
- 1.0การเฉือนในงานโลหะคืออะไร?
- 2.0ประเภทของเครื่องมือและเครื่องจักรตัดเฉือน
- 3.0หลักการก่อสร้างและการทำงานของกรรไกร
- 4.0กระบวนการตัดเฉือน: การดำเนินการแบบทีละขั้นตอน
- 5.0เทคนิคการเฉือน: วิธีการตัดและการใช้งาน
- 6.0ขั้นตอนการปฏิบัติงาน: การดำเนินการงานตัดเฉือน
- 7.0แนวทางความปลอดภัยในการตัดเฉือน
- 8.0คำถามที่พบบ่อย
- 9.0บทสรุป
การตัดเฉือนเป็นกระบวนการพื้นฐานในการผลิตแผ่นโลหะ ช่วยให้สามารถตัดโลหะให้เป็นรูปทรงต่างๆ ได้อย่างรวดเร็วและไร้รอยบิ่น ไม่ว่าคุณจะเป็นช่างฝีมือ ช่างเทคนิค หรือผู้เริ่มต้นเรียนรู้งานโลหะ ความเข้าใจเกี่ยวกับการทำงานของการตัดเฉือน เครื่องจักรที่ใช้ และวิธีการรักษาความปลอดภัยจึงเป็นสิ่งสำคัญ
ในบทความนี้ เราจะอธิบายวัตถุประสงค์ ประโยชน์ เครื่องมือ การดำเนินงาน และขั้นตอนความปลอดภัยของการตัดเฉือน
1.0การเฉือนในงานโลหะคืออะไร?
การตัดเฉือน (Shearing) เป็นวิธีการตัดแบบไม่ทำลายเศษโลหะแผ่นและเหล็กแผ่น สามารถตัดได้ทั้งแบบตรงและแบบโค้งตามความยาวที่เลือกได้ โดยไม่ต้องตัดวัสดุออก
ข้อดีของการเฉือนเหนือการเลื่อยหรือการสกัด:
- ไม่มีการสูญเสียวัสดุระหว่างการตัด
- การจัดตำแหน่งที่แม่นยำตามเส้นที่ขีดไว้
