
- 1.0การรีดเกลียวคืออะไร?
- 2.0การรีดกับการตัด: การเปรียบเทียบที่ชัดเจน
- 3.0ข้อดีของการรีดเกลียวมากกว่าการตัด
- 4.0ข้อควรพิจารณาเกี่ยวกับวัสดุ: ดัชนีความสามารถในการขึ้นรูป
- 5.0แนวทางการออกแบบสำหรับเกลียวม้วน
- 6.0เครื่องมือรีดเกลียว
- 7.0พารามิเตอร์การทำงาน: ความเร็วและฟีด
- 8.0การตรวจสอบและการวัดเกลียว
- 9.0บทสรุป
- 10.0คำถามที่พบบ่อย: ปัญหาทั่วไปในการเธรดโรลลิ่ง
ในโลกของการตัดเฉือนที่มีความแม่นยำนั้น เกลียวมีอยู่ทุกที่ ไม่ว่าจะเป็นตัวยึดในอวกาศไปจนถึงส่วนประกอบยานยนต์ จากชิ้นส่วนปลูกถ่ายทางการแพทย์ไปจนถึงฮาร์ดแวร์ในอุตสาหกรรม
โดยทั่วไปแล้ว เกลียวจะถูกผลิตขึ้นโดยการตัด ซึ่งก็คือการกำจัดวัสดุออกด้วยต๊าป ดาย หรือเครื่องมือปลายเดี่ยว แม้ว่าการตัดจะมีประสิทธิภาพ แต่ก็มีข้อจำกัดบางประการ เช่น ความเร็วในการผลิตที่ช้าลง เกลียวที่อ่อนกว่า และต้นทุนที่สูงขึ้นในการผลิตขนาดใหญ่
อย่างไรก็ตาม มีทางเลือกอื่นที่เร็วกว่า แข็งแกร่งกว่า และประหยัดกว่า: การรีดด้าย.
การรีดเกลียวเป็น กระบวนการขึ้นรูปเย็นไม่ใช่การตัด แทนที่จะเอาโลหะออก ให้ใช้การรีดเกลียว แทนที่และปฏิรูปวัสดุ ภายใต้แรงกดดัน สร้างเส้นด้ายที่มีความแข็งแรง ความแม่นยำ และคุณภาพพื้นผิวที่โดดเด่น
1.0การรีดเกลียวคืออะไร?
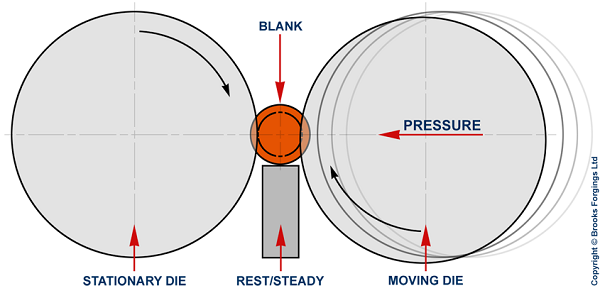
การรีดเกลียวเป็น กระบวนการขึ้นรูปเย็น ซึ่งชิ้นงานทรงกระบอกจะถูกกดระหว่างแม่พิมพ์ที่แข็งตัวแล้ว เพื่อเปลี่ยนรูปวัสดุให้เป็นรูปทรงเกลียว ซึ่งแตกต่างจากการตัดซึ่งตัดโครงสร้างเกรนของวัสดุ การรีด รักษาและปรับทิศทางการไหลของเมล็ดพืชใหม่ ในทิศทางของเกลียวทำให้ชิ้นส่วนมีความแข็งแรงและทนทานต่อความเมื่อยล้ามากขึ้น
ลักษณะสำคัญของการรีดเกลียว:
- ไม่ใช่กระบวนการลบ— ไม่มีการผลิตชิป
- ผลการแข็งตัวของความเครียด— วัสดุจะแข็งขึ้นและแข็งแรงขึ้น
