- 1.0การวิเคราะห์กระบวนการ: แบบจำลองเครื่องมือตัดจุดเดียว
- 2.0เรขาคณิตของเครื่องมือจุดเดียว
- 3.0อายุการใช้งานของเครื่องมือ การสึกหรอของเครื่องมือ และการตกแต่งพื้นผิว
- 3.1สภาวะการตัดที่มีความเครียดสูงและกลไกการสึกหรอ
- 3.2ประเภทของการสึกหรอของเครื่องมือ: หลุมอุกกาบาตและด้านข้าง
- 3.3เกณฑ์อายุการใช้งานของเครื่องมือ
- 3.4สมการอายุการใช้งานเครื่องมือของเทย์เลอร์
- 3.5ขอบที่สร้างขึ้น (BUE)
- 3.6การสึกหรอของเครื่องมือเทียบกับการป้อนและความเร็วในการตัด
- 3.7วัสดุเครื่องมือตัดทั่วไป
- 3.8การเคลือบผิวและปัจจัยที่มีอิทธิพล
- 3.9ปัจจัยเพิ่มเติมที่มีผลต่อการตกแต่งพื้นผิว
ในการตัดเฉือนโลหะ แบบจำลองเครื่องมือตัดแบบจุดเดียวเป็นแนวคิดพื้นฐานสำหรับการทำความเข้าใจกระบวนการตัด แบบจำลองนี้เน้นย้ำถึงความสำคัญของรูปทรงเครื่องมือ ความเร็วตัด และอัตราป้อนในการกำหนดประสิทธิภาพการตัดเฉือนและคุณภาพของผลิตภัณฑ์สำเร็จรูป การเข้าใจปัจจัยเหล่านี้จะช่วยให้ผู้ผลิตสามารถควบคุมการเกิดเศษโลหะ แรงตัด และท้ายที่สุดก็ลดข้อบกพร่องและต้นทุนได้
ยิ่งไปกว่านั้น กลไกการสึกหรอและความล้มเหลวของเครื่องมือมีบทบาทสำคัญต่อประสิทธิภาพการตัดเฉือน การวิเคราะห์พัฒนาการของการสึกหรอประเภทต่างๆ เช่น การยึดเกาะ การเสียดสี และการแพร่กระจาย ช่วยในการคาดการณ์อายุการใช้งานของเครื่องมือและวางแผนการบำรุงรักษา การปรับพารามิเตอร์การตัดให้เหมาะสมโดยอาศัยข้อมูลเชิงลึกเหล่านี้นำไปสู่การปรับปรุงพื้นผิวสำเร็จและการใช้งานเครื่องมือที่ยาวนานขึ้น ซึ่งช่วยเพิ่มประสิทธิภาพทางเศรษฐศาสตร์การผลิตโดยรวม
1.0การวิเคราะห์กระบวนการ: แบบจำลองเครื่องมือตัดจุดเดียว
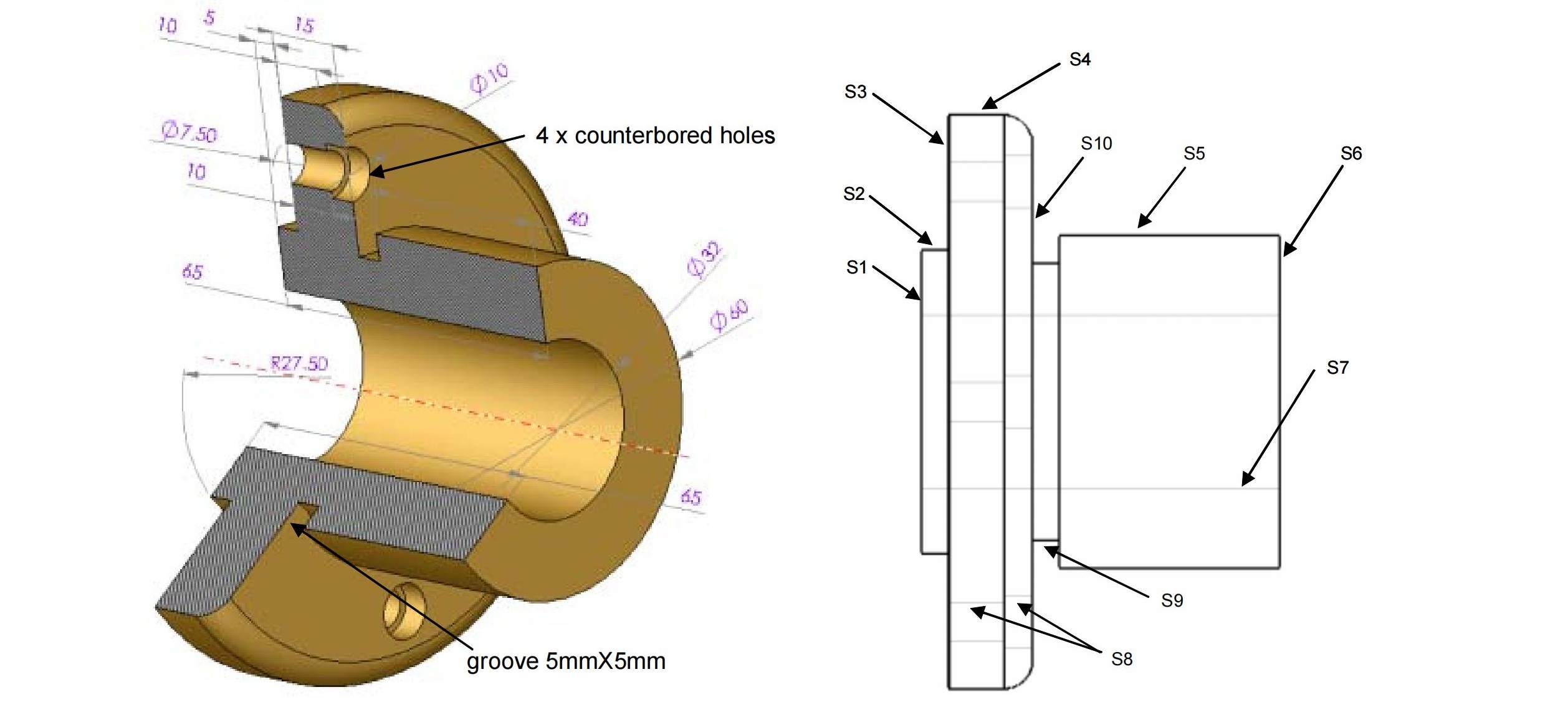
ไม่ว่าคุณจะใช้กระบวนการผลิตแบบใด ก็มีหลายปัจจัยที่ทำงานร่วมกันและส่งผลต่อคุณภาพ ผลผลิต และเศรษฐศาสตร์โดยรวม ตัวอย่างเช่น ในการหล่อแบบฉีด พารามิเตอร์ต่างๆ เช่น:
- อุณหภูมิของโลหะหลอมเหลว
