

ตลับลูกปืนประสิทธิภาพสูงถูกนำไปใช้อย่างแพร่หลายในภาคอุตสาหกรรมสำคัญๆ เช่น ยานยนต์ เครื่องมือกลแม่นยำ และพลังงานลม การผลิตวงแหวนตลับลูกปืนแบบไร้รอยต่อโดยใช้เทคโนโลยีการรีดวงแหวนที่แม่นยำ (Precision Ring Rolling) ซึ่งเป็นเทคโนโลยีการขึ้นรูปด้วยการหมุนขั้นสูง ช่วยยืดอายุการใช้งานโดยรวมของตลับลูกปืน
บทความนี้จะสรุปวิธีการรีดแหวนความแม่นยำสามวิธีที่ออกแบบมาสำหรับตลับลูกปืนที่มีช่วงขนาดต่างกัน:
- การรีดวงแหวนเย็น:นำมาประยุกต์ใช้ในการผลิตตลับลูกปืนขนาดเล็ก
- การรีดวงแหวนแบบเรเดียลร้อน:เหมาะสำหรับตลับลูกปืนขนาดกลาง
- การรีดวงแหวนแบบเรเดียล-แกนร้อน: ใช้สำหรับตลับลูกปืนขนาดใหญ่
0.1การแนะนำ
ตลับลูกปืนเป็นส่วนประกอบทางกลพื้นฐานที่ทำหน้าที่รับน้ำหนักและส่งกำลัง มีการใช้กันอย่างแพร่หลายในอุตสาหกรรมต่างๆ เช่น เครื่องมือกล ยานยนต์ รถไฟ การต่อเรือ พลังงาน และการบินและอวกาศ ในการใช้งานขั้นสูง เช่น เครื่องมือกล CNC ความแม่นยำสูง รถไฟความเร็วสูง พลังงานลม และเครื่องยนต์อากาศยาน ตลับลูกปืนไม่เพียงแต่ต้องมีความแม่นยำเชิงมิติสูงเท่านั้น แต่ยังต้องมีอายุการใช้งานที่ยาวนานและประสิทธิภาพที่เชื่อถือได้ภายใต้สภาวะการทำงานที่รุนแรง เช่น ความเร็วสูง ภาระหนัก อุณหภูมิสูง และแรงกระแทก โดยทั่วไปแล้ว ตลับลูกปืนเหล่านี้จะถูกนิยามว่า ตลับลูกปืนประสิทธิภาพสูงระดับเทคโนโลยีของตลับลูกปืนประสิทธิภาพสูงไม่เพียงแต่สะท้อนถึงประสิทธิภาพหลักของผลิตภัณฑ์ตลับลูกปืนเท่านั้น แต่ยังบ่งชี้ถึงความสามารถทางอุตสาหกรรมของภูมิภาคการผลิตเฉพาะในระดับหนึ่งอีกด้วย
โครงสร้างของตลับลูกปืนโดยทั่วไปประกอบด้วยวงแหวนตลับลูกปืน ชิ้นส่วนลูกปืน และกรง ซึ่งวงแหวนตลับลูกปืนถือเป็นส่วนประกอบสำคัญของฐานราก 60%–70% ของน้ำหนักแบริ่งรวมและต้นทุนดังนั้น ความแม่นยำและประสิทธิภาพของแหวนตลับลูกปืนจึงเป็นตัวกำหนดคุณภาพโดยรวมของตลับลูกปืนโดยตรง กระบวนการผลิตแหวนตลับลูกปืนแบบดั้งเดิม ซึ่งก็คือ “การตีขึ้นรูปโลหะ + การกลึง” มักเผชิญกับข้อเสียที่พบบ่อย เช่น การใช้พลังงานสูง การใช้วัสดุต่ำ ประสิทธิภาพการผลิตต่ำ โครงสร้างจุลภาคหยาบและไม่สม่ำเสมอ การไหลของเกรนไม่สมบูรณ์ และคุณสมบัติเชิงกลที่ด้อยกว่า ข้อจำกัดเหล่านี้ทำให้ยากต่อการตอบสนองข้อกำหนดที่เข้มงวดของตลับลูกปืนประสิทธิภาพสูง
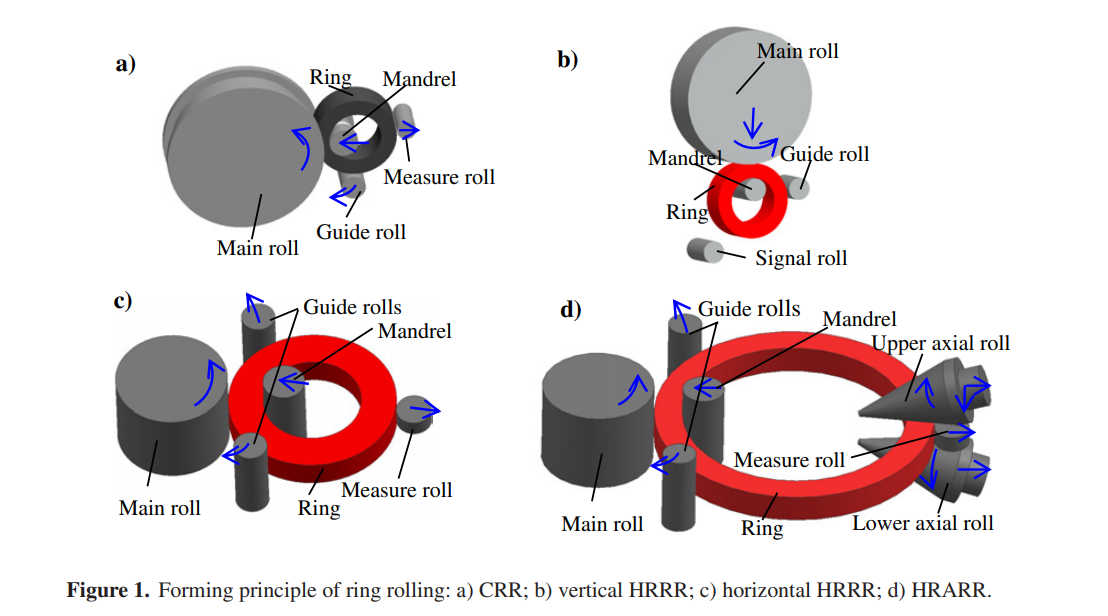
