

การแนะนำ
ความคลาดเคลื่อนของการผลิตแผ่นโลหะเป็นตัวกำหนดความคลาดเคลื่อนของขนาด รูปทรง และคุณสมบัติอื่นๆ ที่ยอมรับได้ของชิ้นส่วนที่ผลิตขึ้น ความคลาดเคลื่อนเหล่านี้มีความสำคัญอย่างยิ่งต่อ การติดตั้งที่แม่นยำ, การประกอบที่สม่ำเสมอ, และ การบูรณาการที่ราบรื่น พร้อมส่วนประกอบอื่นๆ
ในกรณีส่วนใหญ่ผู้ผลิตปฏิบัติตาม ISO 2768-มก. เพื่อควบคุม:
- มิติเชิงเส้นและเชิงมุม
- ความเรียบและความตรง
- ความเป็นทรงกระบอกและความเป็นวงกลม
ส่วนต่อไปนี้สรุป ความคลาดเคลื่อนมาตรฐาน และ เคล็ดลับการออกแบบที่สำคัญ เพื่อให้บรรลุการผลิตแผ่นโลหะอย่างแม่นยำและมีประสิทธิภาพ


1.0ค่าความคลาดเคลื่อนมาตรฐานสำหรับการผลิตแผ่นโลหะ
1.1ความคลาดเคลื่อนในการปั่นโลหะ (มาตรฐานอ้างอิง ISO 2768)
ตารางด้านล่างแสดงค่าเบี่ยงเบนที่ยอมรับได้ (มม.) ตาม มาตราฐาน ISO 2768, ขึ้นอยู่กับช่วงความยาวที่กำหนดที่แตกต่างกัน:
ISO 2768 คืออะไร? คำแนะนำฉบับสมบูรณ์เกี่ยวกับค่าความคลาดเคลื่อนมาตรฐาน
| ช่วงขนาดที่กำหนด (มม.) | ดี (ฉ) | ขนาดกลาง (ม.) | หยาบ (ค) | หยาบมาก (ก.) |
| 0.5 ถึง 3 | ±0.1 | ±0.2 | - | - |
| มากกว่า 3 ถึง 6 | ±0.05 | ±0.1 | ±0.3 | ±0.5 |
| เกิน 30 ถึง 120 | ±0.1 | ±0.2 | ±0.5 | ±1.0 |
| มากกว่า 120 ถึง 400 | ±0.15 | ±0.3 | ±0.8 | ±1.5 |
| มากกว่า 400 ถึง 1,000 | ±0.2 | ±0.5 | ±1.2 | ±2.5 |
| มากกว่า 1000 ถึง 2000 | ±0.3 | ±0.8 | ±2.0 | ±4.0 |
| มากกว่า 2000 ถึง 4000 | ±0.5 | ±1.2 | ±3.0 | ±6.0 |
1.2รัศมีภายนอกและความสูงของแชมเฟอร์
| ระยะ (มม.) | ดี (ฉ) | ขนาดกลาง (ม.) | หยาบ (ค) | หยาบมาก (ก.) |
| 0.5 ถึง 3 | ±0.2 | ±0.2 | ±0.4 | ±0.4 |
| มากกว่า 3 ถึง 6 | ±0.5 | ±0.5 | ±1.0 | ±1.0 |
| มากกว่า 6 | ±1.0 | ±1.0 | ±2.0 | ±2.0 |
1.3ความคลาดเคลื่อนของมิติเชิงมุม
| ความยาวที่กำหนด (มม.) | ดี (ฉ) | ขนาดกลาง (ม.) | หยาบ (ค) | หยาบมาก (ก.) |