- อัตราการระบายความร้อนที่เกิดขึ้นในแม่พิมพ์โดยใช้สารหล่อเย็น
- พื้นผิวสำเร็จของแม่พิมพ์ (ซึ่งส่งผลต่ออัตราการไหลของโลหะ)
- และแรงดันที่ของเหลวถูกดันเข้าไปในแม่พิมพ์ล้วนมีบทบาทสำคัญ
ขึ้นอยู่กับการตั้งค่าพารามิเตอร์เหล่านี้ เปอร์เซ็นต์ของชิ้นส่วนที่ชำรุด อัตราการผลิต และความแตกต่างของขนาดชิ้นส่วนจะแตกต่างกันไป นอกจากนี้ สภาวะการทำงานยังส่งผลต่อการใช้พลังงาน ขนาดและการออกแบบของเครื่องจักรและแม่พิมพ์ ซึ่งต้องทนต่อแรงดันและอุณหภูมิสูง ก็ส่งผลต่อต้นทุนด้วยเช่นกัน
ดังนั้นการสามารถ ควบคุมกระบวนการ ได้อย่างมีประสิทธิผล
ในบริษัทส่วนใหญ่มีชุด การทดลองวิ่ง ดำเนินการไปจนกว่าจะพบเงื่อนไขการทำงานที่ “เหมาะสม” สำหรับการผลิตชิ้นส่วนแต่ละชิ้น อย่างไรก็ตาม ไม่เพียงพอ เพื่อดำเนินการทดลองดังกล่าวโดยที่ไม่มีความรู้เกี่ยวกับพฤติกรรมของกระบวนการมาก่อน
หากเราสามารถคาดการณ์แนวโน้มประเภทต่างๆ ที่จะเกิดขึ้นระหว่างการทดลองที่มีการเปลี่ยนแปลงพารามิเตอร์บางอย่างได้ เราก็สามารถ ลดเวลาการวางแผนปฏิบัติการลงอย่างมาก.
ความเข้าใจที่ดีเกี่ยวกับความสัมพันธ์ระหว่างผลลัพธ์ของกระบวนการและพารามิเตอร์ควบคุมยังช่วยให้เราใช้กระบวนการใน แฟชั่นที่ได้รับการเพิ่มประสิทธิภาพมากขึ้นความเข้าใจเชิงลึกเกี่ยวกับพฤติกรรมของกระบวนการสามารถทำได้โดยการพัฒนา แบบจำลองเชิงวิเคราะห์ ของกระบวนการ
สาเหตุที่เป็นเช่นนี้ก็เพราะเราทราบวิธีการค้นหาอยู่แล้ว ค่าที่เหมาะสมที่สุด สำหรับแบบจำลองเชิงวิเคราะห์ เช่น แบบจำลองที่แสดงด้วยสมการทางคณิตศาสตร์ ตัวอย่างเช่น หากแบบจำลองเป็นฟังก์ชันต่อเนื่องค่าจริง เราสามารถหาค่าสูงสุด (หรือค่าต่ำสุด) ได้โดยใช้ แคลคูลัสเชิงอนุพันธ์แบบง่าย.
เนื่องจากเราไม่มีเวลาศึกษาโมเดลดังกล่าวสำหรับกระบวนการแต่ละกระบวนการอย่างละเอียด หลักสูตรนี้จะเน้นที่การพัฒนาโมเดลเชิงวิเคราะห์สำหรับ กระบวนการตัดแบบง่าย — โดยเฉพาะอย่างยิ่ง รุ่นเครื่องมือตัดแบบจุดเดียว.