- จำเป็นต้องตกแต่งพื้นผิวที่ตัดให้น้อยที่สุด
- ความเร็วในการตัดที่เร็วขึ้น
- เส้นทางการตัดแบบตรงหรือโค้ง
เทคนิคการเฉือนทั่วไป ได้แก่:
- การตัดเข้า
- การตัดออก
- การตัดออก
- การเจาะ
2.0ประเภทของเครื่องมือและเครื่องจักรตัดเฉือน
กรรไกรตัดโลหะมีหลายประเภท ขึ้นอยู่กับความหนาของวัสดุและรูปแบบการตัด กรรไกรที่นิยมใช้กันมากที่สุดมีดังนี้
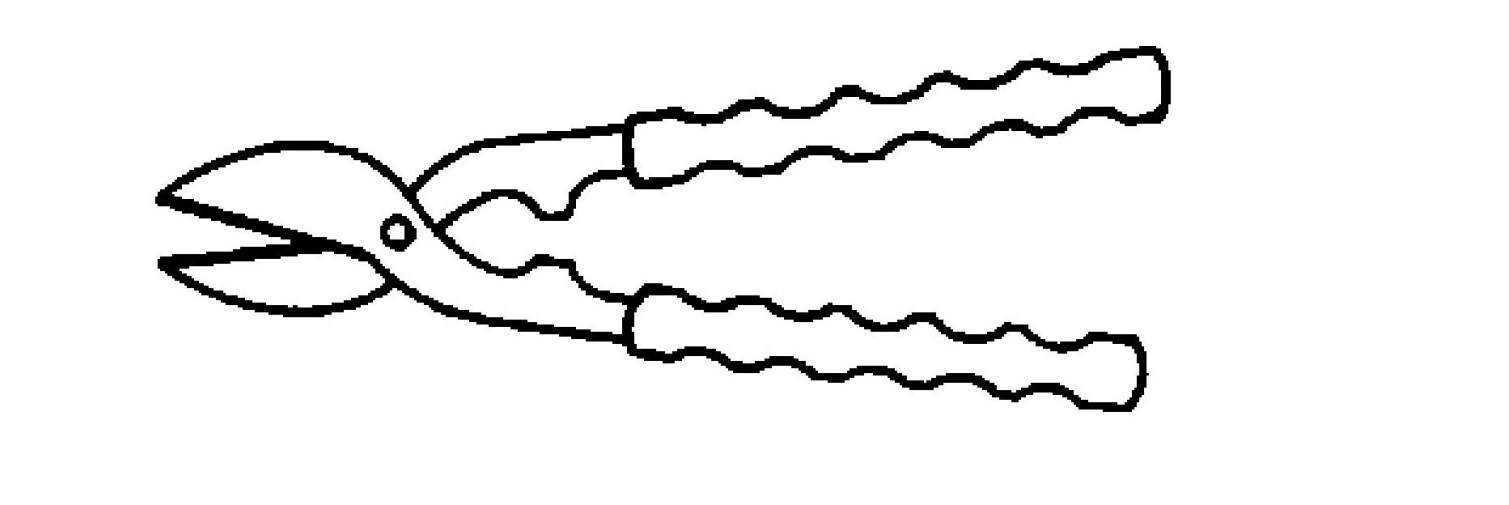
2.1ทินเนอร์ส นิป
ใช้สำหรับการตัดตรงสั้นหรือโค้งบนแผ่นโลหะบาง
ความหนาในการตัดสูงสุด:
- เหล็ก – 0.7 มม.
- ทองเหลือง – 0.8 มม.
- ทองแดง – 1.0 มม.
- อลูมิเนียม – 1.0 ถึง 2.5 มม.
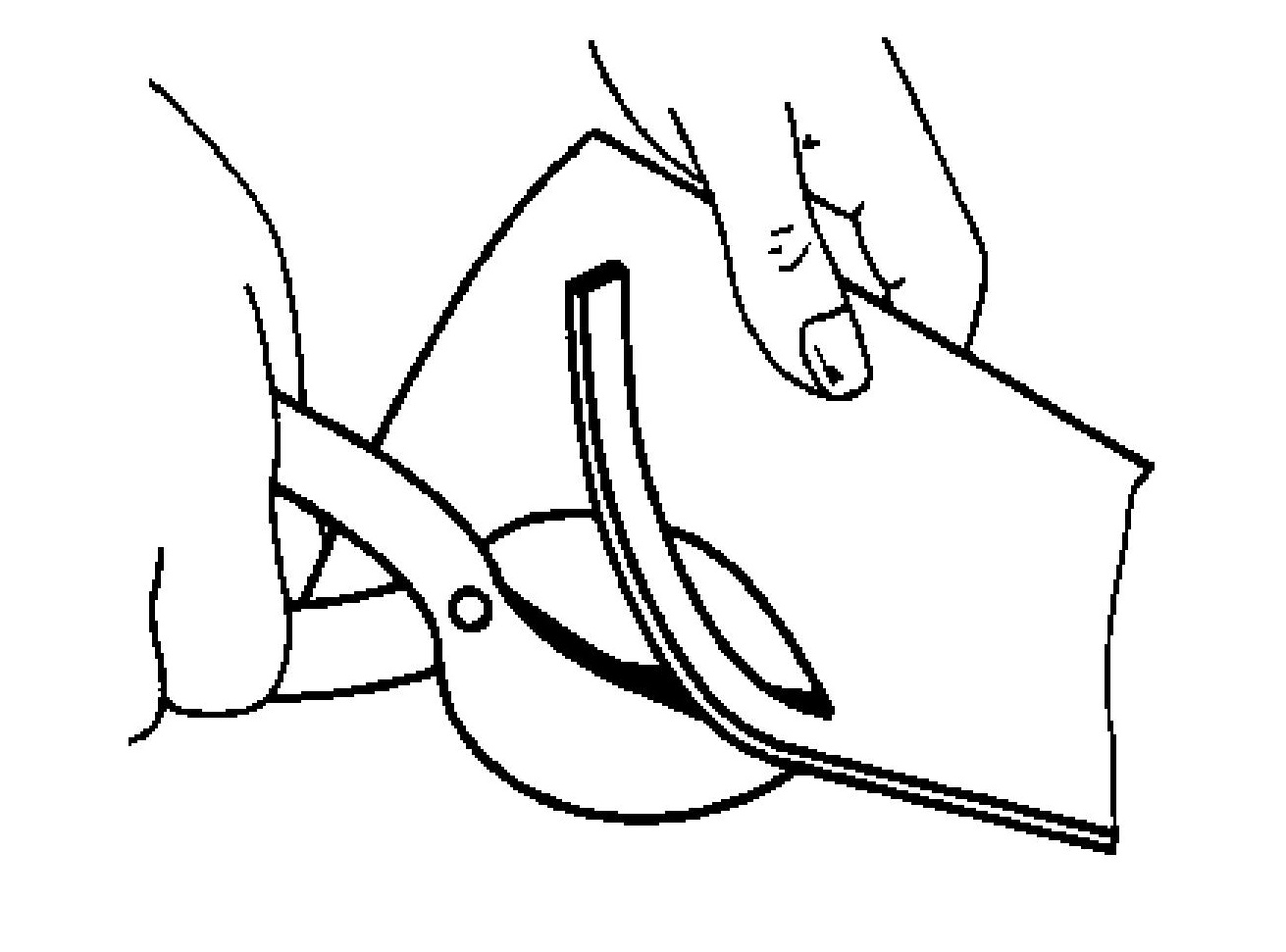
2.2ทิเนอร์สผ่านการตัด
ออกแบบมาเพื่อการตัดแผ่นบางแบบตรงที่ยาวขึ้น วัสดุสอดผ่านใต้มือเพื่อความปลอดภัย
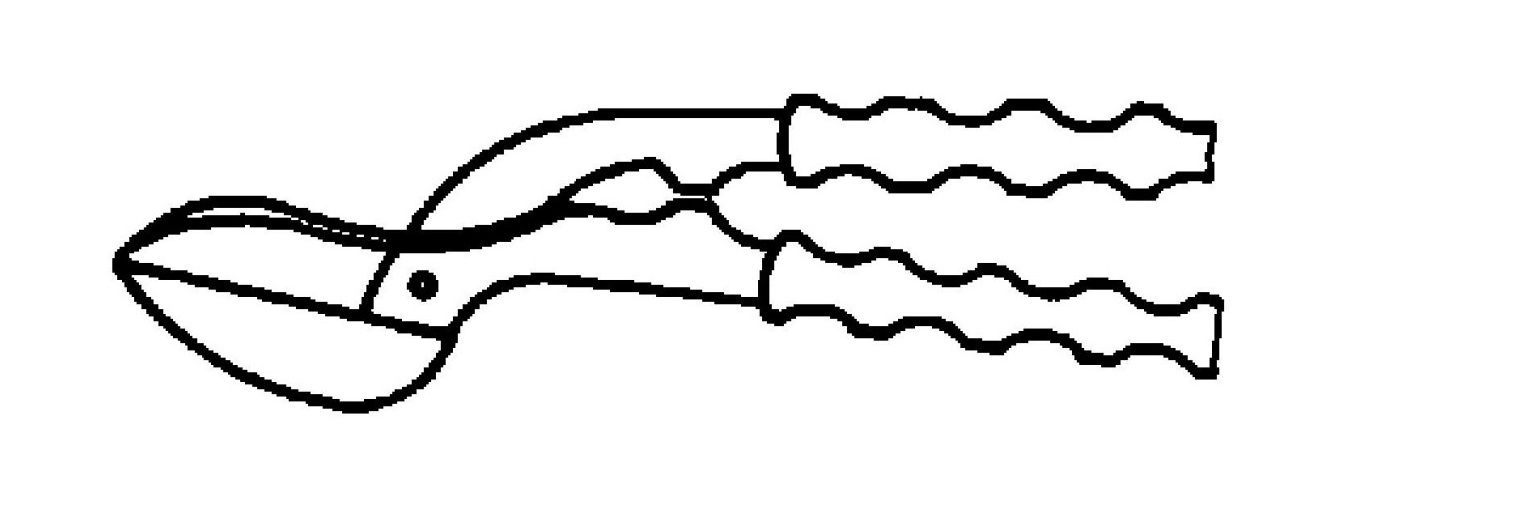
2.3กรรไกรตัดรู
ใช้สำหรับตัดโค้งโลหะบาง ใบเลื่อยโค้งด้านเดียวไม่เหมาะสำหรับการตัดตรง
2.4การเฉือนโค้ง
เหมาะสำหรับการตัดแบบวงกลมหรือแบบโค้งในแผ่นบางถึงหนาปานกลาง หนาไม่เกิน 4 มม. แผ่นสามารถหมุนได้ขณะตัด
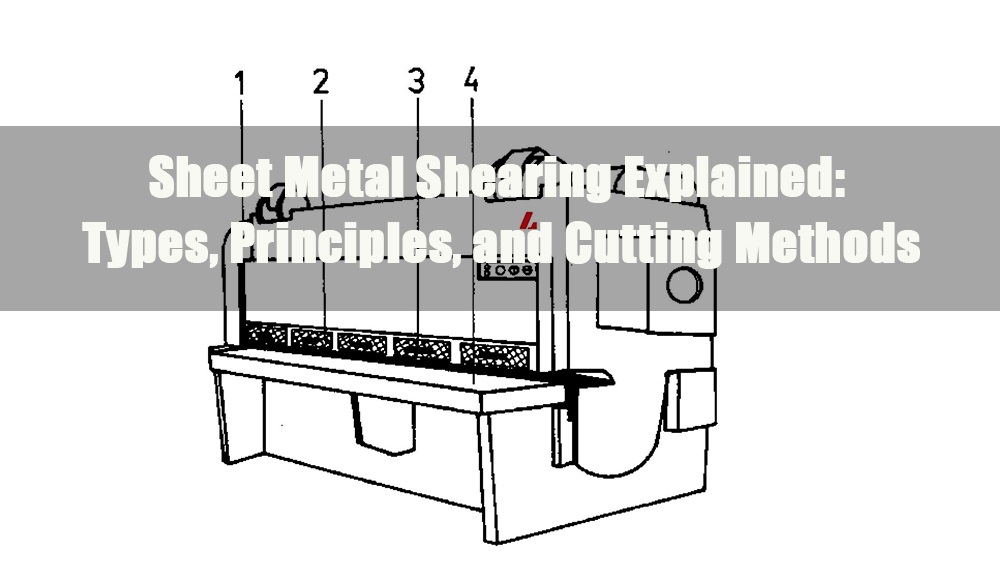
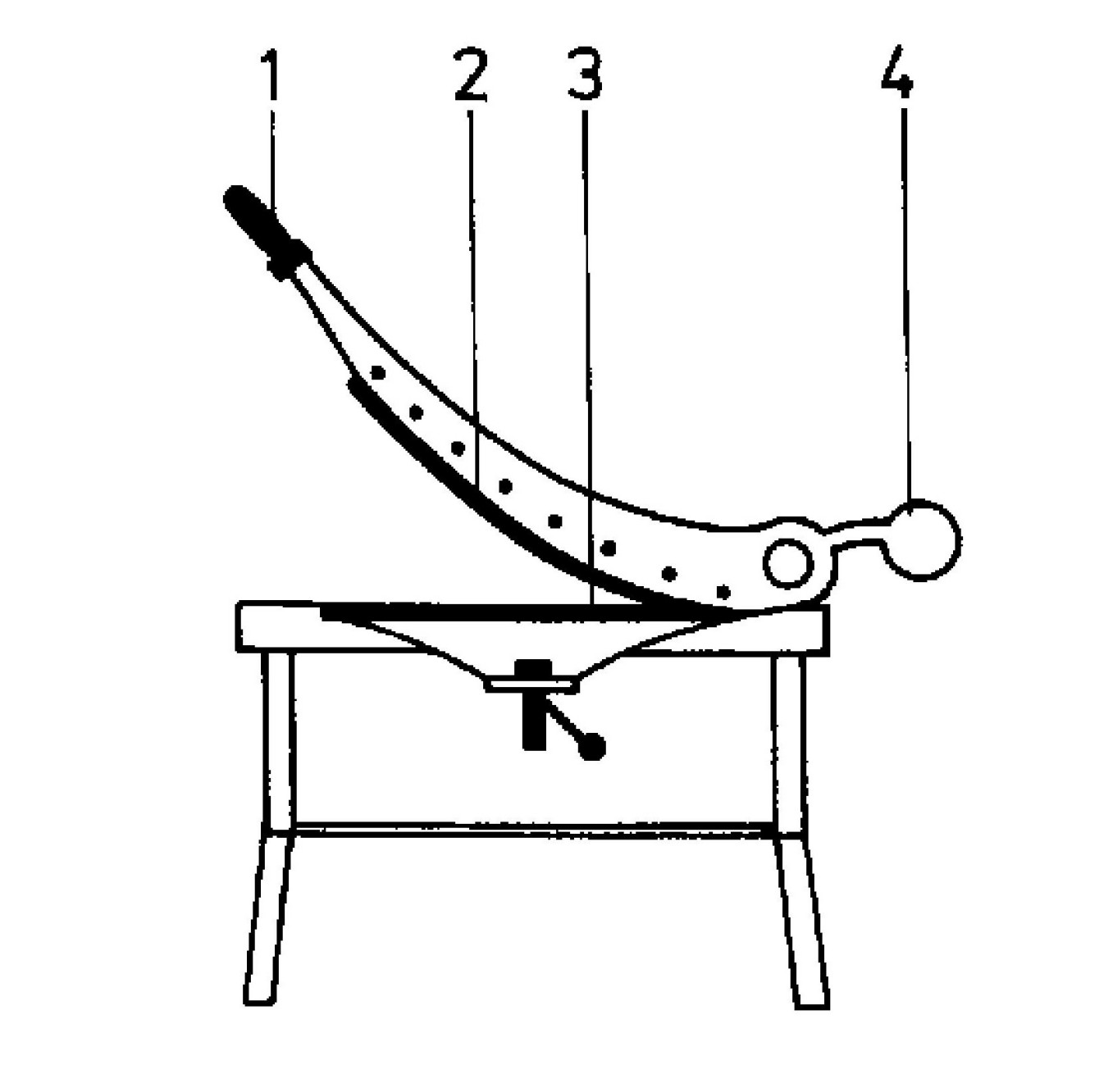
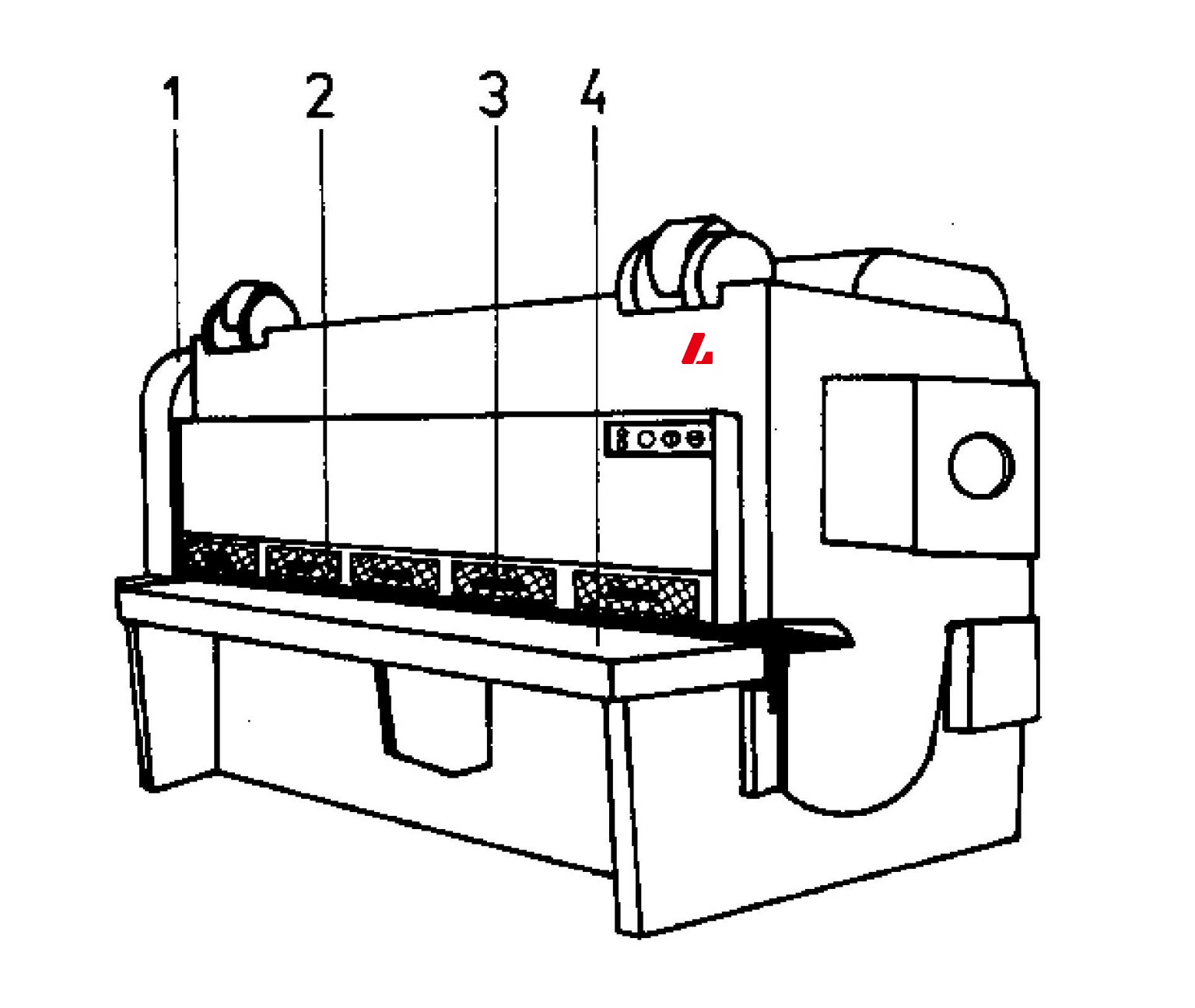
