
- 1.0การเฉือนในการขึ้นรูปโลหะคืออะไร?
- 2.0การดำเนินการเฉือนและกลไกเครื่องมือ
- 3.0การเจาะและการเฉือน: ความแตกต่างที่สำคัญในการตัดโลหะ
- 4.0ประเภททั่วไปของเทคนิคการเฉือนในการตัดแผ่นโลหะ
- 5.0เครื่องตัด: ประเภทและหลักการในการตัด
- 6.0วิธีเพิ่มประสิทธิภาพการทำงานของเครื่องตัดเฉือน
- 7.0กรณีศึกษา: การประยุกต์ใช้กระบวนการเฉือนแบบสร้างสรรค์
- 8.0บทสรุปและข้อเสนอแนะ
- 9.0คำถามที่พบบ่อย (FAQ)
1.0การเฉือนในการขึ้นรูปโลหะคืออะไร?
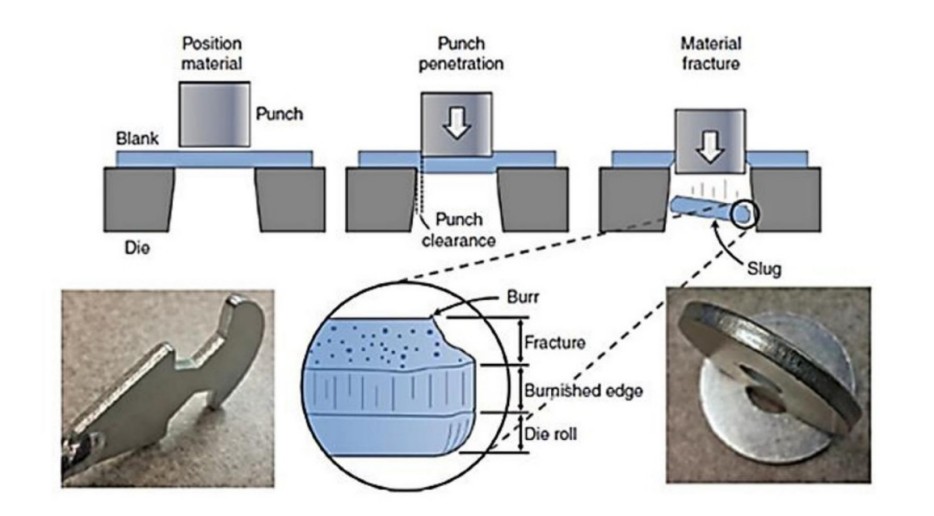
การตัดเฉือน (Shearing) เป็นกระบวนการตัดเชิงกลที่ใช้แยกวัสดุ โดยเฉพาะอย่างยิ่งแผ่นโลหะ โดยไม่ทำให้เกิดเศษโลหะ การเผาไหม้ หรือการหลอมละลาย เทคนิคนี้ใช้กันอย่างแพร่หลาย การดำเนินการเตรียมการ สำหรับการผลิตขั้นปลายเนื่องจากความสามารถในการรักษาความแม่นยำและความสม่ำเสมอในผลิตภัณฑ์ขั้นสุดท้าย
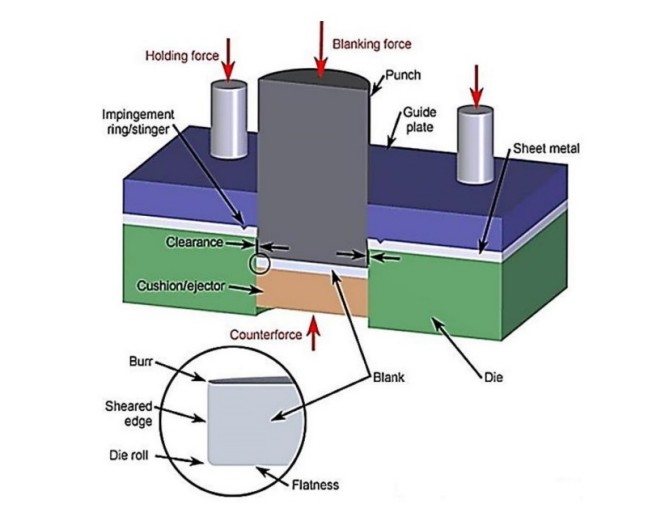
การเฉือนยังเรียกอีกอย่างหนึ่งว่า การตัดแผ่นโลหะเมื่อแรงเฉือนเกินกำลังเฉือนสูงสุดของวัสดุ วัสดุจะแตกและแยกออกจากกัน ณ ตำแหน่งที่กระทำ กระบวนการเฉือนใช้เครื่องมือหลักสองอย่าง ได้แก่ แม่พิมพ์ (หรือใบมีดด้านบนและด้านล่าง) ซึ่งอยู่เหนือและใต้แผ่นตามลำดับ (รูปที่ 1)