รูปที่ 1 – แผนผังหลักการกลิ้งแหวน: ก) การรีดวงแหวนเย็น (CRR) ข) การรีดวงแหวนร้อนแนวรัศมีแนวตั้ง (HRRR) ค) การรีดวงแหวนร้อนแนวรัศมีแนวนอน (HRRR) ง) การรีดวงแหวนร้อนแนวรัศมี-แนวแกน (HRARR)
เทคโนโลยีการกลิ้งวงแหวนซึ่งเป็นวิธีการขึ้นรูปวงแหวนไร้รอยต่อแบบหมุนที่มีความแม่นยำ อาศัยหลักการเสียรูปพลาสติกเฉพาะจุด ซึ่งขับเคลื่อนด้วยการหมุนของลูกกลิ้งร่วมกับการป้อนเชิงเส้น กระบวนการนี้ช่วยลดความหนาของผนัง เพิ่มเส้นผ่านศูนย์กลาง และขึ้นรูปวงแหวน เพื่อให้ได้รูปทรงและคุณสมบัติทางจุลภาคที่ต้องการในที่สุด การนำการรีดวงแหวนมาใช้ในการผลิตวงแหวนแบริ่ง ช่วยลดการใช้พลังงานและต้นทุนวัตถุดิบ พร้อมทั้งเพิ่มประสิทธิภาพการผลิตและสมรรถนะเชิงกล ส่งผลให้อายุการใช้งานของตลับลูกปืนยาวนานขึ้น วงแหวนแบริ่งแบบรีดวงแหวนมีโครงสร้างจุลภาคที่หนาแน่นขึ้นและการไหลของเกรนที่สอดคล้องกับทิศทางของรางวิ่ง ปัจจุบัน การรีดวงแหวนถูกนำมาใช้อย่างแพร่หลายในการผลิตวงแหวนแบริ่ง และกลายเป็นหนึ่งในเทคโนโลยีการขึ้นรูปขั้นสูงที่ขาดไม่ได้สำหรับตลับลูกปืนประสิทธิภาพสูง
1.0เทคโนโลยีการรีดแหวนแบบทั่วไปสำหรับแหวนลูกปืน
1.1การรีดแหวนเย็น (CRR) สำหรับแหวนลูกปืนขนาดเล็ก
การรีดวงแหวนเย็น (CRR) เป็นกระบวนการขึ้นรูปด้วยการหมุนขั้นสูงที่ดำเนินการที่อุณหภูมิห้องโดยใช้เครื่องรีดวงแหวนชนิดพิเศษ ภายใต้ข้อจำกัดของการรีดผ่านแนวรัศมี วงแหวนจะถูกอัดอย่างต่อเนื่องเฉพาะจุด ส่งผลให้ความหนาในแนวรัศมีลดลงอย่างค่อยเป็นค่อยไป เส้นผ่านศูนย์กลางเพิ่มขึ้นพร้อมกัน และรูปร่างหน้าตัดเป้าหมายก็ค่อยๆ เปลี่ยนแปลงไป
ส่วนประกอบสำคัญของเครื่อง CRR ประกอบด้วย: ระบบลูกกลิ้งหลัก, ระบบแกนหมุน, ระบบนำร่อง, ระบบวัด, โครงเครื่อง และระบบควบคุมและกำลัง ในระหว่างการรีด ลูกกลิ้งหลักจะหมุนอย่างต่อเนื่อง ขณะที่แกนหมุนจะป้อนวัสดุเป็นเส้นตรงตามทิศทางที่กำหนด ลูกกลิ้งนำร่องจะปรับตำแหน่งเมื่อเส้นผ่านศูนย์กลางวงแหวนขยายตัว และลูกกลิ้งวัดจะคอยตรวจสอบการเปลี่ยนแปลงของเส้นผ่านศูนย์กลางอย่างต่อเนื่อง เมื่อถึงเส้นผ่านศูนย์กลางที่กำหนดไว้ กระบวนการรีดจะสิ้นสุดลง
ขอบเขตการใช้งาน: CRR เหมาะกับการผลิตแหวนลูกปืนขนาดเล็กที่มีเส้นผ่านศูนย์กลางต่ำกว่า 250 มม. เป็นหลัก
1.2การรีดวงแหวนเรเดียลร้อน (HRRR) สำหรับวงแหวนลูกปืนขนาดกลาง