| สูงสุด 10 | ±1° | ±1° | ±1°30′ | ±2° |
| มากกว่า 10 ถึง 50 | ±0°30′ | ±0°30′ | ±1° | ±2° |
| มากกว่า 50 ถึง 120 | ±0°20′ | ±0°20′ | ±0°30′ | ±1° |
| มากกว่า 120 ถึง 400 | ±0°10′ | ±0°10′ | ±0°15′ | ±0°30′ |
| มากกว่า 400 | ±0°05′ | ±0°05′ | ±0°10′ | ±0°20′ |
2.0เคล็ดลับการออกแบบสำหรับงานโลหะแผ่น
การปรับปรุงการออกแบบของคุณจะช่วยลดต้นทุนการผลิตและรับประกันผลลัพธ์คุณภาพสูง ด้านล่างนี้คือ แนวทางการออกแบบที่สำคัญ ตามมาตรฐานปฏิบัติ DfM และการวิเคราะห์อุตสาหกรรม
2.1ความหนาของผนัง
ความสม่ำเสมอ: การรักษาความหนาของผนังให้สม่ำเสมอทั่วทั้งชิ้นส่วนเป็นสิ่งสำคัญอย่างยิ่งต่อความสมบูรณ์ของโครงสร้างและการประกอบที่แม่นยำ ความหนาที่ไม่สม่ำเสมออาจนำไปสู่ปัญหาการบิดงอ การจัดตำแหน่งที่ไม่ถูกต้อง และปัญหาความคลาดเคลื่อนระหว่างการผลิต
ช่วงความหนาที่แนะนำ:
- งานผลิตทั่วไป: 9 – 20 มม. (โดยทั่วไปสำหรับแผ่นที่มีความหนาน้อยกว่า 3 มม. ประมวลผลด้วย เครื่องตัด หรือกรรไกรตัดกระดาษ)
- การตัดด้วยเลเซอร์:5 – 10 มม. เหมาะอย่างยิ่งเมื่อใช้เครื่องตัดเลเซอร์ CNC ซึ่งให้ความแม่นยำสูงและการบิดเบือนจากความร้อนน้อยที่สุด
- การดัด: แนะนำให้ใช้ 5 – 6 มม. เพื่อผลลัพธ์ที่สม่ำเสมอบนเครื่องดัดเบรกหรือ เครื่องดัดเบรกแบบ CNCเพื่อให้แน่ใจว่าโค้งงอได้อย่างแม่นยำโดยไม่แตกร้าวหรือเกิดการคืนตัวมากเกินไป
2.2โค้ง
การดัดเป็นกระบวนการสำคัญในการผลิตแผ่นโลหะ ซึ่งส่งผลโดยตรงต่อความแม่นยำและคุณภาพโดยรวมของชิ้นงาน การเลือกพารามิเตอร์ที่เหมาะสมจะช่วยให้วัสดุเกิดการเสียรูปน้อยที่สุดและมีความคลาดเคลื่อนคงที่ การดัดส่วนใหญ่ดำเนินการด้วยเครื่องดัดแบบกด (Press Brake Machine) หรือเครื่องดัดแบบ CNC (CNC Press Brake) ซึ่งช่วยให้สามารถควบคุมมุมและขนาดของการดัดได้อย่างแม่นยำ
