

- 1.0การตัดพลาสม่าคืออะไร
- 2.0อธิบายประเภทกระบวนการตัดพลาสม่า
- 3.0การตัดพลาสม่าการใช้งานทั่วไปและการใช้งานผลิตภัณฑ์เฉพาะ
- 4.0คำถามที่พบบ่อยเกี่ยวกับการตัดพลาสม่า
- 4.1การตัดพลาสม่าเปรียบเทียบกับการตัดด้วยออกซิเจนและเชื้อเพลิงอย่างไร?
- 4.2ตะกรันคืออะไร และจะลดตะกรันเหล่านี้ลงได้อย่างไร
- 4.3ความแตกต่างระหว่างการตัดแบบ Drag และการตัดแบบ Stand-off คืออะไร?
- 4.4ระยะการตัดที่เหมาะสมระหว่างคบเพลิงและชิ้นงานคือเท่าไร?
- 4.5ความกว้างรอยตัดคืออะไร และส่งผลต่อการตัดของฉันอย่างไร
- 4.6การเอียงคืออะไร และควรใช้เมื่อใด?
บทความนี้จะให้คำอธิบายโดยละเอียดเกี่ยวกับประเภทกระบวนการตัดพลาสม่า เทคนิคการทำงาน และการใช้งานทั่วไป ช่วยให้ผู้ใช้เข้าใจและนำเทคโนโลยีนี้ไปประยุกต์ใช้เพื่อปรับปรุงคุณภาพการตัดและประสิทธิภาพการผลิตได้ดีขึ้น
1.0การตัดพลาสม่าคืออะไร
การตัดด้วยพลาสม่าทำงานโดยสร้างส่วนโค้งระหว่างอิเล็กโทรดและชิ้นงาน ซึ่งจะถูกจำกัดด้วยหัวฉีดที่มีรูขนาดเล็ก การกระทำดังกล่าวจะเพิ่มอุณหภูมิ (มากกว่า 20,000°C) และความเร็วของพลาสม่า ซึ่งสามารถเข้าใกล้ความเร็วของเสียงได้ เจ็ทพลาสม่าอุณหภูมิสูงจะหลอมโลหะ ในขณะที่แรงของส่วนโค้งจะพัดวัสดุที่หลอมละลายออกไปเป็นตะกรัน
การ กระบวนการพลาสม่า เหมาะอย่างยิ่งสำหรับการตัดโลหะ รวมถึงโลหะที่ก่อตัวเป็นออกไซด์ที่ทนไฟ เช่น สแตนเลส อลูมิเนียม เหล็กหล่อ และโลหะผสมที่ไม่ใช่เหล็ก คุณภาพในการตัดขึ้นอยู่กับปัจจัยต่างๆ แต่ระบบนี้ใช้งานง่ายและมักเป็นโซลูชันที่ใช้งานได้จริงและคุ้มต้นทุนที่สุด
2.0อธิบายประเภทกระบวนการตัดพลาสม่า
เทคโนโลยีการตัดพลาสม่าเป็นกระบวนการตัดที่มีประสิทธิภาพและแม่นยำซึ่งใช้กันอย่างแพร่หลายในอุตสาหกรรมการแปรรูปโลหะ การใช้ไฟฟ้าในการให้ความร้อนและหลอมโลหะทำให้มีข้อดีหลายประการ เช่น ความเร็วในการตัดที่รวดเร็ว พื้นที่ที่ได้รับผลกระทบจากความร้อนมีขนาดเล็ก และใช้งานง่าย ไม่ว่าจะเป็นการตัดแผ่นโลหะบางอย่างรวดเร็วหรือการประมวลผลท่อที่มีผนังหนาอย่างแม่นยำ การตัดพลาสม่าให้ผลลัพธ์ที่โดดเด่นในทั้งสองสถานการณ์

2.1ลากตัด
- หลักการ:หัวฉีดไฟฉายจะถูกลากไปตามพื้นผิวชิ้นงานเพื่อทำการตัด
- เงื่อนไขที่ใช้ได้:โดยทั่วไปเหมาะสำหรับการตัดกระแสไฟฟ้าต่ำโดยมีกระแสไฟฟ้า ≤ 40 แอมป์
- สินค้าสิ้นเปลือง: ต้องใช้ “หัวฉีดตัดลาก” แบบพิเศษ
- เคล็ดลับการใช้งาน:
- ไม้บรรทัดที่ไม่นำไฟฟ้าสามารถนำมาใช้ช่วยรักษาเส้นตรงได้
- เริ่มตัดจากด้านที่ไกลจากตัวผู้ใช้งานมากที่สุด และดึงคบเพลิงเข้าหาตัวผู้ใช้งาน
- ให้วางคบเพลิงให้ตั้งฉากกับผิวชิ้นงานเสมอ
- เคลื่อนที่ด้วยความเร็วสม่ำเสมอและราบรื่นเพื่อให้แน่ใจว่าการตัดแม่นยำและเรียบร้อย
- ความหนาของวัสดุที่ใช้ได้:โดยทั่วไปเหมาะสำหรับวัสดุขนาด ≤ 5 มม.
