที่แบบหมุนทำให้เกิดเส้นโค้งอินโวลูต วิธีการสร้างรูปทรงนี้อาศัยการสร้างการเคลื่อนที่ตัดระหว่างเครื่องมือและชิ้นงาน คมตัดและพื้นผิวที่ขึ้นรูปจะสัมผัสกันแบบจุด และเครื่องมือจะหมุนสัมพันธ์กับชิ้นงานในลักษณะการเคลื่อนที่สร้างรูปทรง เส้นสร้างรูปทรงคือเส้นโค้งแสดงตำแหน่งของคมตัดเมื่อเวลาผ่านไป ตัวอย่างเช่น:
- การกัดเฟืองทรงกระบอกบนเครื่องกัดเฟือง: ดอกกัดและชิ้นงานหมุนพร้อมกันในลักษณะการเคลื่อนที่แบบสร้าง และส่วนโค้งของคมตัดของดอกกัดจะก่อให้เกิดเส้นกำเนิดแบบอินโวลูตของพื้นผิวฟันเฟือง
- การขึ้นรูปเฟืองบนเครื่องขึ้นรูปเฟืองก็จัดอยู่ในวิธีการผลิตเช่นกัน
4.0การเคลื่อนที่แบบใดบ้างที่จำเป็นในกระบวนการขึ้นรูปชิ้นงาน?
เพื่อให้ได้พื้นผิวชิ้นงานที่ตรงตามข้อกำหนดของการออกแบบ ต้องใช้การเคลื่อนที่เฉพาะกับเครื่องมือและชิ้นงานเพื่อให้เกิดเส้นสร้างพื้นผิวโดยใช้วิธีการที่อธิบายไว้ข้างต้น การเคลื่อนที่เหล่านี้สามารถแบ่งออกเป็น การเคลื่อนที่เพื่อสร้างพื้นผิวและการเคลื่อนที่เพื่อตัด การเคลื่อนที่เพื่อสร้างพื้นผิวถูกกำหนดจากมุมมองทางเรขาคณิต ในขณะที่การเคลื่อนที่เพื่อตัดถูกกำหนดจากมุมมองเชิงปฏิบัติของการตัดโลหะ
4.1การเคลื่อนที่ที่ก่อให้เกิดพื้นผิวคืออะไร?
การเคลื่อนที่เพื่อสร้างพื้นผิว หมายถึงการเคลื่อนที่ที่จำเป็นในการสร้างเส้นกำหนดรูปทรงของพื้นผิวชิ้นงาน ประเภทและจำนวนของการเคลื่อนที่ขึ้นอยู่กับรูปทรงของพื้นผิวที่กำลังทำการกลึง วิธีการกลึง และโครงสร้างของเครื่องมือ
| ประเภทการเคลื่อนไหว | คำนิยาม | ตัวอย่าง |
| การเคลื่อนที่อย่างง่าย | การเคลื่อนที่เพื่อขึ้นรูปโดยใช้การเคลื่อนที่แบบหมุนหรือแบบเชิงเส้นเพียงครั้งเดียว | การกลึงทรงกระบอกภายนอกบนเครื่องกลึงแบบธรรมดา: การหมุนของชิ้นงานและการป้อนเชิงเส้นตามแนวยาวของเครื่องมือ |
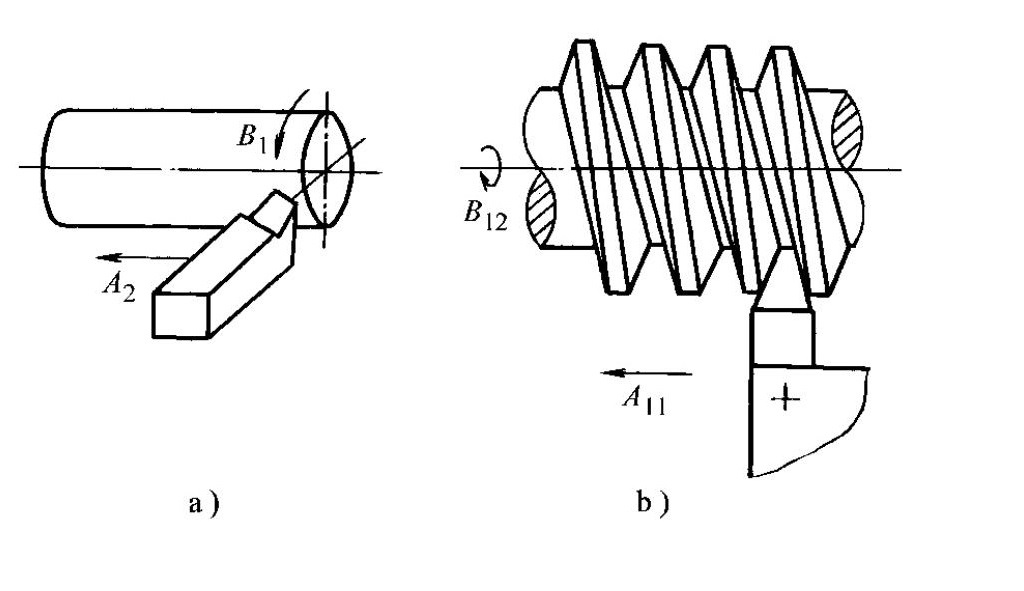