2.5เครื่องกิโยติน
ใช้สำหรับตัดแผ่นบางแบบตรง (~3 มม.) บนความยาวที่ยาว ใบมีดด้านบนจะเลื่อนลงตามใบมีดด้านล่าง มีให้เลือกทั้งแบบใช้มือและแบบใช้ไฟฟ้า
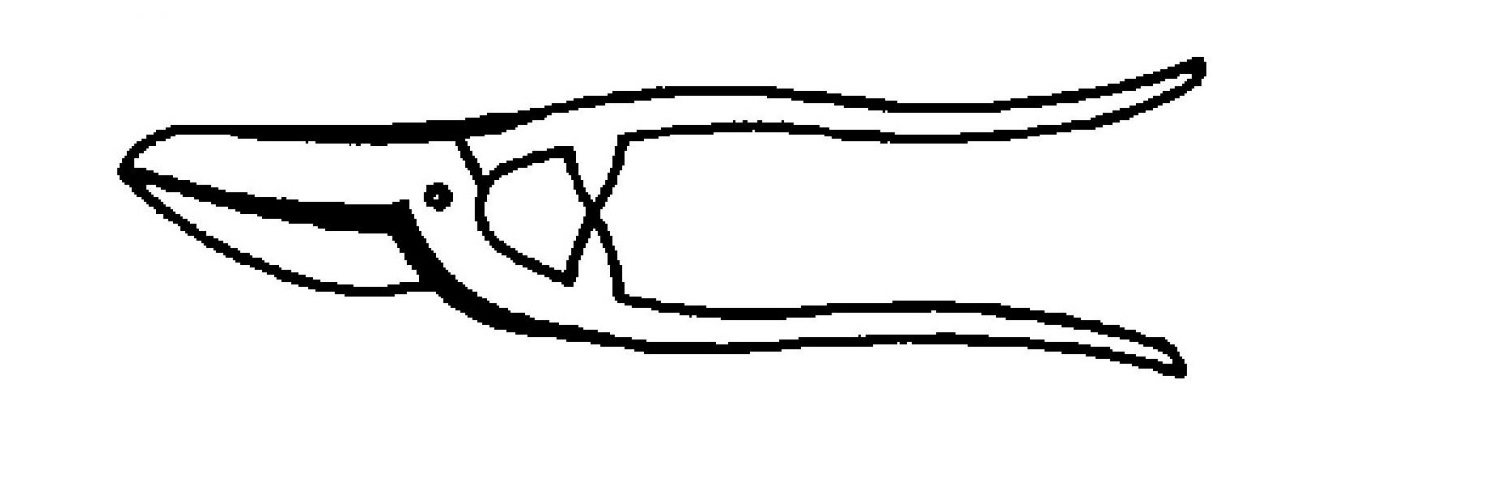
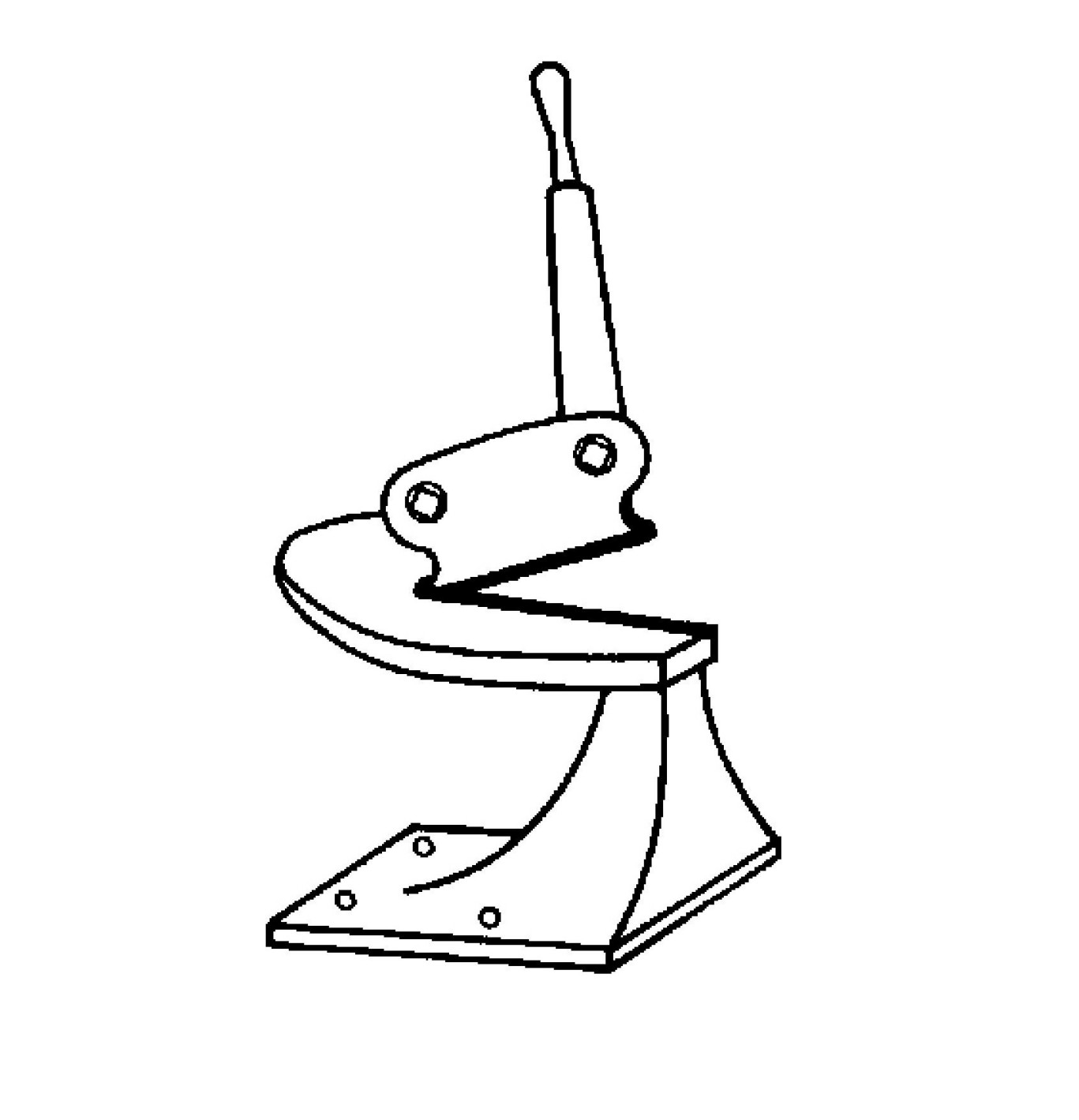
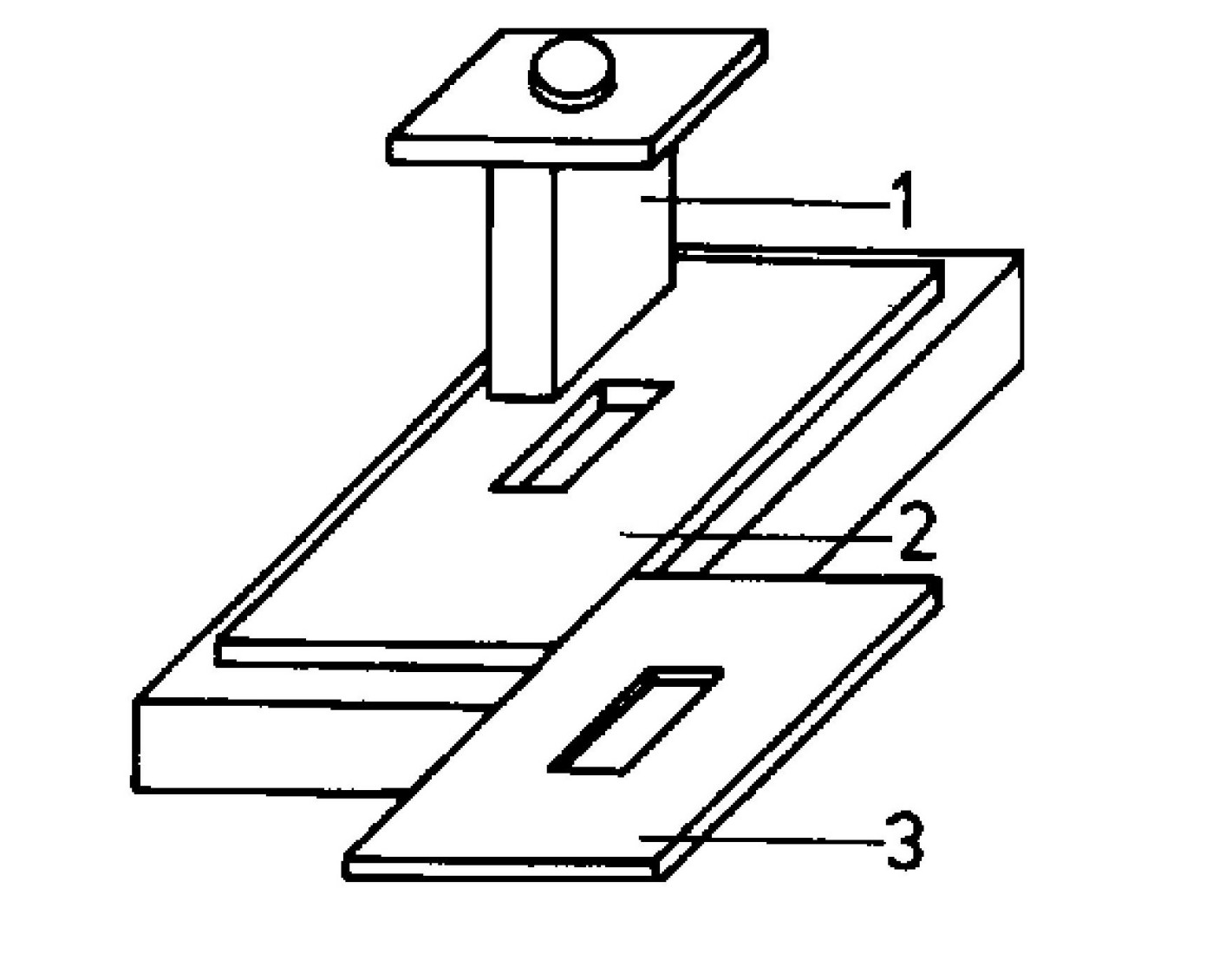
2.6กรรไกรตัดกิ่ง
ตัดตรงหรือโค้งสั้นๆ บนแผ่นโลหะหรือเหล็กที่มีความหนาปานกลาง ใบมีดด้านบนหมุนลงโดยใช้ระบบส่งกำลังแบบคันโยก มีอุปกรณ์ล็อคเพื่อป้องกันใบมีดเคลื่อนที่โดยไม่ได้ตั้งใจ
2.7เครื่องตัดวงกลม (เครื่องตัดลูกกลิ้ง)
ใช้สำหรับตัดแผ่นบางหรือแผ่นหนาแบบโค้งยาว มีใบมีดรูปล้อหมุนได้ สำหรับวัสดุหนา อาจต้องตัดหลายรอบ
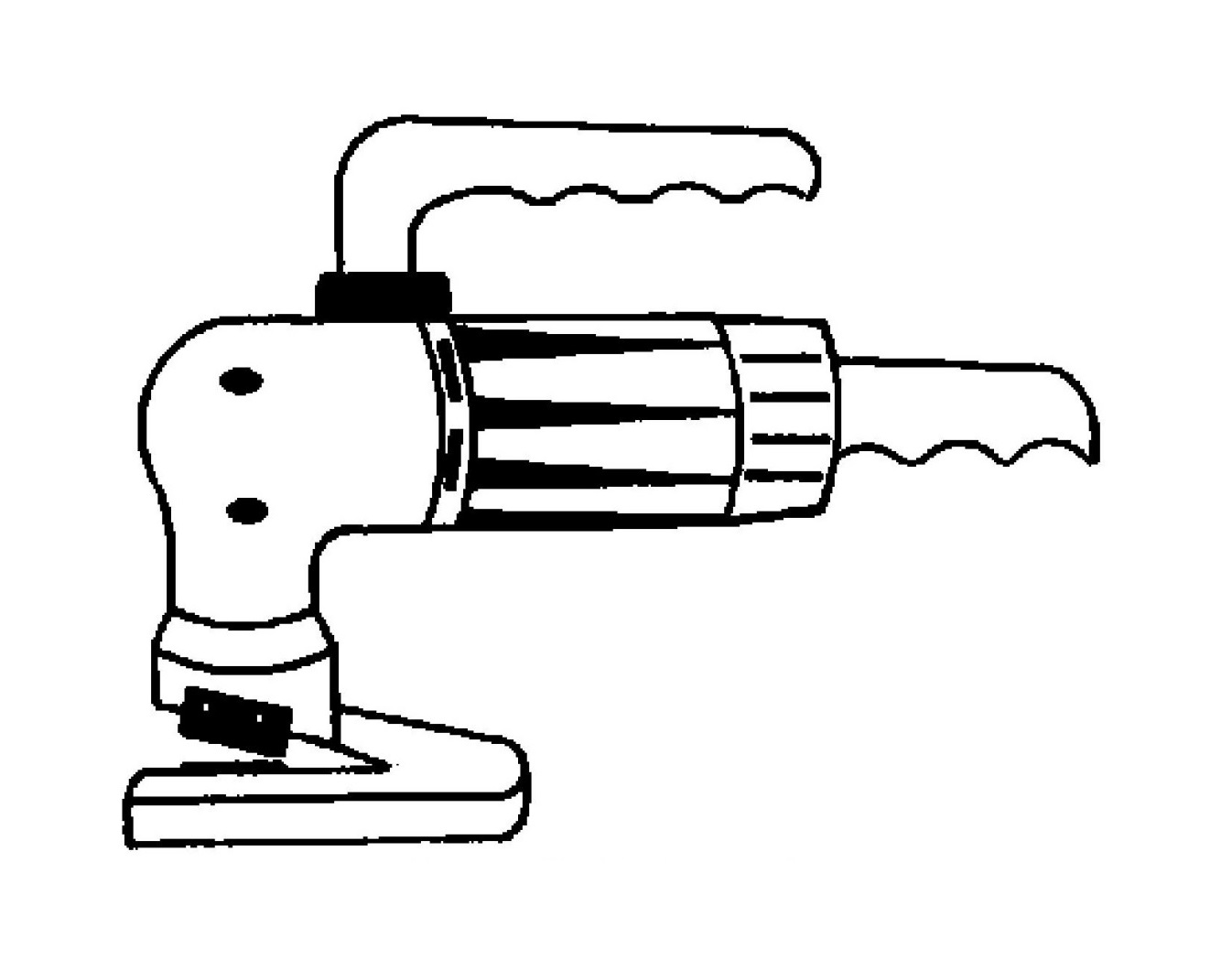
2.8กรรไกรตัดดีบุกไฟฟ้า
ใช้สำหรับตัดแผ่นบางที่มีแนวโค้ง ใบมีดด้านบนเคลื่อนที่ขึ้นลงอย่างรวดเร็วด้วยมอเตอร์ ขณะที่ผู้ควบคุมจะควบคุมแผ่น
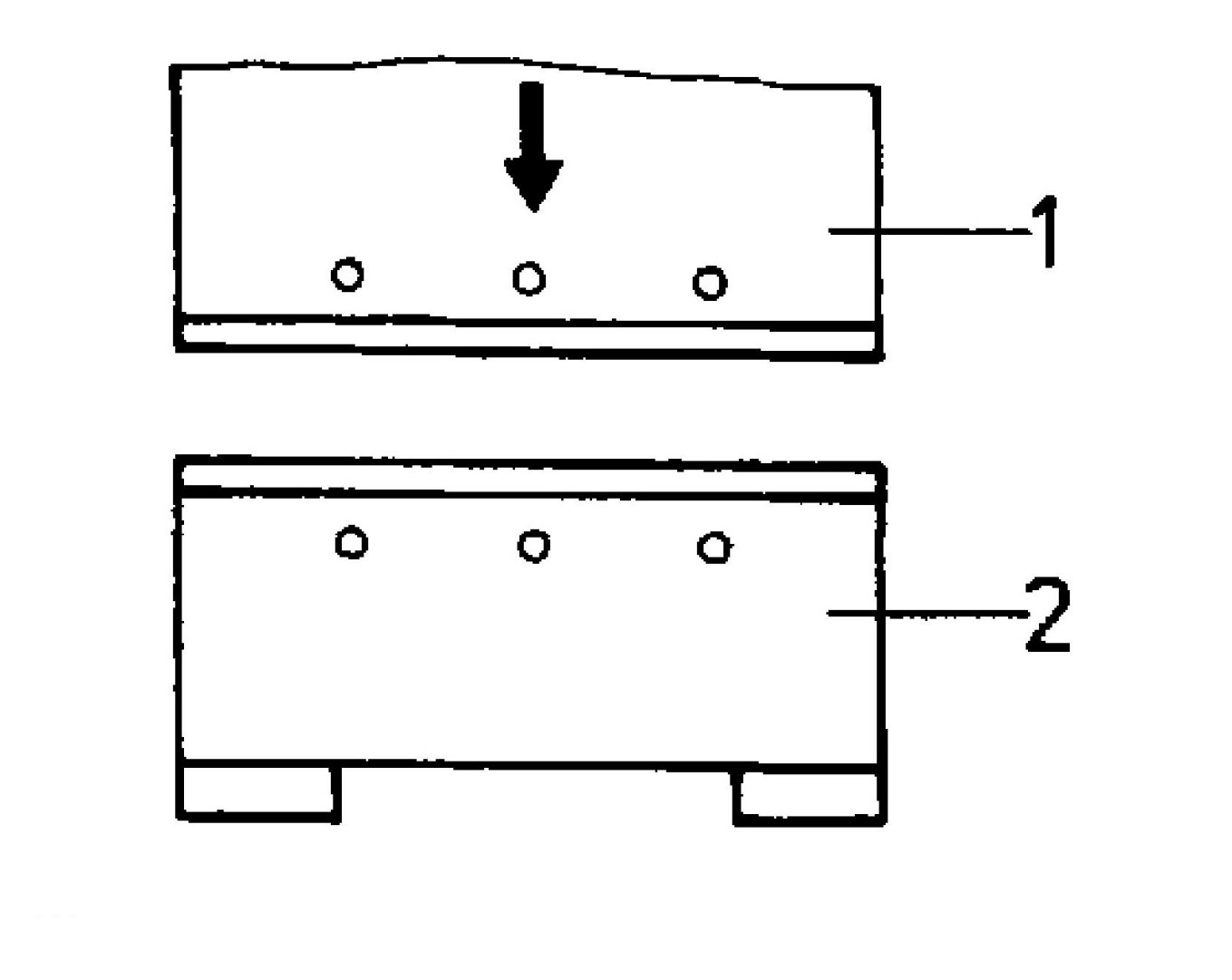
2.9เครื่องมือตัด (Punch and Die)
ใช้สำหรับการตัดซ้ำๆ ที่เหมือนกันในกระบวนการผลิต หัวเจาะพอดีกับแผ่นตัด โดยมีระยะห่าง 0.05 ถึง 0.1 มม. ขึ้นอยู่กับความหนาของแผ่น
หนังสือแนะนำ:การแก้ไขปัญหาการเจาะล้มเหลว: การจัดตำแหน่ง ระยะห่าง และคำแนะนำด้านความปลอดภัย