การรีดวงแหวนแบบเรเดียลร้อน (HRRR) เป็นกระบวนการขึ้นรูปที่แม่นยำซึ่งดำเนินการที่อุณหภูมิสูงโดยใช้เครื่องรีด HRRR เช่นเดียวกับ CRR, HRRR ใช้การรีดแบบเรเดียลเพื่ออัดเฉพาะจุด ลดความหนาในแนวรัศมี เพิ่มขนาดเส้นผ่านศูนย์กลาง และขึ้นรูปหน้าตัด
โรงสี HRRR จะถูกจำแนกตามการวางแนวสัมพันธ์ของแกนลูกกลิ้งและทิศทางแนวนอน ดังนี้
- เครื่องบด HRRR แนวตั้ง: แกนลูกกลิ้งขนานกับระนาบแนวนอน ในระหว่างการกลิ้ง ลูกกลิ้งหลักจะหมุนแบบแอคทีฟร่วมกับการป้อนแบบเชิงเส้น ขณะที่แกนหมุนจะหมุนแบบพาสซีฟ ลูกกลิ้งนำจะอยู่ในตำแหน่งทางออกของลูกกลิ้งหลัก และลูกกลิ้งสัญญาณจะวางอยู่ตรงข้ามกับลูกกลิ้งนำ การกลิ้งจะหยุดลงเมื่อเส้นผ่านศูนย์กลางวงแหวนขยายออกจนสัมผัสกับลูกกลิ้งสัญญาณ
- เครื่องกัด HRRR แนวนอน: แกนลูกกลิ้งตั้งฉากกับระนาบแนวนอน ลูกกลิ้งหลักหมุนอย่างแข็งขัน ขณะที่แกนหมุนทำหน้าที่ป้อนวัสดุเป็นเส้นตรง ลูกกลิ้งนำสองอันถูกจัดเรียงอย่างสมมาตรที่ด้านใดด้านหนึ่งของลูกกลิ้งหลัก โดยปรับตำแหน่งตามขนาดเส้นผ่านศูนย์กลางที่เพิ่มขึ้น ลูกกลิ้งสัญญาณจะถูกวางไว้ตรงข้ามกับลูกกลิ้งหลักเพื่อตรวจสอบเส้นผ่านศูนย์กลางแบบเรียลไทม์ การกลิ้งจะสิ้นสุดลงเมื่อถึงขนาดเส้นผ่านศูนย์กลางที่ตั้งไว้
ขอบเขตการใช้งาน: HRRR ส่วนใหญ่ใช้ในการผลิตแหวนลูกปืนขนาดกลางที่มีเส้นผ่านศูนย์กลางระหว่าง 50 มม. ถึง 1,000 มม.
1.3การรีดวงแหวนแนวรัศมี-แนวแกนแบบร้อน (HRARR) สำหรับวงแหวนลูกปืนขนาดใหญ่
การรีดร้อนแบบวงแหวนแนวรัศมี-แนวแกน (HRARR) เป็นกระบวนการขึ้นรูปด้วยการหมุนขั้นสูงที่ดำเนินการที่อุณหภูมิสูงโดยใช้เครื่องรีด HRARR ซึ่งแตกต่างจากการรีดแบบแนวรัศมีเพียงอย่างเดียว HRARR ผสมผสานการรีดแบบแนวรัศมีและแนวแกนเข้าด้วยกัน ทำให้สามารถลดความหนาแนวรัศมีและความสูงแนวแกนได้พร้อมกัน พร้อมกับเพิ่มขนาดเส้นผ่านศูนย์กลาง ส่งผลให้ได้รูปทรงหน้าตัดตามต้องการในที่สุด
ความแตกต่างที่สำคัญระหว่างเครื่องรีดแบบ HRARR และแบบแนวนอน HRRR อยู่ที่การเพิ่มลูกกลิ้งแนวแกนหนึ่งคู่เพื่อปรับความสูงของวงแหวน ในระหว่างการรีด ลูกกลิ้งแกนด้านบน ดำเนินการหมุนแบบแอคทีฟร่วมกับการป้อนเชิงเส้นลง ในขณะที่ ลูกกลิ้งแกนล่าง หมุนอย่างแข็งขันโดยไม่ต้องป้อน ลูกกลิ้งแกนทั้งสองติดตั้งอยู่บนโครงแกนและเคลื่อนออกด้านนอกพร้อมกันกับเส้นผ่านศูนย์กลางวงแหวนที่กำลังขยายตัว
ขอบเขตการใช้งาน: HRARR ใช้เป็นหลักในการผลิตแหวนลูกปืนขนาดใหญ่ที่มีเส้นผ่านศูนย์กลางเกิน 1,000 มม.
