

- 1.0เหตุใดอลูมิเนียมอัลลอยด์ 6063 จึงได้รับความนิยมในการผลิต?
- 2.0คุณสมบัติเชิงกลของโลหะผสมอลูมิเนียม 6063
- 3.0องค์ประกอบทางเคมีของโลหะผสมอลูมิเนียม 6063
- 4.0การใช้งานทั่วไปของโลหะผสมอลูมิเนียม 6063
- 5.06063 เปรียบเทียบกับโลหะผสมอลูมิเนียมทั่วไปอื่นๆ ได้อย่างไร?
- 6.0การเตรียมการที่สำคัญก่อนการตัดเฉือน: การควบคุมความเค้นตกค้าง
- 7.0วิธีการตัดอลูมิเนียมอัลลอยด์ 6063 อย่างมีประสิทธิภาพ
- 8.0วิธีการเชื่อมโลหะผสมอลูมิเนียม 6063 อย่างถูกต้อง
- 9.0วิธีการอบชุบโลหะผสมอลูมิเนียม 6063 ด้วยความร้อน
- 10.0วิธีการรับประกันคุณภาพพื้นผิวที่สูงสำหรับโลหะผสมอลูมิเนียม 6063
- 11.0คำถามที่พบบ่อย (FAQ)
อลูมิเนียม 6063 โลหะผสมนี้ยังเป็นส่วนหนึ่งของกลุ่มอะลูมิเนียม-แมกนีเซียม-ซิลิคอน (Al-Mg-Si) และเป็นโลหะผสมที่สามารถอบชุบด้วยความร้อนได้ ซึ่งออกแบบมาเฉพาะสำหรับการรีดขึ้นรูป ข้อได้เปรียบที่สำคัญ ได้แก่ ความสามารถในการรีดขึ้นรูปที่ยอดเยี่ยม ผิวสำเร็จที่เหนือกว่า และความทนทานต่อการกัดกร่อนที่แข็งแกร่ง เมื่อผ่านกระบวนการแล้ว โลหะผสมนี้จะมีรูปลักษณ์ที่สม่ำเสมอและสวยงาม ทำให้เป็นวัสดุที่นิยมใช้ในงานสถาปัตยกรรมและส่วนประกอบตกแต่ง นอกจากนี้ยังใช้กันอย่างแพร่หลายในระบบโครงสร้างอุตสาหกรรมและตัวเรือนอุปกรณ์อิเล็กทรอนิกส์
ด้วยคุณสมบัติการขึ้นรูป เช่น T5 และ T6 6063 จึงสามารถสร้างสมดุลระหว่างความแข็งแรงปานกลางและการขึ้นรูปที่ดีได้ จึงเหมาะอย่างยิ่งสำหรับการผลิตโปรไฟล์หน้าตัดที่ซับซ้อนในปริมาณมาก
1.0เหตุใดอลูมิเนียมอัลลอยด์ 6063 จึงได้รับความนิยมในการผลิต?
6063 ได้กลายเป็นหนึ่งในโลหะผสมโปรไฟล์อลูมิเนียมที่ใช้กันอย่างแพร่หลายที่สุดเนื่องจากมีประสิทธิภาพในการเพิ่มประสิทธิภาพสำหรับการขึ้นรูปและการตกแต่ง:
- ความสามารถในการอัดรีด: ความสามารถในการอัดรีดที่โดดเด่นช่วยให้สามารถผลิตรูปทรงโปรไฟล์ที่ซับซ้อนได้อย่างมีประสิทธิภาพสูง
- การตกแต่งพื้นผิว: คุณภาพพื้นผิวดีเยี่ยมด้วยสีคุณภาพสูงที่สม่ำเสมอหลังจากการชุบอโนไดซ์
- ความต้านทานการกัดกร่อน: ทนทานต่อการกัดกร่อนและออกซิเดชันสูง เหมาะสำหรับส่วนประกอบตกแต่งและโครงสร้างกลางแจ้ง
- ความสามารถในการเชื่อม: ประสิทธิภาพการเชื่อมที่ดีโดยมีการเสียรูปน้อยที่สุด รองรับการประกอบที่ง่ายดาย
- ประสิทธิภาพด้านต้นทุน: ต้นทุนปานกลาง อุปทานขนาดใหญ่มีเสถียรภาพ และมูลค่าโดยรวมที่แข็งแกร่ง
- ความสามารถในการตัดเฉือน: ความยากในการตัดต่ำและการประมวลผลหลังการประมวลผลที่สะดวก
ปริมาณสิ่งเจือปนที่ต่ำและโครงสร้างโลหะที่สม่ำเสมอทำให้สามารถสร้างสมดุลที่เหมาะสมระหว่างความสวยงามและความเสถียรของโครงสร้าง จึงเหมาะอย่างยิ่งสำหรับการใช้งาน เช่น ผนังอาคารและระบบประตูและหน้าต่างที่รูปลักษณ์และความทนทานต่อสภาพอากาศเป็นสิ่งสำคัญ

