
การตัดโลหะเป็นหนึ่งในวิธีการผลิตขั้นพื้นฐานและสำคัญที่สุดในวิศวกรรมเครื่องกล ไม่ว่าจะเป็นการกลึงด้วยเครื่องกลึง การกัดด้วยเครื่องกัด การคว้านด้วยเครื่องคว้าน หรือการกำจัดวัสดุอย่างแม่นยำด้วยระบบ CNC ที่ทันสมัย เช่น เครื่องตัดเลเซอร์ท่อหลักการพื้นฐานยังคงเหมือนเดิม คือ การกำจัดวัสดุส่วนเกินออกจากชิ้นงานเพื่อให้ได้รูปทรง ขนาด และคุณภาพพื้นผิวตามที่ต้องการ
เพื่อให้เข้าใจกระบวนการตัดโลหะอย่างถ่องแท้ จำเป็นต้องวิเคราะห์จากสามแง่มุมหลักดังนี้: องค์ประกอบการตัด พารามิเตอร์การตัด และรูปทรงเรขาคณิตของชั้นการตัด.
1.0องค์ประกอบการตัดในการตัดโลหะคืออะไร
การตัดโลหะหมายถึงกระบวนการขึ้นรูปชิ้นงานโดยใช้เครื่องมือตัดในการเคลื่อนที่ตัดกับชิ้นงานบนเครื่องมือกล ทำให้วัสดุส่วนเกินถูกกำจัดออกไปในรูปของเศษโลหะ เครื่องมือกลทั่วไปได้แก่ เครื่องกลึง เครื่องกัด เครื่องเจาะ และเครื่องคว้าน
องค์ประกอบพื้นฐานของการตัดโลหะส่วนใหญ่ประกอบด้วย:
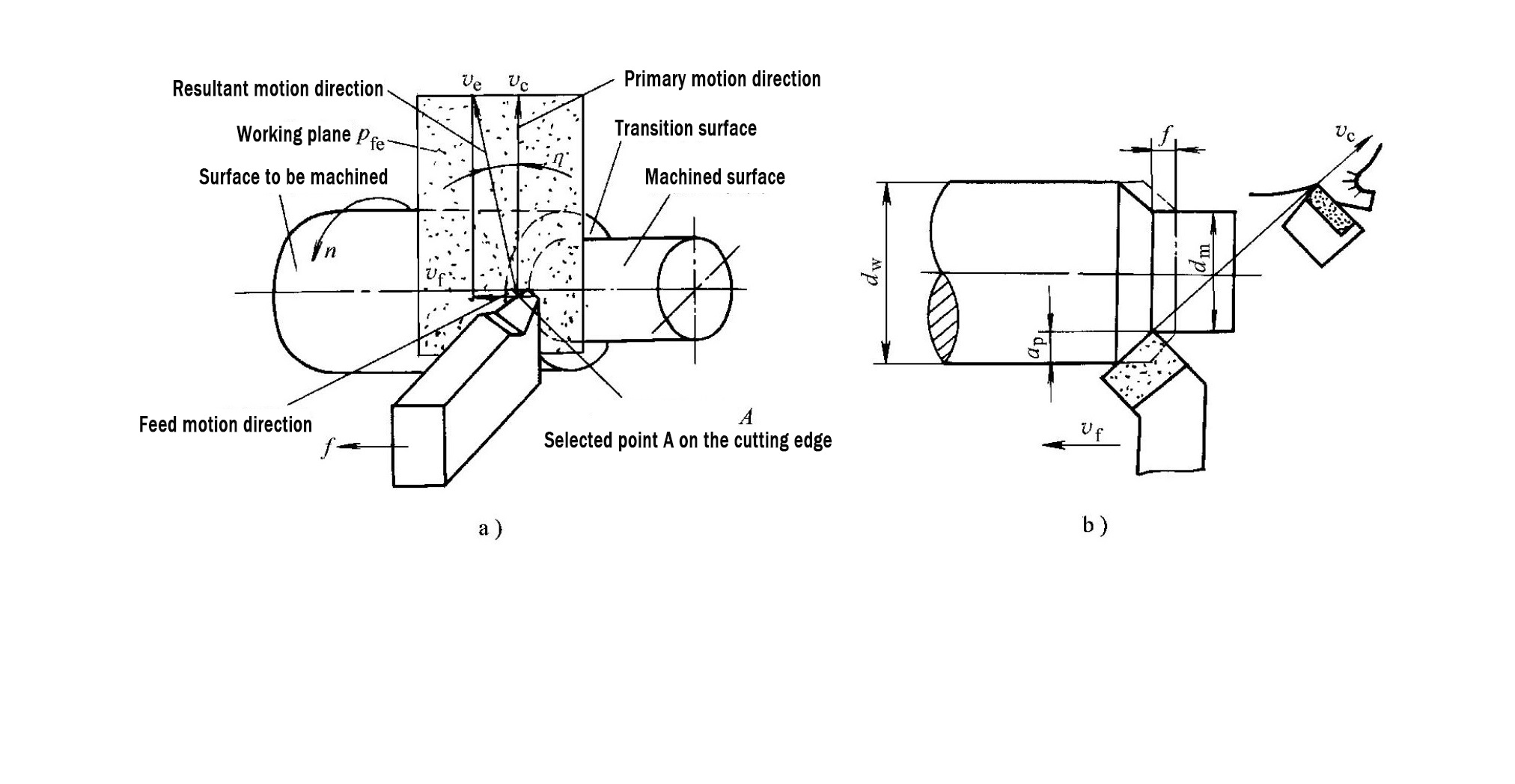
- การเคลื่อนไหวแบบตัด: รวมถึงการเคลื่อนที่หลักและการเคลื่อนที่ป้อนชิ้นงาน (ตัวอย่างเช่น การหมุนชิ้นงานเป็นการเคลื่อนที่หลักในเครื่องกลึง ในขณะที่การหมุนเครื่องมือเป็นการเคลื่อนที่หลักในเครื่องกัดหรือเครื่องเจาะ)
- พารามิเตอร์การตัด
- ชั้นตัดและพารามิเตอร์ทางเรขาคณิตของมัน
องค์ประกอบเหล่านี้โดยรวมแล้วจะเป็นตัวกำหนดประสิทธิภาพการตัด ความแม่นยำในการกลึง และอายุการใช้งานของเครื่องมือ
สรุป: องค์ประกอบการตัดเป็นพื้นฐานทางทฤษฎีสำหรับการวิเคราะห์กระบวนการตัด การเลือกพารามิเตอร์การตัด และการเพิ่มประสิทธิภาพกลยุทธ์การตัดเฉือนในเครื่องมือกลประเภทต่างๆ