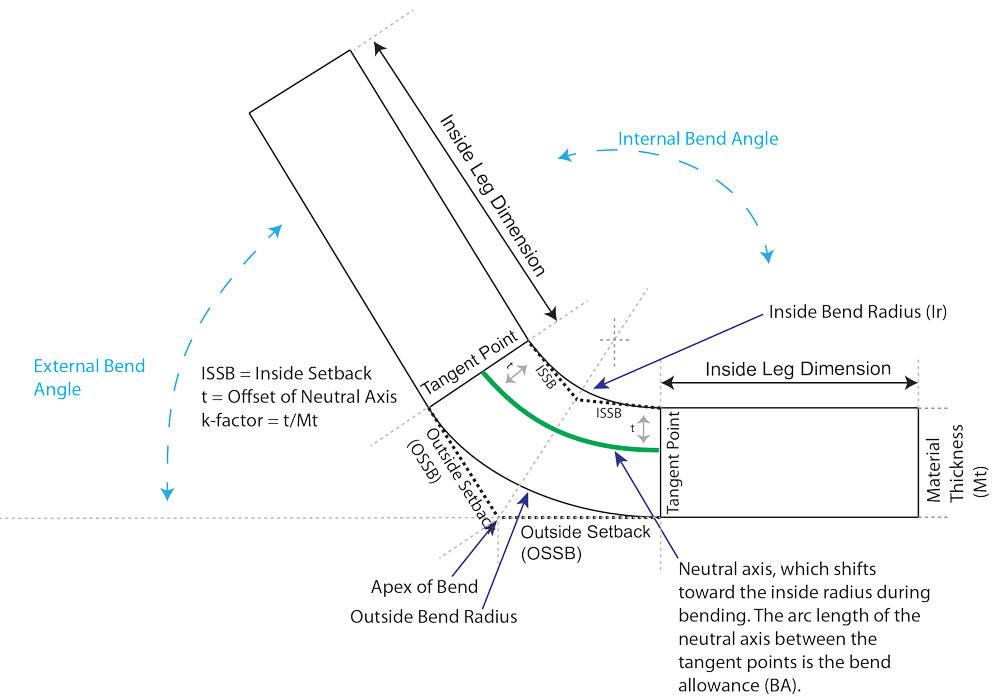
2.3ปัจจัย K
- คำนิยาม: ปัจจัย K คืออัตราส่วนระหว่างแกนกลาง (t) และความหนาของวัสดุ (Mt) แสดงเป็น K = t / Mt.
- ช่วงที่แนะนำ: 3 – 0.5 (โดยเฉลี่ยอยู่ที่ ~0.4468 สำหรับโลหะส่วนใหญ่)
- วัตถุประสงค์: การคำนวณค่า K อย่างแม่นยำช่วยให้กำหนดค่าเผื่อการโค้งงอและรูปแบบแบน ป้องกันการฉีกขาดและวัสดุบางเกินไป เครื่องดัดเบรกแบบ CNC ด้วยเครื่องคำนวณค่าเผื่อการโค้งงอแบบตั้งโปรแกรมได้ จึงสามารถปรับค่า K-factor ได้โดยอัตโนมัติเพื่อความแม่นยำในการทำซ้ำ
2.4รัศมีการโค้งงอ
- คำนิยาม: รัศมีการโค้งงอคือระยะห่างระหว่างแกนการโค้งงอและพื้นผิวด้านในของวัสดุ
- แนวทางปฏิบัติ:
- สำหรับวัสดุที่มีความเหนียว เช่น สแตนเลส โค้งภายใน รัศมี ควรมีอย่างน้อยเท่ากับความหนาของวัสดุเพื่อป้องกันการแตกร้าว
- สำหรับโลหะเปราะ (เช่น โลหะผสมอลูมิเนียม) ขอแนะนำให้ใช้รัศมีการโค้งงอที่ใหญ่ขึ้นเพื่อลดความเครียดและการบิดเบือน
- เคล็ดลับอุปกรณ์: ทันสมัย เครื่องดัดเบรกแบบ CNC ด้วยเครื่องมือรัศมี เหมาะอย่างยิ่งสำหรับการบรรลุรัศมีการโค้งงอที่สม่ำเสมอ แม้ในส่วนประกอบที่ซับซ้อน
2.5การวางแนวโค้ง
การรักษาทิศทางการดัดให้สม่ำเสมอช่วยลดความจำเป็นในการเปลี่ยนทิศทางชิ้นส่วน ซึ่งช่วยลดต้นทุนการผลิตและลดระยะเวลาดำเนินการ อัตโนมัติ เครื่องพับเบรก การใช้เกจวัดด้านหลังแบบหลายแกนช่วยลดการปรับด้วยมือลงอีก ทำให้มั่นใจได้ว่าทิศทางการดัดจะสม่ำเสมอตลอดการผลิต
2.6การบรรเทาโค้งงอ
การเพิ่มการบรรเทาการโค้งงอเป็นสิ่งสำคัญเพื่อป้องกันการฉีกขาดหรือการเสียรูปใกล้ขอบ
- ความลึก: มากกว่ารัศมีการโค้งงอ
- ความกว้าง: อย่างน้อยก็เท่ากับความหนาของวัสดุ
- ประโยชน์: การคลายการโค้งงอช่วยเพิ่มความแข็งและลดการคืนตัว โดยเฉพาะบนเหล็กกล้าแรงสูงที่ผ่านการแปรรูปด้วย เครื่องเบรกไฮดรอลิก หรือ เครื่องดัดเบรกแบบ CNC Servo-Electric.