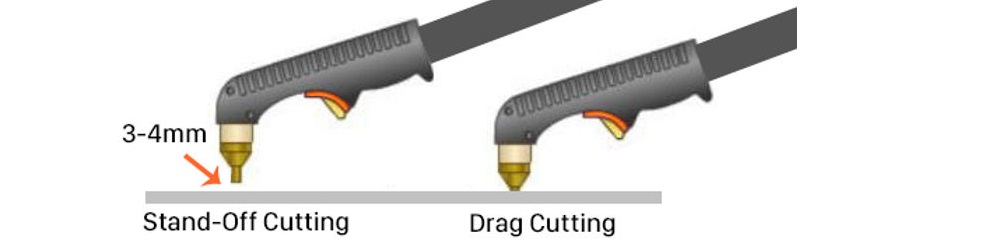
2.2การตัดแบบสแตนด์ออฟ
- หลักการ:หัวฉีดคบเพลิงรักษาระยะห่าง 3-4 มม. จากผิวชิ้นงานขณะตัด
- สินค้าสิ้นเปลือง: ต้องใช้หัวตัดที่เหมาะกับกระแสไฟของเครื่องจักร
เครื่องมือเสริม:- รางเลื่อนแบบยืน
- รางเลื่อนลูกกลิ้ง
- ชุดไกด์ตัดอาร์ค ฯลฯ
- เคล็ดลับการใช้งาน:
- เริ่มตัดจากด้านที่ไกลจากตัวผู้ใช้งานมากที่สุด และดึงคบเพลิงเข้าหาตัวผู้ใช้งาน
- วางคบเพลิงให้ตั้งฉากกับชิ้นงานและเคลื่อนที่ด้วยความเร็วคงที่เพื่อให้แน่ใจว่าจะตัดได้อย่างเรียบร้อย
- สถานการณ์ที่สามารถนำไปใช้ได้:เหมาะสำหรับการตัดละเอียดที่ต้องการการควบคุมที่ดี
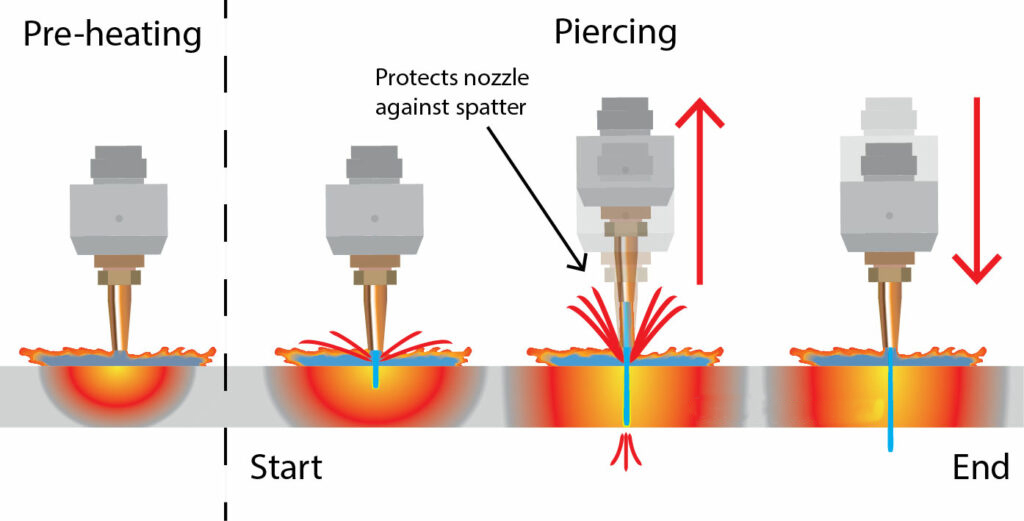
2.3การเจาะ
- คำนิยาม:การเจาะรูบนชิ้นงานอย่างรวดเร็วเพื่อเตรียมการตัดครั้งต่อไป
- สินค้าสิ้นเปลือง:ใช้หัวฉีดตัดมาตรฐาน โดยให้แน่ใจว่ากระแสไฟฟ้าของเครื่องตรงตามข้อกำหนดของหัวฉีด
- ไม่จำเป็นต้องมีอุปกรณ์เสริมพิเศษ
- เคล็ดลับการเจาะ:
- แผ่นบาง (<2มม.):
- เอียงไฟฉายเป็นมุม 15°–30° โดยให้หัวฉีดสัมผัสชิ้นงาน
- หลังจากสร้างส่วนโค้งแล้ว ให้ค่อยๆ เปลี่ยนเป็นตำแหน่งแนวตั้ง 90°
- หลังจากเจาะแล้วเริ่มกระบวนการตัดปกติ
- แผ่นหนา (≥2มม.):
- วางคบเพลิงให้ตั้งฉากกับชิ้นงาน โดยให้มีระยะห่างอย่างน้อย 12 มม.
- หลังจากสร้างส่วนโค้งแล้ว ให้ค่อยๆ ขยับคบเพลิงไปทางชิ้นงานจนกระทั่งสร้างส่วนโค้งการตัดได้