2.0การจำแนกประเภทพื้นผิวชิ้นงานในกระบวนการตัด
ในระหว่างกระบวนการตัด พื้นผิวของชิ้นงานไม่ได้อยู่นิ่ง แต่เปลี่ยนแปลงอย่างต่อเนื่องเมื่อวัสดุถูกกำจัดออกไป ปรากฏการณ์นี้พบได้ทั่วไปในกระบวนการตัดโลหะทุกประเภท และโดยทั่วไปแล้วพื้นผิวจะถูกแบ่งออกเป็นสามประเภท:
- พื้นผิวที่ผ่านการกลึง: พื้นผิวที่ถูกตัดด้วยเครื่องมือแล้ว ซึ่งจะกำหนดขนาดสุดท้ายหรือขนาดระหว่างกลางของชิ้นงาน
- พื้นผิวที่จะทำการกลึง: พื้นผิวที่ยังไม่ถูกตัดและจะถูกกำจัดออกไปโดยชั้นการตัดถัดไป
- พื้นผิวเปลี่ยนผ่าน: พื้นผิวที่กำลังถูกสร้างขึ้นโดยคมตัดในขณะนี้ ซึ่งจะถูกกำจัดออกไปอีกในการตัดหรือรอบถัดไป
สรุป: ชั้นการตัดอยู่ระหว่างพื้นผิวที่จะทำการกลึงและพื้นผิวที่กลึงเสร็จแล้ว ในขณะที่พื้นผิวเปลี่ยนผ่านทำหน้าที่เป็นส่วนเชื่อมต่อแบบไดนามิกที่เชื่อมต่อทั้งสองเข้าด้วยกัน
3.0Feed และ Feed Rate คืออะไร
3.1ให้อาหาร
อัตราการป้อน (Feed) หมายถึงระยะการเคลื่อนที่ของเครื่องมือเทียบกับชิ้นงานในทิศทางการป้อน และสะท้อนถึง "ความหนาแน่น" ของการกำจัดวัสดุในระหว่างการตัด คำจำกัดความของอัตราการป้อนจะแตกต่างกันเล็กน้อยขึ้นอยู่กับประเภทของเครื่องจักร:
- อัตราป้อนต่อรอบ:
$$
f \text{ (มม./ร)}
$$
ส่วนใหญ่ใช้สำหรับเครื่องกลึงและเครื่องเจาะรู
- ปริมาณอาหารต่อซี่:
$$
f_z \text{ (มม./ฟัน)}
$$
นิยมใช้สำหรับเครื่องมือหลายฟันบนเครื่องกัด เครื่องเจาะและเครื่องมือเจาะรู
ตัวอย่างเช่น ในการกลึงภายนอกบนเครื่องกลึง การป้อนชิ้นงาน
$$
ฉ
$$