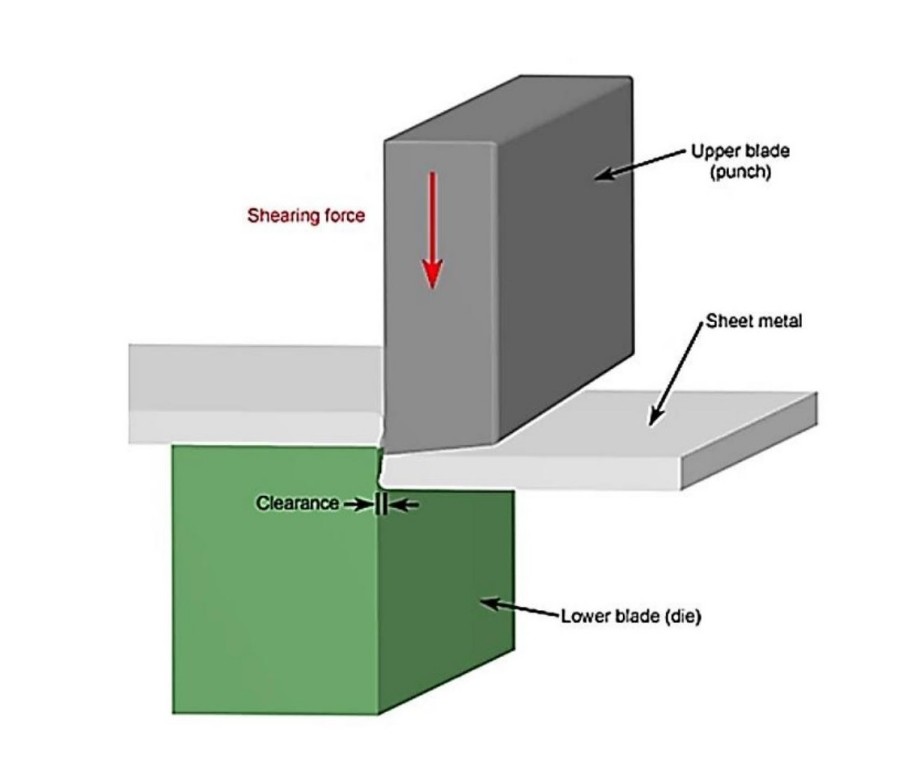
ระยะห่างระหว่างใบมีดด้านบนและด้านล่างโดยทั่วไปจะอยู่ระหว่าง 2% ถึง 10% ของความหนาของแผ่น ขึ้นอยู่กับคุณสมบัติเชิงกลของวัสดุ เช่น ความแข็งแรงเฉือน ระยะห่างที่เหมาะสมช่วยให้การตัดมีประสิทธิภาพและส่งเสริม การเสียรูปของพลาสติก โดยไม่ทำให้วัสดุเสียหาย
2.0การดำเนินการเฉือนและกลไกเครื่องมือ
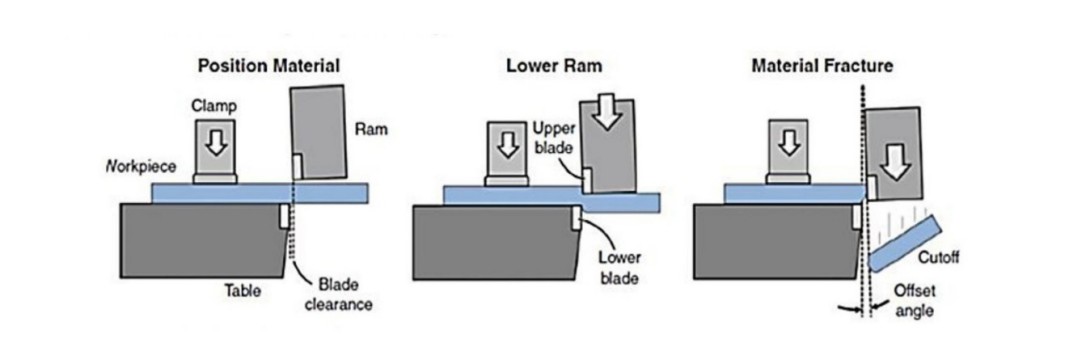
เมื่อใบมีดสองใบตัดผ่านแผ่น การทำงานนี้โดยทั่วไปเรียกว่า การเฉือนอย่างไรก็ตาม เมื่อใบมีดมีมุมหรือกำหนดค่าแตกต่างกัน การดำเนินการเช่น การตีเส้น การเจาะ การบาก หรือการตัดแต่ง ดำเนินการแล้ว จากมุมมองการออกแบบเครื่องมือและพฤติกรรมของวัสดุ ทั้งหมดนี้ถือเป็นกระบวนการที่เกี่ยวข้องกับการเฉือน
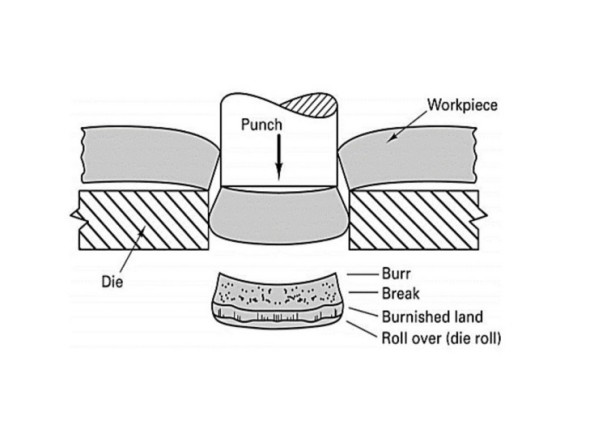
ในการตัดเฉือนแบบทั่วไป แม่พิมพ์จะดันโลหะให้ทะลุผ่านแม่พิมพ์ ทำให้เกิดการเสียรูปเฉพาะจุดตามแนวเฉือนที่แคบ ความหนาของแผ่นเหล็กจะคงอยู่ที่ 5%–10% เมื่อดำเนินการภายใต้สภาวะอัดแรง วิธีนี้จะช่วยลดการแตกหักและเพิ่ม เศษส่วนขอบเรียบภายใต้แรงกดที่เพียงพอ วัสดุอาจเกิดการเฉือนได้หมดโดยมีการแตกหักของพื้นผิวเพียงเล็กน้อย
3.0การเจาะและการเฉือน: ความแตกต่างที่สำคัญในการตัดโลหะ