- เมื่อส่วนโค้งแทรกผ่านส่วนล่างของชิ้นงานแล้ว ให้ลดคบเพลิงลงมาที่ความสูงในการตัดปกติ และเริ่มกระบวนการตัด
- แผ่นบาง (<2มม.):
2.4การเอียงขอบ
- วัตถุประสงค์:เพื่อสร้างการตัดมุมบนขอบแผ่นหรือท่อเพื่อให้สามารถเชื่อมได้ลึกขึ้นในระหว่างการเชื่อม
- ความหนาที่ใช้ได้:โดยทั่วไปใช้สำหรับวัสดุที่มีความหนา ≥ 9 มม.
- หัวฉีดตัด:ใช้หัวฉีดตัดแบบมาตรฐาน โดยให้แน่ใจว่ากระแสไฟฟ้าของเครื่องตรงกับกระแสไฟฟ้าที่กำหนดของหัวฉีด
- เคล็ดลับการใช้งาน:
- สำหรับการเอียงด้วยมือ ให้ใช้รางนำลูกกลิ้งและตัวนำมุมเพื่อรักษามุมเอียงที่สม่ำเสมอ
- ช่วงมุมเอียงทั่วไป: 15° ถึง 45°
- วางหัวฉีดให้ห่างจากชิ้นงาน 3-6 มม.
หนังสือแนะนำ:การตัดท่อเอียงคืออะไร วิธีการและคู่มือเครื่องจักร
2.5การขูด
- คำนิยาม:การสร้างร่องเรียบบนพื้นผิวชิ้นงาน มักใช้ในการลบรอยเชื่อมหรือเตรียมด้านหลังของชิ้นงานสำหรับการเชื่อม
- วัสดุสิ้นเปลืองและอุปกรณ์:
- จำเป็นต้องใช้หัวฉีดเจาะแบบพิเศษ
- ควรใช้ร่วมกับถ้วยป้องกันและตัวจ่ายแก๊ส
- กระบวนการดำเนินงาน:
- รักษาระยะห่างจากชิ้นงาน 12 มม. และเอียง 20°–40°
- หลังจากสร้างส่วนโค้งแล้ว ให้ค่อยๆ นำหัวฉีดเข้าใกล้ชิ้นงานจนกระทั่งส่วนโค้งเปลี่ยนไปที่ส่วนโค้งหลัก
- รักษาความเอียง 20°–40° และเมื่อส่วนโค้งคงที่แล้ว ให้เลื่อนหัวฉีดกลับออกไปห่างออกไปประมาณ 15 มม.