2.0การพัฒนาและการประยุกต์ใช้เทคโนโลยีการรีดแหวนแบบแม่นยำในการผลิตแหวนลูกปืน
จากมุมมองระดับโลก ภูมิภาคบางแห่งในเอเชียเป็นตลาดสำคัญระดับนานาชาติและฐานการผลิตตลับลูกปืน ตลาดตลับลูกปืนในพื้นที่นี้คิดเป็นสัดส่วนประมาณ 10% ของยอดรวมทั่วโลกโดยมีการผลิตประจำปีใกล้เข้ามา 20 พันล้านหน่วย และมูลค่าผลผลิตต่อปีเกิน $30 พันล้านเพื่อตอบสนองต่อกระแสโลกาภิวัตน์และแนวโน้มการพัฒนาอย่างยั่งยืนในภาคการผลิต ภูมิภาคนี้กำลังเปลี่ยนผ่านอุตสาหกรรมตลับลูกปืนจากรูปแบบ "เน้นขนาด" ไปเป็นรูปแบบ "เน้นเทคโนโลยี" โดยค่อย ๆ เพิ่มขีดความสามารถในประเทศสำหรับการผลิตตลับลูกปืนระดับไฮเอนด์
ภายใต้ฉากหลังนี้ ผู้ผลิตตลับลูกปืนในท้องถิ่น มหาวิทยาลัย และสถาบันวิจัยได้ดำเนินการวิจัยร่วมกันโดยมุ่งเน้นที่ พัฒนาเทคโนโลยีการรีดแหวนแบบแม่นยำอย่างอิสระ เพื่อการผลิตตลับลูกปืนประสิทธิภาพสูง ความก้าวหน้าทางเทคโนโลยีที่สำคัญเกิดขึ้นในพื้นที่สำคัญๆ ซึ่งรวมถึง การรีดวงแหวนเย็น การรีดวงแหวนรัศมีร้อน และการรีดวงแหวนรัศมี-แกนร้อนโดยมีผลลัพธ์ที่ได้นำไปปฏิบัติจริงแล้ว
2.1เทคโนโลยีการรีดแหวนเย็นแบบแม่นยำสำหรับแหวนลูกปืนขนาดเล็กและขนาดกลาง
กระบวนการรีดวงแหวนเย็นแบบแม่นยำ
โดยอาศัยเทคโนโลยีการรีดแหวนเย็นแบบกึ่งแม่นยำระดับสากล ทีมวิจัยได้พัฒนานวัตกรรมใหม่ กระบวนการรีดแหวนเย็นแบบแม่นยำ ออกแบบมาเพื่อการผลิตแหวนลูกปืนโดยเฉพาะ ขั้นตอนหลักมีดังนี้:
การตัดเหล็กเส้น → การตีขึ้นรูปร้อนของชิ้นงาน → การเตรียมพื้นผิว → การกลึงหยาบ → การรีดวงแหวนเย็นที่มีความแม่นยำ → การชุบแข็ง → การเจียร
กระบวนการนี้เน้นการควบคุมความแม่นยำของช่องว่างอย่างเข้มงวดเพื่อปรับปรุงคุณภาพการขึ้นรูป ซึ่งท้ายที่สุดจะบรรลุผล แหวนแบริ่งรูปทรงใกล้เคียงสุทธิข้อดีทางเทคนิคของกระบวนการนี้ ได้แก่:
- ปรับปรุงความแม่นยำในการขึ้นรูป: เรขาคณิตวงแหวนสามารถเข้าถึงเกรด 7–8 โดยควบคุมความหยาบของพื้นผิวที่ รา 0.8–1.6 ไมโครเมตรซึ่งแสดงถึงการปรับปรุงระดับ 1–2 เมื่อเทียบกับการรีดวงแหวนเย็นแบบกึ่งความแม่นยำแบบเดิม
- ประสิทธิภาพการใช้ทรัพยากรที่ปรับให้เหมาะสม: สามารถสร้างรางแข่งได้โดยตรงด้วยการกลิ้งวงแหวนโดยไม่ต้องกลึงอีก ช่วยลดขยะวัสดุและเวลาในการกลึงได้อย่างมีประสิทธิภาพ
- ประสิทธิภาพเชิงกลที่เพิ่มขึ้น: รางแข่งที่สร้างขึ้นโดยการรีดวงแหวนเย็นอย่างแม่นยำยังคงโครงสร้างจุลภาคที่หนาแน่นและเส้นการไหลของโลหะอย่างต่อเนื่อง ซึ่งหลีกเลี่ยงการเสื่อมสภาพของคุณสมบัติเชิงกลที่เกิดจากการกลึง


รูปที่ 2ก) เครื่องบด CRR ความแม่นยำ NC แบบเซอร์โวไฟฟ้าแบบใหม่; ข) เครื่องมือกลและแหวนลูกปืนรถยนต์
อุปกรณ์รีดวงแหวนเย็นแบบแม่นยำ
ทีมวิจัยได้พัฒนาอย่างอิสระ เครื่องรีดวงแหวนเย็นที่มีความแม่นยำ CNC ใหม่, นำเสนอนวัตกรรม ระบบป้อนไดรฟ์แบบ “มอเตอร์เซอร์โว – ตัวลด – บอลสกรูกำลังสูง” ซึ่งแทนที่ระบบเซอร์โวไฮดรอลิกแบบเดิมเป็นกลไกป้อนไดรฟ์หลัก การออกแบบนี้ช่วยให้ การป้อนที่แม่นยำภายใต้สภาวะโหลด 50 ตัน, บรรลุความแม่นยำในการป้อนอาหาร 0.005 มม. และความแม่นยำของการตัดเฉือน φ100 ± 0.02 มม.ซึ่งเหนือกว่าเครื่องรีดแหวนเย็นที่มีความแม่นยำระดับนานาชาติหลายเครื่องที่เทียบเคียงได้ (โดยทั่วไป φ100 ± 0.1 มม.)