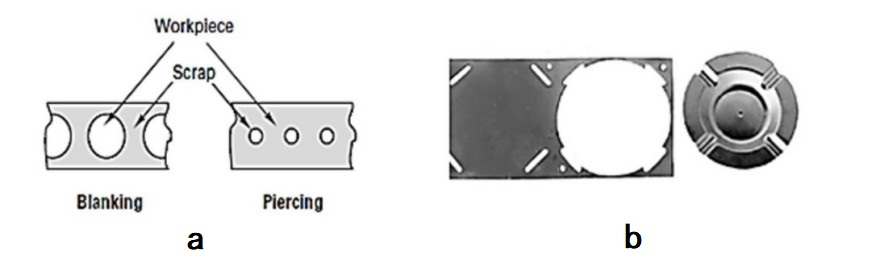
แม้ว่าจะมักใช้แทนกันได้ การเจาะและการเฉือน เป็นกระบวนการที่แตกต่างกัน การตัดเฉือนหมายถึงการใช้แรงเฉือนเพื่อแยกวัสดุตามแนวเส้นตรงหรือโค้ง ในทางกลับกัน การเจาะรูเกี่ยวข้องกับการสร้าง รูปทรงปิด โดยการนำวัสดุออกคล้ายกับการใช้เครื่องเจาะรูกระดาษ
ความแตกต่างที่สำคัญ ได้แก่:
- การเฉือน ใช้ใบพัดเชิงเส้นตรงข้ามเพื่อแยกวัสดุ
- การเจาะ มีรูปร่างปิด เช่น รูกลม
- คมตัดจะส่งผลโดยตรงต่อรูปร่างของชิ้นส่วนสุดท้าย
4.0ประเภททั่วไปของเทคนิคการเฉือนในการตัดแผ่นโลหะ
การเฉือนมีหลายประเภท แต่ละประเภทเหมาะกับงานเฉพาะ:
- การตัดแต่งแบบง่าย
- การเจาะ
- การผ่า
- การปิดกั้น
- การเจาะบาก
- จุดตัด
- การกัดแทะ
- การโกนหนวด
- การตัดแต่ง
- การรับประทานอาหาร
- การกรีด
- การปั๊มแบบละเอียด
4.1การตัด: การตัดโลหะจากคอยล์เป็นแผ่น
การตัดแผ่นโลหะม้วนให้เป็นแถบแคบโดยใช้ ใบมีดตัดแบบวงกลมกระบวนการนี้มีความต่อเนื่อง รวดเร็ว และประหยัด ทำให้ได้ผลลัพธ์ที่แม่นยำเมื่อเปรียบเทียบกับวิธีการตัดแบบอื่น
4.2การบล็อก: การสกัดรูปทรงแบบขั้นตอนเดียว
การปั๊มตัดแผ่นโลหะเป็นกระบวนการที่ใช้การเจาะเพื่อตัดแผ่นโลหะที่ต้องการ (แผ่นโลหะเปล่า) ออก โดยแยกแผ่นโลหะเปล่าออกจากวัสดุโดยรอบ