2.10เครื่องตัดแบบขับเคลื่อนด้วยพลังงาน
สำหรับแผ่นโลหะที่ยาวหรือหนามาก (มากกว่า 10 มม.) และส่วนที่แข็งแรง คุณสมบัติประกอบด้วยระบบขับเคลื่อนที่ทรงพลัง แถบยึดไฮดรอลิก และการปรับช่องว่างใบเลื่อย

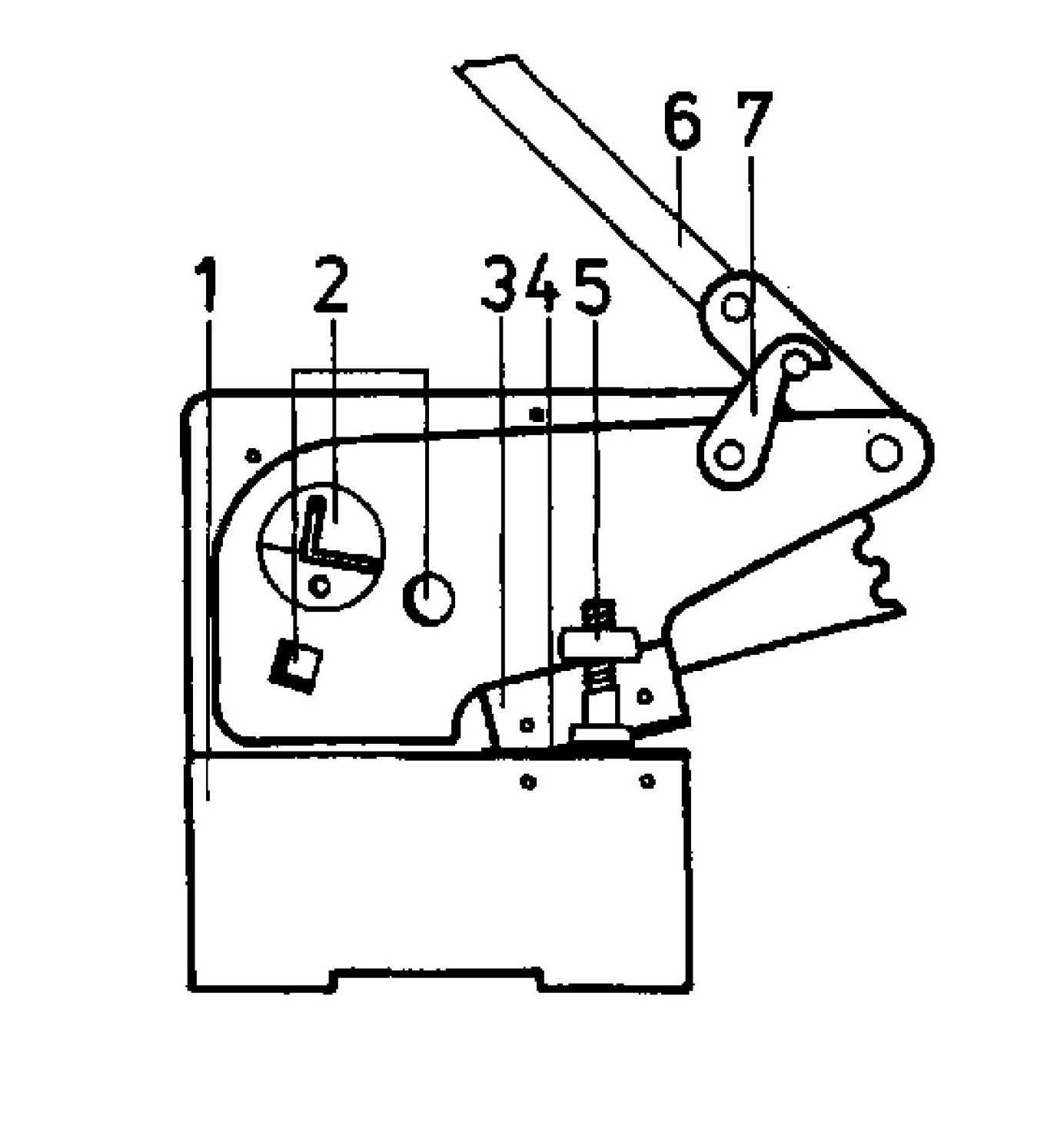
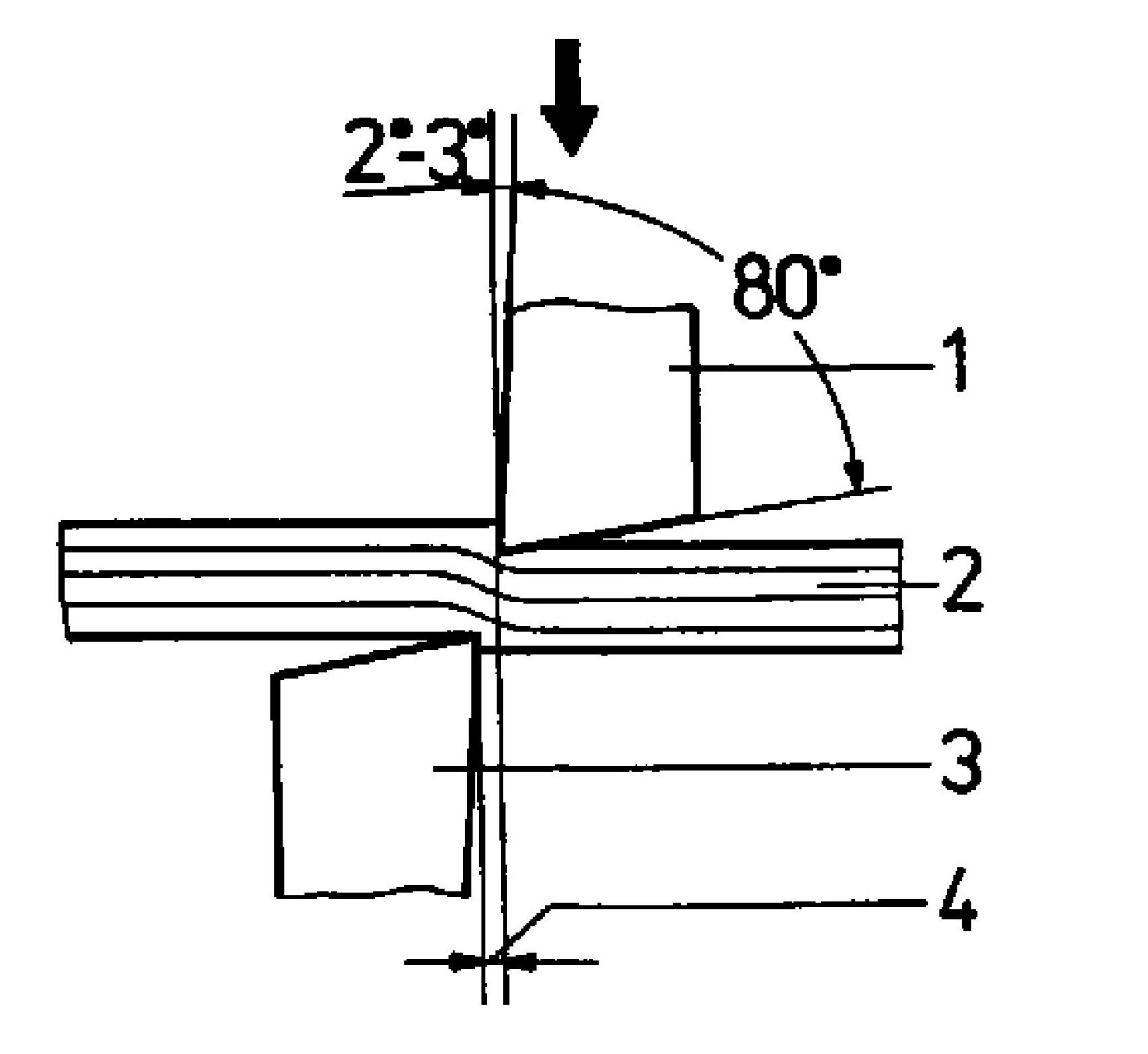
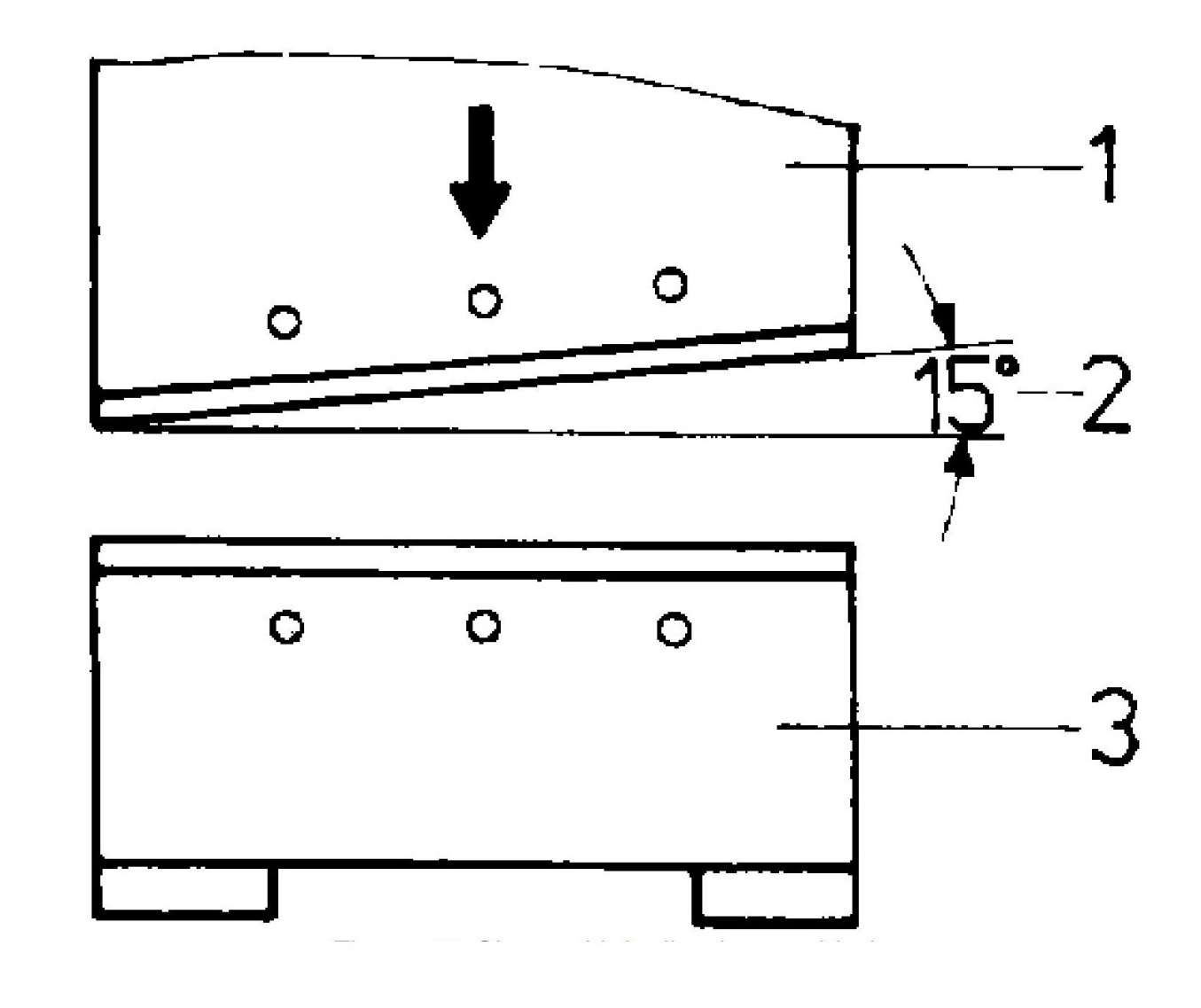
3.0หลักการก่อสร้างและการทำงานของกรรไกร
กรรไกรถูกออกแบบมาเพื่อทนต่อแรงตัดสูง ข้อควรพิจารณาทางเทคนิคที่สำคัญ ได้แก่:
- มุมลิ่มใบมีด: ประมาณ 80° เพื่อความมั่นคง
- มุมกวาดล้าง: 2°–3° ลดแรงเสียดทาน
- ช่องว่างใบมีด: 0.05–0.1 มม. × ความหนาของแผ่น เพื่อให้แน่ใจว่าตัดได้สะอาด
ช่องว่างใบมีดที่ไม่เหมาะสมอาจทำให้ขอบไม่เรียบหรือแผ่นโค้งงอได้
ช่องว่างที่มากเกินไปทำให้พื้นผิวสำเร็จไม่ดีและแผ่นเสียรูป
การใช้แถบยึดที่ปรับอย่างเหมาะสมจะช่วยป้องกันการเคลื่อนที่ของแผ่น
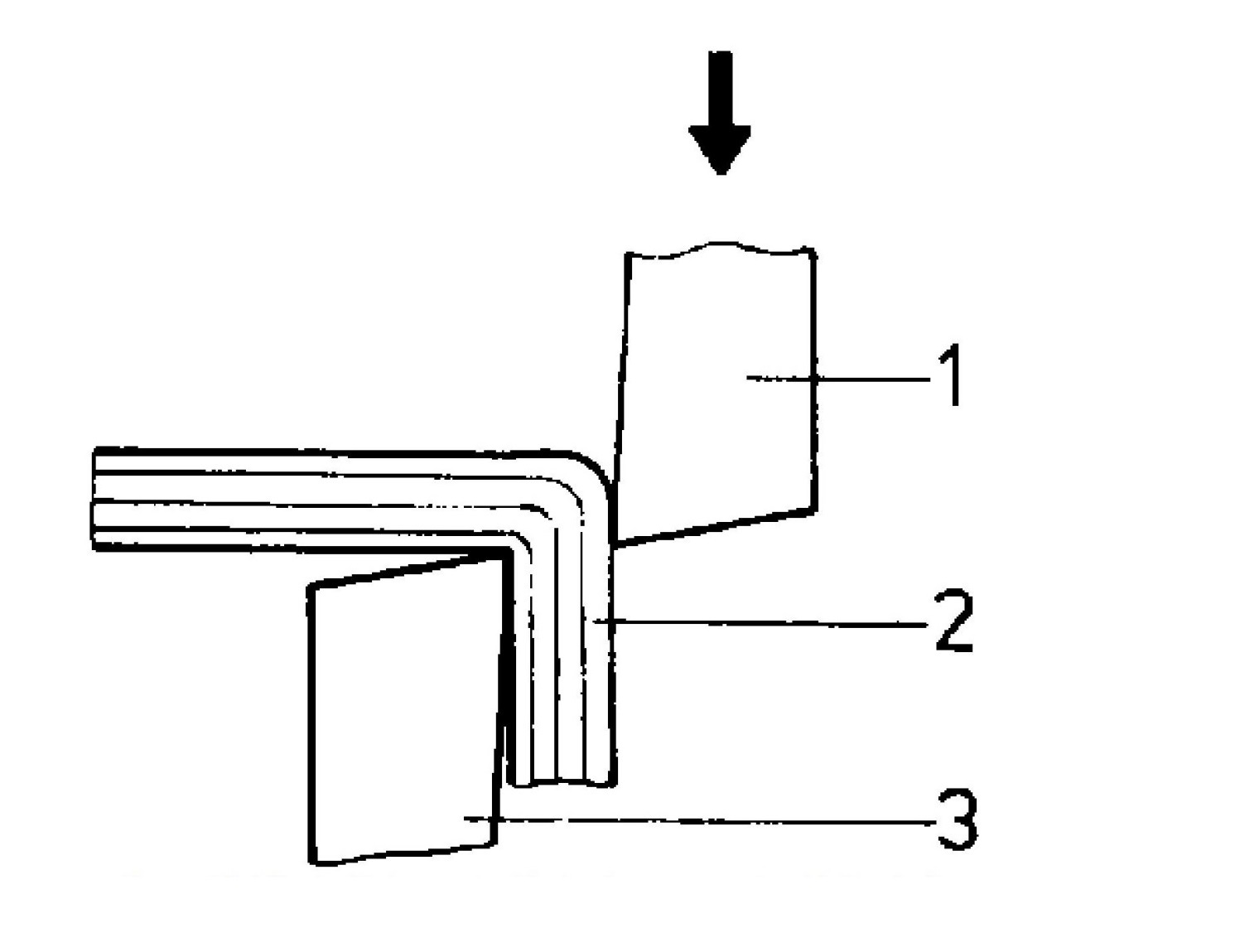
ใบมีดขนานจะตัดขอบทั้งหมดพร้อมกัน ซึ่งต้องใช้แรงมากขึ้น เครื่องจักรส่วนใหญ่ใช้ใบมีดด้านบนแบบเอียงเพื่อลดแรงตัดที่จำเป็น
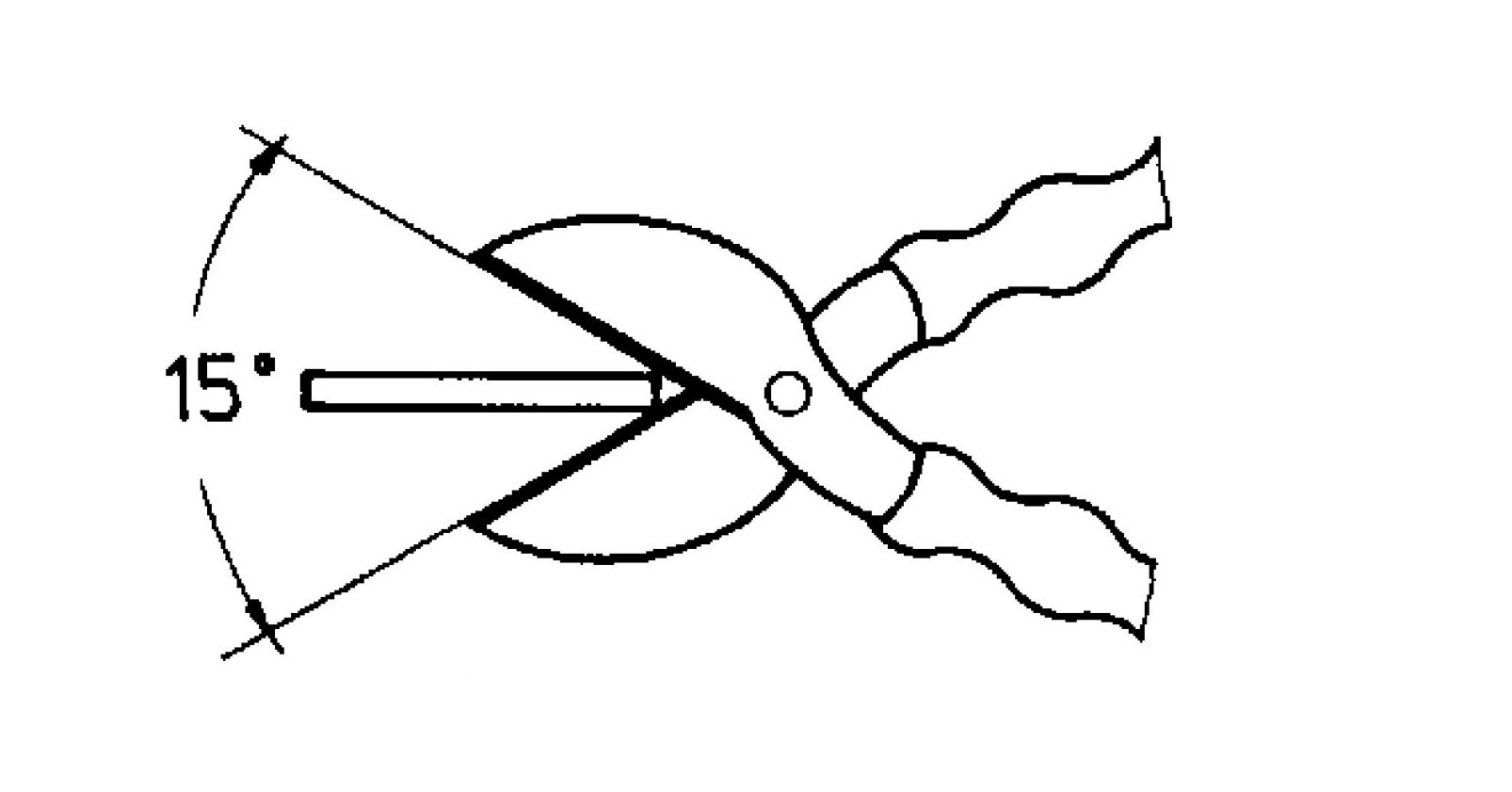