โรงงานรีดวงแหวนเย็นใหม่เอาชนะข้อจำกัดของโรงงานแบบดั้งเดิมที่พึ่งพากระบอกสูบไฮดรอลิกเป็นหลักสำหรับการป้อนแบบขับเคลื่อน ทำให้มั่นใจได้ว่า การขึ้นรูปที่เสถียรระหว่างการรีดแหวนเย็นแบบแม่นยำ และผลักดันการยกระดับการออกแบบโครงสร้างและวิธีการผลิตของโรงงาน ด้วยเทคโนโลยีและอุปกรณ์นี้ บริษัทต่างๆ จึงประสบความสำเร็จ การผลิตจำนวนมากของแหวนลูกปืน แหวนลูกปืนลูกกลิ้ง และแหวนลูกปืนข้อต่อ, ด้วยผลิตภัณฑ์ที่ใช้กันอย่างแพร่หลายใน ตลับลูกปืนเครื่องจักรประสิทธิภาพสูงและตลับลูกปืนยานยนต์และส่งออกไปให้กับผู้ผลิตตลับลูกปืนชั้นนำระดับนานาชาติ เช่น SKF, FAG, NSK และ TIMKEN.
เทคโนโลยีหลักในการรีดแหวนเย็นแบบแม่นยำ
เทคโนโลยีหลักสำหรับการรีดแหวนเย็นอย่างแม่นยำของแหวนตลับลูกปืนประสิทธิภาพสูง ได้แก่:
- การเตรียมการเบื้องต้นด้วยความเหนียวสูงสำหรับการเสียรูปเย็นที่อุณหภูมิห้องของเหล็กตลับลูกปืน
- การออกแบบและการผลิตโปรไฟล์โรลพาสที่มีอายุการใช้งานยาวนาน
- การออกแบบพารามิเตอร์กระบวนการที่ได้รับการปรับให้เหมาะสมสำหรับการรีดแหวนเย็นที่มีความแม่นยำ
- การวัดความแม่นยำแบบออนไลน์และการควบคุมแบบวงปิดในระหว่างการรีดแหวนเย็น.
2.2เทคโนโลยีการรีดวงแหวนเรเดียลร้อนแบบแม่นยำสำหรับวงแหวนตลับลูกปืนขนาดใหญ่พิเศษ
กระบวนการรีดวงแหวนเรเดียลร้อนที่มีความแม่นยำ
สำหรับวงแหวนลูกปืนแบบเรียวขนาดใหญ่ที่ใช้ในหัวรถจักรรถไฟความเร็วสูงและรถบรรทุกสินค้าขนาดใหญ่ กระบวนการรีดวงแหวนร้อนแบบดั้งเดิมจำเป็นต้องรีดวงแหวนให้เป็นรูปหน้าตัดที่เรียบง่ายก่อน จากนั้นจึงกลึงเพื่อให้ได้รูปทรงที่สมบูรณ์ ซึ่งส่งผลให้ประสิทธิภาพทางเทคนิคและต้นทุนต่ำ เพื่อแก้ไขปัญหานี้ ทีมวิจัยได้พัฒนา กระบวนการรีดวงแหวนเรเดียลร้อนที่มีความแม่นยำ (HRRR) โดยเฉพาะสำหรับแหวนดังกล่าว ขั้นตอนหลักมีดังนี้:
การตัดเหล็กเส้น → การรีดร้อนของชิ้นงาน → การรีดวงแหวนรัศมีร้อนที่แม่นยำ → การตัดเฉือน → การอบชุบด้วยความร้อน → การเจียร
การปรับปรุงความแม่นยำของมิติเปล่าและเพิ่มประสิทธิภาพการควบคุมกระบวนการรีดวงแหวนเรเดียลร้อน ทำให้วิธีนี้สามารถ การขึ้นรูปโดยตรงของหน้าตัดที่ซับซ้อนช่วยลดการตัดเฉือนที่ตามมาได้อย่างมากและเพิ่มประสิทธิภาพของผลิตภัณฑ์ เมื่อเทียบกับการรีดวงแหวนแบบเรเดียลร้อนแบบดั้งเดิม กระบวนการนี้ให้ผลลัพธ์ดังนี้:
- การปรับปรุงการใช้ประโยชน์ของวัสดุ:เพิ่มขึ้น 15%–20%
- ประสิทธิภาพการผลิต:สูงกว่า 3 เท่า
- การลดต้นทุนการผลิต: ประมาณ 20%.


รูปที่ 3 ก) เครื่องบด HRRR แบบ NC เซอร์โวไฟฟ้ากลแบบใหม่ ข) วงแหวนลูกปืนรางความเร็วสูงที่ขึ้นรูปด้วย HRRR แม่นยำ
อุปกรณ์รีดวงแหวนเรเดียลร้อนที่มีความแม่นยำ
ทีมงานได้พัฒนาต่อยอดจากการวิจัยเครื่องรีดแหวนเย็นแบบแม่นยำ CNC เครื่องรีดวงแหวนเรเดียลร้อนที่มีความแม่นยำ CNC. นวัตกรรมที่สำคัญ ได้แก่:
- การเปลี่ยนระบบเซอร์โวไฮดรอลิกแบบดั้งเดิมด้วย ระบบเซอร์โวไฟฟ้าเครื่องกล เป็นกลไกป้อนไดรฟ์หลักที่บรรลุผล ความแม่นยำในการป้อน 0.01 มม. และความแม่นยำในการขึ้นรูปควบคุมภายใน φ100 ± 0.25 มม..
- ปรับปรุงแล้ว ฟังก์ชั่นการวัดและควบคุมอัตโนมัติทดแทนการทำงานด้วยมือที่ใช้ในเครื่องกัดกึ่ง CNC ช่วยให้ความแม่นยำของขนาดแหวนมีเสถียรภาพ และปรับปรุงการทำงานอัตโนมัติของกระบวนการรีดแหวนร้อน
ด้วยเทคโนโลยีและอุปกรณ์เหล่านี้ บริษัทต่างๆ ได้ตระหนักถึง การผลิตจำนวนมากของตลับลูกปืนเรียว ตลับลูกปืนทรงกระบอก และตลับลูกปืนทรงกลมที่มีการใช้งานในการผลิตตลับลูกปืนประสิทธิภาพสูงสำหรับ รถไฟความเร็วสูง เครื่องมือกลแม่นยำ และโรงงานรีดโลหะหนัก.