- เคลื่อนที่ไปข้างหน้าด้วยความเร็วคงที่เพื่อสร้างร่องรูปตัว U ที่แคบ (กว้างประมาณ 6 มม. x ลึก 6 มม.) สามารถปรับความกว้างของร่องได้โดยการเลื่อนหัวฉีดไปทางซ้ายและขวา
- มาตรการป้องกัน:ใช้แผ่นป้องกันส่วนโค้ง แผ่นป้องกันการเจาะ และฝาครอบป้องกันไฟฉายเพื่อปกป้องอุปกรณ์
- วัสดุที่สามารถนำไปใช้ได้: โลหะนำไฟฟ้าทั้งหมด
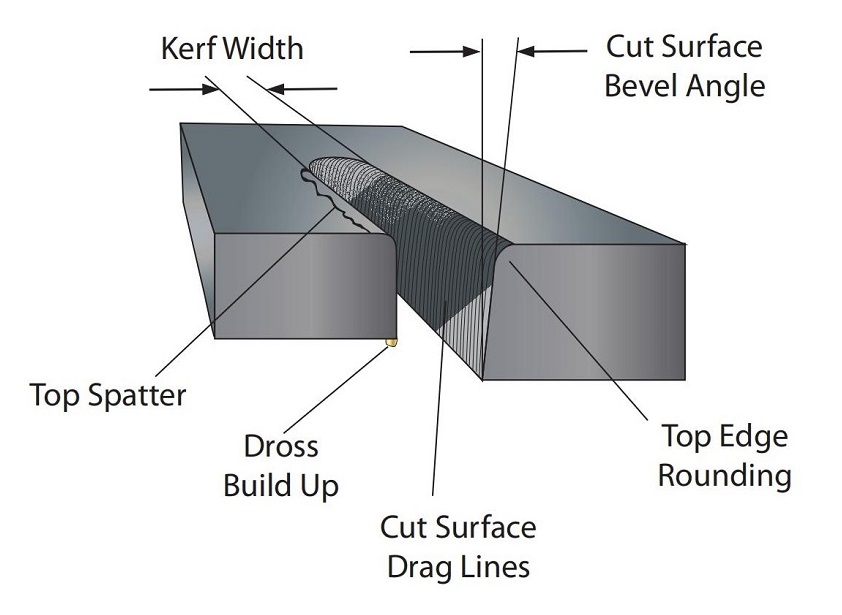
2.6คุณภาพการตัด
คุณภาพของคมตัดพลาสม่าสามารถเทียบได้กับการตัดด้วยออกซิเจนและเชื้อเพลิง แต่เนื่องจากการตัดพลาสม่าเกี่ยวข้องกับการหลอมละลายวัสดุ ขอบบนของการตัดจึงมักจะแสดงดังนี้:
- พื้นที่หลอมละลายที่ใหญ่ขึ้น
- ขอบไม่เท่ากัน
- มุมบนโค้งมนหรือเอียง
เพื่อปรับปรุงคุณภาพในการตัด ผู้ผลิตคบเพลิงจึงพัฒนาการออกแบบคบเพลิงที่ดีขึ้นอย่างต่อเนื่องเพื่อปรับปรุงการจำกัดส่วนโค้ง ทำให้ได้ความร้อนที่สม่ำเสมอมากขึ้นในการตัด และปรับปรุงคุณภาพการตัดโดยรวม
2.7ท่าทางการตัดและพารามิเตอร์
- มุมไฟฉาย:
คบเพลิงควรตั้งฉากกับพื้นผิวชิ้นงานในระหว่างการตัด
เมื่อคบเพลิงถูกยึดด้วยกลไกแล้ว สามารถใช้เกจสี่เหลี่ยมเพื่อประกันความเป็นแนวตั้งได้ - ระยะคบเพลิงถึงชิ้นงาน (ระยะสแตนด์ออฟ):
ระยะห่างระหว่างหัวฉีดหัวตัดกับชิ้นงานส่งผลโดยตรงต่อมุมเอียง ยิ่งระยะห่างมากขึ้น มุมเอียงก็จะมากขึ้นตามไปด้วย
ระบบมือถือกระแสไฟต่ำ (≤40A) มักใช้การตัดแบบลาก ซึ่งหัวฉีดจะสัมผัสกับชิ้นงานโดยตรง
สำหรับระบบมือถือกระแสไฟสูง ขอแนะนำให้ใช้แผ่นป้องกันแรงลาก ตัวนำ หรือตัวนำการตัด เพื่อรักษาระยะห่างที่สม่ำเสมอ
ระบบการตัดอัตโนมัติโดยทั่วไปจะมาพร้อมกับระบบควบคุมแรงดันไฟอาร์ก (AVC) หรือที่เรียกว่า "การควบคุมความสูงของคบเพลิง"