| การเคลื่อนไหวแบบผสม | การเคลื่อนที่ที่ประกอบด้วยการเคลื่อนที่แบบหมุนและการเคลื่อนที่เชิงเส้นสองแบบขึ้นไปรวมกันภายใต้ความสัมพันธ์เชิงสัมพัทธ์ที่กำหนดไว้อย่างเคร่งครัด | 1. การกลึงเกลียวบนเครื่องกลึง: การผสมผสานระหว่างการหมุนของชิ้นงานและการป้อนเชิงเส้นของเครื่องมือ 2. การกัดเฟือง: การสร้างการเคลื่อนที่ระหว่างดอกกัดและชิ้นงาน |
5.0การเคลื่อนที่แบบตัดคืออะไร? และจัดอยู่ในประเภทใด?
ในการตัดโลหะ การเคลื่อนที่สัมพัทธ์ระหว่างเครื่องมือและชิ้นงานที่กำจัดวัสดุส่วนเกินออกไป เรียกว่า การเคลื่อนที่ตัด ในทางปฏิบัติ การเคลื่อนที่เพื่อขึ้นรูปพื้นผิวจะแสดงออกมาในรูปของการเคลื่อนที่ตัด โดยการเคลื่อนที่ตัดจะถูกจำแนกตามหน้าที่ออกเป็น การเคลื่อนที่หลักและการเคลื่อนที่ป้อน
| ประเภทการเคลื่อนไหว | ลักษณะสำคัญ | ตัวอย่าง |
| การเคลื่อนที่หลัก: การเคลื่อนที่หลักสำหรับการกำจัดวัสดุ | – การเคลื่อนที่หลักที่เครื่องมือกลสร้างขึ้น – วัตถุประสงค์: สร้างการเคลื่อนที่สัมพัทธ์เพื่อกำจัดชั้นการตัด – คุณสมบัติ: ความเร็วในการตัดสูงสุด การใช้พลังงานมากที่สุด มีการเคลื่อนที่หลักเพียงครั้งเดียวต่อการทำงาน | – การเคลื่อนที่แบบหมุน: การหมุนของชิ้นงานระหว่างการกลึงบนเครื่องกลึงแบบธรรมดา การหมุนของใบมีดระหว่างการกัดบนเครื่องกัดแนวตั้ง – การเคลื่อนที่เชิงเส้น: การเคลื่อนที่เชิงเส้นแบบไป-กลับของเครื่องมือระหว่างการไสบนเครื่องไสไม้ |
| การเคลื่อนที่ป้อนชิ้นงาน: การเคลื่อนที่เสริมสำหรับการตัดต่อเนื่อง | – การเคลื่อนที่เพิ่มเติมที่มาจากเครื่องมือกล – วัตถุประสงค์: ทำงานร่วมกับการเคลื่อนที่หลักเพื่อให้ได้การตัดแบบต่อเนื่องหรือแบบไม่ต่อเนื่อง – คุณสมบัติ: ใช้พลังงานต่ำ จำนวนอาจเป็นหนึ่ง หลาย หรือไม่มีเลย | – การเคลื่อนที่ต่อเนื่อง: การเคลื่อนที่ตามแนวยาวของเครื่องมือกลึงในระหว่างการกลึงภายนอกบนเครื่องกลึงแบบธรรมดา – การเคลื่อนที่แบบไม่ต่อเนื่อง: การเคลื่อนที่ตามแนวขวางของชิ้นงานในระหว่างการไสบนเครื่องไส – การเคลื่อนที่หลายแบบ: การป้อนตามแนวขวางของล้อเจียรในการเจียรทรงกระบอกภายนอก – ไม่มีการเคลื่อนที่: การเจาะรู |
6.0การเคลื่อนที่แบบตัดผสม (Compound Cutting Motion) คืออะไร?