2.0เรขาคณิตของเครื่องมือจุดเดียว
ทำความเข้าใจเกี่ยวกับมุมตัด รูปร่างเครื่องมือ และการก่อตัวของเศษในการตัดมุมฉาก
2.1แบบจำลองการตัดมุมฉาก
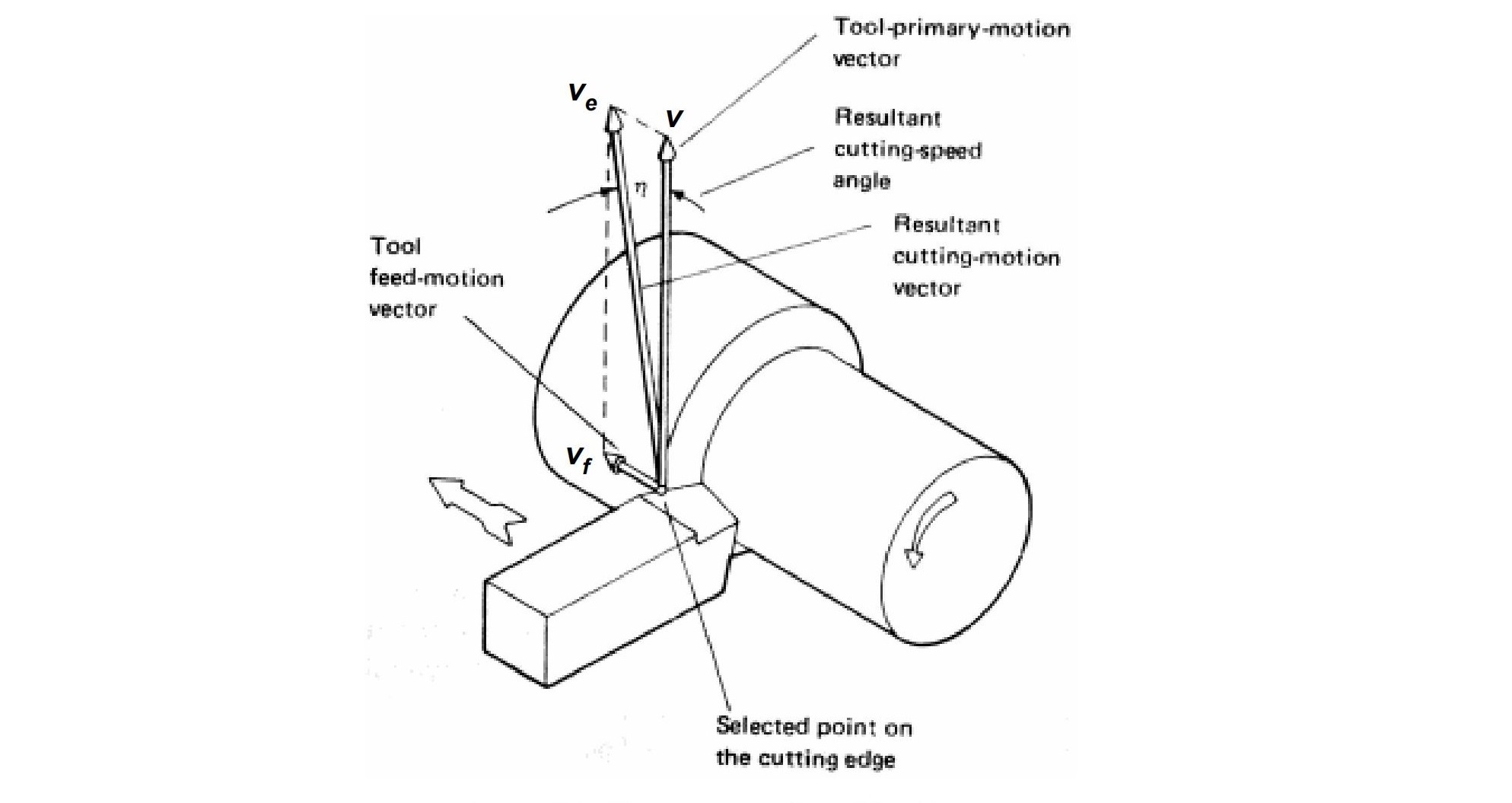
อาจเป็นแบบจำลองที่ง่ายที่สุดในการวิเคราะห์คือ เครื่องมือจุดเดียว การตัดมุมฉาก แบบจำลอง แบบจำลองนี้สามารถมองเห็นได้ง่ายที่สุดผ่าน กระบวนการกลึงโดยการตัดจะทำได้โดยการเคลื่อนเครื่องมือสัมพันธ์กับส่วนที่หมุน
ในการอธิบายการเคลื่อนที่นี้ จะเป็นประโยชน์หากแยกความเร็วสัมพัทธ์ออกเป็นสององค์ประกอบ:
-
ความเร็วในการตัด: วีวี
-
อัตราการป้อน: วีเอฟวีเอฟ
ในสถานการณ์จริงส่วนใหญ่ อัตราการป้อน วีเอฟวีเอฟ มีขนาดเล็กกว่าความเร็วในการตัดมาก วีวีดังนั้น ความเร็วในการตัดที่มีประสิทธิภาพ ve≈vv_e \approx vสำหรับวัตถุประสงค์ของบทนี้ เราจะถือว่า ve=vv_e = v เว้นแต่จะระบุไว้เป็นอย่างอื่น
2.2เรขาคณิตของเครื่องมือและความสำคัญ
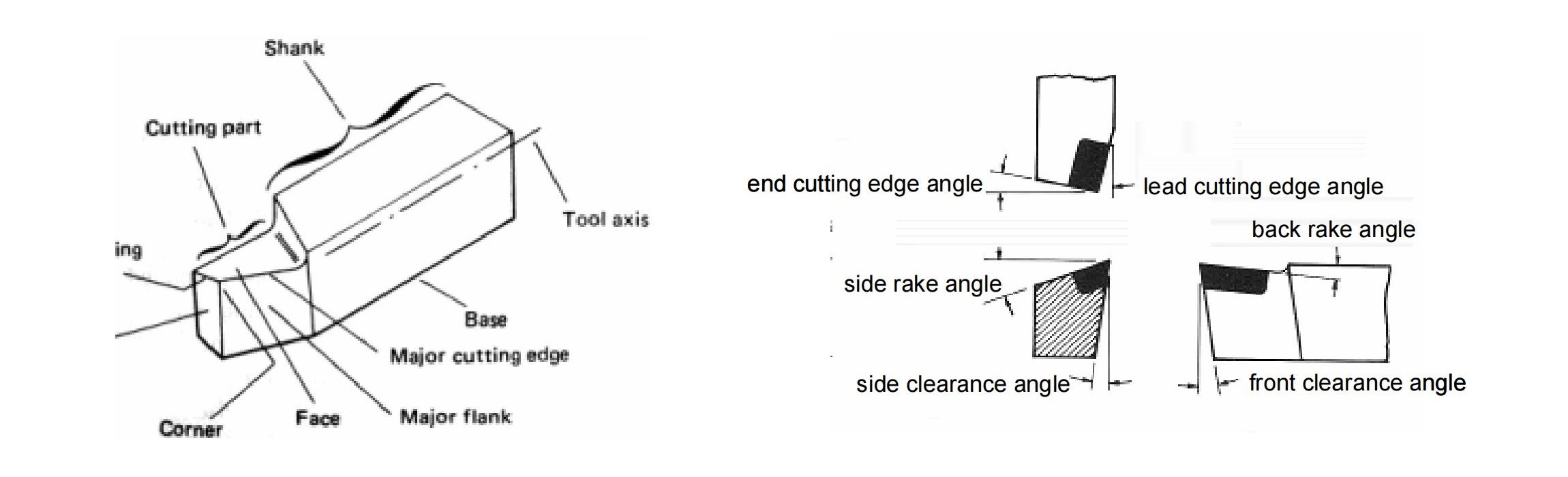
ภาพด้านบนแสดงให้เห็นว่าเครื่องมือตัดไม่ใช่บล็อกสี่เหลี่ยมธรรมดา แต่ละด้านจะเอียงเป็นมุมเฉพาะ การทำความเข้าใจ เรขาคณิต ของเครื่องมือนี้ถือเป็นสิ่งจำเป็นสำหรับการวิเคราะห์เชิงลึก
แผนผังแบบง่ายของเครื่องมือ (ด้านล่าง) แสดงให้เห็นลักษณะสำคัญของรูปทรงเรขาคณิตนี้:
- มุมคราด: กำหนด 'คมมีด' ของเครื่องตัด