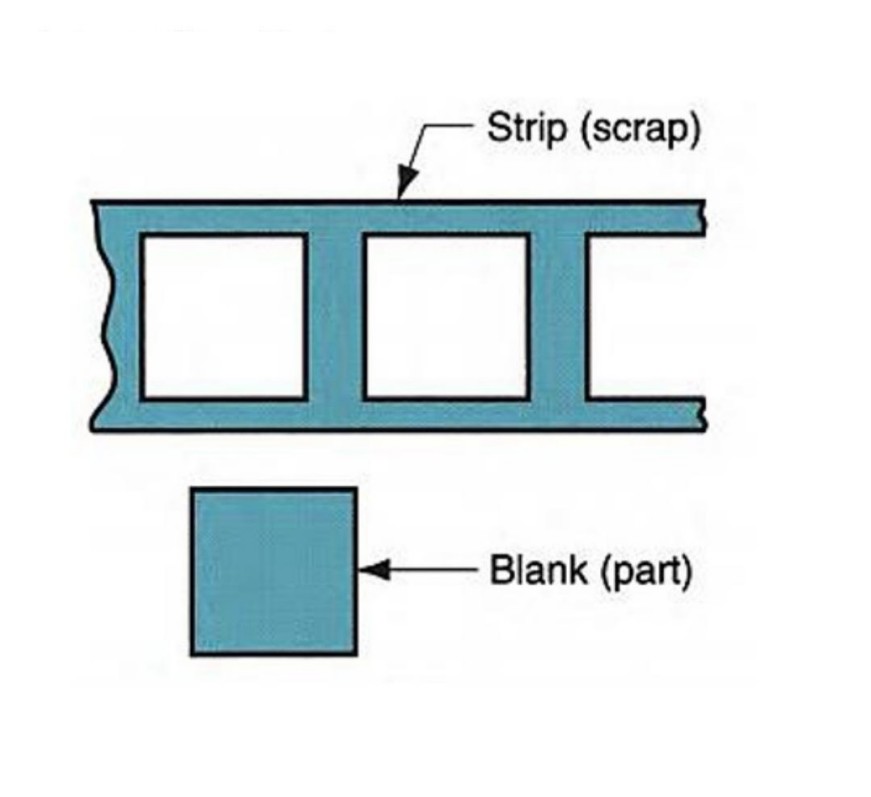
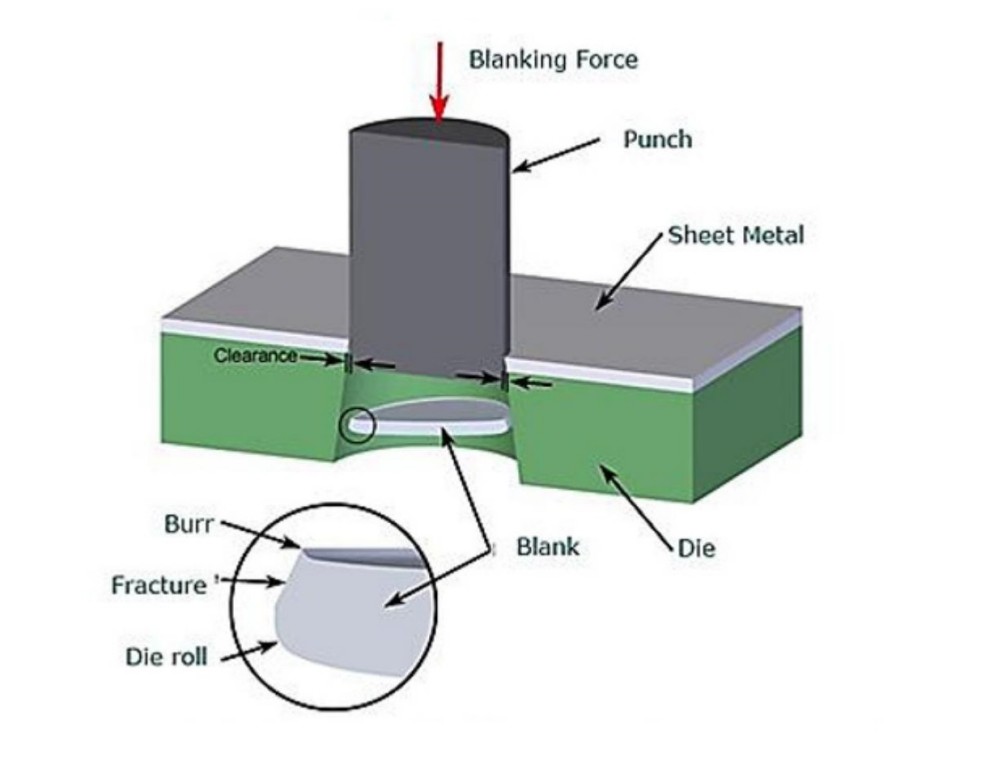
เครื่องอัดไฮดรอลิกขับเคลื่อนแม่พิมพ์ตัดแผ่นด้วยความเร็วสูงถึง 1,000 ครั้ง/นาที—ด้วยระยะห่าง 10–20% เพื่อให้สามารถตัดได้อย่างเรียบเนียน
4.3การตัดแบบละเอียด: การตัดที่มีความแม่นยำสูง
การใช้งานการตัดแบบละเอียด กองกำลังควบคุมสามฝ่าย เพื่อให้ได้ความเรียบที่เหนือกว่า การเกิดเสี้ยนน้อยที่สุด และค่าความคลาดเคลื่อนของขนาดที่ใกล้เคียง ±0.0003 การตั้งค่าจะคล้ายกับการตัดแบบธรรมดา แต่มีการควบคุมเพิ่มเติมเพื่อให้ได้ผลลัพธ์ที่มีคุณภาพสูงขึ้น
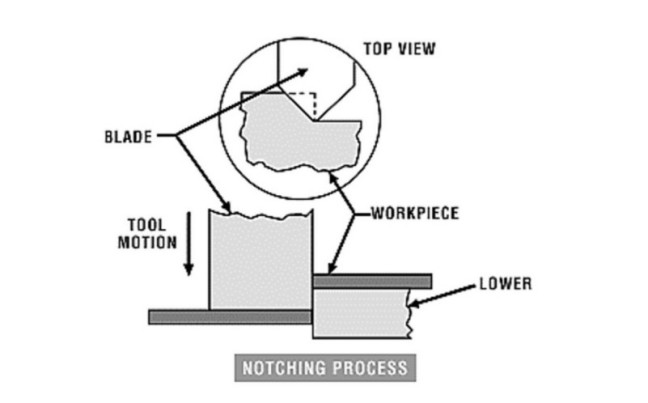
4.4การทำบาก: การกำจัดเศษขอบ
การทำบากจะกำจัดเศษวัสดุออกจากขอบชิ้นงาน โดยทั่วไปแล้วจะเป็น กระบวนการด้วยตนเองปริมาณน้อย เหมาะสำหรับรูปร่างหรือมุมที่กำหนดเอง
ข้อดี:
- ตัดมุมได้
- มีความสามารถในการสร้างรูปทรงเรขาคณิตเฉพาะที่ไม่สามารถทำได้ในการเฉือนมาตรฐาน
5.0เครื่องตัด: ประเภทและหลักการในการตัด
เครื่องตัดโลหะใช้ เหมือนกรรไกร การเคลื่อนที่หรือการเคลื่อนที่แบบใบมีดตรง เครื่องจักรขนาดเล็กอาจใช้การเคลื่อนที่แบบเชิงมุม ในขณะที่เครื่องจักรขนาดใหญ่อาศัยการเคลื่อนที่แบบ มุมคราดและระยะห่าง เพื่อเพิ่มประสิทธิภาพการทำงาน