- พื้นผิวที่เสร็จสิ้นเหนือระดับ— เนื่องจากการขัดแม่พิมพ์ในระหว่างการรีด
- ความแม่นยำสูง— รูปแบบและมิติที่สอดคล้องกัน

2.0การรีดกับการตัด: การเปรียบเทียบที่ชัดเจน
ความแตกต่างระหว่างเกลียวตัดและเกลียวรีดมีความสำคัญอย่างยิ่ง โดยส่งผลต่อความแข็งแรง ความเรียบเนียน ประสิทธิภาพ และต้นทุนโดยรวม ตารางด้านล่างนี้เน้นความแตกต่างที่สำคัญ:
| ลักษณะ / ลักษณะพิเศษ | การตัดด้าย | การรีดด้าย |
| ประเภทกระบวนการ | การกำจัดวัสดุ (การตัด) | การขึ้นรูปเย็น (การแทนที่) |
| ความแข็งแกร่ง | เส้นฐาน | แข็งแกร่งขึ้นถึง 30% เนื่องมาจากการทำงานที่แข็งตัว |
| ผิวสำเร็จ | หยาบกว่าอาจต้องมีการตกแต่งเพิ่มเติม | งานตกแต่งเรียบเนียน ต่อเนื่อง คุณภาพสูง |
| ความแม่นยำ / โปรไฟล์ | ขึ้นอยู่กับความคมของเครื่องมือและทักษะของผู้ปฏิบัติงาน | ความสามารถในการทำซ้ำสูง โปรไฟล์ที่แม่นยำ |
| ขยะวัสดุ | สร้างชิป | ของเสียเหลือทิ้งน้อยที่สุดหรือไม่มีเลย |
| ความเร็วในการผลิต | ปานกลาง | กระบวนการที่รวดเร็วและต่อเนื่อง |
| อายุการใช้งานของเครื่องมือ | สั้นถึงปานกลาง การสึกหรอของเครื่องมือจากการตัด | นานขึ้นตามความแข็งของวัสดุ |
| ระยะเวลาดำเนินการ | ยาวขึ้นเนื่องจากการตัดแบบขั้นบันได | สั้นลง การดำเนินการรองน้อยลง |
| วัสดุที่เหมาะสม | โลหะส่วนใหญ่ทนทานต่อโลหะอ่อน | ควรใช้โลหะที่อ่อนกว่า โลหะที่แข็งกว่าก็เป็นไปได้ แต่อายุการใช้งานของแม่พิมพ์จะสั้นลง |
| ปัญหาทั่วไป | เสี้ยน รอยเครื่องมือ รอยแตกร้าวเล็กๆ | เศษไม้ สันไม้ถลอก ปัญหาระดับเสียง/เกลียว |
จากการเปรียบเทียบนี้จะเห็นชัดว่า การรีดเกลียวมีข้อได้เปรียบที่สำคัญในด้านความแข็งแกร่ง คุณภาพพื้นผิว และประสิทธิภาพทำให้เป็นตัวเลือกที่ต้องการสำหรับการผลิตปริมาณมากหรือการใช้งานที่ต้องการเกลียวที่ทนทาน
3.0ข้อดีของการรีดเกลียวมากกว่าการตัด