การป้อนชิ้นงานเข้าในแนวเฉือนลึกๆ จะช่วยเพิ่มแรงงัด แต่ก็เพิ่มความเสี่ยงที่ชิ้นงานจะลื่นไถลเช่นกัน มุมเอียงของใบมีด (~15°) เป็นสิ่งจำเป็นเพื่อรักษาคุณภาพการตัด
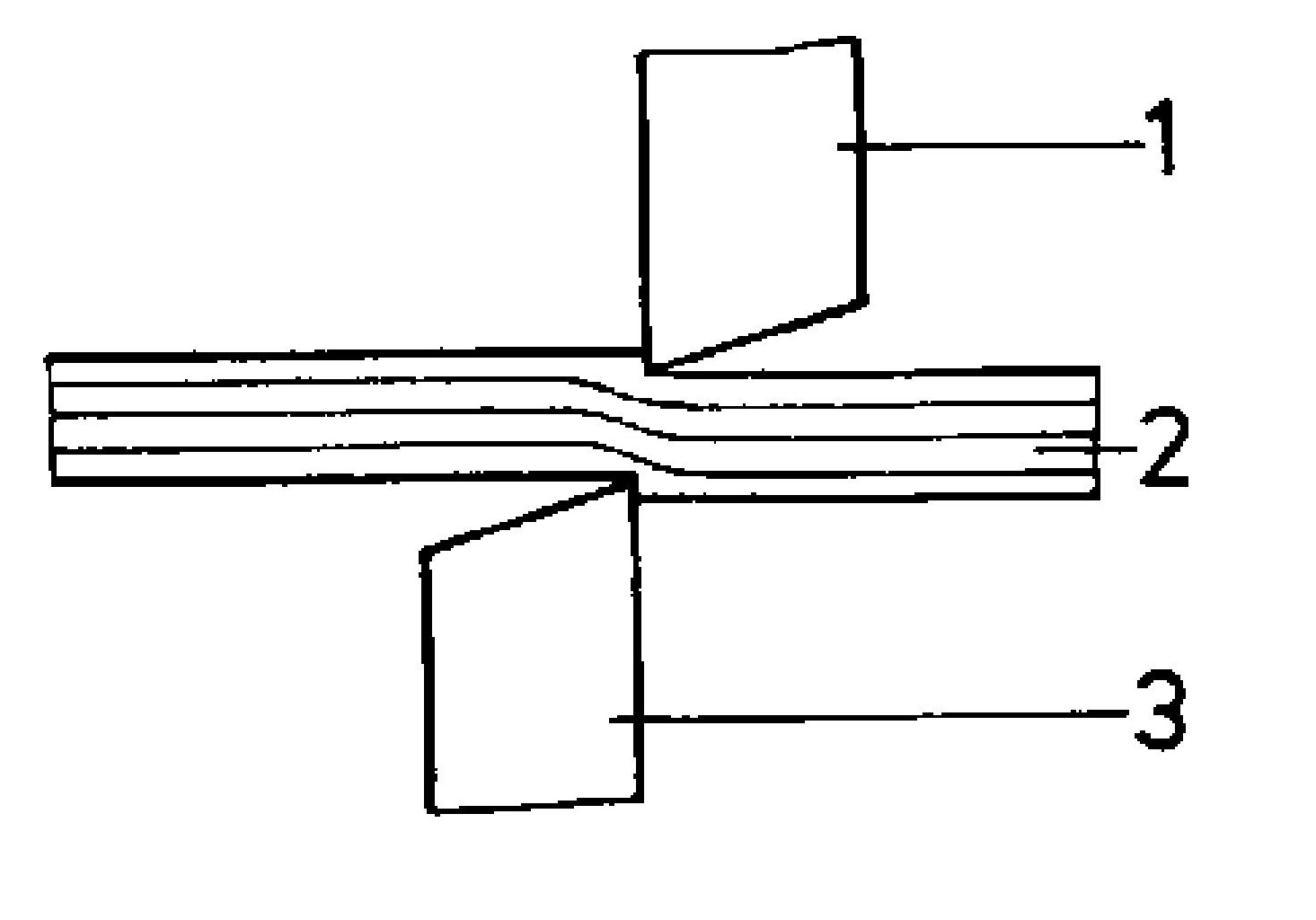
4.0กระบวนการตัดเฉือน: การดำเนินการแบบทีละขั้นตอน
กระบวนการตัดประกอบด้วยสามขั้นตอนหลัก:
4.1การเจาะบาก
รอยบุ๋มเริ่มแรกของวัสดุเมื่อใบมีดสัมผัสกับแผ่น
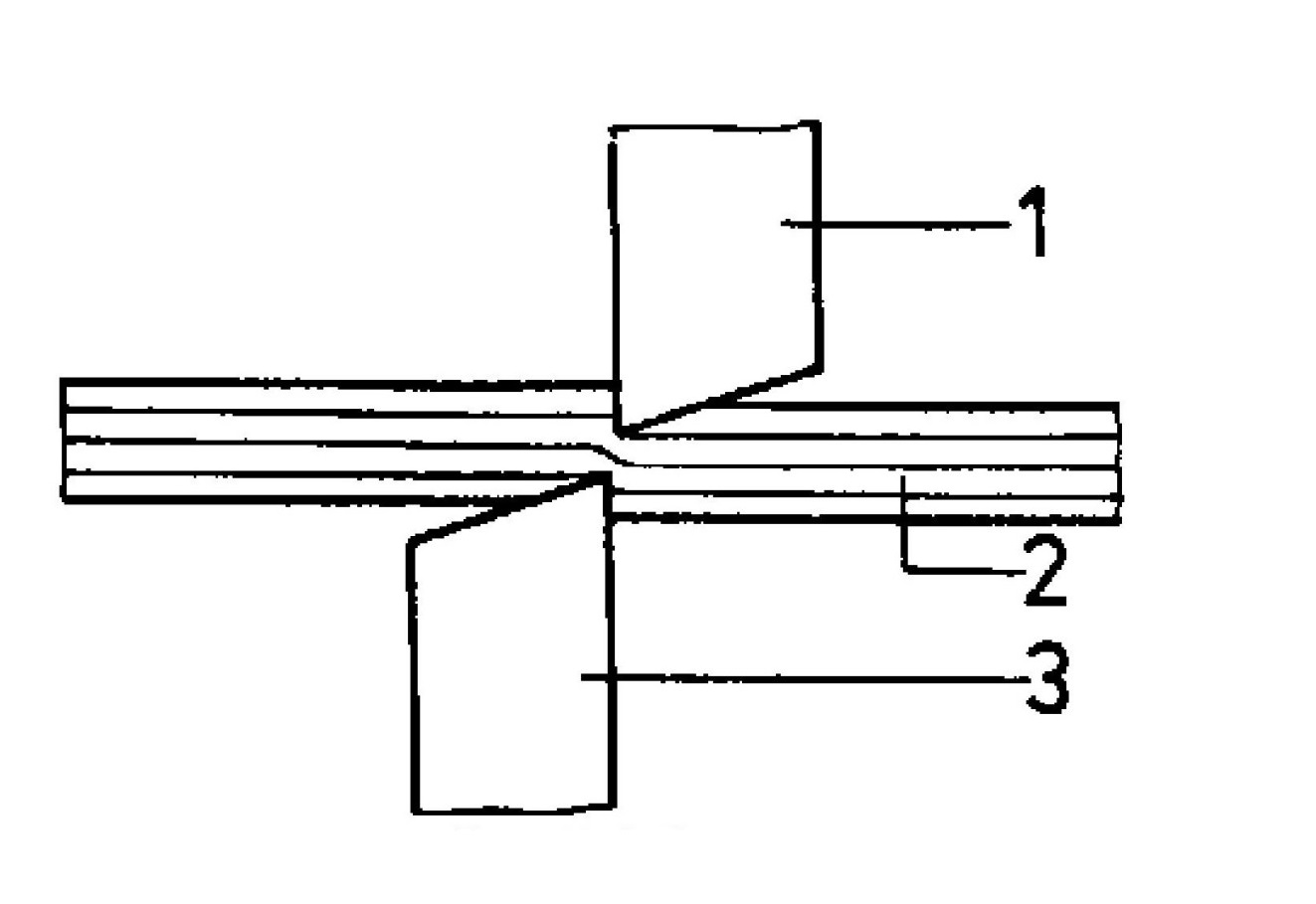
4.2การตัด
ใบมีดเจาะทะลุและทำลายโครงสร้างโลหะได้
4.3การฉีกขาด
การแยกตัวขั้นสุดท้ายของวัสดุเนื่องจากแรงดึงและการฉีกขาดภายใน
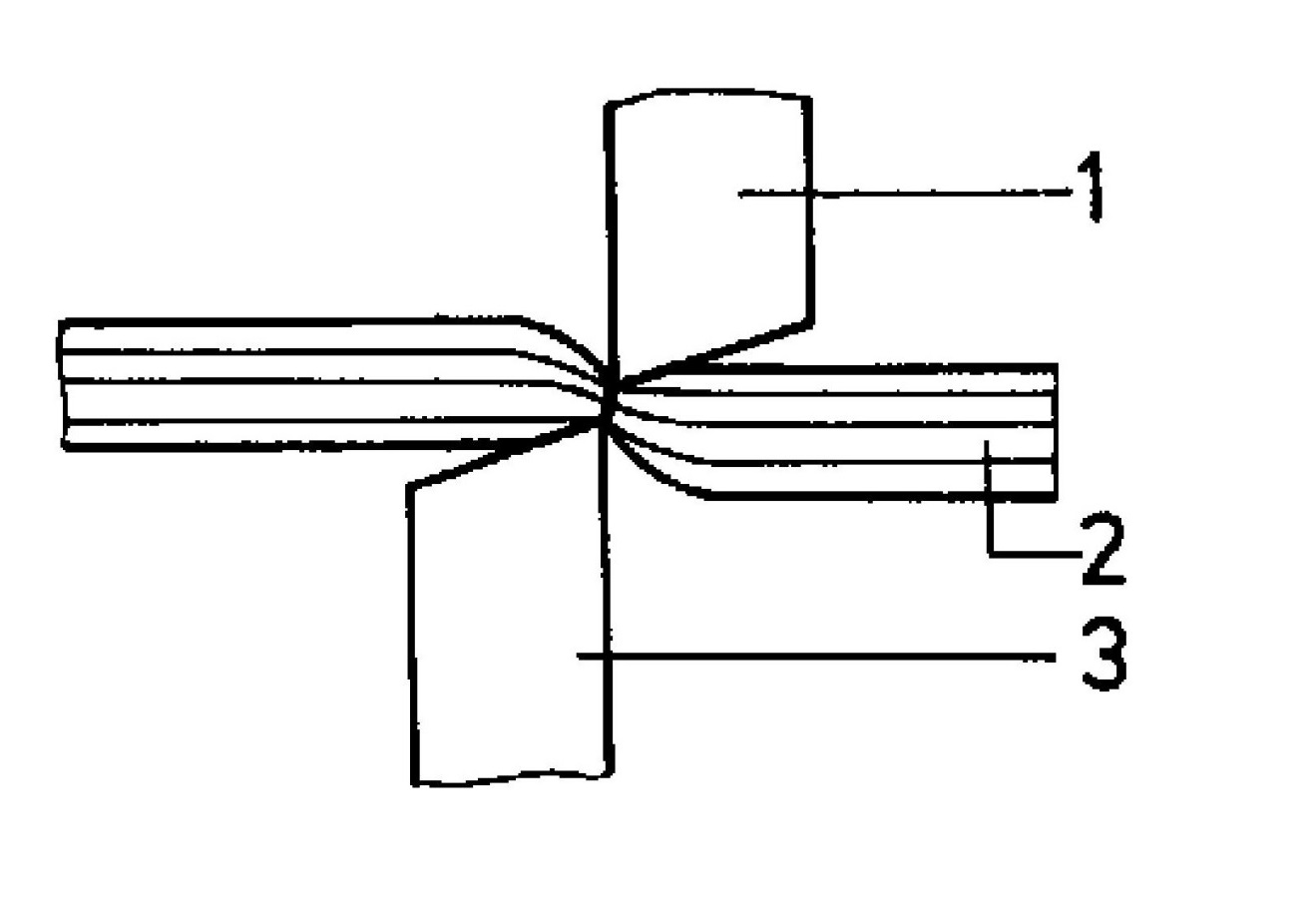
ขั้นตอนเหล่านี้จะทิ้งโซนที่สามารถระบุได้ไว้บนหน้าตัดแผ่นหนา
5.0เทคนิคการเฉือน: วิธีการตัดและการใช้งาน
การเฉือนสามารถจำแนกตามประเภทและขอบเขตของการแยกวัสดุ:
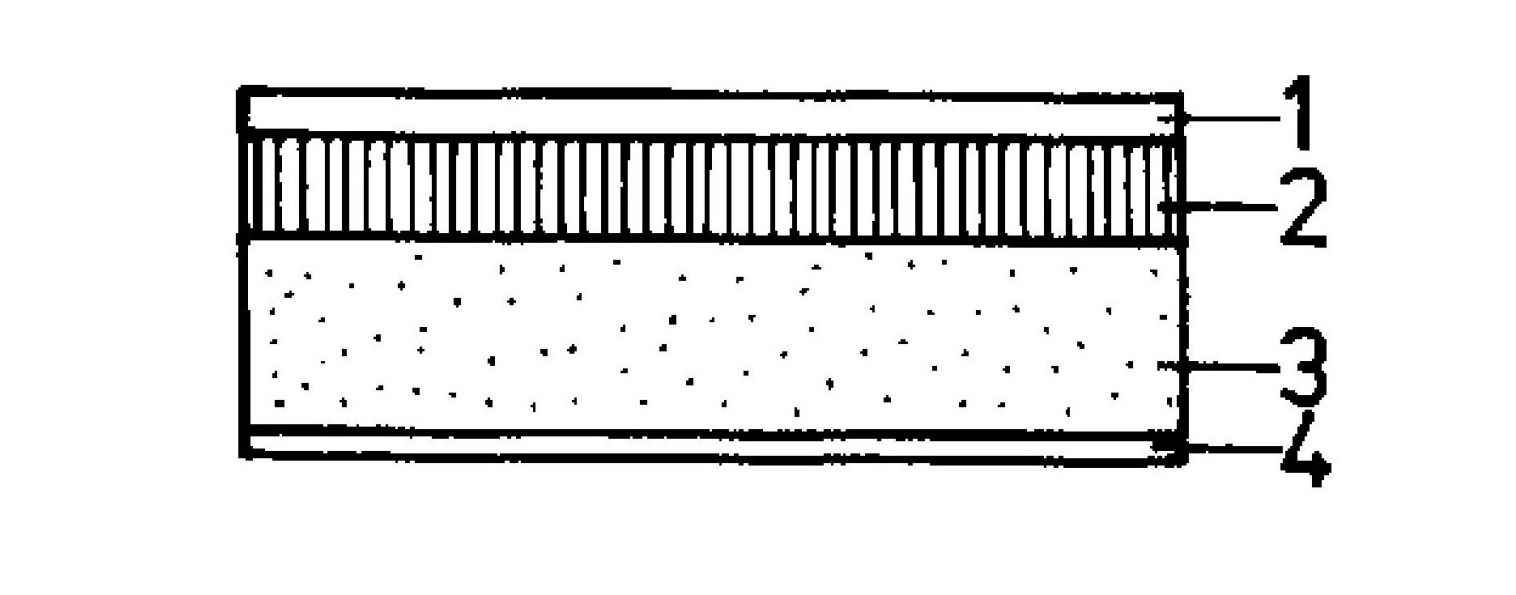
5.1การตัดเข้า
การตัดแบบเจาะลึกบางส่วนใช้เพื่อเตรียมแผ่นโลหะสำหรับการดัดหรือพับในภายหลัง การตัดไม่ได้เจาะทะลุวัสดุทั้งหมด แต่จะทำให้วัสดุอ่อนตัวลงตามแนวเส้น เพื่อให้เกิดการเสียรูปที่แม่นยำและควบคุมได้

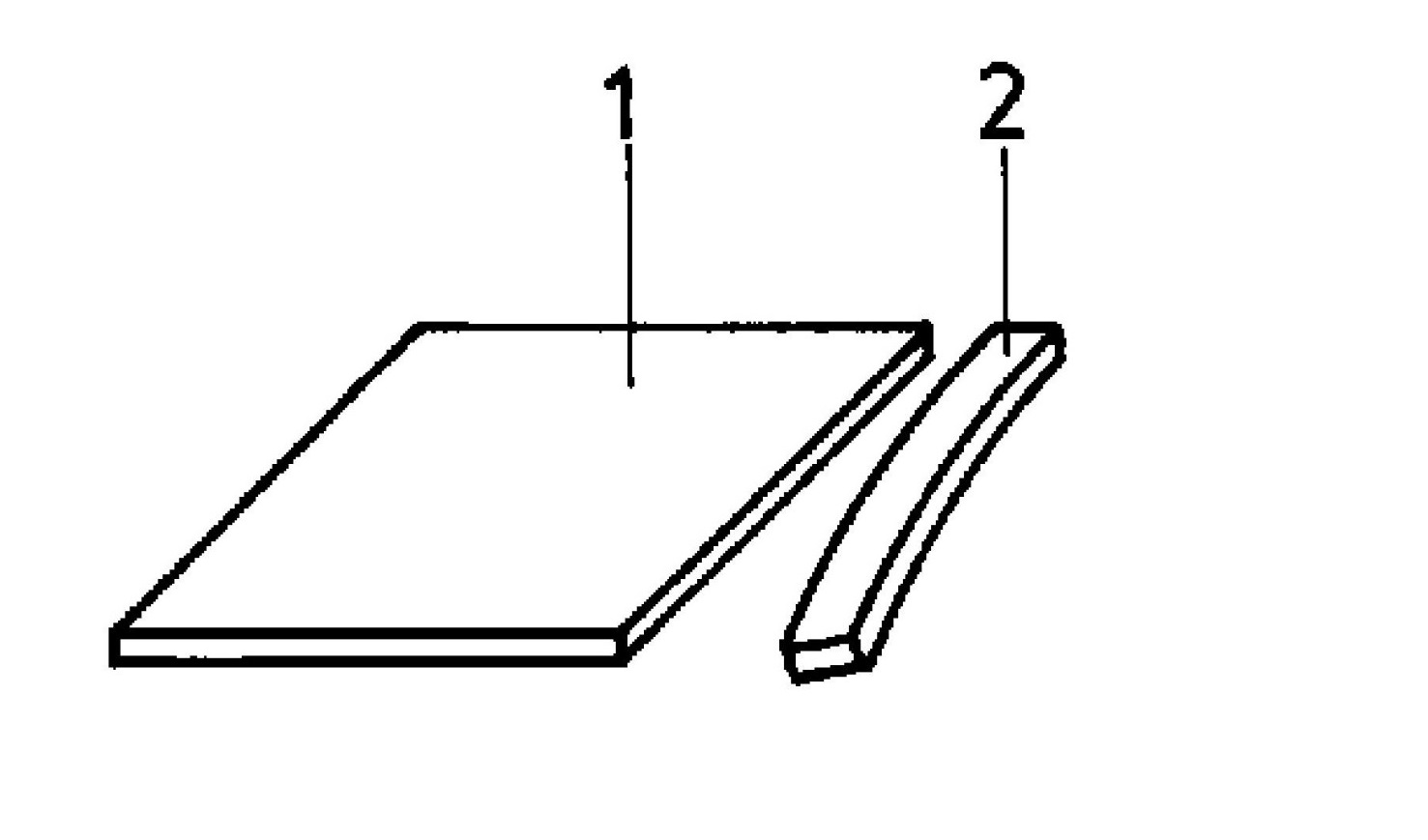
5.2การตัดออก