2.0คุณสมบัติเชิงกลของโลหะผสมอลูมิเนียม 6063
(หมายเหตุ: ค่าเฉพาะจะแตกต่างกันไปขึ้นอยู่กับอารมณ์)
- ความต้านแรงดึง (T6): 210–260 MPa
- ความแข็งแรงการยืดหยุ่น (T6): ~170 MPa
- การยืดตัว: 12–18%
- ความแข็ง: 70–85 HB
- ความหนาแน่น: 2.70 g/cm³
- ช่วงการหลอมละลาย: 607–650°C
ความแตกต่างของทรัพย์สินตามอารมณ์
- 6063-O: ความแข็งแรงต่ำสุด (ความแข็งแรงแรงดึง ≈ 110 MPa) ที่มีความเหนียวดีเยี่ยม เหมาะสำหรับการดัดลึก การยืด และการขึ้นรูปหนักอื่นๆ
- 6063-T5: ความแข็งแรงปานกลางพร้อมประสิทธิภาพการผลิตที่สูงขึ้นเนื่องจากการบ่มแบบออนไลน์ เหมาะสำหรับโปรไฟล์ที่ผลิตจำนวนมาก
- 6063-T6: ความแข็งแกร่งสูงสุดที่ได้มาจากการบ่มเทียม ใช้ในงานที่ต้องการประสิทธิภาพโครงสร้างที่เพิ่มขึ้น
3.0องค์ประกอบทางเคมีของโลหะผสมอลูมิเนียม 6063
| องค์ประกอบ | อัล 2024 | อัล 7075 | อัล 6061 | อัล 6063 |
|---|---|---|---|---|
| คิวบี (%) | 3.847 | 1.276 | 0.192 | ≤0.10 |
| แมกนีเซียม (%) | 1.545 | 2.596 | 1.074 | 0.45–0.9 |
| ซิ (%) | 0.041 | 0.000 | 0.439 | 0.20–0.6 |
| เหล็ก (%) | 0.223 | 0.329 | 0.307 | ≤0.35 |
| แมงกานีส (%) | 0.331 | 0.028 | 0.103 | ≤0.10 |
| สังกะสี (%) | 0.017 | 5.135 | 0.105 | ≤0.10 |
| เอสบี (%) | 0.046 | 0.061 | 0.063 | - |
| วี (%) | 0.015 | 0.011 | 0.014 | - |
| Pb (% หรือ ppmᵃ) | 0.024, % | 0.000, ppm | 54.451, ppm | - |
| Sn (% หรือ ppm) | 0.021, % | 0.013, % | 81.046, ppm | - |
| Ti (% หรือ ppm) | 90.791, พีพีเอ็ม | 0.010, % | 83.090, ppm | ≤0.10 |
| Cr (% หรือ ppm) | 99.931, พีพีเอ็ม | 0.279, % | 0.025, % | ≤0.10 |
| ซร. (ppm) | 8.746 | 0.000 | 3.584 | - |
| นิกเกิล (ppm) | 60.653 | 48.240 | 76.797 | - |
| อัล (%) | ส่วนที่เหลือ | ส่วนที่เหลือ | ส่วนที่เหลือ | สมดุล |
องค์ประกอบของ 6063 ช่วยเสริมความแข็งแรงของการตกตะกอนด้วย Mg₂Si แม้ว่าอัตราส่วน Mg:Si อาจแตกต่างกันเล็กน้อยในแต่ละชุดก็ตาม ระดับเหล็กและทองแดงที่ต่ำเป็นปัจจัยสำคัญที่ส่งผลต่อคุณภาพพื้นผิวที่เหนือกว่า
4.0การใช้งานทั่วไปของโลหะผสมอลูมิเนียม 6063
- ประตูและหน้าต่างสถาปัตยกรรม โปรไฟล์ผนังม่าน โครงห้องรับแสงแดด
- โปรไฟล์ตกแต่งภายใน (เพดาน, ผนังกั้น, บัวพื้น)
- โครงสร้างสายพานลำเลียงอุตสาหกรรมและตัวป้องกันความปลอดภัยของอุปกรณ์
- ส่วนประกอบเฟอร์นิเจอร์ (โครงโต๊ะและเก้าอี้ ขอบตู้)
- โครงอิเล็กทรอนิกส์และโปรไฟล์แผ่นระบายความร้อน
- อุปกรณ์ตกแต่งรถยนต์และราวหลังคา
- โครงสร้างนิทรรศการและกรอบกล่องไฟ
5.06063 เปรียบเทียบกับโลหะผสมอลูมิเนียมทั่วไปอื่นๆ ได้อย่างไร?