5.1ประเภททั่วไปของเครื่องตัด:
- กรรไกรลม– ขับเคลื่อนด้วยถังอากาศ
- กรรไกรตัดไฮโดรแมคคานิกส์– ขับเคลื่อนด้วยมอเตอร์ไฮดรอลิก
- กรรไกรตัดแบบขับเคลื่อนด้วยเซอร์โว– เชื่อมต่อโดยตรงกับมอเตอร์เซอร์โว
- กรรไกรตัดไฮดรอลิก– ให้แรงตัดสูงมาก
- กรรไกรไฟฟ้า – ขับเคลื่อนโดยตรงด้วยมอเตอร์ไฟฟ้า (โดยปกติจะรวมกับระบบส่งกำลังเชิงกลหรือไฮดรอลิก)
- กรรไกรตัดมือ– ขับเคลื่อนด้วยมือด้วยคันโยกขยาย
6.0วิธีเพิ่มประสิทธิภาพการทำงานของเครื่องตัดเฉือน
กระบวนการตัดเฉือนต้องใช้แรงงานมากและต้องการการควบคุมที่แม่นยำเพื่อให้ได้ผลผลิตสูงสุด ปัจจัยสำคัญประกอบด้วย:
- ตรวจสอบให้แน่ใจว่าใบมีดตรงอย่างสมบูรณ์แบบ
- กำหนดระยะห่างตามความหนาของวัสดุ
- ยืนยันการตั้งค่าเกจวัดหลังที่ถูกต้อง
- ทำให้แผ่นคงตัวขณะตัด
- ดำเนินการบำรุงรักษาตามปกติ (การทำความสะอาด, การเปลี่ยนชิ้นส่วน)
การเฉือนเหมาะสำหรับ ทองสัมฤทธิ์ ทองเหลือง อลูมิเนียม และเหล็กกล้าคาร์บอนต่ำทำให้มีรอยตัดและความคลาดเคลื่อนน้อยที่สุด อย่างไรก็ตาม ไม่เหมาะสำหรับ วัสดุแข็งเปราะ เช่น ทังสเตน และสำหรับชิ้นส่วนที่มีความยาวน้อยกว่า 3.2 มม.
7.0กรณีศึกษา: การประยุกต์ใช้กระบวนการเฉือนแบบสร้างสรรค์