ทำไมต้องเลือกแบบโรลลิ่งแทนแบบตัด? ประโยชน์มีมากมาย:
- ต้นทุนต่ำกว่า
การสูญเสียวัสดุที่ลดลงและเครื่องมือมีอายุการใช้งานที่ยาวนานขึ้นส่งผลให้ต้นทุนการผลิตลดลงโดยตรง - ประสิทธิภาพที่สูงขึ้น
การรีดจะเร็วกว่าการตัดอย่างเห็นได้ชัด โดยเฉพาะอย่างยิ่งสำหรับการผลิตปริมาณมาก - เส้นด้ายที่แข็งแกร่งยิ่งขึ้น
เส้นด้ายที่ม้วนสามารถแสดงได้ถึง 30–40% มีความแข็งแรงแรงดึงและความล้าที่มากขึ้น ชีวิต เมื่อเทียบกับการตัดด้าย - พื้นผิวสำเร็จที่ดีขึ้น
การกลิ้งจะทำให้วัสดุขัดเงา ทำให้เกิดพื้นผิวที่เรียบและแข็งแรงขึ้น - ความแม่นยำที่ได้รับการปรับปรุง
เกลียวที่รีดจะรักษาความคลาดเคลื่อนที่เข้มงวดยิ่งขึ้นและโปรไฟล์ที่สม่ำเสมอในชุดการผลิตขนาดใหญ่
4.0ข้อควรพิจารณาเกี่ยวกับวัสดุ: ดัชนีความสามารถในการขึ้นรูป
วัสดุแต่ละชนิดไม่ตอบสนองต่อการกลิ้งในลักษณะเดียวกัน ดัชนีความสามารถในการขึ้นรูป ใช้เพื่อประเมินความเหมาะสมของวัสดุสำหรับการรีดเกลียว โดยทั่วไป:
- วัสดุที่อ่อนนุ่มกว่าจะกลิ้งได้ง่ายกว่า แต่ผลลัพธ์ที่ได้อาจออกมาเป็นพื้นผิวที่เรียบปานกลาง
- วัสดุที่แข็งกว่าจะลดอายุการใช้งานของแม่พิมพ์ แต่บ่อยครั้งก็ทำให้ได้พื้นผิวที่เรียบเนียนกว่า
พฤติกรรมของวัสดุทั่วไปในการรีดเกลียว
| วัสดุ | ความแข็ง | พื้นผิวเกลียว | ชีวิตตาย |
| ทองเหลือง (345, 360) | < บาท 75 | ดี / แย่ | กลาง–สูง |
| อะลูมิเนียม (2024-T4, 6061-T6) | < บาท 120 | ดีเยี่ยม / ดี | สูง |
| สแตนเลส (302, 440) | < Rc 32 | ยอดเยี่ยม | ปานกลาง–ต่ำ |
| เหล็ก (1018, 12L14) | < Rc 24 | ดีเยี่ยม / พอใช้ | ปานกลาง |
ผลกระทบจากธาตุ:
- กำมะถันใน เหล็ก และ บิสมัทในอะลูมิเนียม อาจเกิดรอยตำหนิคล้ายสะเก็ดที่ทำให้คุณภาพพื้นผิวลดลง
- ธาตุต่างๆ เช่น กำมะถัน ตะกั่ว และบิสมัท ช่วยในการตัดเฉือน (การตัด) แต่จะขัดขวางการขึ้นรูปเย็น (การรีด)