- มุมระยะห่าง:ลดแรงเสียดทานระหว่างเครื่องมือและชิ้นงาน
- รัศมีจมูก:สำคัญสำหรับความทนทาน เนื่องจากขอบที่คมอย่างสมบูรณ์แบบอาจสึกหรอหรือแตกหักได้อย่างรวดเร็ว
- มุมคราดด้านข้าง:จะกล่าวถึงต่อไปในหัวข้อถัดไป
2.3การคิดใหม่เกี่ยวกับการก่อตัวของชิป: แรงเฉือนเทียบกับแรงดึง
ในทฤษฎีเบื้องต้นของการตัดเฉือน เชื่อกันว่าวัสดุจะถูกกำจัดออกโดย การแตกหักจากแรงดึง โดยพื้นฐานแล้ว เครื่องมือนี้ถูกคิดว่าจะ "ดัน" วัสดุออกจากกัน
อย่างไรก็ตามภายหลัง การศึกษาภาพไมโครกราฟ พบว่าการเสียรูปและการเกิดเศษวัสดุส่วนใหญ่เกิดขึ้นเนื่องจาก ความล้มเหลวจากการเฉือนไม่ใช่ความตึงเครียด ภาพด้านล่างแสดงให้เห็นถึงวิวัฒนาการของความเข้าใจนี้
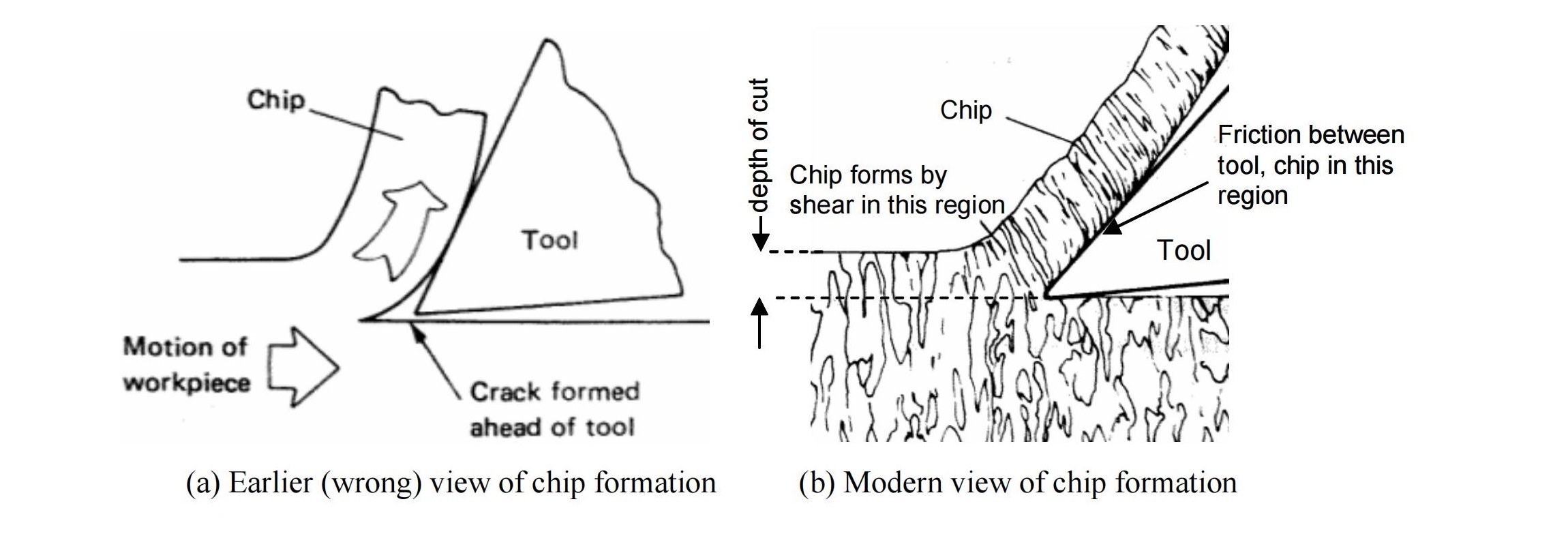
(ก) มุมมองก่อนหน้านี้ (ไม่ถูกต้อง): รอยแตกจากแรงดึง
(b) มุมมองสมัยใหม่: ความล้มเหลวจากการเฉือน
2.4เหตุใดการทำนายแรงตัดจึงมีความสำคัญ
การสามารถ คาดการณ์แรงตัด เนื่องจากรูปทรงของเครื่องมือ ความเร็วในการตัด และวัสดุชิ้นงานจึงมีความสำคัญอย่างยิ่ง ความรู้นี้สามารถช่วย:
- ประมาณการ พลัง การจัดอันดับ จำเป็นสำหรับเครื่องมือกล
- ประเมิน ความสามารถในการแปรรูป ของวัสดุ
- วางแผนสำหรับ อายุการใช้งานของเครื่องมือ และ อัตราการผลิต
