

คู่มือนี้ให้ภาพรวมของหลักการ ส่วนประกอบของอุปกรณ์ วิธีการใช้งาน การใช้งานทั่วไป และข้อดีทางเทคนิคของการเชื่อมด้วยอาร์กพลาสม่า (PAW) และการตัดด้วยอาร์กพลาสม่า (PAC) ออกแบบมาเพื่อช่วยให้ผู้ผลิตและผู้เชี่ยวชาญด้านเทคนิคเข้าใจกระบวนการอย่างลึกซึ้งยิ่งขึ้นและปรับปรุงประสิทธิภาพการผลิต
1.0การเชื่อมด้วยพลาสม่าอาร์ค (PAW)
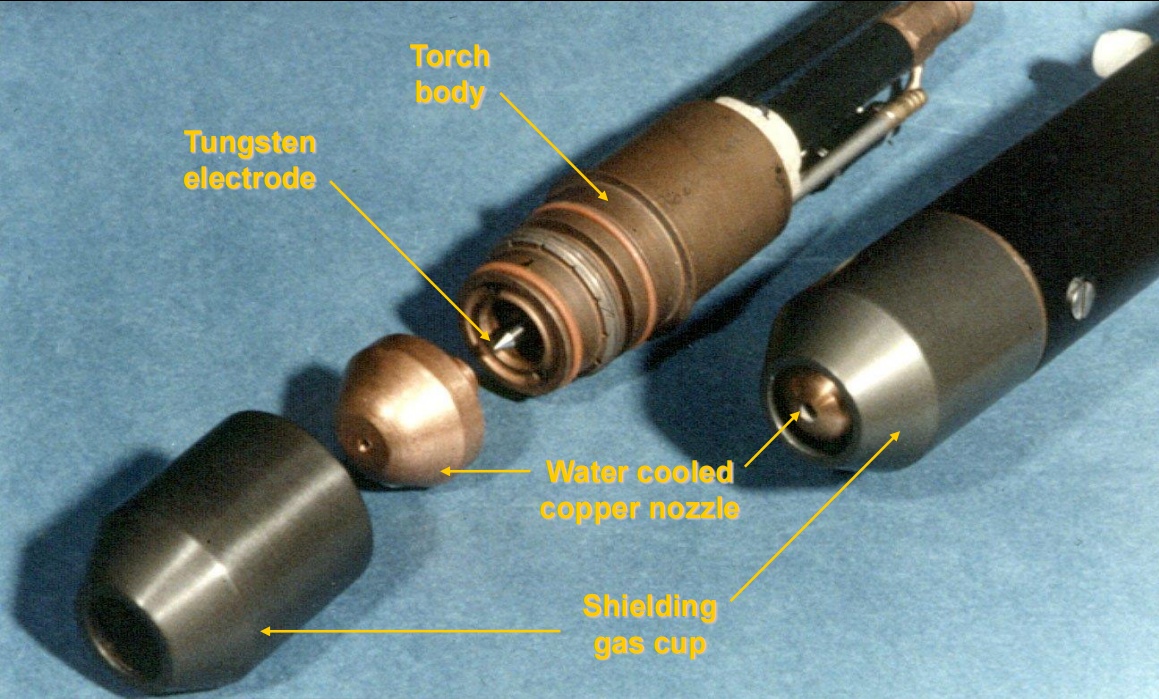
1.1ไฟฉายเชื่อมพลาสม่า:
คบเพลิงพลาสม่าเป็นส่วนประกอบหลักของระบบ PAW โครงสร้างภายในประกอบด้วยอิเล็กโทรดทังสเตน หัวฉีดทองแดง ระบบระบายความร้อนด้วยน้ำ และช่องแก๊ส เนื่องจากอุณหภูมิในการเชื่อมสูงมาก คบเพลิงจึงต้องติดตั้งกลไกระบายความร้อนที่มีประสิทธิภาพ ซึ่งโดยทั่วไปคือระบบหมุนเวียนน้ำ เพื่อป้องกันความร้อนสูงเกินไปและความเสียหาย คบเพลิงแบบพกพาค่อนข้างใหญ่และส่วนใหญ่ใช้สำหรับการติดตั้งแบบอยู่กับที่ ซึ่งต้องจัดตำแหน่งอิเล็กโทรดและหัวฉีดให้ตรงกันอย่างแม่นยำ
1.2ก๊าซสำหรับการเชื่อมพลาสม่า:
ก๊าซพลาสมาทั่วไปและการใช้งานมีดังนี้:
- อาร์กอนบริสุทธิ์: เหมาะสำหรับเหล็กกล้าคาร์บอน ไททาเนียม และเซอร์โคเนียม
- อาร์กอน + ไฮโดรเจน 5–15% ใช้สำหรับสแตนเลส โลหะผสมนิกเกิล และโลหะผสมทองแดง เพิ่มอุณหภูมิของส่วนโค้งและการเจาะเชื่อม
- อาร์กอน + ฮีเลียม ≥40%: ใช้ในการเชื่อมที่ต้องการความร้อนสูง เพิ่มอุณหภูมิของส่วนโค้งแต่ลดอายุการใช้งานของหัวฉีด
ก๊าซป้องกัน เช่น อาร์กอน ฮีเลียม หรือส่วนผสมของก๊าซเหล่านี้ ใช้เพื่อป้องกันแอ่งเชื่อมจากการออกซิเดชัน
- ก๊าซป้องกัน: เช่นเดียวกับที่ใช้ในการเชื่อม TIG
- อัตราการไหลของก๊าซป้องกัน: 10–30 ลิตร/นาที
- การเป่ากลับ: เช่นเดียวกับ TIG จำเป็นสำหรับการเชื่อมแบบรูกุญแจด้วย
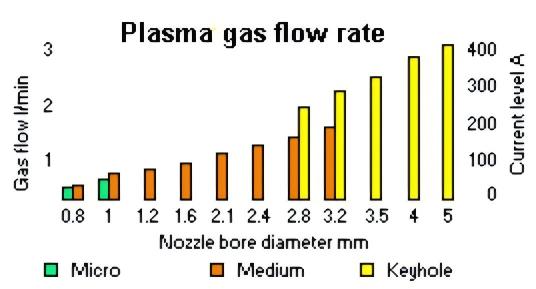
1.3ประเภทของการเชื่อมด้วยพลาสม่าอาร์ค:
PAW แบ่งตามกลุ่มผลิตภัณฑ์และการใช้งานปัจจุบันได้ดังนี้:
- ไมโครพลาสม่า (0.1–15A): เหมาะสำหรับการเชื่อมชิ้นส่วนขนาดเล็กอย่างแม่นยำ