การตัดแบบทะลุผ่านที่สมบูรณ์ ซึ่งแยกชิ้นงานออกเป็นสองส่วน โดยปกติจะตัดวัสดุที่ไม่ต้องการออก เช่น เศษวัสดุ เป็นการตัดขั้นพื้นฐานที่ใช้กรรไกรตัดด้วยมือหรือเครื่องจักร
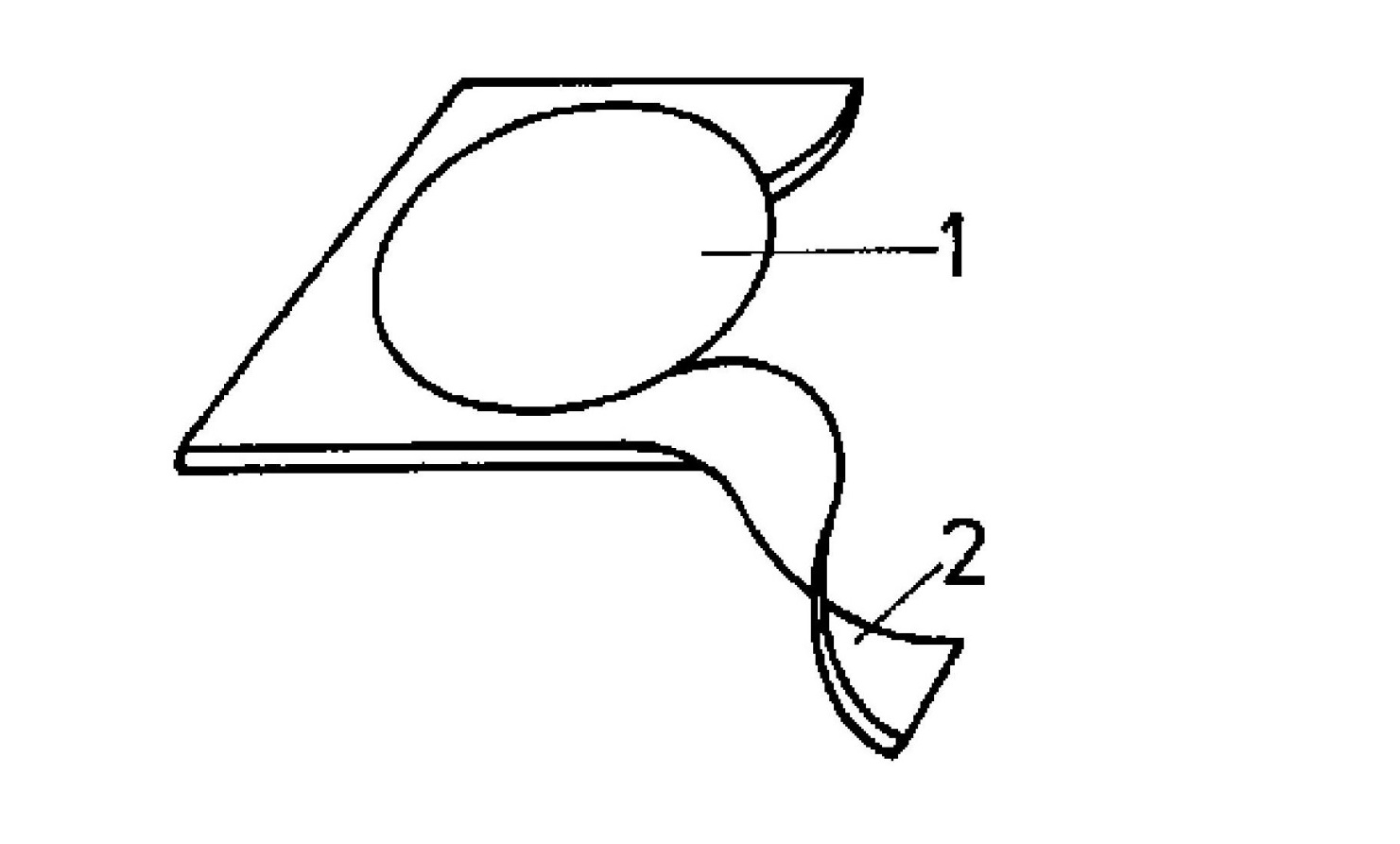
5.3การตัดออก
เทคนิคนี้เกี่ยวข้องกับการตัดตามแนวเส้นปิด เช่น วงกลมหรือสี่เหลี่ยมผืนผ้า โดยส่วนด้านในเป็นชิ้นงานที่ต้องการและส่วนด้านนอกจะถูกตัดออก โดยทั่วไปจะใช้เพื่อแยกรูปทรงที่ใช้งานได้ออกจากวัสดุแผ่น
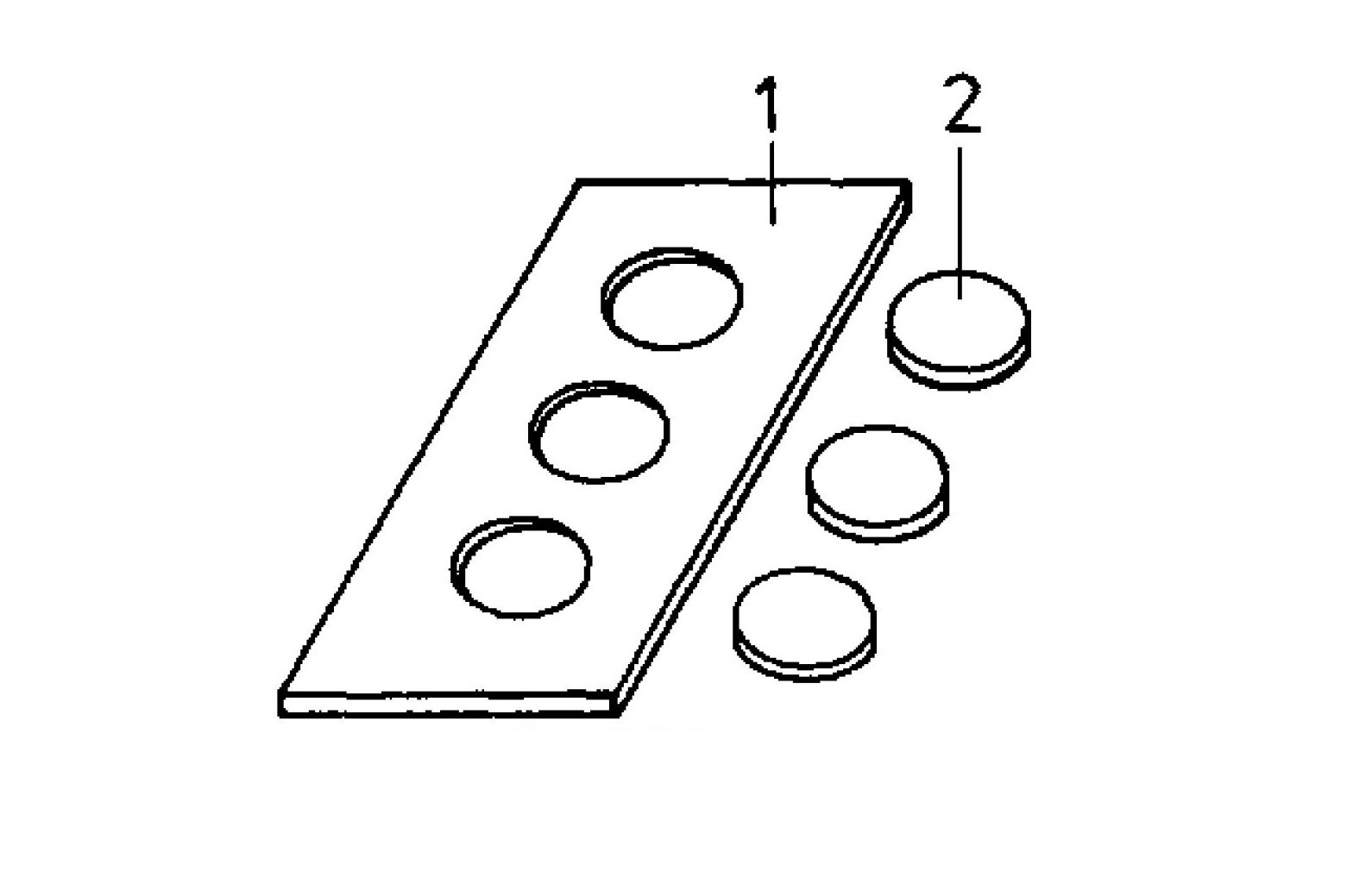
5.4การเจาะ
การเจาะจะคล้ายกับการตัดออก โดยจะเจาะตามแนวเส้นปิด อย่างไรก็ตาม ในการเจาะ การตัดส่วนด้านในออกจะถือเป็นของเสีย และแผ่นงานโดยรอบที่เหลือจะกลายเป็นชิ้นงานจริง นี่เป็นหนึ่งในขั้นตอนที่พบบ่อยที่สุดในการแปรรูปแผ่นงานอุตสาหกรรม
5.5การอัดแบบบูรณาการในการผลิตสมัยใหม่
ในกระบวนการผลิตสมัยใหม่ เครื่องปั๊มสามารถดำเนินการเทคนิคการตัดทั้งหมดที่กล่าวมาข้างต้นได้ ทั้งการตัดเข้า การตัดออก การตัดออก และการตอก โดยใช้ชุดเครื่องตอกและแม่พิมพ์ที่ออกแบบเฉพาะ เครื่องจักรเหล่านี้มักพบในงานปั๊มขึ้นรูปแบบก้าวหน้า เครื่องอัดไฮดรอลิก และ แท่นกดแบบ C-frame ใช้ในการผลิตจำนวนมาก
เครื่องกดมีให้เลือก:
- ความสามารถในการทำซ้ำและความสม่ำเสมอสูง
- ลดเวลาการทำงาน