2.7ความสูงของโค้ง
- ความสูงขั้นต่ำ: อย่างน้อย 2 × ความหนาของวัสดุ + รัศมีการโค้งงอ.
- เหตุผล: ความสูงของการดัดที่เล็กเกินไปทำให้ยากต่อการวางตำแหน่งแผ่นงานในเบรกกดอย่างแม่นยำ ซึ่งอาจส่งผลให้คุณภาพการดัดไม่ดีหรือเกิดการเสียรูปได้ เครื่องดัดเบรกแบบ CNC แนะนำให้ใช้ระบบการยึดจับที่แม่นยำเพื่อสร้างความสูงโค้งเล็กๆ ในขณะที่ยังคงรักษาความคลาดเคลื่อนที่แคบไว้
2.8ชายกระโปรง
มีการใช้ชายเสื้อเพื่อกำจัดขอบคม เพิ่มความปลอดภัย และเพิ่มความแข็งแรงเชิงโครงสร้างให้กับส่วนประกอบแผ่นโลหะ
- ความสม่ำเสมอ: ปฏิบัติตามแนวทางการวางแนวโค้งเดียวกันเพื่อลดการวางแนวชิ้นส่วนที่ไม่จำเป็นใหม่ ซึ่งจะช่วยเพิ่มประสิทธิภาพ เครื่องพับเบรก.
- ความสูงโค้ง: ควรเป็นไปตามคำแนะนำความสูงโค้งโดยทั่วไป (≥2 × ความหนาของวัสดุ + รัศมีการโค้งงอ).
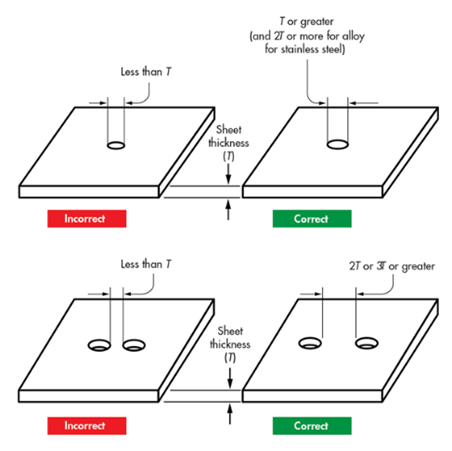
2.9ขนาดและระยะห่างของรู
แนวทางปฏิบัติ
- เส้นผ่านศูนย์กลาง: ≥ ความหนาของวัสดุ (ควรใหญ่กว่าเพื่อลดการสึกหรอของเครื่องมือและต้นทุน)
- ระยะห่าง: ≥ 2 × ความหนาของแผ่นโลหะ
- ระยะห่างของขอบ: ≥ ความหนาของวัสดุเพื่อหลีกเลี่ยงการฉีกขาด
ตารางสรุป
| คุณสมบัติการออกแบบ | ค่าที่แนะนำ |
| เส้นผ่านศูนย์กลางรูขั้นต่ำ | ≥ ความหนาของวัสดุ |
| ระยะห่างของรู | ≥ 2 × ความหนาของวัสดุ |
| ระยะห่างจากขอบ | ≥ ความหนาของวัสดุ |
2.10ลอนและเคาน์เตอร์ซิงค์
ลอนผม
- รัศมีภายนอก: ≥ 2 × ความหนาของวัสดุ
- ขนาดรูใกล้ลอน: ≥ รัศมีการม้วนงอ + ความหนาของวัสดุ
เคาน์เตอร์ซิงค์
- ความลึก: ≤ 0.6 × ความหนาของวัสดุ
- ระยะห่างระหว่างศูนย์กลาง: ≥ 8 × ความหนาของวัสดุ
- ระยะห่างจากแนวโค้ง: ≥ 3 × ความหนาของวัสดุ
2.11แท็บและรอยบาก
แท็บ
- ความยาว: ≤ 5 × กว้าง.