| โลหะผสม | ความแข็งแกร่ง | ความสามารถในการทำงาน (การอัดรีด) | ความสามารถในการเชื่อม | ความต้านทานการกัดกร่อน | คุณภาพพื้นผิว | คุณสมบัติที่สำคัญ |
| 6063 | ปานกลาง | ยอดเยี่ยม | ยอดเยี่ยม | ยอดเยี่ยม | ยอดเยี่ยม | โลหะผสมรีดขึ้นรูปที่ได้รับความนิยมพร้อมความสวยงามที่โดดเด่น |
| 6061 | ปานกลาง–สูง | ดี | ดีมาก | ยอดเยี่ยม | ดี | คุณสมบัติสมดุลสำหรับการใช้งานโครงสร้าง |
| 7075 | สูงมาก | ยากจน | ยากจน | ดี | ยุติธรรม | โลหะผสมที่มีความแข็งแรงสูงเกรดอากาศยาน |
| 5052 | ปานกลาง | เฉลี่ย | ดี | ยอดเยี่ยม | ดี | ใช้เป็นหลักในการแปรรูปแผ่นและแผ่น |
ข้อได้เปรียบหลักของ 6063 อยู่ที่ความสามารถในการขึ้นรูปและการตกแต่งที่เหนือกว่าโลหะผสมอื่นๆ อย่างมาก ทำให้ไม่สามารถทดแทนได้ในการใช้งานด้านสถาปัตยกรรมและการตกแต่ง

6.0การเตรียมการที่สำคัญก่อนการตัดเฉือน: การควบคุมความเค้นตกค้าง
ความเค้นตกค้างในโปรไฟล์รีด 6063 ส่วนใหญ่เกิดจากการเย็นตัวหลังจากการรีด ส่วนที่ซับซ้อนหรือผนังบางมีแนวโน้มที่จะเกิดการเสียรูปเมื่อความเค้นถูกปลดปล่อยในระหว่างการตัดเฉือน แนวปฏิบัติที่แนะนำ:
- ยอมให้มีอายุตามธรรมชาติหรือเทียมหลังจากการอัดรีดเพื่อลดความเครียดภายใน
- ทิ้งโปรไฟล์ไว้ 24 ชั่วโมงหลังจากการกลึงหยาบก่อนการตกแต่ง
- ใช้การหนีบแบบหลายจุดกระจายสม่ำเสมอเพื่อหลีกเลี่ยงแรงเครียดเฉพาะที่
- ปฏิบัติตามแนวทาง "การตัดเฉือนแบบสมมาตร" เพื่อลดแรงตัดด้านเดียวให้เหลือน้อยที่สุด
7.0วิธีการตัดอลูมิเนียมอัลลอยด์ 6063 อย่างมีประสิทธิภาพ
มีความแข็งต่ำกว่าและมีความเหนียวสูงกว่า 60616063 ช่วยลดความต้านทานการตัด แต่มีแนวโน้มที่จะเกิดการสะสมของคมตัดและการยึดเกาะของเครื่องมือ เพื่อให้ได้ประสิทธิภาพที่สม่ำเสมอ โดยเฉพาะอย่างยิ่งเมื่อใช้ เครื่องตัดอลูมิเนียม —การเลือกเครื่องมือและพารามิเตอร์การตัดต้องได้รับการปรับให้เหมาะสมอย่างระมัดระวัง
7.1เครื่องมือและส่วนแทรกที่แนะนำ:
- เครื่องมือคาร์ไบด์ (แนะนำ):