7.1กรณีที่ 1: C2S2 – การตัดแบบแถบจำกัดต่อเนื่อง
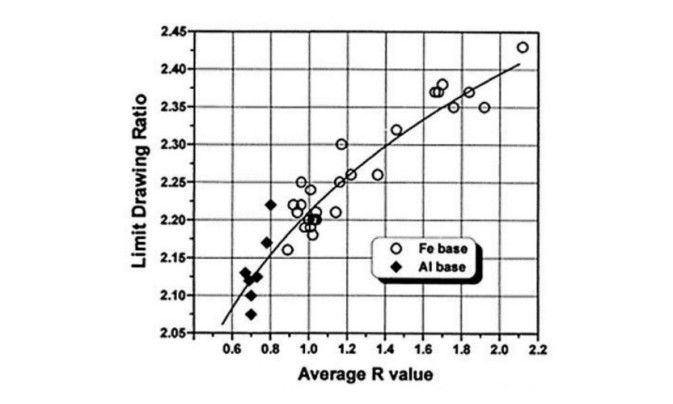
เพื่อผลิตยานพาหนะที่มีน้ำหนักเบา อะลูมิเนียม (Al) แผ่นเหล็กกำลังเข้ามาแทนที่แผ่นเหล็กที่มีน้ำหนักมาก โดยใช้ การกดเชิงมุมช่องเท่ากัน (ECAP)วิศวกรเหนี่ยวนำให้เกิดความเครียดเฉือนเพื่อเพิ่มค่า R ของโลหะ ทำให้สามารถขึ้นรูปได้ดีขึ้น
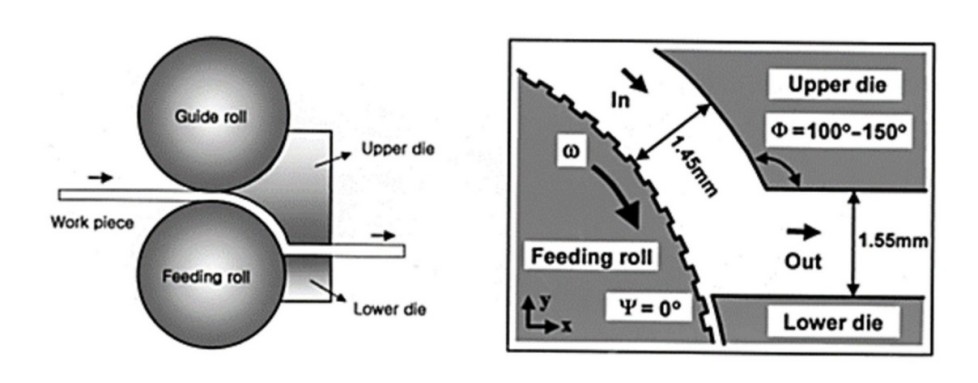
ระบบ C2S2 ใช้ลูกกลิ้งคู่เพื่อสร้างการเสียรูปเฉือนที่สม่ำเสมอ ซึ่งมีประสิทธิภาพมากกว่าเครื่องอัดไฮดรอลิก และสามารถตรวจจับข้อบกพร่องของพื้นผิวระหว่างการทำงานได้
7.2กรณีที่ 2: การตัดเฉือนชิ้นส่วนซิปทองแดง-สังกะสี
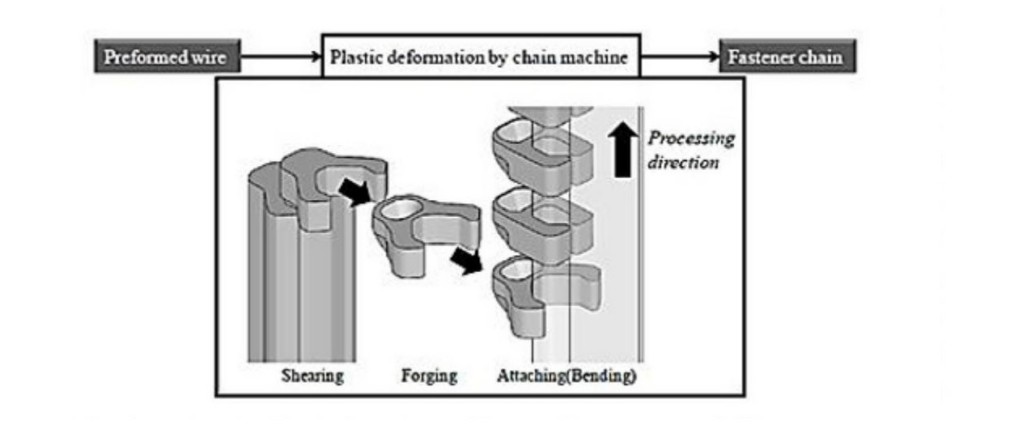
ใช้ในเครื่องนุ่งห่มและเครื่องประดับ ลวดโลหะผสมทองแดงรูปตัว Y ถูกตัดเป็นชิ้นเล็กชิ้นน้อย ตีขึ้นรูป และดัดขึ้นรูปเป็นฟันซิป เมื่อการออกแบบมีความซับซ้อนมากขึ้น การขึ้นรูปให้แม่นยำต้องอาศัยการทำซ้ำหลายครั้ง
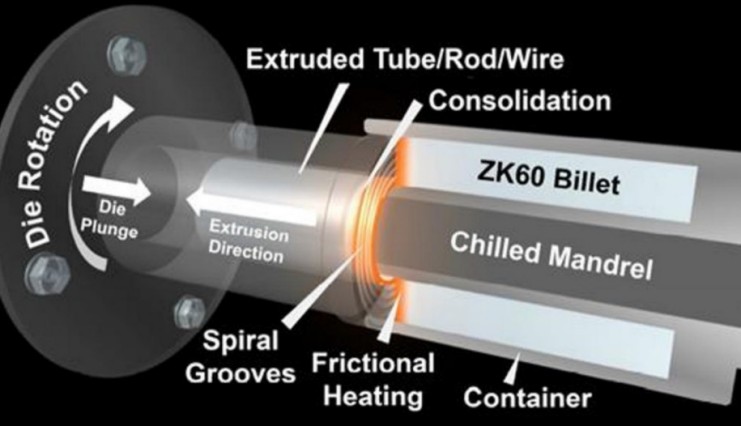
7.3กรณีที่ 3: รูปทรงสำหรับท่อโลหะผสมแมกนีเซียม ZK60
โลหะผสมแมกนีเซียม โดยเฉพาะแมกนีเซียมที่ไม่ใช่ธาตุหายาก มีประโยชน์ในการลดน้ำหนัก การใช้ การประมวลผลและการอัดรีดแบบช่วยเฉือน (SHAPE) ปรับปรุงคุณสมบัติเชิงกลโดยการปรับปรุงโครงสร้างจุลภาคและกำจัดจุดอ่อนในระยะที่สอง