ข้อสรุป: การเลือกวัสดุที่เหมาะสมหรือการสร้างสมดุลระหว่างความสามารถในการตัดเฉือนและการขึ้นรูปถือเป็นสิ่งสำคัญ
5.0แนวทางการออกแบบสำหรับเกลียวม้วน
การออกแบบช่องว่างและคุณสมบัติที่เหมาะสมช่วยให้การกลิ้งประสบความสำเร็จ:
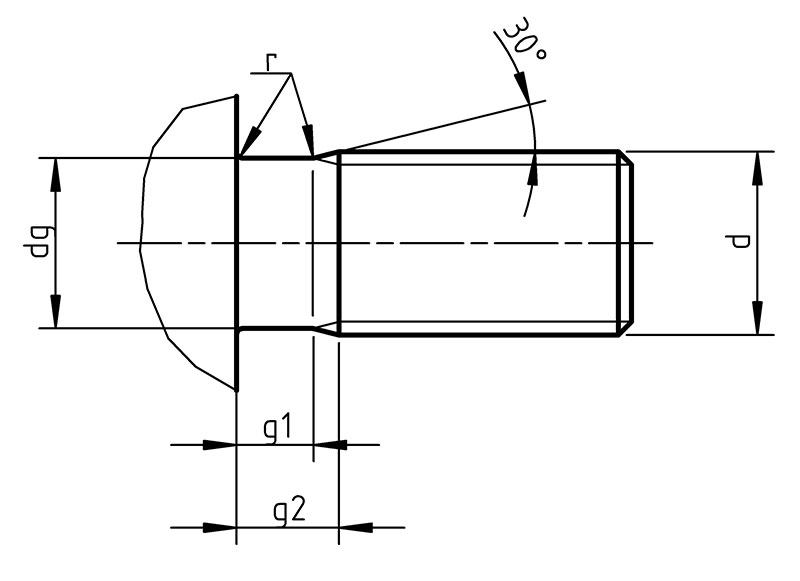
เส้นผ่านศูนย์กลางว่าง
เส้นผ่านศูนย์กลางช่องว่างที่แนะนำ ≈ : เส้นผ่านศูนย์กลางพิทช์สูงสุด – 0.002″
อัตราส่วนการปรับ: การเปลี่ยนแปลงช่องว่างทุกๆ 0.001 นิ้ว จะทำให้เส้นผ่านศูนย์กลางหลักเปลี่ยนแปลงไป ~0.003 นิ้ว
มุมเฉียง
โดยทั่วไป: 30° (จะเกิดขึ้นประมาณ 45° หลังจากการกลิ้ง)
สำหรับวัสดุที่แข็งกว่า: ใช้ 25°–28° เพื่อยืดอายุการใช้งานแม่พิมพ์
ระยะห่างระหว่างไหล่
รักษาระยะห่างระหว่างจุดเริ่มต้นเกลียวและไหล่ให้คงที่ ≥ 1.25–1.5 ×
ความยาวเส้นด้ายเทียบกับความยาวม้วน
สูตร : หน้างานรีด = (2.5 × ระยะพิทช์) + ความยาวเกลียว
6.0เครื่องมือรีดเกลียว
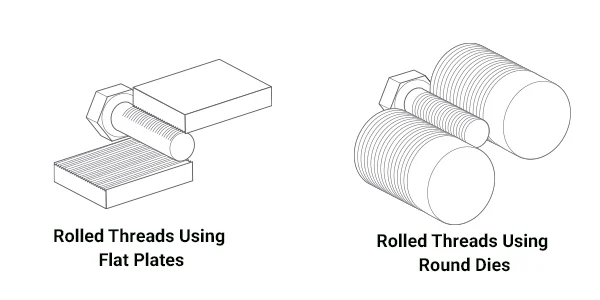
โรลส์
- มีหลายสไตล์ให้เลือกสำหรับการวางแนวชิ้นส่วนที่แตกต่างกัน
- วัสดุ การอบชุบด้วยความร้อน และการเคลือบ ส่งผลต่อประสิทธิภาพและอายุการใช้งานของเครื่องมือ
- การ "เริ่มต้น" มากขึ้นช่วยให้ RPM สูงขึ้นและเครื่องมือมีอายุการใช้งานยาวนานขึ้น
อุปกรณ์โกนหนวด
- ให้การปรับแต่งที่ง่ายดาย ความสามารถในการทำซ้ำ และความแข็งแกร่ง
- สามารถออกแบบได้หลากหลายขนาดชิ้นส่วนและประเภทการรองรับ
สิ่งที่แนบมา
- บีบเรเดียล— หนีบและหมุนอย่างรวดเร็วในแนวรัศมี
- การรีดปลายแกน— เหมาะสำหรับด้ายที่ยาวกว่าความกว้างม้วน
- เส้นสัมผัส— เร็วสำหรับปริมาณสูง แต่ทำให้เกิดแรงด้านข้าง
- การถ่ายโอนแบบหมุนตามแนวแกน— ช่วยให้รีดเกลียวติดกับไหล่ได้
7.0พารามิเตอร์การทำงาน: ความเร็วและฟีด
การรีดเกลียวมักจะเป็น การดำเนินการที่เร็วที่สุดในห่วงโซ่กระบวนการ.