เครื่องกัดปลาย 2 ฟัน หรือ 3 ฟัน ที่มีมุมคายสูง (15°–20°) และฟันชิปขยายใหญ่ขึ้น - การเคลือบ:TiB₂ และ DLC มีคุณสมบัติป้องกันการยึดเกาะที่ดีเยี่ยม TiN มีแนวโน้มที่จะยึดเกาะได้ง่ายกว่า แต่ยังคงมีประสิทธิภาพสำหรับการตัดเฉือนแบบโหลดเบาหรือรอบสั้น
ความเร็วในการตัดที่สูง ขอบคม และการระบายความร้อนที่เหมาะสมเป็นสิ่งสำคัญ โดยเฉพาะอย่างยิ่งในระบบอัตโนมัติ เครื่องตัดอลูมิเนียม. - เครื่องมือ HSS:
เหมาะสำหรับงานเบา เช่น การเจาะพื้นฐาน - การฝึกซ้อม:
รูปทรงฟันเลื่อยแบบพาราโบลาช่วยปรับปรุงการระบายเศษโลหะและลดการอุดตัน
7.2พารามิเตอร์การตัดที่แนะนำ (ช่วงอ้างอิง):
| กระบวนการ | ความเร็วในการตัด Vc | อัตราการป้อน | ความลึกในการตัด | หมายเหตุ |
| การสี | 300–500 ม./นาที | 0.05–0.2 มม./ฟัน | 1–5 มม. | ต้องใช้น้ำหล่อเย็น/น้ำมันหล่อลื่น |
| การเปลี่ยนแปลง | 250–400 ม./นาที | 0.2–0.4 มม./รอบ | 1–3 มม. | หลีกเลี่ยงการตัดด้วยความเร็วต่ำ |
| การเจาะ | 80–150 ม./นาที | 0.08–0.25 มม./รอบ | ปรับเปลี่ยนตามความจำเป็น | การเจาะแบบขั้นบันได + น้ำหล่อเย็นสำหรับหลุมลึก |
| การแตะ | 10–20 ม./นาที | ระยะพิทช์ของเกลียว | - | ใช้ก๊อกเฉพาะอลูมิเนียม + น้ำมันก๊อก |
ช่วงเหล่านี้ทำงานได้ดีทั้งกับการตั้งค่าด้วยตนเองและติดตั้ง CNC เครื่องตัดอลูมิเนียมเพื่อให้มั่นใจถึงคุณภาพการตัดเฉือนที่เสถียร
7.3หมายเหตุการกลึง:
- การระบายความร้อน/การหล่อลื่น:
ใช้สารอิมัลชันหรือของเหลวตัดเฉพาะอะลูมิเนียมที่มีสารเติมแต่ง EP เพื่อลดการยึดเกาะของเครื่องมือและยืดอายุการใช้งานของเครื่องมือ ซึ่งมีความสำคัญอย่างยิ่งสำหรับอุปกรณ์ตัดอะลูมิเนียมรอบสูง - สภาพเครื่องมือ:
รักษาขอบตัดให้คมอยู่เสมอและเจียรซ้ำเมื่อจำเป็นเพื่อป้องกันการเลอะหรือการบีบอัดวัสดุ 6063 ที่อ่อนนุ่ม - วิธีการตัด:
ควรเลือกใช้การกัดแบบไต่เพื่อลดการเกิดเสี้ยนและรอยขีดข่วนบนพื้นผิว - หลีกเลี่ยงการวางเครื่องมือไว้:
ห้ามปล่อยให้เครื่องมือหยุดนิ่งบนพื้นผิวชิ้นงานเพื่อป้องกันไม่ให้เกิดรอยบุ๋ม - ชิ้นส่วนที่มีผนังบาง:
ใช้ขากรรไกรอ่อน อุปกรณ์สูญญากาศ หรือตัวรองรับเพิ่มเติมเพื่อป้องกันการเสียรูปในระหว่างการตัด โดยเฉพาะอย่างยิ่งเมื่อประมวลผลด้วยการป้อนเร็ว เครื่องตัดอลูมิเนียม.