แสดงถึงระยะทางตามแนวแกนที่เครื่องมือเคลื่อนที่ไปในระหว่างการหมุนครบหนึ่งรอบของชิ้นงาน
3.2อัตราการป้อน
อัตราการป้อน คือความเร็วขณะใดขณะหนึ่งของจุดที่เลือกบนคมตัดเมื่อเทียบกับชิ้นงานในทิศทางการป้อน และแสดงเป็นหน่วยมิลลิเมตรต่อนาที
$$
v_f = f ⋅ n = z ⋅ n ⋅ f_z
$$
ที่ไหน:
– \(v_f\) คืออัตราการป้อน
– f คืออัตราการป้อนต่อรอบ
– \(f_z\) คือระยะป้อนต่อฟันแต่ละซี่
– n คือความเร็วรอบของแกนหมุน (รอบ/นาที)
– \(z\) คือจำนวนฟันตัด
การตีความทางวิศวกรรม: เมื่อเงื่อนไขอื่นๆ ยังคงเหมือนเดิม การเพิ่มอัตราป้อนจะทำให้ความหนาของชั้นตัดเพิ่มขึ้น ส่งผลให้แรงตัดสูงขึ้นและภาระของเครื่องมือมากขึ้น
4.0ความลึกของการตัดคืออะไร
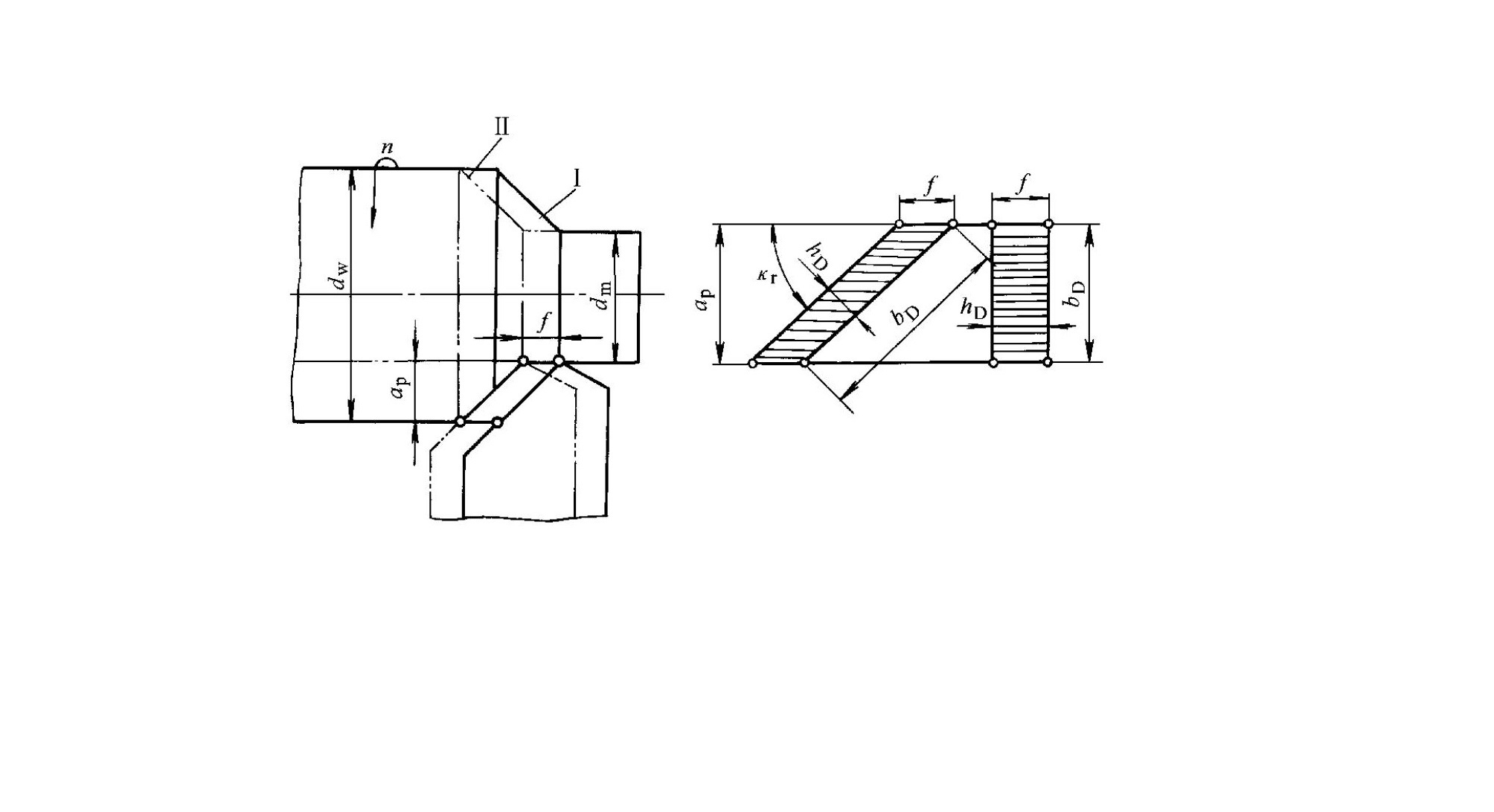
ความลึกของการตัด หมายถึง ความลึกของการตัดที่วัดผ่านจุดที่เลือกบนคมตัด ซึ่งตั้งฉากกับระนาบการทำงาน หน่วยเป็นมิลลิเมตร และคำจำกัดความจะขึ้นอยู่กับวิธีการตัดเฉือน
4.1วิธีการคำนวณทั่วไป
- การกลึงภายนอกบนเครื่องกลึง:
$$
a_p = \frac{d_w – d_m}{2}
$$
- งานที่น่าเบื่อ:
สูตรเดียวกันนี้ใช้ได้ โดยสลับตำแหน่งระหว่าง (d_w) และ (d_m) - การโม่:
ความลึกของการตัดโดยทั่วไปหมายถึงความลึกในการสัมผัสในแนวตั้งของเครื่องมือกับชิ้นงาน - การตัดแผ่นโลหะ:
ความลึกของการตัดสัมพันธ์กับความหนาของแผ่นวัสดุที่ถูกตัดในการตัดครั้งเดียว
ที่ไหน:
– \(a_p\) คือความลึกของการตัด
– d_w คือเส้นผ่านศูนย์กลางของพื้นผิวที่จะทำการกลึง
– dm คือเส้นผ่านศูนย์กลางของพื้นผิวที่ผ่านการกลึง
การตีความทางวิศวกรรม: ในการตัดเฉือนหยาบ การเพิ่มขึ้น
$$
เอ_พี