เทคโนโลยีหลักในการรีดวงแหวนเรเดียลร้อนอย่างแม่นยำ
เทคโนโลยีหลักสำหรับการรีดวงแหวนเรเดียลร้อนอย่างแม่นยำของวงแหวนตลับลูกปืนประสิทธิภาพสูง ได้แก่:
- การออกแบบที่ตรงกันระหว่างกระบวนการตัดเฉือนที่แม่นยำและกระบวนการรีดวงแหวนเรเดียลร้อน
- การควบคุมการระบายความร้อนอย่างแม่นยำในระหว่างกระบวนการรีดแหวนร้อน
- การวัดความแม่นยำแบบออนไลน์และการควบคุมแบบไดนามิกของกระบวนการรีดวงแหวนเรเดียลร้อน
2.3เทคโนโลยีการรีดวงแหวนแนวรัศมี-แนวแกนร้อนที่แม่นยำสำหรับวงแหวนตลับลูกปืนขนาดใหญ่พิเศษ
กระบวนการรีดวงแหวนแนวรัศมี-แนวแกนร้อนอย่างแม่นยำ
สำหรับตลับลูกปืนกังหันลมขนาดใหญ่พิเศษที่มีเส้นผ่านศูนย์กลางเกิน 1 เมตร กระบวนการผลิตแบบดั้งเดิมโดยทั่วไปประกอบด้วย:
การตัดเหล็กเส้น → การให้ความร้อนเหล็กเส้น → การตีขึ้นรูปโลหะเปล่า → การขยายแกน → การตัดเฉือน
ขั้นตอนการขยายแกนต้องใช้รอบการให้ความร้อนหลายรอบ ส่งผลให้ การใช้พลังงานสูง การสูญเสียวัสดุจำนวนมาก และวงจรการผลิตที่ยาวนาน. ยิ่งไปกว่านั้น ยังไม่สามารถสร้างรางลูกปืนได้อย่างสมบูรณ์ ทำให้เกิด การตัดเฉือนที่ตามมาอย่างมากมายและความยากลำบากในการรับประกันประสิทธิภาพของผลิตภัณฑ์.
เพื่อแก้ไขปัญหาเหล่านี้ ทีมวิจัยได้พัฒนา กระบวนการรีดวงแหวนแนวรัศมี-แนวแกนร้อนที่มีความแม่นยำ (HRARR) สำหรับแหวนลูกปืนขนาดใหญ่พิเศษ โดยคงขั้นตอนเริ่มต้นของ การตัดเหล็กเส้น → การให้ความร้อนเหล็กเส้น → การตีขึ้นรูปโลหะเปล่ากระบวนการนี้แทนที่การขยายแกนแบบดั้งเดิมด้วย การรีดวงแหวนแนวรัศมี-แนวแกนแบบแม่นยำ, เปิดใช้งาน การรีดความร้อนเดี่ยวและการสร้างรางตรงการนำกระบวนการนี้ไปใช้จะทำให้เกิดผลดังนี้:
- การประหยัดพลังงาน: ลด 30%–40%
- การประหยัดวัสดุ: ลด 25%–30%
- ประสิทธิภาพการผลิต: เพิ่มขึ้นมากกว่า 5 เท่า
- การลดต้นทุนการผลิต: ประมาณ 30%.
นอกจากนี้ กระบวนการนี้ยังเอาชนะข้อจำกัดด้านขนาดของการขยายแกน ทำให้สามารถสร้างวงแหวนลูกปืนขนาดใหญ่พิเศษที่มีเส้นผ่านศูนย์กลางเกินได้ 5 เมตร.


รูปที่ 4 ก) โรงสี HRARR ขนาดใหญ่พิเศษ RAM 9000; ข) วงแหวนแบริ่งพลังงานลมขนาดใหญ่พิเศษที่ขึ้นรูปด้วย HRARR อย่างแม่นยำ
เครื่องรีดวงแหวนแนวรัศมี-แนวแกนร้อนแบบแม่นยำ
ทีมงานได้พัฒนาอย่างอิสระ เครื่องรีดวงแหวนแนวแกน-รัศมีแบบ CNC ขนาดใหญ่พิเศษที่มีความแม่นยำสูง(เช่น RAM 9000) ข้อมูลจำเพาะทางเทคนิคหลักตรงตามข้อกำหนดสำหรับแหวนลูกปืนขนาดใหญ่พิเศษ:
- เส้นผ่านศูนย์กลางวงแหวนสูงสุด: 10 เมตร
- ความสูงวงแหวนสูงสุด: 1.7 เมตร
- แรงกลิ้งรัศมี: 800 ตัน
- แรงกลิ้งตามแนวแกน: 600 ตัน
ด้วยเทคโนโลยีและอุปกรณ์เหล่านี้ บริษัทต่างๆ จึงประสบความสำเร็จ การผลิตจำนวนมากของแหวนลูกปืน แหวนลูกปืนล้อ และแหวนลูกปืนขนาดใหญ่พิเศษอื่นๆ ที่มีเส้นผ่านศูนย์กลาง 1 เมตรขึ้นไป, ใช้กันอย่างแพร่หลายใน ตลับลูกปืนกังหันลมประสิทธิภาพสูงและส่งออกไปให้กับบริษัทพลังงานลมชั้นนำระดับโลก เช่น เจเนอรัลอิเล็กทริก (GE, สหรัฐอเมริกา) และเวสทัส (เดนมาร์ก).