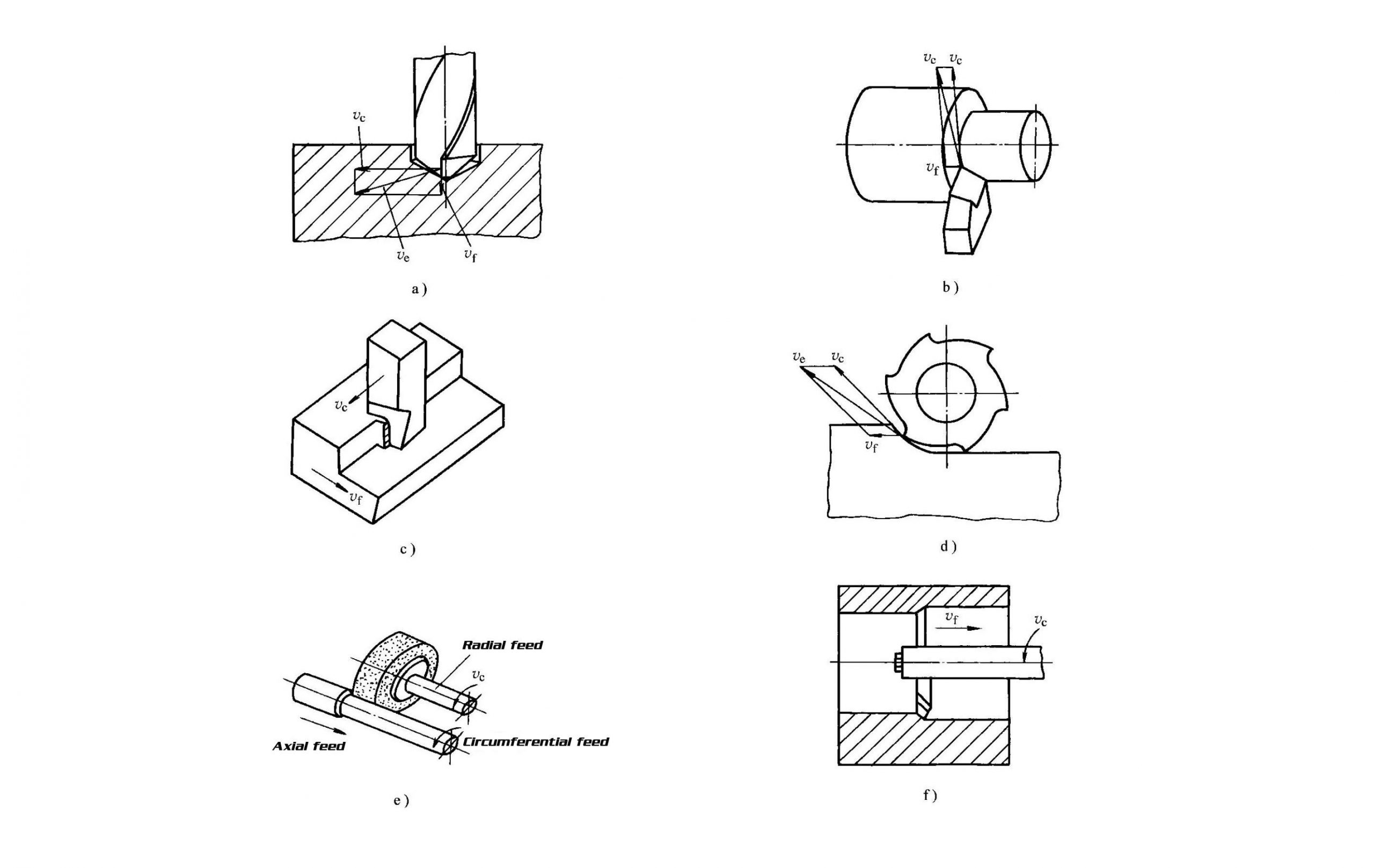
เมื่อการเคลื่อนที่หลักและการเคลื่อนที่ป้อนเกิดขึ้นพร้อมกัน ผลลัพธ์ที่ได้เรียกว่า การเคลื่อนที่ตัดแบบผสม
- ทิศทางการเคลื่อนที่ทันทีของจุดที่เลือกบนคมตัดเทียบกับชิ้นงาน เรียกว่า ทิศทางการตัดแบบผสม
- ความเร็ว ณ จุดนี้ ซึ่งกำหนดให้เป็นผลรวมเวกเตอร์ของความเร็วการเคลื่อนที่หลักและความเร็วการเคลื่อนที่ป้อน เรียกว่า ความเร็วการตัดแบบผสม (แสดงในรูป: ve = vc + vf)
ตัวอย่างของการเคลื่อนที่ตัดแบบผสม:
- การกลึงภายนอกบนเครื่องกลึงแบบธรรมดา: การรวมกันของการหมุนชิ้นงาน (การเคลื่อนที่หลัก, vc) และการป้อนตามแนวยาวของเครื่องมือ (การเคลื่อนที่ป้อน, vf) จะสร้างวิถีโค้งแบบเกลียวสำหรับจุดที่เลือกบนคมตัด
- การเจียรทรงกระบอกภายนอก: การหมุนของล้อเจียรและการเคลื่อนที่ตามแนวแกนของชิ้นงานทำงานร่วมกัน
7.0การเคลื่อนที่เสริมคืออะไร?