AVC จะปรับความสูงของคบเพลิงด้วยการตรวจสอบแรงดันไฟฟ้าของส่วนโค้ง ช่วยให้มั่นใจได้ว่าหัวฉีดจะรักษาระยะห่างที่คงที่จากชิ้นงาน ชดเชยการเสียรูป พื้นผิวไม่เรียบ และความสูงของโต๊ะที่แตกต่างกัน ทำให้มั่นใจได้ถึงความสม่ำเสมอและคุณภาพของการตัด
2.8ความกว้างของรอยตัด
- คำนิยามช่องว่างที่เหลืออยู่ในวัสดุในระหว่างการตัดเรียกว่ารอยตัด
- ความสำคัญ:ความกว้างของรอยตัดส่งผลต่อความแม่นยำของมิติของผลิตภัณฑ์ขั้นสุดท้าย ขนาดภายนอกอาจหดตัว และขนาดรูภายในอาจเพิ่มขึ้น ดังนั้นควรพิจารณาการชดเชยรอยตัดระหว่างการออกแบบและการเขียนโปรแกรม
- ปัจจัยที่มีผลต่อความกว้างของร่องตัด:
- การตัดกระแสไฟฟ้า:กระแสไฟฟ้าที่สูงขึ้นจะเพิ่มขนาดรูหัวฉีด ส่งผลให้มีร่องตัดที่กว้างขึ้น
- ความเร็วในการตัด:หากความเร็วช้าเกินไป วัสดุจะหลอมละลายหมด และส่วนโค้งการตัดอาจขยายไปข้างหน้าหรือด้านข้าง ทำให้รูหัวฉีดขยายออก และรอยตัดกว้างขึ้น พร้อมทั้งมีเศษวัสดุกระเด็นออกมามากขึ้น และคุณภาพการตัดลดลง
- ช่วงทั่วไป:ความกว้างของรอยตัดโดยทั่วไปจะเท่ากับ 2-3 เท่าของเส้นผ่านศูนย์กลางรูหัวฉีด
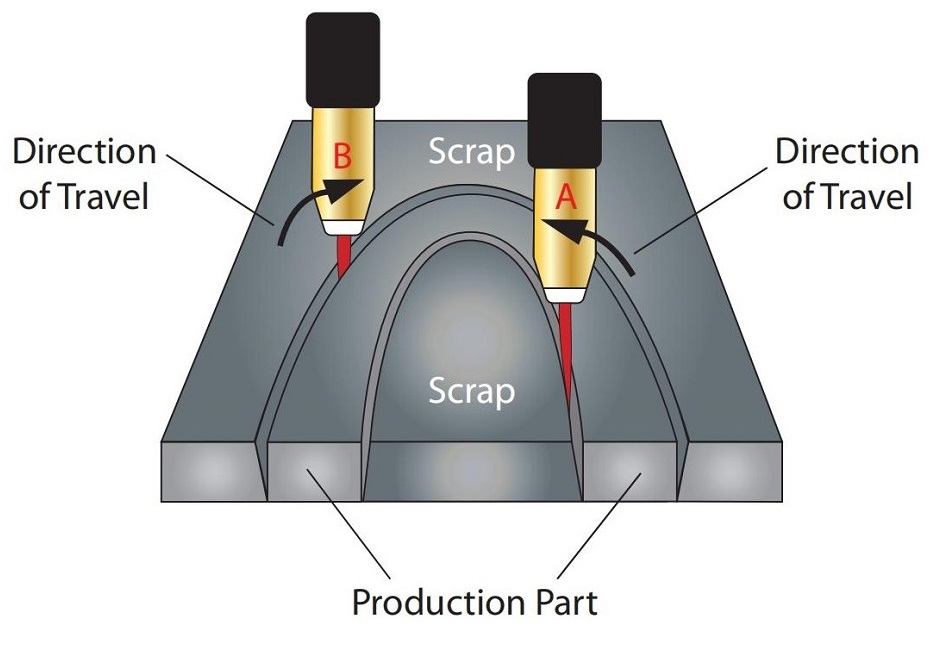
2.9มุมเอียง
- คำนิยาม:โดยหลักการแล้ว การตัดควรจะตั้งฉาก แต่การตัดด้วยพลาสม่าโดยทั่วไปจะทำให้เกิดการเอียงในระดับหนึ่ง ซึ่งเรียกว่า มุมเอียง
- สาเหตุ:เมื่อแก๊สตัดถูกพ่นออกมาจากหัวฉีด แก๊สจะหมุนตามเข็มนาฬิกา ทำให้ด้านหนึ่งของการตัดตั้งขึ้น ในขณะที่อีกด้านหนึ่งมีแนวโน้มจะเอียง
ความสำคัญของทิศทางการตัด:
สำหรับการตัดแบบวงกลม:
-
- หากผลิตภัณฑ์เป็นรูกลมภายใน ทิศทางการตัดควรเป็นตามเข็มนาฬิกา
- หากผลิตภัณฑ์เป็นวงกลมภายนอก ทิศทางการตัดควรเป็นทวนเข็มนาฬิกา
2.10กากขยาก
- คำนิยาม:ตะกรันหมายถึงเศษโลหะและวัสดุที่ยังไม่ละลายซึ่งสะสมอยู่ที่ด้านหลังของชิ้นงานในระหว่างการตัด
- สาเหตุ:
- พารามิเตอร์การตัดไม่ตรงกัน (ความเร็วในการตัด กระแสไฟฟ้า แรงดันไฟฟ้าของส่วนโค้ง แรงดันแก๊ส/อัตราการไหล และประเภทของแก๊ส)