8.0บทสรุปและข้อเสนอแนะ
การศึกษาครั้งนี้เน้นย้ำถึงประเด็นสำคัญ การดำเนินการตัดเฉือน เครื่องจักร และการใช้งานขั้นสูงกระบวนการเฉือนมีประสิทธิภาพสูงสำหรับโลหะที่มีความอ่อนถึงปานกลางและเป็น ประหยัดต้นทุนสำหรับการผลิตจำนวนมากแต่ไม่เหมาะสำหรับการใช้งานพื้นผิวที่มีความแข็งสูงหรือต้องการความแม่นยำ
คำแนะนำ : หลีกเลี่ยงการเฉือนที่ความยาวต่ำกว่า 3.2 มม. หรือโลหะที่มีความแข็งแรงสูงและเปราะบาง
ทิศทางในอนาคต: เทคนิคเช่น SHAPE และ C2S2 แสดงให้เห็นถึงแนวโน้มในการปรับปรุงคุณสมบัติของวัสดุผ่านการเปลี่ยนรูปเฉือน
9.0คำถามที่พบบ่อย (FAQ)
Q1: ความแตกต่างระหว่างการเฉือนและการเจาะรูคืออะไร?
ก: การตัดเฉือน (Shearing) คือการตัดวัสดุตามแนวเส้นตรงหรือโค้งโดยใช้ใบมีดที่อยู่ตรงข้ามกัน คล้ายกับกรรไกร ในทางกลับกัน การเจาะรู (Punching) คือการเจาะรูโดยใช้วัสดุปิดทั้งหมด คล้ายกับการเจาะรูด้วยเครื่องเจาะ ทั้งสองวิธีนี้ใช้เครื่องมือที่คล้ายคลึงกัน แต่แตกต่างกันที่รูปร่างและจุดประสงค์ในการเจาะรู
คำถามที่ 2: วัสดุใดเหมาะที่สุดสำหรับกระบวนการเฉือน?