นอกเหนือจากการเคลื่อนที่ตัดแล้ว เครื่องมือกลยังต้องการการเคลื่อนที่เสริมเพื่อปรับตำแหน่งสัมพัทธ์ระหว่างเครื่องมือและชิ้นงาน หรือเพื่อดำเนินการสนับสนุน การเคลื่อนที่เหล่านี้ไม่ได้มีส่วนร่วมโดยตรงในการกำจัดวัสดุ แต่มีความสำคัญอย่างยิ่งต่อการรับประกันการทำงานของเครื่องจักรที่ราบรื่นและมีประสิทธิภาพ
ตัวอย่างทั่วไปของการเคลื่อนที่เสริม:
- การเข้าใกล้และถอยห่างของเครื่องมืออย่างรวดเร็วบนเครื่องกลึง CNC
- การดึงแกนหมุนกลับในแนวรัศมี เครื่องเจาะ
- การเคลื่อนที่แบบกำหนดตำแหน่งของหัวแบ่งที่ใช้ร่วมกับเครื่องกัด
8.0คำถามที่พบบ่อย
คำถามที่ 1: ส่วนประกอบหลักของระบบกระบวนการตัดเฉือนมีอะไรบ้าง?
A: ระบบกระบวนการตัดเฉือนประกอบด้วยองค์ประกอบหลักสี่อย่าง ได้แก่ เครื่องมือกล เช่น เครื่องกลึง เครื่องกัด และเครื่องเจียร พร้อมด้วยเครื่องมือตัด อุปกรณ์จับยึด และชิ้นงาน องค์ประกอบเหล่านี้ทำงานร่วมกันเป็นระบบเพื่อทำให้กระบวนการตัดเฉือนเสร็จสมบูรณ์ ตั้งแต่วัตถุดิบจนถึงชิ้นส่วนสำเร็จรูปที่มีคุณภาพ
คำถามที่ 2: ความแตกต่างหลักระหว่างการเคลื่อนที่หลักและการเคลื่อนที่ป้อนคืออะไร?