โดยทั่วไปแล้ว การตัดแบบ $$ มักได้รับความสำคัญเป็นอันดับแรกเพื่อเพิ่มอัตราการกำจัดโลหะ ในขั้นตอนการตกแต่งผิวงาน ควรใช้ความลึกของการตัดที่น้อยกว่าเพื่อให้ได้คุณภาพผิวงานที่ดีกว่า
5.0สรุป: เหตุใดการทำความเข้าใจชั้นการตัดจึงมีความสำคัญ
พารามิเตอร์การตัดจะกำหนดรูปทรงเรขาคณิตของชั้นการตัด และพารามิเตอร์ของชั้นการตัดจะส่งผลโดยตรงต่อประสิทธิภาพโดยรวมของเครื่องจักรแปรรูปโลหะ
ปัจจัยสำคัญที่ส่งผลกระทบ ได้แก่ ขนาดของแรงตัด อุณหภูมิในการตัด การสึกหรอและอายุการใช้งานของเครื่องมือ และคุณภาพของพื้นผิวที่ผ่านการกลึง
การเลือกพารามิเตอร์การตัดอย่างมีเหตุผลจะต้องอาศัยความเข้าใจอย่างชัดเจนเกี่ยวกับลักษณะพื้นฐานของชั้นการตัด
6.0คำถามที่พบบ่อยเกี่ยวกับการตัดโลหะ (FAQ)
คำถามที่ 1: พารามิเตอร์การตัดใดที่มีผลกระทบมากที่สุดต่ออายุการใช้งานของเครื่องมือ?
A: ความเร็วในการตัดมีอิทธิพลมากที่สุดต่ออายุการใช้งานของเครื่องมือ เนื่องจากส่งผลโดยตรงต่ออุณหภูมิในการตัดและกลไกการสึกหรอ
$$
v_c = \frac{\pi dn}{1000}
$$
Q2: การเพิ่มอัตราป้อนวัสดุจะช่วยเพิ่มประสิทธิภาพการตัดเฉือนได้เสมอหรือไม่?
A: ไม่ครับ แม้ว่าการป้อนวัสดุด้วยอัตราที่สูงขึ้นจะช่วยเพิ่มอัตราการกำจัดวัสดุ แต่ก็ทำให้แรงตัดและภาระของเครื่องมือเพิ่มขึ้นด้วย ซึ่งอาจลดอายุการใช้งานของเครื่องมือหรือคุณภาพของพื้นผิวได้
Q3: พารามิเตอร์ของชั้นการตัดมีผลต่อความเรียบของพื้นผิวอย่างไร?
A: โดยทั่วไปแล้ว ความหนาของชั้นตัดที่มากขึ้นจะเพิ่มแรงตัดและการสั่นสะเทือน ซึ่งอาจทำให้คุณภาพผิวงานลดลง การปรับให้เหมาะสม
$$
f \text{ และ } a_p
$$
ช่วยสร้างสมดุลระหว่างประสิทธิภาพและคุณภาพของพื้นผิว