ก: การตัดเฉือนจะได้ผลดีที่สุดกับโลหะที่มีความเหนียว อ่อนถึงปานกลาง เช่น อะลูมิเนียม เหล็กกล้าคาร์บอนต่ำ ทองเหลือง และทองแดง ไม่แนะนำ สำหรับวัสดุแข็งหรือเปราะเช่นทังสเตนเนื่องจากการสึกหรอของเครื่องมือและความเสี่ยงของการเสียรูปผิดปกติ
ไตรมาสที่ 3:Fine Blanking คืออะไร และแตกต่างจาก Blanking ทั่วไปอย่างไร?
ก: การปั๊มแบบละเอียดเป็นการปั๊มแบบความแม่นยำสูงที่ใช้ แรงที่ใช้สามประการ เพื่อให้ได้ขอบที่เรียบเนียน ค่าความคลาดเคลื่อนแคบลง (ใกล้เคียง ±0.0003 นิ้ว) และเกิดรอยเสี้ยนน้อยที่สุด นิยมใช้กับชิ้นส่วนยานยนต์และอิเล็กทรอนิกส์ที่มีความแม่นยำ
ไตรมาสที่ 4: ระยะห่างส่งผลต่อการดำเนินการตัดอย่างไร
ก: ระยะห่างหมายถึงช่องว่างระหว่างใบมีดบนและล่าง (ใบมีดเจาะและใบมีดตัด) โดยทั่วไปจะมีตั้งแต่ 2% ถึง 10% ของความหนาของวัสดุ ระยะห่างที่เหมาะสมช่วยให้มั่นใจได้ว่าการตัดจะเรียบร้อย ป้องกันการฉีกขาดหรือการเกิดเสี้ยนมากเกินไป และลดการสึกหรอของเครื่องมือ
Q5: การตัดสามารถใช้กับการผลิตปริมาณสูงได้หรือไม่
ก: ใช่ครับ การตัดขนเหมาะกับ การผลิตจำนวนมากโดยเฉพาะอย่างยิ่งในการแปรรูปแผ่นโลหะ เครื่องตัดแบบไฮดรอลิกและเซอร์โวสามารถทำงานด้วยอัตราความเร็วสูงถึง 1,000 ครั้งต่อนาทีทำให้มีประสิทธิภาพสูงในการดำเนินงานต่อเนื่อง