- ความกว้าง: ≥ 2 × ความหนาของวัสดุ
รอยบาก
- ความกว้าง: ≥ ความหนาของวัสดุ
- ระยะห่าง: ≥ 1/8 นิ้วระหว่างรอยบาก
- ความใกล้ชิดกับโค้ง: ≥ 3 × ความหนาของโลหะ + รัศมีการโค้งงอ
2.12ข้อควรพิจารณาเกี่ยวกับมาตรวัดแผ่นโลหะ
- แผ่นหนาขึ้น:อาจจำกัดมุมโค้งที่สามารถทำได้และทำให้เกิดรอยแตกร้าวขนาดเล็กได้
- แนวทางปฏิบัติที่แนะนำ:ใช้โลหะที่บางกว่าและอ่อนตัวได้มากกว่า เว้นแต่จะต้องมีความแข็งแรงโครงสร้างสูง
3.0วัสดุสำหรับงานโลหะแผ่น
การเลือกใช้วัสดุที่เหมาะสมขึ้นอยู่กับ การใช้งาน ความแข็งแรง ความต้านทานการกัดกร่อน และความสามารถในการตัดเฉือนด้านล่างนี้เป็นตัวเลือกทั่วไป:

3.1สแตนเลส
คุณสมบัติ: ทนทานต่อการกัดกร่อน มีความทนทานสูง ทนต่ออุณหภูมิ ขึ้นรูปได้ดี
แอปพลิเคชั่น:
- อุปกรณ์ประกอบอาหาร
- ชิ้นส่วนอากาศยานและยานยนต์
- อุปกรณ์แปรรูปอาหาร
- ภาชนะบรรจุสารเคมีและเชื้อเพลิง
3.2เหล็กกล้ารีดร้อน
คุณสมบัติ:มีความยืดหยุ่น ปรับเปลี่ยนได้ มีความคลาดเคลื่อนของมิติที่ไม่เข้มงวดมากนัก
แอปพลิเคชั่น:
- โครงรถ
- อุปกรณ์การเกษตร
- รางรถไฟและส่วนประกอบรถยนต์
3.3เหล็กกล้ารีดเย็น
คุณสมบัติ: ~20% แข็งแรงกว่าเหล็กแผ่นรีดร้อน ผิวเรียบ
แอปพลิเคชั่น:
- ชิ้นส่วนยานยนต์
- เครื่องใช้ไฟฟ้าในบ้าน
- อุปกรณ์ไฟส่องสว่าง
3.4ทองแดงและทองเหลือง
- ทองแดง:มีความยืดหยุ่น ทนทานต่อการกัดกร่อน ขึ้นรูปได้ง่าย
- ทองเหลือง: ทนทานต่อการกัดกร่อน มีค่าการนำไฟฟ้าสูง ทนต่ออุณหภูมิสูง
- แอปพลิเคชั่น: อุปกรณ์ติดตั้ง อุปกรณ์อิเล็คทรอนิกส์ อุปกรณ์เครื่องครัว.
3.5เหล็กชุบสำเร็จรูป
- คุณสมบัติ:เหล็กชุบสำเร็จรูป มักผ่านกระบวนการ เครื่องป้อนม้วนและยืดตรง เส้นช่วยให้การป้อนงานปั๊มและดัดเป็นไปอย่างราบรื่น
- แอปพลิเคชั่น: ตัวเครื่อง, กล่องหุ้มอุปกรณ์.