8.0วิธีการเชื่อมโลหะผสมอลูมิเนียม 6063 อย่างถูกต้อง
6063 ให้ความสามารถในการเชื่อมได้ดีกว่า 6061โดยมีความบิดเบี้ยวน้อยกว่าในบริเวณที่ได้รับผลกระทบจากความร้อน (HAZ) อย่างไรก็ตาม การสูญเสียความแข็งแรงในแนวเชื่อมและ HAZ อาจสูงถึง 20–50% (โดยทั่วไปประมาณ 30%) ขึ้นอยู่กับการอบคืนตัวของวัสดุ วิธีการเชื่อม และความร้อนที่ป้อนเข้า อาจจำเป็นต้องมีการออกแบบการบ่มหลังการเชื่อมหรือการชดเชยความแข็งแรง
8.1วิธีการเชื่อมทั่วไป
- การเชื่อม TIG: เหมาะสำหรับการมีลักษณะการเชื่อมที่แม่นยำและสะอาดพร้อมการบิดเบือนน้อยที่สุด เหมาะสำหรับส่วนประกอบตกแต่ง
- การเชื่อม MIG: ประสิทธิภาพสูง เหมาะสำหรับโปรไฟล์ผนังหนาหรือการผลิตจำนวนมาก
- ลวดเชื่อมทั่วไป: ER4043 (มีการไหลลื่นและลักษณะการเชื่อมที่ดี), ER5356 (มีความแข็งแรงสูงกว่า)
8.2เทคนิคการเชื่อม
- การเตรียมการก่อนการเชื่อม: กำจัดชั้นออกไซด์ (Al₂O₃) ออกโดยใช้แปรงสแตนเลสหรือสารเคมีขจัดคราบไขมันจนกว่าจะมองเห็นความเงาของโลหะ
- ก๊าซป้องกัน: อาร์กอนบริสุทธิ์ (≥99.99%), 8–12 ลิตร/นาที
- การอุ่นล่วงหน้า: สำหรับความหนา >8 มม. ให้อุ่นล่วงหน้าที่ 100–150°C เพื่อหลีกเลี่ยงการแตกร้าวจากความเย็น
- พารามิเตอร์การเชื่อม: ใช้กระแสไฟต่ำและความเร็วในการเดินทางที่รวดเร็วเพื่อลดความกว้างของ HAZ
- การบำบัดหลังการเชื่อม: อนุญาตให้เย็นลงตามธรรมชาติ อาจใช้การบ่มซ้ำ T6 หากต้องการความแข็งแรงที่สูงกว่า
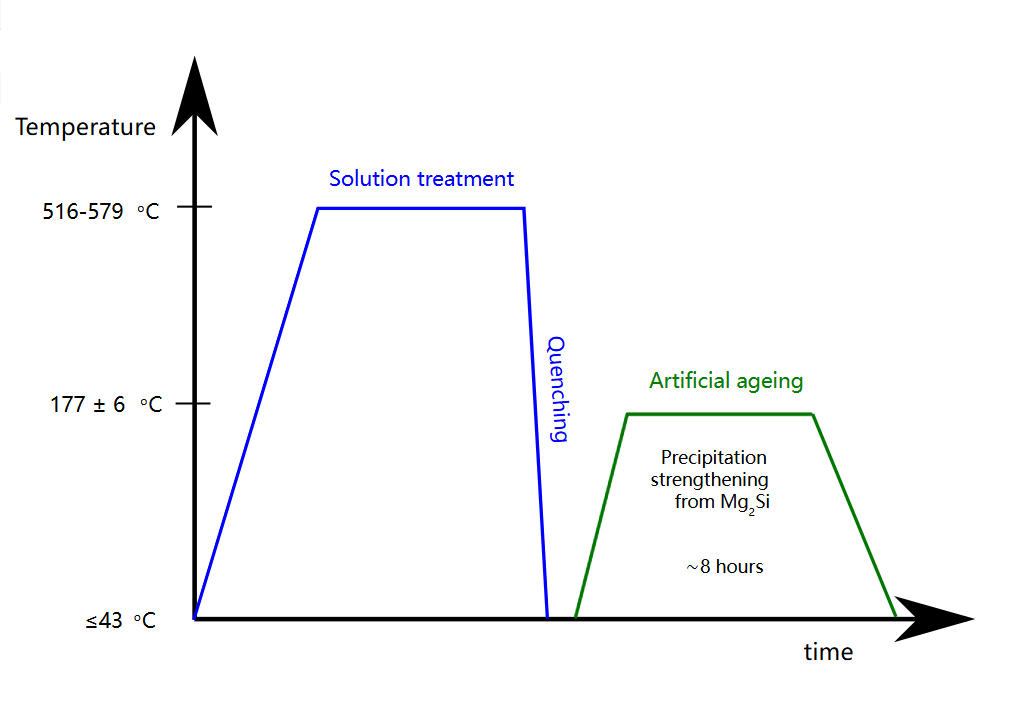
9.0วิธีการอบชุบโลหะผสมอลูมิเนียม 6063 ด้วยความร้อน
วัตถุประสงค์หลักของการอบชุบด้วยความร้อนสำหรับ 6063 คือการเพิ่มประสิทธิภาพการตกตะกอน Mg₂Si โดยรักษาสมดุลระหว่างความแข็งแกร่งและความสามารถในการอัดขึ้นรูป
9.1การบำบัดด้วยสารละลาย
- อุณหภูมิความร้อน: 530–540°C (ต่ำกว่า 6061 เพื่อป้องกันการเจริญเติบโตของเมล็ดพืช)
- ระยะเวลาในการถือครอง: 1–2 ชั่วโมง ขึ้นอยู่กับความหนาของส่วน