- การตัดหลายขั้นตอนที่ซับซ้อนในจังหวะเดียว
- การบูรณาการกับระบบการให้อาหารและระบบอัตโนมัติ
การบูรณาการนี้ทำให้พวกเขากลายเป็นเครื่องมือสำคัญในภาคส่วนต่างๆ เช่น การผลิตยานยนต์ เครื่องใช้ไฟฟ้า และอุปกรณ์อิเล็กทรอนิกส์
6.0ขั้นตอนการปฏิบัติงาน: การดำเนินการงานตัดเฉือน
6.1การตัดเข้าด้วย Tinners' Snip
- ทำเครื่องหมายบนแผ่นงานให้ถูกต้อง
- เปิดขากรรไกรที่ประมาณ 15° จัดแนวให้ตรงกับเส้น
- ปิดปลายกรรไกรให้สนิท ป้องกันการฉีกขาด
- ก้าวหน้าทีละขั้นจนเต็มขั้น
6.2การตัดด้วยกรรไกรตัดกิ่ง
- ทำเครื่องหมายและจัดแนวแผ่นงาน
- ปรับระยะห่างของใบมีดหากจำเป็น
- เข้าเกียร์ค้างไว้และคันโยกปลดล็อค
- ลดใบมีดลงอย่างนุ่มนวล หลีกเลี่ยงการลดแรงสุดเพื่อป้องกันการแตกร้าว
- ล็อคคันโยกหลังจากตัดแล้ว และนำเศษออก
วางเศษวัสดุไว้ทางขวาของแนวสายตาเสมอ
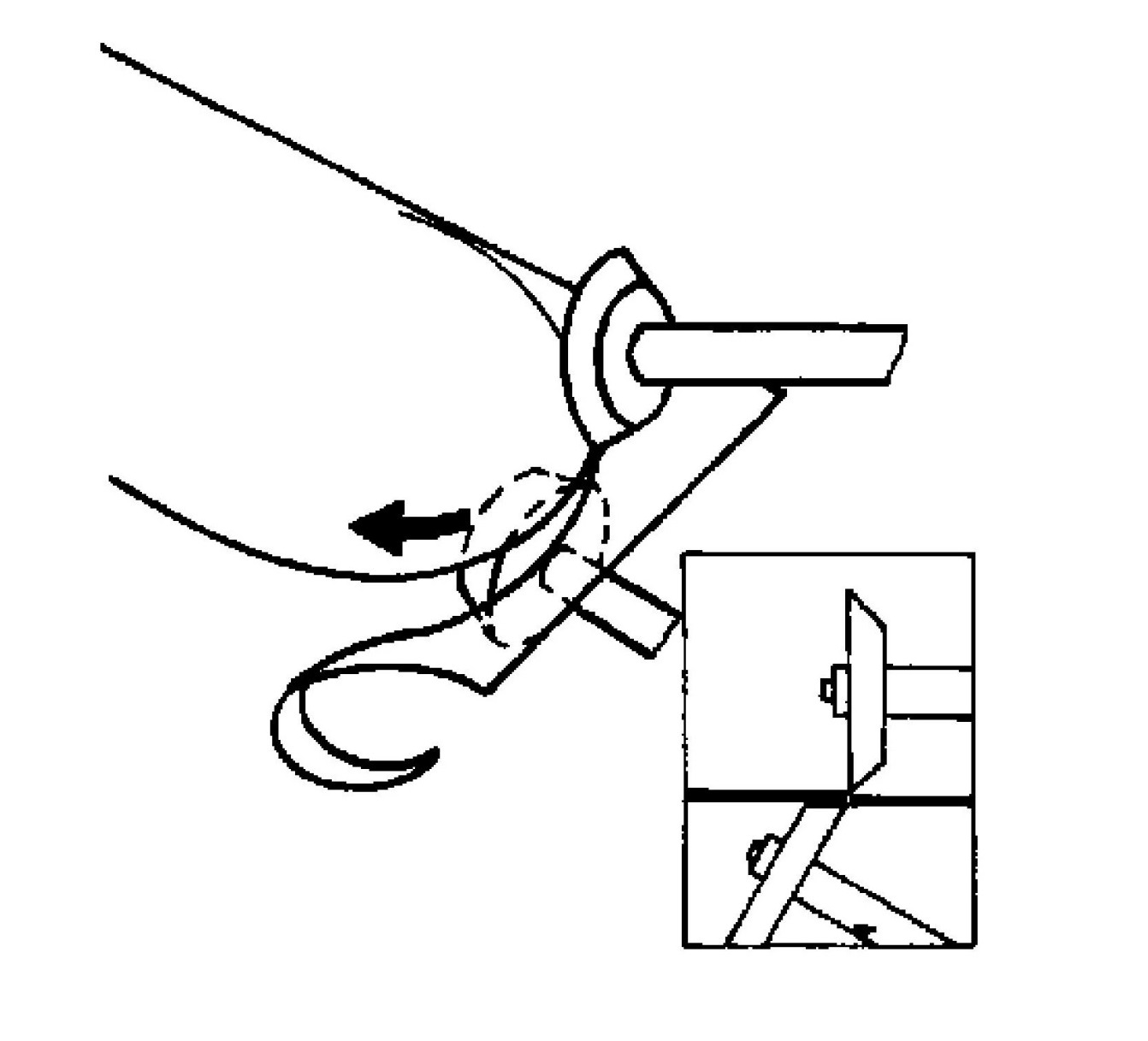
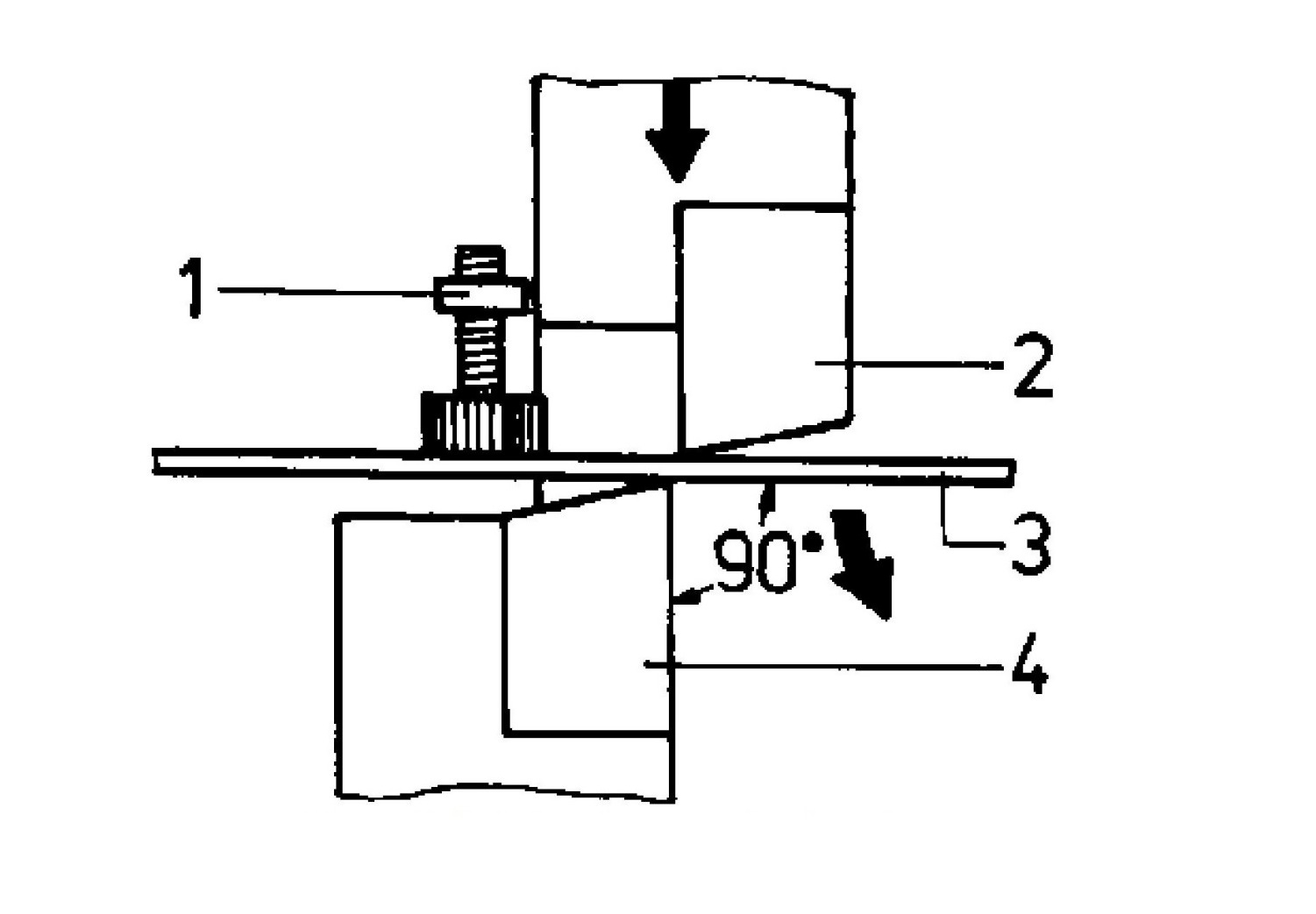
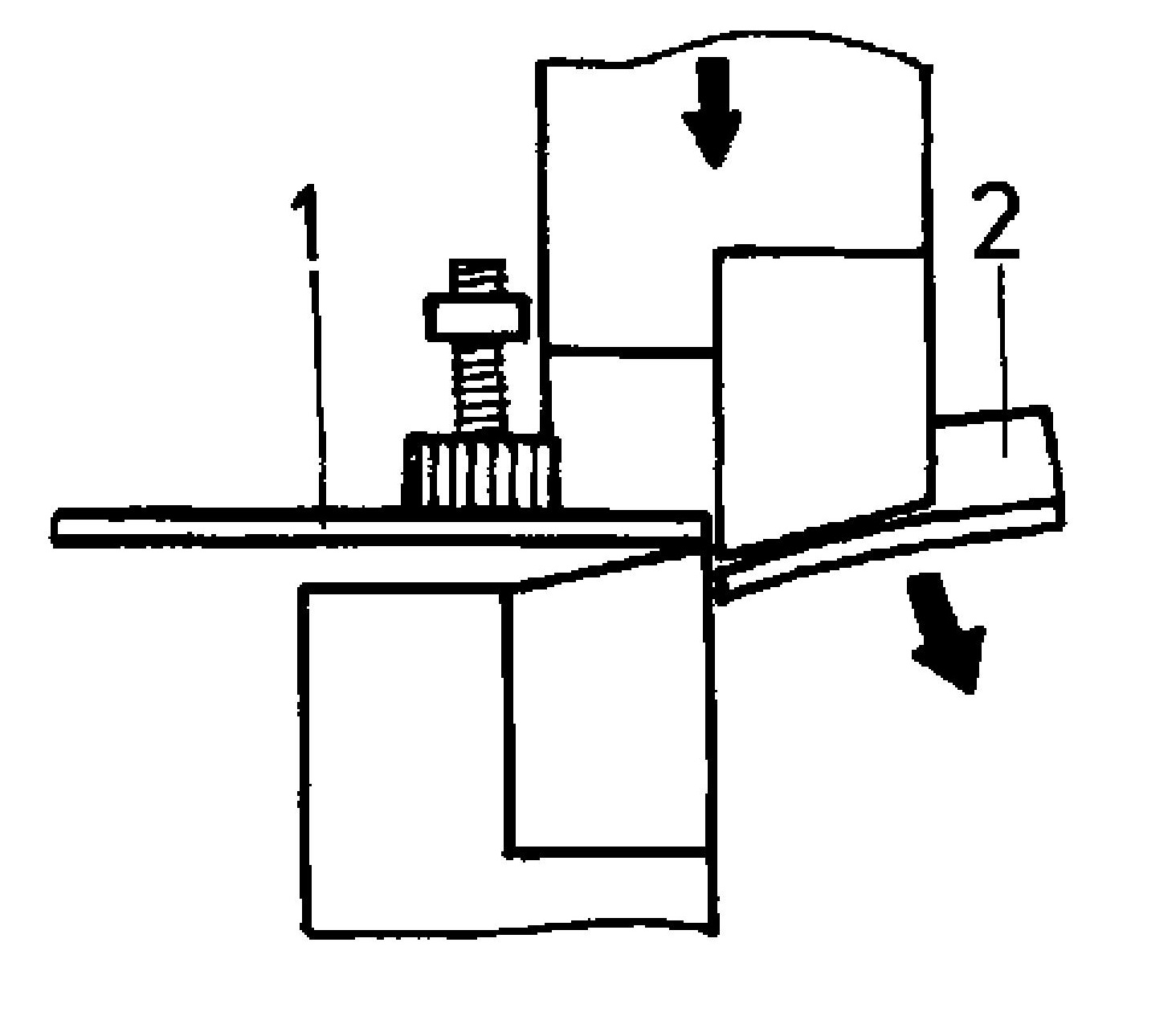
6.3การตัดส่วนมุมด้วยกรรไกรตัดแบบคันโยก
- ทำเครื่องหมายพื้นผิวด้านใน
- ใส่ที่ยึดใบมีดเข้าไปในส่วนโปรไฟล์
- สอดคล้องกับความทันสมัย
- ปลดล็อคและดึงคันโยกลงด้วยแรง
- ทิ้งขยะทันที