เทคโนโลยีหลักในการรีดวงแหวนแนวรัศมี-แนวแกนร้อนอย่างแม่นยำ
เทคโนโลยีหลักสำหรับแหวนตลับลูกปืนประสิทธิภาพสูงที่ผลิตโดยการรีดแหวนแนวรัศมี-แนวแกนด้วยความร้อนอย่างแม่นยำ ได้แก่:
- การออกแบบที่ตรงกันของการเสียรูปแนวรัศมีและแนวแกนของแหวน
- การเพิ่มประสิทธิภาพของโครงการกระบวนการ HRARR และขั้นตอนการเปลี่ยนผ่าน
- การควบคุมเสถียรภาพของกระบวนการ HRARR
3.0แนวโน้มการพัฒนาเทคโนโลยีการรีดแหวนแบบแม่นยำในการผลิตแหวนลูกปืน
ตลับลูกปืนประสิทธิภาพสูง ซึ่งเป็นส่วนประกอบหลักของอุปกรณ์หลักที่ทันสมัย ถือเป็นทิศทางการพัฒนาที่สำคัญในอุตสาหกรรมตลับลูกปืนทั่วโลก เพื่อตอบสนองความต้องการที่เปลี่ยนแปลงไปของผลิตภัณฑ์ เทคโนโลยี และตลาดตลับลูกปืนประสิทธิภาพสูง แนวโน้มการพัฒนาเทคโนโลยีการรีดวงแหวนที่แม่นยำในการผลิตวงแหวนตลับลูกปืนจึงครอบคลุม 3 ด้านหลักๆ ดังต่อไปนี้:
3.1การขยายเทคโนโลยีการรีดแหวนเย็นสำหรับแหวนลูกปืนขนาดใหญ่:
เนื่องจากคุณสมบัติที่อุณหภูมิห้องของเหล็กแบริ่งโครเมียมคาร์บอนสูง (GCr15) เส้นผ่านศูนย์กลางของวงแหวนแบริ่งที่ผลิตในปัจจุบันโดยการรีดวงแหวนเย็นโดยทั่วไปจะน้อยกว่า φ250 มม.. ในอนาคตการวิจัยควรเน้นการพัฒนา เทคโนโลยีการรีดแหวนเย็นและอุปกรณ์พิเศษสำหรับแหวนลูกปืนขนาดใหญ่ที่มีเส้นผ่านศูนย์กลางตั้งแต่ 250 มม. ถึง 500 มม.พร้อมทั้งขยายขอบเขตการใช้งานของการรีดแหวนแบบเย็นสำหรับแหวนลูกปืนประเภทต่างๆ ต่อไป
3.2เทคโนโลยีการควบคุมความแม่นยำในกระบวนการรีดแหวนร้อน:
ในปัจจุบัน เงื่อนไขกระบวนการหลักในระหว่างการรีดวงแหวนร้อน เช่น การเตรียมแผ่นเปล่า การรีด และการทำความเย็น มีแนวโน้มที่จะเกิดความผันผวน ส่งผลให้เสถียรภาพของชิ้นงานไม่ดี มิติทางเรขาคณิตและคุณสมบัติโครงสร้างจุลภาค ของแหวนแบริ่งรีดร้อน การวิจัยในอนาคตควรเสริมความแข็งแกร่ง เทคโนโลยีการควบคุมสำหรับการรีดแหวนร้อน, การบรรลุผล การควบคุมแบบประสานกันของรูปทรงวงแหวนและโครงสร้างจุลภาค โดยการควบคุมเงื่อนไขการอุ่นล่วงหน้า พารามิเตอร์การเสียรูประหว่างการรีด และอัตราการเย็นตัวหลังการรีดอย่างแม่นยำ เพื่อให้แน่ใจว่าประสิทธิภาพของผลิตภัณฑ์สม่ำเสมอ
3.3นวัตกรรมการผลิตแหวนลูกปืนแบบกระบวนการสั้น:
ในปัจจุบัน การเตรียมชิ้นส่วนเปล่าสำหรับแหวนลูกปืนขนาดใหญ่โดยทั่วไปเกี่ยวข้องกับหลายขั้นตอนดังนี้: การถลุง → การหล่อแท่งโลหะ → การตัดแท่งโลหะ → การอัด → การเจาะส่งผลให้วงจรการผลิตยาวนาน การกระแทกและการเจาะนำไปสู่การสูญเสียวัสดุจำนวนมาก และการให้ความร้อนซ้ำๆ ตลอดกระบวนการจะเพิ่ม การใช้พลังงานและการเผาผลาญวัสดุในขณะที่อาจส่งผลกระทบต่อคุณภาพช่องว่างภายใน เพื่อแก้ไขปัญหานี้ กระบวนการ “การหล่อ-รีดคอมโพสิต” ได้ถูกเสนอให้อนุญาต การรีดโลหะหล่อโดยตรงซึ่งช่วยลดขั้นตอนการผลิต ลดการสูญเสียวัสดุเปล่า และเพิ่มประสิทธิภาพการผลิตได้อย่างมาก ด้วยข้อได้เปรียบทางเทคนิคที่สำคัญ เทคโนโลยีคอมโพสิตแบบหล่อและรีดขึ้นรูปคาดว่าจะกลายเป็นทิศทางสำคัญในอนาคตสำหรับการผลิตแบบรีดขึ้นรูปวงแหวนสำหรับแหวนลูกปืน