- สแปตเตอร์ความเร็วสูง:เกิดจากการตัดเร็วเกินไป ทำให้ทำความสะอาดได้ยาก และต้องเจียรเพื่อเอาออก
- การกระเซ็นของความเร็วต่ำ: เกิดขึ้นเมื่อตัดช้าเกินไป แต่จะง่ายกว่าหากเอาออกด้วยแปรงหรือการแตะ
2.11การปัดขอบด้านบน
- คำนิยาม:ความโค้งมนหรือการสึกหรอของขอบบนของพื้นผิวที่ตัด
- สาเหตุ:
- เกิดขึ้นเมื่อกระแสไฟสูงเกินไปหรือหัวฉีดอยู่ห่างจากชิ้นงานมากเกินไป
- มักพบเห็นได้ทั่วไปในระหว่างการตัดแผ่นหนา
3.0การตัดพลาสม่าการใช้งานทั่วไปและการใช้งานผลิตภัณฑ์เฉพาะ
3.1การใช้งานทั่วไป:
- การตัดแผ่นโลหะ:การตัดด้วยพลาสม่าใช้กันอย่างแพร่หลายในการตัดแผ่นโลหะ เหล็ก อลูมิเนียม ทองแดง และวัสดุอื่นๆ เนื่องจากมีความแม่นยำสูงและความเร็วในการตัดที่รวดเร็ว จึงเหมาะอย่างยิ่งสำหรับการใช้งานในภาคอุตสาหกรรมที่จำเป็นต้องมีข้อกำหนดด้านรูปร่างและขนาดที่เข้มงวด
- การตัดท่อ:การตัดพลาสม่าไม่เพียงแต่เหมาะสำหรับแผ่นโลหะเท่านั้น แต่ยังเหมาะสำหรับการตัดท่อต่างๆ อย่างแม่นยำ โดยเฉพาะท่อที่มีผนังหนาและเส้นผ่านศูนย์กลางขนาดใหญ่
- การเตรียมการเชื่อม:การตัดพลาสม่ามักใช้สำหรับการเอียงขอบหรือการปรับสภาพเบื้องต้นของชิ้นส่วนโลหะ โดยเฉพาะในกระบวนการเชื่อม ซึ่งการตัดเอียงจะช่วยเพิ่มคุณภาพของรอยเชื่อมและความลึกของการเจาะได้
- การตัดร่องและร่อง:การตัดพลาสม่าสามารถใช้สร้างร่องบนพื้นผิวโลหะ ซึ่งมักพบเห็นในกระบวนการเชื่อมหรือซ่อมแซม
- เจาะแผ่นโลหะ:การตัดพลาสม่าสามารถเจาะรูบนแผ่นโลหะได้อย่างรวดเร็ว เพื่อเตรียมการสำหรับการประมวลผลครั้งต่อไป เหมาะอย่างยิ่งสำหรับแผ่นโลหะที่บางกว่า
3.2การใช้งานผลิตภัณฑ์เฉพาะ:
- เครื่องตัดแผ่นพลาสม่า:
เครื่องจักรเหล่านี้ได้รับการออกแบบมาเพื่อตัดแผ่นโลหะขนาดใหญ่ และใช้กันอย่างแพร่หลายในอุตสาหกรรมต่างๆ เช่น การต่อเรือ โครงสร้างเหล็ก และการผลิตยานยนต์ เครื่องตัดแผ่นพลาสม่าสามารถตัดแผ่นโลหะที่มีความหนาต่างๆ ได้ด้วยความเร็วและความแม่นยำสูง ซึ่งแสดงให้เห็นถึงข้อได้เปรียบในด้านการผลิตที่มีประสิทธิภาพและประณีต - เครื่องตัดท่อพลาสม่า:
เครื่องจักรเหล่านี้ได้รับการออกแบบมาโดยเฉพาะสำหรับการตัดท่อ โดยเฉพาะท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่หรือท่อที่มีผนังหนา เครื่องตัดท่อพลาสม่ามักใช้ในอุตสาหกรรมต่างๆ เช่น การก่อสร้าง พลังงาน น้ำมัน และก๊าซธรรมชาติ ซึ่งเครื่องจักรเหล่านี้สามารถตัดท่อ อุปกรณ์ และส่วนประกอบโครงสร้างที่มีรูปร่างไม่ปกติ ทำให้มีกำลังการผลิตสูง - หุ่นยนต์ตัดพลาสม่า:
เมื่อเทียบกับเครื่องตัดพลาสม่าแบบมือถือทั่วไป หุ่นยนต์ตัดพลาสม่าจะให้การทำงานอัตโนมัติและความแม่นยำสูง หุ่นยนต์เหล่านี้มักใช้ในการตัดชิ้นส่วนที่ซับซ้อน โดยเฉพาะในอุตสาหกรรม เช่น อุตสาหกรรมอวกาศและการผลิตยานยนต์ ช่วยปรับปรุงประสิทธิภาพการผลิตและความแม่นยำในการตัดได้อย่างมาก - เครื่องตัดพลาสม่าซีเอ็นซี:
เครื่องตัดเหล่านี้ใช้เทคโนโลยี CNC เพื่อควบคุมเส้นทางการตัดอย่างแม่นยำ ทำให้เหมาะสำหรับการผลิตแบบเป็นชุดและการตัดรูปทรงที่ซับซ้อน เครื่องตัดพลาสม่า CNC ใช้กันอย่างแพร่หลายในการแปรรูปแผ่นโลหะ อุตสาหกรรมโฆษณา และการผลิตเครื่องจักร โดยให้โซลูชันการตัดที่มีประสิทธิภาพและแม่นยำ - เครื่องตัดพลาสม่าแบบพกพา:
เครื่องจักรเหล่านี้เหมาะอย่างยิ่งสำหรับการทำงานในสถานที่ โดยเฉพาะอย่างยิ่งสำหรับการตัดโครงสร้างโลหะขนาดใหญ่หรือชิ้นงาน ความยืดหยุ่นทำให้เครื่องจักรเหล่านี้ใช้กันอย่างแพร่หลายในอุตสาหกรรมต่างๆ เช่น การซ่อมเรือและการก่อสร้าง
4.0คำถามที่พบบ่อยเกี่ยวกับการตัดพลาสม่า
4.1การตัดพลาสม่าเปรียบเทียบกับการตัดด้วยออกซิเจนและเชื้อเพลิงอย่างไร?