แม้ว่าจะมีการเสนอแบบจำลองเชิงทฤษฎีหลายแบบเพื่อเชื่อมโยงแรงตัดกับพารามิเตอร์ของกระบวนการ แต่แบบจำลองเหล่านี้มักจะทำให้สมมติฐานง่ายขึ้นจนถึงจุดที่ ไม่ค่อยมีประโยชน์ในทางปฏิบัติ.
ดังนั้นเพื่อการวิเคราะห์ที่แม่นยำและใช้ได้จริงยิ่งขึ้น ข้อมูลการทดลอง ยังคงเป็นวิธีการที่นิยมใช้ สำหรับการอ่านเพิ่มเติมและกรณีศึกษา โปรดดู พื้นฐานการตัดเฉือนโลหะและเครื่องมือกล โดย เจฟฟรีย์ บูธรอยด์
3.0อายุการใช้งานของเครื่องมือ การสึกหรอของเครื่องมือ และการตกแต่งพื้นผิว
ทำความเข้าใจกลไกการสึกหรอ เกณฑ์ความล้มเหลวของเครื่องมือ และผลกระทบต่อคุณภาพการตัดเฉือน
3.1สภาวะการตัดที่มีความเครียดสูงและกลไกการสึกหรอ
การตัดเกี่ยวข้องกับ:
- ความเครียดสูง
- ความเร็วสัมพัทธ์สูงระหว่างเครื่องมือและเศษ/ชิ้นงาน
- อุณหภูมิสูง (สูงถึง 1,000 องศาเซลเซียส)
สภาวะสุดขั้วเหล่านี้ทำให้ ความเสียหายที่ค่อยๆ เกิดขึ้นกับเครื่องมือโดยหลักแล้วเกิดจากกลไก 3 ประการ:
- การสึกหรอจากการยึดเกาะ:
ชิ้นงานที่แตกหักขนาดเล็กอาจเชื่อมติดกับพื้นผิวเครื่องมือได้เนื่องจากอุณหภูมิสูง เมื่อแตกหัก ชิ้นส่วนเล็กๆ ของเครื่องมือก็จะฉีกขาดออกไป - การเสียดสี:
อนุภาคแข็งและการเปลี่ยนแปลงในระดับจุลภาคที่ด้านล่างของชิปจะเสียดสีกับเครื่องมืออย่างต่อเนื่อง ส่งผลให้เครื่องมือสึกกร่อนลงเรื่อยๆ - การสึกหรอแบบแพร่กระจาย:
ที่อุณหภูมิสูง อะตอมในวัสดุเครื่องมือจะแพร่กระจายเข้าไปในเศษโลหะ ซึ่งทำให้โครงสร้างจุลภาคของเครื่องมืออ่อนแอลงและเพิ่มโอกาสในการแตกหัก อัตราการแพร่จะเพิ่มขึ้นแบบทวีคูณตามอุณหภูมิ
3.2ประเภทของการสึกหรอของเครื่องมือ: หลุมอุกกาบาตและด้านข้าง
เมื่อเวลาผ่านไป เครื่องมือจะสึกหรอได้ 2 ประเภท ซึ่งสามารถวัดได้ ดังนี้
- การสึกหรอของหลุมอุกกาบาต: รอยบุ๋มที่เกิดขึ้นบนหน้าเครื่องมือ วัดจากความลึกสูงสุด
- การสึกหรอของปีก: พบตามด้านข้างของเครื่องมือ วัดจากความกว้างเฉลี่ยของบริเวณที่สึกหรอ
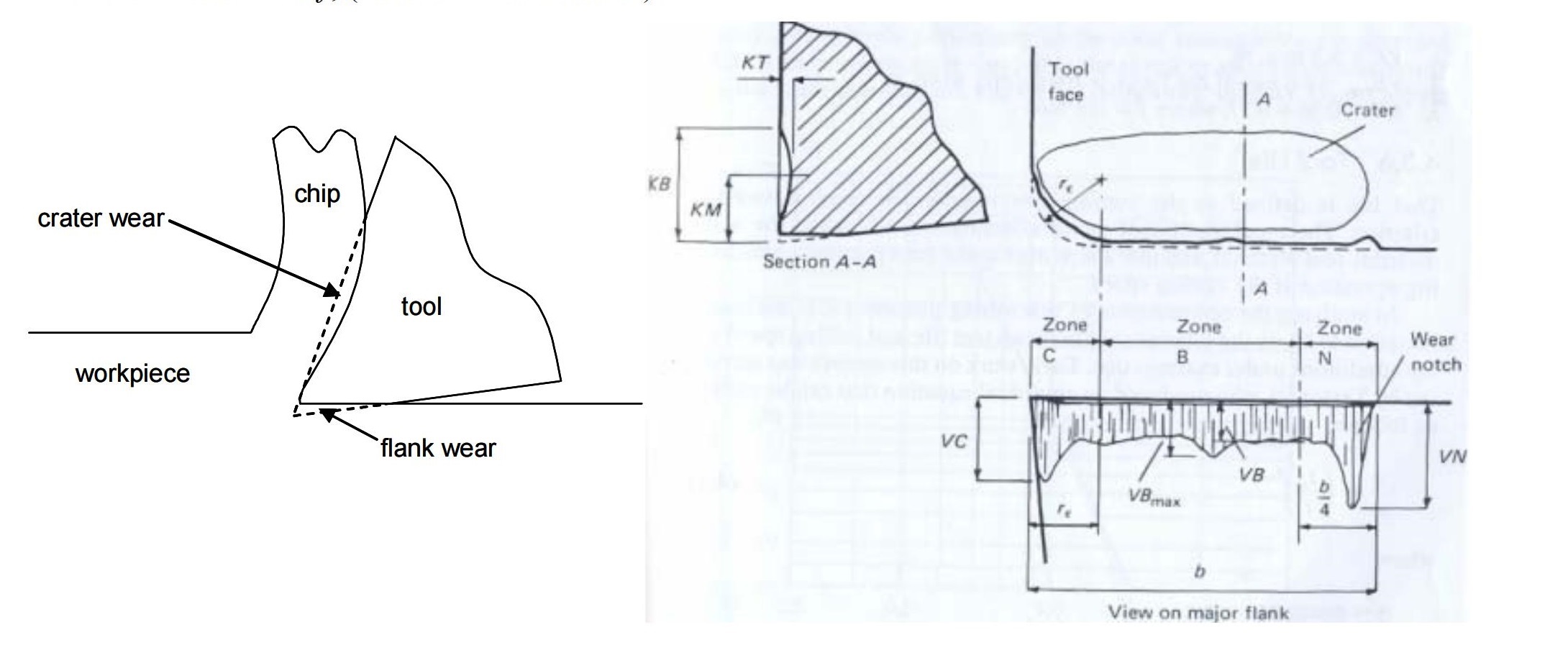
(b) การวัดการสึกหรอ
เมื่อการสึกหรอเกินขีดจำกัดที่กำหนดไว้ เครื่องมือจะถือว่าถึงขีดจำกัดแล้ว สิ้นอายุการใช้งานเมื่อถึงจุดนั้น จะถูกทิ้งหรือปรับสภาพใหม่ (เช่น ลับคมขอบใหม่โดยการเจียร)
3.3เกณฑ์อายุการใช้งานของเครื่องมือ
เกณฑ์ทั่วไปสำหรับการสิ้นสุดอายุการใช้งานของเครื่องมือ (เรียกอีกอย่างว่า เกณฑ์อายุการใช้งานของเครื่องมือ) รวม:
- ความล้มเหลวอย่างร้ายแรง – เครื่องมือแตกหักเสียหายทั้งหมด
- การสึกหรอของสีข้างที่สม่ำเสมอ – ความกว้างการสึกหรอเฉลี่ย VB=0.3 มม.VB = 0.3 \text{ มม.}
- การสึกหรอของสีข้างที่ไม่สม่ำเสมอ – ความกว้างการสึกหรอสูงสุด VBmax=0.6 mmVB_{max} = 0.6 \text{ mm}
- การสึกหรอของหลุมอุกกาบาต - KT=0.06+0.3fKT = 0.06 + 0.3f ที่ไหน ff คือค่าฟีดเป็นมิลลิเมตร