A: การเคลื่อนที่หลัก (Primary motion) คือการเคลื่อนที่พื้นฐานที่รับผิดชอบในการกำจัดโลหะ มีความเร็วในการตัดสูงสุด ใช้พลังงานมากที่สุด และเป็นการเคลื่อนที่เพียงครั้งเดียวในการตัดทุกครั้ง การเคลื่อนที่ป้อน (Feed motion) คือการเคลื่อนที่เสริมที่ทำงานร่วมกับการเคลื่อนที่หลักเพื่อให้ได้การตัดอย่างต่อเนื่องหรือเป็นช่วงๆ ใช้พลังงานน้อยกว่ามาก และอาจประกอบด้วยการเคลื่อนที่ป้อนหนึ่งครั้ง หลายครั้ง หรือไม่มีการเคลื่อนที่ป้อนเลยก็ได้ ขึ้นอยู่กับกระบวนการตัดเฉือน
Q3: เหตุใดความเร็วในการตัดแบบผสมจึงถูกกำหนดให้เป็นผลรวมเวกเตอร์ของความเร็วในการเคลื่อนที่หลักและความเร็วในการป้อน?
A: การเคลื่อนที่หลักและการเคลื่อนที่ป้อนเกิดขึ้นพร้อมกันในลักษณะการเคลื่อนที่สัมพัทธ์ระหว่างเครื่องมือและชิ้นงาน เนื่องจากความเร็วเป็นปริมาณเวกเตอร์ จึงต้องพิจารณาทั้งขนาดและทิศทาง ดังนั้น ความเร็วในการตัดแบบผสมจึงแสดงออกมาในรูปผลรวมเวกเตอร์ของความเร็วในการเคลื่อนที่หลักและความเร็วในการเคลื่อนที่ป้อน
คำถามที่ 4: การประยุกต์ใช้ทั่วไปที่สุดของวิธีการสร้างข้อมูลนี้คืออะไร?
A: การใช้งานที่พบได้บ่อยที่สุดคือการขึ้นรูปเฟืองทรงกระบอกบนเครื่องกัดเฟือง โดยการสร้างการเคลื่อนที่แบบหมุนพร้อมกันระหว่างดอกกัดและชิ้นงาน ทำให้ขอบคมตัดของดอกกัดก่อตัวเป็นเส้นโค้งอินโวลูตของพื้นผิวฟันเฟือง การขึ้นรูปเฟืองบนเครื่องขึ้นรูปเฟืองก็จัดอยู่ในวิธีการสร้างการเคลื่อนที่แบบนี้เช่นกัน
Q5: หากการเคลื่อนที่เสริมไม่ได้มีส่วนร่วมในการกำจัดวัสดุ แล้วเหตุใดการเคลื่อนที่เสริมจึงยังมีความสำคัญอยู่?
A: การเคลื่อนที่เสริมมีหน้าที่ปรับตำแหน่งสัมพัทธ์ของเครื่องมือและชิ้นงาน และดำเนินการต่างๆ เช่น การจับยึด การกำหนดตำแหน่ง และการจัดตำแหน่ง การเคลื่อนที่เสริมเหล่านี้ช่วยสนับสนุนการทำงานอย่างต่อเนื่องและมีประสิทธิภาพของเครื่องจักร หากไม่มีการเคลื่อนที่เสริม เครื่องมือกลจะไม่สามารถทำงานตามรอบการตัดเฉือนปกติได้
อ้างอิง
https://bharatforge.eu/artikel/what-is-machining-procedure-significance-and-applications/?lang=en
https://admati.com/the-importance-of-machining-types-of-equipment-and-machining-methods/
https://www.nutech.de/en/services/machining/