แม้ว่าทั้งสองวิธีนี้จะใช้สำหรับการตัดโลหะ แต่การตัดด้วยพลาสม่านั้นเร็วกว่า แม่นยำกว่า และก่อให้เกิดความร้อนน้อยกว่า ส่งผลให้พื้นที่ที่ได้รับผลกระทบจากความร้อนมีขนาดเล็กลง การตัดด้วยออกซิเจนและเชื้อเพลิงนั้นดีกว่าสำหรับวัสดุที่หนากว่า ในขณะที่การตัดด้วยพลาสม่านั้นเหมาะสำหรับวัสดุที่มีความหนาหลากหลาย ตั้งแต่แผ่นโลหะบางไปจนถึงแผ่นโลหะหนา
4.2ตะกรันคืออะไร และจะลดตะกรันเหล่านี้ลงได้อย่างไร
ตะกรันคือวัสดุหลอมเหลวที่สะสมอยู่ด้านหลังชิ้นงานระหว่างการตัด ตะกรันเกิดจากพารามิเตอร์การตัดที่ไม่ถูกต้อง เช่น ความเร็ว กระแสไฟฟ้า และแรงดันแก๊ส เพื่อลดตะกรัน ให้ปรับความเร็วในการตัด ตรวจสอบแรงดันแก๊สให้ถูกต้อง และหลีกเลี่ยงการตัดช้าหรือเร็วเกินไป
4.3ความแตกต่างระหว่างการตัดแบบ Drag และการตัดแบบ Stand-off คืออะไร?
- ลากตัด:หัวฉีดคบเพลิงถูกลากไปตามพื้นผิวชิ้นงานและเหมาะอย่างยิ่งสำหรับการใช้งานกระแสไฟต่ำ (≤40A)
- การตัดแบบสแตนด์ออฟ:หัวฉีดคบเพลิงจะอยู่ห่างจากชิ้นงาน 3-4 มม. เหมาะสำหรับงานตัดที่มีความแม่นยำสูงและละเอียดกว่า วิธีนี้ต้องใช้อุปกรณ์เพิ่มเติม เช่น รางนำแบบแยกส่วน
4.4ระยะการตัดที่เหมาะสมระหว่างคบเพลิงและชิ้นงานคือเท่าไร?
ระยะห่างระหว่างหัวฉีดคบเพลิงกับชิ้นงาน ซึ่งเรียกว่าระยะห่างระหว่างจุดตัด ส่งผลต่อคุณภาพการตัด สำหรับระบบกระแสไฟต่ำ หัวฉีดมักจะสัมผัสกับวัสดุ (การตัดแบบลาก) ในขณะที่ระบบกระแสไฟสูง หัวฉีดจะคงระยะห่างคงที่โดยใช้ตัวนำหรือระบบอัตโนมัติ เช่น AVC (การควบคุมแรงดันไฟฟ้าอาร์ก)
4.5ความกว้างรอยตัดคืออะไร และส่งผลต่อการตัดของฉันอย่างไร
ความกว้างของรอยตัดหมายถึงช่องว่างที่เหลืออยู่ในวัสดุระหว่างการตัด ซึ่งอาจส่งผลต่อความแม่นยำของผลิตภัณฑ์ขั้นสุดท้าย โดยเฉพาะอย่างยิ่งสำหรับรูปร่างที่ซับซ้อนและการตัดรู กระแสไฟฟ้าที่มากขึ้นและความเร็วในการตัดที่ช้าลงจะเพิ่มความกว้างของรอยตัด ดังนั้นจึงต้องพิจารณาในขั้นตอนการออกแบบเพื่อชดเชยการเปลี่ยนแปลงมิติ
4.6การเอียงคืออะไร และควรใช้เมื่อใด?
การเอียงขอบเป็นกระบวนการตัดขอบแผ่นโลหะหรือท่อเป็นมุม โดยปกติจะอยู่ระหว่าง 15° ถึง 45° มักใช้ในการเตรียมการเชื่อมเพื่อให้แน่ใจว่ารอยเชื่อมมีการเจาะทะลุและคุณภาพของรอยต่อเหมาะสม