3.4สมการอายุการใช้งานเครื่องมือของเทย์เลอร์
ในช่วงต้นปี ค.ศ. 1900 เอฟดับบลิว เทย์เลอร์ แสดงให้เห็นว่า ความเร็วในการตัด วีวี เป็นปัจจัยที่สำคัญที่สุดในการกำหนดอายุการใช้งานของเครื่องมือ เขาเสนอแนวคิดที่โด่งดังในปัจจุบัน สมการอายุการใช้งานเครื่องมือเทย์เลอร์:
VTn=cVT^n = c
- วีวี: ความเร็วในการตัด
- ทีที: เวลาจนกว่าจะล้มเหลว
- นน, ซีซี: ค่าคงที่สำหรับคู่วัสดุเครื่องมือ-ชิ้นงานที่กำหนด
3.5ขอบที่สร้างขึ้น (BUE)
ในระหว่างการตัดเฉือน วัสดุชิ้นงานอาจมีชั้นบางๆ ฝากลงบนพื้นผิวเครื่องมือ, กลายเป็น ทำงานหนัก ภายใต้ความเครียดสูง ซึ่งอาจนำไปสู่การสะสมของชั้นแข็งหลายชั้น จนกลายเป็น ขอบที่สร้างขึ้น (บยูอี)
BUE ก่อให้เกิดผิวสำเร็จที่ไม่ดีและส่งผลต่อรูปทรงของเครื่องมือ อย่างไรก็ตาม สามารถลด BUE ได้โดย:
การลดความลึกของการตัด
การเพิ่มมุมคราด
การใช้ของเหลวตัดที่เหมาะสม
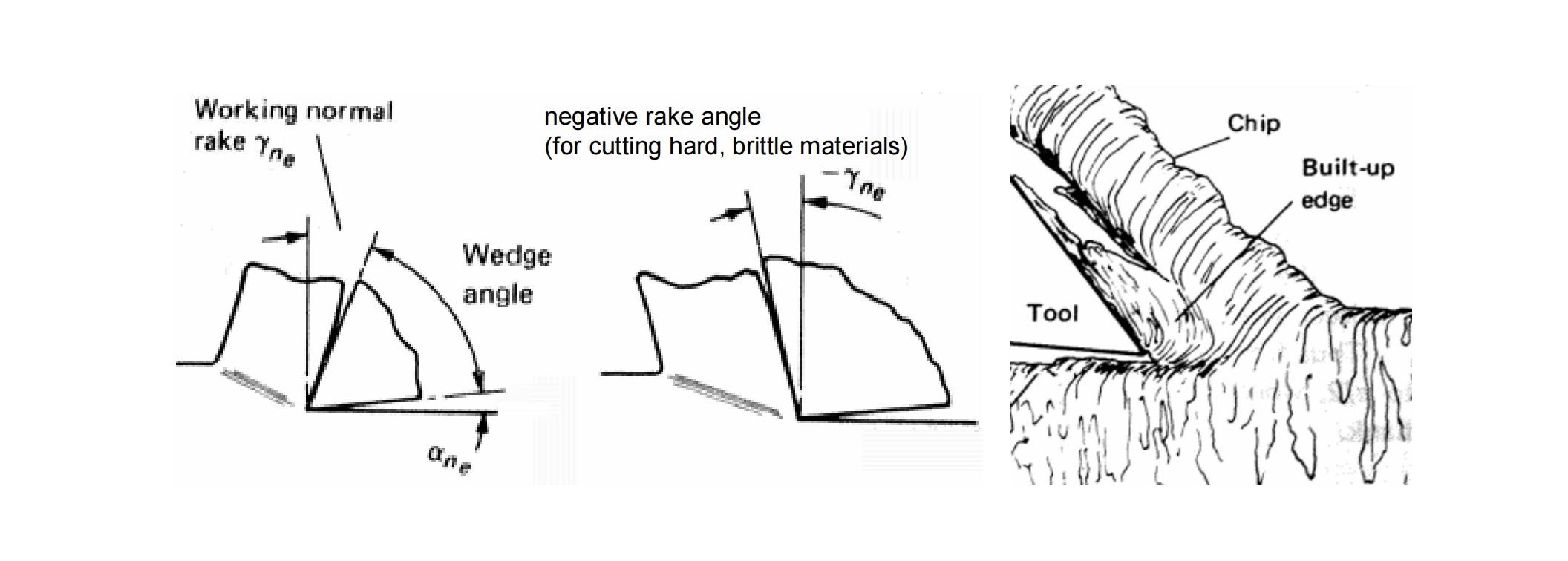
(b) การก่อตัวของขอบที่สร้างขึ้น
3.6การสึกหรอของเครื่องมือเทียบกับการป้อนและความเร็วในการตัด
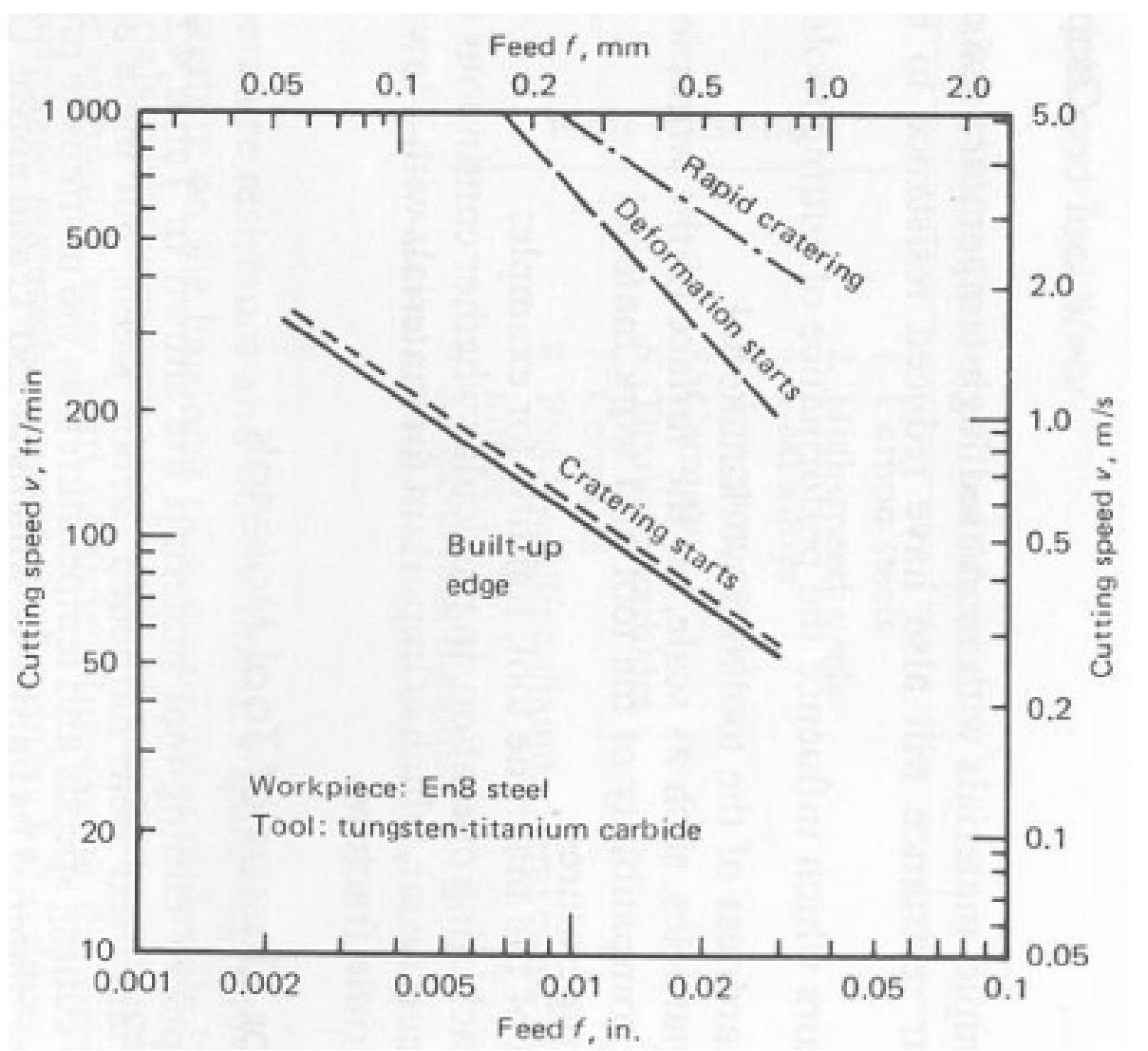
ข้อมูลการทดลองนี้ช่วยกำหนด พารามิเตอร์การตัดที่เหมาะสมที่สุด เพื่อยืดอายุการใช้งานของเครื่องมือและปรับปรุงประสิทธิภาพการตัดเฉือน
3.7วัสดุเครื่องมือตัดทั่วไป