- แนวทางทั่วไป: รอบต่อนาทีของชิ้นงาน ≈ 300 × เริ่มม้วน
- ความเร็วในการรีดที่สูงขึ้นมักจะช่วยปรับปรุงพื้นผิวให้สวยงามยิ่งขึ้น
- การหล่อลื่นที่เหมาะสมเป็นสิ่งสำคัญในการลดแรงเสียดทานและยืดอายุการใช้งานแม่พิมพ์
8.0การตรวจสอบและการวัดเกลียว
การตรวจสอบช่วยให้มั่นใจว่าเกลียวที่รีดแล้วตรงตามข้อกำหนดการใช้งาน วิธีการทั่วไป ได้แก่:
- เกจวัดแบบวงแหวน Go/No-Go— เรียบง่ายและใช้กันอย่างแพร่หลาย
- ไมโครมิเตอร์แบบเกลียว / วิธีสามสาย— การวัดเส้นผ่านศูนย์กลางสนามที่แม่นยำ
- เกจวัดไตรโรล (Johnson Gage)— เพื่อประเมินความเหมาะสมในการใช้งาน
- เกจวัดแบบฟังก์ชันและแบบแบ่งส่วน— เพื่อประเมินรูปร่างเกลียวและมุมข้าง
- เกจวัด NPT / NPTF— สำหรับเกลียวท่อเรียว
ขนาดที่สำคัญที่ต้องตรวจสอบ:
- เส้นผ่านศูนย์กลางช่องว่าง
- เส้นผ่านศูนย์กลางสนาม
- เส้นผ่านศูนย์กลางหลัก
สำหรับเกลียวท่อ เกจวัด L1/L2 และ เกจวัดเซ็กสแตนท์ ใช้เพื่อให้มั่นใจถึงความสามารถในการปิดผนึกและรูปร่างเกลียวที่ถูกต้อง
9.0บทสรุป
การรีดเกลียวเป็นทางเลือกที่ดีกว่าการตัด — มันคือ กระบวนการผลิตที่เหนือกว่า เพื่อผลิตเส้นด้ายคุณภาพสูง การรีดเกลียวด้วยการขึ้นรูปเย็นช่วยให้:
- ความแข็งแกร่งที่สูงขึ้น
- ต้นทุนต่ำกว่า
- ประสิทธิภาพที่มากขึ้น
- ความแม่นยำและพื้นผิวที่เหนือชั้น
- เมื่อใช้ร่วมกับวัสดุ การออกแบบ เครื่องมือ พารามิเตอร์การทำงาน และแนวทางการตรวจสอบที่เหมาะสม การรีดเกลียวจะช่วยเพิ่มประสิทธิภาพของผลิตภัณฑ์และผลผลิตทางการผลิตได้อย่างมาก
สำหรับอุตสาหกรรมที่ ความแข็งแกร่ง ความแม่นยำ และประสิทธิภาพด้านต้นทุนเป็นสิ่งสำคัญที่สุดการรีดเกลียวกำลังได้รับความนิยมอย่างรวดเร็ว มาตรฐานใหม่ในการผลิตเกลียว.
10.0คำถามที่พบบ่อย: ปัญหาทั่วไปในการเธรดโรลลิ่ง
ทำไมฉันถึงเห็นเศษหรือสะเก็ดในเส้นด้ายที่ม้วน?
สิ่งนี้มักเกิดขึ้นเมื่อวัสดุเปล่ามีสารเติมแต่งที่ไม่พึงประสงค์ (เช่น กำมะถัน บิสมัท หรือตะกั่ว) หรือเมื่อการเตรียมพื้นผิวไม่ดี สิ่งเจือปนเหล่านี้อาจช่วยในการกลึง แต่ขัดขวางการขึ้นรูปเย็น ทำให้เกิดสะเก็ดในระหว่างการรีด
อะไรเป็นสาเหตุของการเกิดระดับเสียงหรือระยะนำที่ไม่ถูกต้องในเธรด?
ระยะพิทช์/ลีดที่ไม่ถูกต้องมักเกิดจากลูกกลิ้งที่จัดวางไม่ถูกต้อง พารามิเตอร์การตั้งค่าที่ไม่ถูกต้อง หรือการสึกหรอของเครื่องมือ นอกจากนี้ยังอาจเกิดจากอัตราป้อนที่ไม่ถูกต้องเมื่อเทียบกับการออกแบบลูกกลิ้งอีกด้วย
เหตุใดเกลียวที่ฉันม้วนจึงมีมุมเกลียวไม่ตรงกัน
มุมเกลียวที่ไม่ตรงกันโดยทั่วไปจะบ่งชี้ถึงรูปทรงของม้วนที่ไม่ถูกต้อง การเลือกม้วนที่ไม่เหมาะสม หรือข้อผิดพลาดในการตั้งค่าของอุปกรณ์ม้วน
เหตุใดผลการหมุนเวียนจึงไม่สอดคล้องกันระหว่างส่วนหรือชุด?