4.0บทสรุป
เทคโนโลยีการรีดแหวนแบบแม่นยำได้กลายเป็นรากฐานสำคัญในการผลิตแหวนตลับลูกปืนประสิทธิภาพสูง ซึ่งมอบข้อได้เปรียบที่สำคัญในด้านความแม่นยำในการขึ้นรูป การใช้วัสดุ คุณสมบัติเชิงกล และประสิทธิภาพการผลิต ตั้งแต่แหวนตลับลูกปืนขนาดเล็กไปจนถึงขนาดใหญ่พิเศษ กระบวนการขั้นสูง เช่น การรีดวงแหวนเย็น การรีดวงแหวนรัศมีร้อน และการรีดวงแหวนรัศมี-แกนร้อน ช่วยให้สามารถขึ้นรูปหน้าตัดที่ซับซ้อนได้โดยตรง พร้อมลดขั้นตอนการตัดเฉือนที่ตามมา เมื่อผนวกกับนวัตกรรมด้านอุปกรณ์ CNC ระบบควบคุมอัตโนมัติ และการปรับปรุงกระบวนการให้เหมาะสม การรีดวงแหวนที่แม่นยำไม่เพียงแต่ช่วยเพิ่มขีดความสามารถในการแข่งขันระดับโลกของผู้ผลิตตลับลูกปืนเท่านั้น แต่ยังเป็นแรงผลักดันให้เกิดวิวัฒนาการของตลับลูกปืนประสิทธิภาพสูงในอุตสาหกรรมยานยนต์ อวกาศ พลังงานลม รถไฟ และภาคอุตสาหกรรมสำคัญอื่นๆ อีกด้วย ในอนาคต การบูรณาการ การควบคุมความแม่นยำ การผลิตแบบกระบวนการสั้น และเทคโนโลยีคอมโพสิตแบบหล่อ-รีด จะยังคงขยายการใช้งานและประสิทธิภาพของการรีดแหวนต่อไป เสริมสร้างบทบาทให้เป็นเทคโนโลยีที่จำเป็นในการผลิตตลับลูกปืนรุ่นต่อไป
5.0คำถามที่พบบ่อย (FAQ)
คำถามที่ 1: การกลิ้งแหวนแบบแม่นยำคืออะไร?
A1: การรีดแหวนแบบแม่นยำเป็นกระบวนการขึ้นรูปแบบหมุนที่ใช้ลูกกลิ้งหมุนและฟีดเชิงเส้นเพื่อลดความหนาของผนัง เพิ่มเส้นผ่านศูนย์กลาง และขึ้นรูปหน้าตัดของแหวนไร้รอยต่อ ทำให้ผลิตแหวนตลับลูกปืนคุณภาพสูงที่มีโครงสร้างจุลภาคหนาแน่นและคุณสมบัติเชิงกลที่เหมาะสมที่สุด
คำถามที่ 2: สามารถผลิตแหวนลูกปืนประเภทใดได้บ้างโดยใช้การรีดแหวนแบบแม่นยำ?
A2: การรีดแหวนแบบแม่นยำสามารถผลิตแหวนตลับลูกปืนขนาดเล็ก ขนาดกลาง ขนาดใหญ่ และขนาดใหญ่พิเศษ รวมถึงแหวนตลับลูกปืนทรงกลม แหวนตลับลูกปืนทรงกระบอกและเรียว และแหวนเฉพาะทางสำหรับรถไฟความเร็วสูง กังหันลม และการใช้งานเครื่องจักรกลหนัก
ไตรมาสที่ 3: ข้อได้เปรียบหลักของการกลิ้งแหวนแบบแม่นยำคืออะไร
A3: ข้อดีหลักๆ ได้แก่:
- ความแม่นยำในการขึ้นรูปสูงและการผลิตที่มีรูปร่างใกล้เคียงสุทธิ
- การใช้ประโยชน์ของวัสดุที่ดีขึ้นและการลดการตัดเฉือน
- ประสิทธิภาพเชิงกลที่ดีขึ้นเนื่องจากโครงสร้างจุลภาคที่คงสภาพและการไหลของโลหะอย่างต่อเนื่อง
- เพิ่มประสิทธิภาพการผลิตและลดการใช้พลังงาน
ไตรมาสที่ 4: แนวโน้มในอนาคตของการผลิตแหวนลูกปืนด้วยการรีดแหวนอย่างแม่นยำคืออะไร?
A4: แนวโน้มหลัก ได้แก่:
- การขยายการรีดวงแหวนเย็นให้มีเส้นผ่านศูนย์กลางใหญ่ขึ้น
- เทคโนโลยีการควบคุมความแม่นยำในการรีดแหวนร้อน
- เทคนิคการผลิตแบบกระบวนการสั้นและการหล่อ-รีดคอมโพสิตเพื่อปรับปรุงประสิทธิภาพ ลดการสูญเสียวัสดุ และรักษาคุณภาพผลิตภัณฑ์ที่สม่ำเสมอ
อ้างอิง
https://www.iqsdirectory.com/articles/forging/rolled-ring-forging.html
https://en.wikipedia.org/wiki/Rolling_(metalworking)