เพื่อทนต่อสภาวะการตัดเฉือนที่รุนแรง เครื่องมือตัดจะต้องมี:
- ความแข็งสูง
- ความทนทานต่อแรงกระแทกสูง
- ทนทานต่อการสึกหรอที่อุณหภูมิสูง
วัสดุเครื่องมือทั่วไปได้แก่:
- เหล็กกล้าความเร็วสูง (HSS):
โลหะผสมเหล็กที่มีทังสเตน ~18% และโครเมียม ~4% - ซีเมนต์คาร์ไบด์:
วัสดุเผาผนึก (~94% ทังสเตน, ~6% คาร์บอน, <1% โคบอลต์)
เครื่องมือสมัยใหม่มักใช้ ด้ามเหล็ก กับ แผ่นแทรกที่สามารถเปลี่ยนได้ ทำจาก:
คาร์ไบด์
คาร์ไบด์เคลือบ (มีสารเคลือบ เช่น ทังสเตนคาร์ไบด์ คาร์ไบด์ไททาเนียม ไททาเนียมไนไตรด์ คิวบิกโบรอนไนไตรด์ (CBN) หรือแม้แต่เพชร)
ความหนาของการเคลือบโดยทั่วไปมีตั้งแต่ 5–8 ไมครอน.
3.8การเคลือบผิวและปัจจัยที่มีอิทธิพล
พารามิเตอร์การตัด—ความเร็ว การป้อน และความลึกของการตัด—ส่งผลโดยตรงต่อทั้งสองฝ่าย อายุการใช้งานของเครื่องมือ และ การตกแต่งพื้นผิวซึ่งส่งผลกระทบต่อ เศรษฐศาสตร์ของการตัดเฉือน.

(b) ความหยาบของพื้นผิว RmaxR_{max}Rmax เป็นฟังก์ชันของฟีดและรูปทรงของเครื่องมือ
3.9ปัจจัยเพิ่มเติมที่มีผลต่อการตกแต่งพื้นผิว
นอกจากการป้อนและรูปทรงเรขาคณิตแล้ว คุณภาพของพื้นผิวยังได้รับอิทธิพลจาก:
- การสั่นสะเทือนของเครื่องมือเครื่องจักร
- ความไม่แม่นยำในระบบตาราง/การเคลื่อนไหว
- คุณสมบัติของวัสดุชิ้นงาน
- รอยขีดข่วนจากเศษโลหะขณะตัด