- การดับ: การดับน้ำด้วยอัตราการเย็นตัว ≥150°C/นาที เพื่อป้องกันการตกตะกอนก่อนเวลาอันควร
9.2การรักษาภาวะชรา
- การบ่มเทียม T6: 170–180°C เป็นเวลา 8–12 ชั่วโมง ระบายความร้อนด้วยอากาศ
- การบ่มแบบออนไลน์ T5: ควบคุมอุณหภูมิผ่านถังทำความเย็นหลังการอัดรีด 150–170°C เป็นเวลา 4–6 ชั่วโมง ประสิทธิภาพสูง
- การบ่มตามธรรมชาติ: 7–14 วันที่อุณหภูมิห้อง ความเข้มข้นสุดท้ายจะอยู่ที่ ~70–80% ของ T6 เหมาะสมเมื่อไม่ต้องการความเข้มข้นสูง

10.0วิธีการรับประกันคุณภาพพื้นผิวที่สูงสำหรับโลหะผสมอลูมิเนียม 6063
6063 ถือเป็นสารตั้งต้นที่เหมาะสำหรับการชุบอโนไดซ์ และคุณภาพของการชุบพื้นผิวส่งผลโดยตรงต่อมูลค่าผลิตภัณฑ์ขั้นสุดท้าย
10.1การบำบัดพื้นผิวทั่วไป
- การชุบอะโนไดซ์ (ใส ย้อมสี อิเล็กโทรโฟเรติก): ที่พบมากที่สุด ช่วยเพิ่มความทนทานต่อการกัดกร่อนและรูปลักษณ์
- การชุบอะโนไดซ์แบบแข็ง: ความหนาของการเคลือบ 20–50 μm เพื่อเพิ่มความทนทานต่อการสึกหรอในการใช้งานในอุตสาหกรรม
- การพ่นทรายและการแปรง: สร้างพื้นผิวแบบด้านหรือมีพื้นผิวและปกปิดรอยขีดข่วนเล็กน้อย
- การเคลือบผง: ช่วงสีกว้างพร้อมความทนทานต่อสภาพอากาศสำหรับส่วนประกอบกลางแจ้ง
- การขัดเงา: ให้ความเงางามแบบกระจกสำหรับการตกแต่งระดับพรีเมียม
10.2หมายเหตุเกี่ยวกับการบำบัดพื้นผิว
- การบำบัดเบื้องต้นมีความสำคัญอย่างยิ่ง ได้แก่ การขจัดคราบไขมันอย่างทั่วถึง (น้ำยาทำความสะอาดที่มีฤทธิ์เป็นด่าง) การทำให้เป็นกลาง และการขัดด้วยสารเคมีเพื่อขจัดฟิล์มออกไซด์และสิ่งปนเปื้อน
- ในระหว่างการชุบอโนไดซ์ ควรหลีกเลี่ยงความหนาแน่นของกระแสไฟที่มากเกินไปเพื่อป้องกันการเคลือบที่หยาบหรือไม่สม่ำเสมอ
- ควบคุมอุณหภูมิแม่พิมพ์อัดเพื่อหลีกเลี่ยงข้อบกพร่องบนพื้นผิว เช่น เส้นสีเข้มและรอยขีดข่วน
- ป้องกันการสัมผัสกับสารกัดกร่อนระหว่างการจัดเก็บเพื่อหลีกเลี่ยงการเปลี่ยนสี
11.0คำถามที่พบบ่อย (FAQ)