3.6อลูมิเนียม
คุณสมบัติ:น้ำหนักเบา แข็งแรง ทนทานต่อการกัดกร่อน นำความร้อนและไฟฟ้าได้ดี
แอปพลิเคชั่น:
- ชิ้นส่วนยานยนต์และเครื่องบิน
- ตู้ไฟฟ้า
- บรรจุภัณฑ์อาหาร
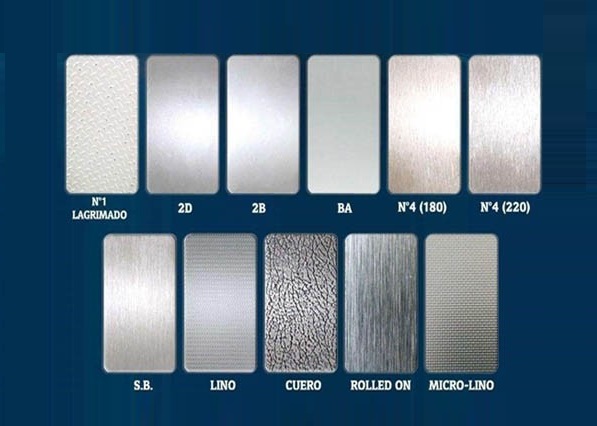
4.0ตัวเลือกการตกแต่งพื้นผิวสำหรับแผ่นโลหะ
4.1การพ่นทรายด้วยลูกปัด
- กระบวนการ:อนุภาคที่มีฤทธิ์กัดกร่อน (ทรายหรือลูกปัดแก้ว) จะถูกพ่นด้วยอากาศอัด
- ข้อดี:เนื้อแมทเรียบเนียน เป็นมิตรกับสิ่งแวดล้อม เหมาะกับพื้นผิวที่บอบบาง
- ข้อเสีย:ไม่เร็ว ไม่เหมาะกับงานเล็ก
4.2การเคลือบผง
- กระบวนการ:สีผงจะถูกพ่นและอบเพื่อสร้างชั้นป้องกัน
- ข้อดี: ทนทานต่อการกัดกร่อนได้ดีเยี่ยม ใช้งานได้ยาวนาน ประหยัด
- ข้อเสีย:การผสมสีมีจำกัด อาจมีค่าใช้จ่ายสูงหากผลิตในปริมาณน้อย
4.3การชุบอะโนไดซ์
- ประเภท:
- ประเภทที่ 1: ชั้นบาง กรดโครมิก
- ประเภทที่ II: กรดซัลฟิวริก ทนต่อการกัดกร่อน
- Type III: เคลือบแข็ง ทนทานต่อการสึกหรอ
- ข้อดี: เคลือบสารป้องกันรังสี UV ทนทาน
- ข้อเสีย:จำกัดเฉพาะโลหะบางชนิด
4.4การแปรงฟัน
- กระบวนการ:แปรงเส้นใยช่วยขจัดคราบเสี้ยนและปรับปรุงความเรียบเนียนของพื้นผิว
- ข้อดี: เพิ่มความทนทานและทนต่อการกัดกร่อน
- ข้อเสีย: อาจเกิดความเสียหายได้ อาจมีรอยแปรงหลงเหลืออยู่
4.5การพิมพ์สกรีน
- ใช้: โลโก้ ฉลาก คำแนะนำด้านความปลอดภัย
- ข้อดี: คุ้มค่า ไม่มีข้อจำกัดขนาดสี
- ข้อเสีย:การจับคู่สีที่แม่นยำเป็นเรื่องยาก
4.6เหตุใดการควบคุมความคลาดเคลื่อนจึงมีความสำคัญในการผลิตแผ่นโลหะ
การรักษาระดับความคลาดเคลื่อนที่เข้มงวดจะช่วยให้:
- การประกอบและการติดตั้งที่แม่นยำ
- ลดการสูญเสียวัสดุและการทำงานซ้ำ
- ความทนทานและประสิทธิภาพที่ได้รับการปรับปรุง
- ต้นทุนการผลิตที่ต่ำลงและระยะเวลาดำเนินการที่รวดเร็วขึ้น
5.0บทสรุป