ความแข็งของวัสดุ คุณภาพการหล่อลื่น หรือความเสถียรของเครื่องจักรที่เปลี่ยนแปลงไป อาจนำไปสู่สภาวะการรีดที่ไม่สม่ำเสมอ การรักษาพารามิเตอร์กระบวนการที่ควบคุมได้จึงเป็นสิ่งสำคัญ
ฉันสามารถกลิ้งเกลียวบนชิ้นงานกลวง รูปิด หรือชิ้นงานที่ไม่กลมได้หรือไม่
ชิ้นงานเปล่าเหล่านี้สร้างความท้าทายอย่างมาก วัสดุที่ไม่กลมหรือไม่สม่ำเสมอทำให้เกลียวไม่เรียบ ส่งผลให้เกลียวไม่แข็งแรง บิดเบี้ยว หรือไม่สมบูรณ์
เหตุใดกระทู้ของฉันจึงถูกกรอกไว้ตรงกลางแต่ไม่กรอกที่ปลายกระทู้?
สิ่งนี้เกิดขึ้นเมื่อมุมเอียงเอียงไม่เพียงพอ เส้นผ่านศูนย์กลางของช่องว่างไม่ถูกต้อง หรือการเจาะม้วนไม่ได้รับการปรับอย่างเหมาะสมที่จุดเข้าและออกของเกลียว
อะไรเป็นสาเหตุที่ทำให้พื้นผิวของเกลียวรีดมีสภาพไม่ดี?
การเคลือบผิวที่หยาบหรือด้านมักบ่งชี้ถึงการหล่อลื่นที่ไม่เพียงพอ ลูกรีดเกลียวที่สึกหรอ หรือความเร็วในการรีดที่ตั้งไว้ต่ำเกินไป
ทำไมรูปแบบกระทู้ของฉันถึงผิดเพี้ยน?
รูปทรงเกลียวที่ไม่ดี (ขอบข้างโค้งมน รูปร่างสันเกลียวไม่ถูกต้อง) มักเกิดจากขนาดชิ้นงานที่ไม่ถูกต้อง ความแข็งของวัสดุที่มากเกินไป หรือการสึกหรอของลูกกลิ้ง การเตรียมชิ้นงานให้ถูกต้องและใช้ลูกกลิ้งที่คมจะช่วยหลีกเลี่ยงปัญหานี้ได้
ทำไมยอดด้ายของฉันถึงไม่ครบสมบูรณ์?
สันที่ไม่สมบูรณ์มักเกิดจากชิ้นงานขนาดเล็กเกินไป การเจาะทะลุของลูกกลิ้งไม่เพียงพอ หรือแรงกดในการรีดไม่เพียงพอ การปรับเส้นผ่านศูนย์กลางของชิ้นงานและการตั้งค่าเครื่องมือที่ถูกต้องสามารถแก้ไขปัญหานี้ได้
อะไรเป็นสาเหตุที่ทำให้ยอดด้ายสึกหรอ?
สันล้อที่ถลอกหรือเป็นรอยขีดข่วนเป็นสัญญาณของการจัดตำแหน่งที่ไม่ถูกต้อง การขาดการหล่อลื่น หรือแรงกดที่มากเกินไป การจัดตำแหน่งและการหล่อลื่นที่ถูกต้องเป็นสิ่งสำคัญเพื่อหลีกเลี่ยงข้อบกพร่องนี้
อ้างอิง
brooksforgings.co.uk/processes/thread-rolling
www.fasteners.eu/tech-info/ISO/4755/
www.earnestmachine.co.uk/ความแตกต่างระหว่างด้ายตัดและด้ายม้วน/
www.uccomponents.com/ด้ายแบบม้วนหรือแบบตัดที่ยึดติดซึ่งดีกว่าสำหรับการใช้งานของคุณ/