6063 เหมาะสำหรับการอัดขึ้นรูปรูปร่างโปรไฟล์ที่ซับซ้อนหรือไม่
ใช่ 6063 ให้คุณสมบัติการไหลที่ดีเยี่ยมในระหว่างการอัดรีด และรองรับชิ้นงานที่มีผนังบาง (ในบางกระบวนการที่มีความหนาต่ำกว่า 1.2 มม.) ความหนาและความซับซ้อนของผนังขั้นสุดท้ายขึ้นอยู่กับรูปทรงของโปรไฟล์ การออกแบบแม่พิมพ์ และสภาวะการอัดรีด ทำให้เป็นหนึ่งในโลหะผสมที่ดีที่สุดสำหรับโปรไฟล์ที่ซับซ้อน
โลหะผสมชนิดใดที่สามารถชุบอะโนไดซ์ได้ดีกว่า—6063 หรือ 6061?
6063 มีประสิทธิภาพดีกว่า เนื่องจากมีปริมาณเหล็กและทองแดงต่ำ ทำให้ชั้นออกไซด์มีความสม่ำเสมอมากขึ้น สีสม่ำเสมอ และความสว่างของพื้นผิวที่เหนือกว่า โดยเฉพาะอย่างยิ่งสำหรับการตกแต่งที่มีสีอ่อน
ความแตกต่างที่สำคัญระหว่างเหล็ก 6063 T5 และ T6 คืออะไร?
- T5: การบ่มแบบออนไลน์ ประสิทธิภาพการผลิตสูง ต้นทุนต่ำ ความแข็งแรงปานกลาง (แรงดึง ≈210 MPa) เหมาะสำหรับโปรไฟล์ประตู/หน้าต่างมาตรฐาน
- T6: การเสื่อมสภาพด้วยเทียม ความแข็งแรงสูงกว่า (แรงดึง ≈260 MPa) การเสียรูปน้อยกว่า เหมาะสำหรับการใช้งานโครงสร้างหรือส่วนประกอบที่สำคัญด้านความแข็งแรง
จะป้องกันการติดของเครื่องมือเมื่อทำการกลึง 6063 ได้อย่างไร?
เน้นที่ความเร็วในการตัดสูง + การระบายความร้อนที่เพียงพอ + เครื่องมือที่คม: ความเร็วในการตัด ≥300 ม./นาที น้ำยาหล่อเย็นเฉพาะอลูมิเนียม เครื่องมือที่ลับคมเป็นประจำ และหลีกเลี่ยงการตัดเฉือนที่มีภาระหนักความเร็วต่ำ
6063 สามารถใช้งานในสภาพแวดล้อมกลางแจ้งได้หรือไม่?
ใช่ ความทนทานต่อการกัดกร่อน ผสานกับการป้องกันแบบอโนไดซ์ ช่วยให้มีความทนทานยาวนานหลายปี ในสภาพแวดล้อมชายฝั่งหรือสภาพแวดล้อมที่มีมลพิษสูง ขอแนะนำให้มีการป้องกันเพิ่มเติมหรือการบำรุงรักษาตามระยะ
อ้างอิง
https://en.wikipedia.org/wiki/6063_aluminium_alloy
https://www.gabrian.com/6063-aluminum-properties/
https://www.metalexchange.com/press/6063-aluminum