การเข้าใจและการประยุกต์ใช้อย่างถูกต้อง ความคลาดเคลื่อนในการผลิตแผ่นโลหะ เป็นสิ่งสำคัญสำหรับการสร้างความมั่นใจ ชิ้นส่วนคุณภาพสูง, ประสิทธิภาพด้านต้นทุน, และ วงจรการผลิตที่รวดเร็ว. ปฏิบัติตามมาตรฐาน ISO 2768 และรวม การออกแบบเพื่อการผลิต (DfM) หลักการต่างๆ เช่น การรักษาความหนาของผนังให้สม่ำเสมอ รัศมีการโค้งงอที่ถูกต้อง และระยะห่างของรูที่เหมาะสม จะช่วยลดการทำงานซ้ำ ปรับปรุงความแม่นยำในการประกอบ และยืดอายุการใช้งานของผลิตภัณฑ์
เมื่อรวมกับสิทธิ การเลือกใช้วัสดุ และ ตัวเลือกการตกแต่งพื้นผิวแนวทางปฏิบัตินี้ช่วยให้ผู้ผลิตบรรลุผลลัพธ์ที่สอดคล้องกันในอุตสาหกรรมต่างๆ เช่น ยานยนต์, การบินและอวกาศ, อิเล็กทรอนิกส์, และ เครื่องจักรอุตสาหกรรม.
6.0คำถามที่พบบ่อย (FAQ)
ค่าความคลาดเคลื่อนมาตรฐานในการผลิตแผ่นโลหะคือเท่าไร?
ผู้ผลิตส่วนใหญ่ปฏิบัติตาม ISO 2768-มก.โดยมีความคลาดเคลื่อนของมิติเชิงเส้นตั้งแต่ ±0.05 มม. สำหรับชิ้นส่วนขนาดเล็กไปจนถึง ±6.0 มม. สำหรับส่วนประกอบขนาดใหญ่มาก
ค่า K-factor ที่แนะนำสำหรับการดัดแผ่นโลหะคือเท่าไร?
การ ปัจจัย K โดยทั่วไปมีตั้งแต่ 0.3 ถึง 0.5, มีค่าเฉลี่ยเท่ากับ 0.4468 สำหรับการดัดงอส่วนใหญ่
ความหนาของผนังส่งผลต่อการผลิตแผ่นโลหะอย่างไร?
แผ่นที่หนากว่าจะช่วยเพิ่มความแข็งแรงของโครงสร้าง แต่อาจจำกัดมุมโค้งงอที่ทำได้และเพิ่มความเสี่ยงต่อการแตกร้าว แผ่นที่บางกว่าจะขึ้นรูปและโค้งงอได้ง่ายกว่า แต่อาจลดความแข็งแกร่งของโครงสร้าง
วัสดุใดมีคุณสมบัติต้านทานการกัดกร่อนได้ดีที่สุด?
สแตนเลส, อลูมิเนียม, ทองแดง และทองเหลือง ทนทานต่อการกัดกร่อนได้ดีเยี่ยม สเตนเลสสตีลนิยมใช้ในอุตสาหกรรมอาหาร การแพทย์ และเคมี
การตกแต่งพื้นผิวแบบใดจึงจะเหมาะที่สุดสำหรับการใช้งานกลางแจ้ง?
การเคลือบผง และ การชุบอะโนไดซ์ เหมาะอย่างยิ่งสำหรับการใช้งานกลางแจ้งเนื่องจากมีความทนทานต่อการกัดกร่อน รังสี UV และสภาพอากาศสูง