7.0แนวทางความปลอดภัยในการตัดเฉือน
- สวมถุงมือเมื่อจับแผ่นโลหะ
- ให้มือของคุณอยู่ห่างจากบริเวณใบมีด
- ใช้เฉพาะเครื่องมือที่ได้รับการบำรุงรักษาอย่างถูกต้องเท่านั้น
- ยึดคันโยกมือหลังจากตัด
- ใช้มีดตัดส่วนสำหรับโปรไฟล์โครงสร้าง
- ปฏิบัติตามคำแนะนำทั้งหมดจากผู้ผลิตอุปกรณ์
- กำจัดเศษที่งอหรือคมทันทีเพื่อหลีกเลี่ยงการบาดเจ็บ
8.0คำถามที่พบบ่อย
ถ้าระยะห่างใบมีดกว้างเกินไปจะเกิดอะไรขึ้น?
คุณภาพพื้นผิวไม่ดี มีเสี้ยน และแผ่นโค้งงอ
ทำไมมุมลิ่มใบมีดถึงกว้างมาก?
เพื่อให้มั่นใจถึงความเสถียรและความทนทานของคมตัด
ความแตกต่างระหว่างการตัดออกกับการเจาะรูคืออะไร?
เมื่อตัดออก ชิ้นด้านในจะถูกเก็บไว้ เมื่อเจาะ ชิ้นด้านในจะเป็นขยะ
เหตุใดมุมเอียง 15° จึงมีความสำคัญ?
ช่วยลดแรงตัดที่จำเป็นและปรับปรุงคุณภาพการตัด
เหตุใดจึงต้องตัดส่วนโครงสร้างด้วยมีดตัดส่วน?
ใบมีดแบนอาจบิ่นหรือหักได้เมื่อตัดส่วนที่เป็นเนื้อแข็ง
9.0บทสรุป
การตัดเฉือนเป็นวิธีการที่รวดเร็ว มีประสิทธิภาพ และเชื่อถือได้สำหรับการแปรรูปแผ่นโลหะและเหล็ก ความเชี่ยวชาญในการเลือกเครื่องมือ การปรับเครื่องจักร และขั้นตอนความปลอดภัย ช่วยให้มั่นใจได้ถึงผลลัพธ์ที่มีคุณภาพและลดความเสี่ยงในการผลิตโลหะ