- กระแสไฟฟ้าปานกลาง (15–200A): ครอบคลุมงานเชื่อมทั่วไปส่วนใหญ่
- พลาสม่าคีย์โฮล (>100A) ออกแบบมาสำหรับการเชื่อมเจาะลึกของส่วนหนา
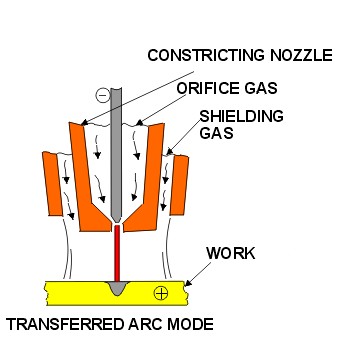
1.4โหมดอาร์คที่ถ่ายโอน:
ในโหมดนี้ ส่วนโค้งจะถูกสร้างขึ้นระหว่างอิเล็กโทรด (-) และชิ้นงาน (+) ทำให้ชิ้นงานเป็นส่วนหนึ่งของวงจรไฟฟ้า
คุณสมบัติหลัก:
- ความหนาแน่นพลังงานสูง เหมาะสำหรับการเชื่อมความเร็วสูงและวัสดุหนา
- ส่วนโค้งจะสัมผัสกับชิ้นงานโดยตรง ส่งผลให้ความร้อนรวมเข้า
- นิยมใช้ในการเชื่อมเหล็ก อลูมิเนียม ทองแดง และไททาเนียม
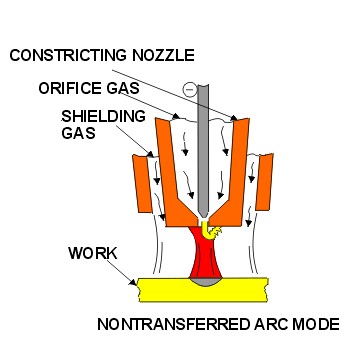
1.5โหมดอาร์คที่ไม่ถ่ายโอน:
ที่นี่ ส่วนโค้งจะเกิดขึ้นระหว่างอิเล็กโทรด (-) และหัวฉีด (+) โดยไม่เกี่ยวข้องกับชิ้นงานในวงจร
คุณสมบัติหลัก:
- ความร้อนจะถูกส่งผ่านเจ็ทพลาสมาที่ปล่อยออกมาจากหัวฉีด
- เหมาะสำหรับการเชื่อมวัสดุที่มีความบางหรือการแปรรูปชิ้นงานที่ไม่นำไฟฟ้า
- มักใช้ในการตัดและการใช้งานพื้นผิว เช่น การเคลือบแข็ง
2.0การตัดพลาสม่าอาร์ค (PAC)
บทนำการตัดอาร์คพลาสม่า:
การตัดด้วยอาร์กพลาสม่าทำงานโดยการส่งเจ็ทพลาสม่าอุณหภูมิสูงไปที่ชิ้นงาน ทำให้วัสดุละลายและเป่าออกไปเพื่อให้ตัดได้
- เหมาะสำหรับการตัดสแตนเลส อลูมิเนียม และโลหะที่ไม่ใช่เหล็ก
- ความเร็วแก๊สพลาสมาสูงมาก อุณหภูมิของส่วนโค้งสามารถสูงถึง 20,000°C
- การตัดก่อให้เกิดเสียงดังมาก การตัดใต้น้ำสามารถลดระดับเสียงได้
- ก๊าซทั่วไปได้แก่ ไนโตรเจน อาร์กอน ฮีเลียม และส่วนผสมของก๊าซเหล่านี้
2.1การตัดพลาสม่า:
การตัดด้วยพลาสม่าไม่จำเป็นต้องอุ่นเครื่องก่อน อาร์กอุณหภูมิสูงจะหลอมวัสดุทันที ในขณะที่เจ็ทแก๊สความเร็วสูงจะขจัดโลหะที่หลอมละลายออกไป
- พลาสมาอากาศออกซิไดซ์: มีออกซิเจนอยู่ในกระบวนการ ช่วยเพิ่มความเร็วในการตัด
- การเลือกก๊าซ: เลือกส่วนผสมของอากาศ ไนโตรเจน อาร์กอน-ไฮโดรเจน และไนโตรเจน-ไฮโดรเจนตามวัสดุ
- การใช้งาน: เหมาะสำหรับสแตนเลส อลูมิเนียม และแผ่นเหล็กกล้าคาร์บอนบาง
- ก๊าซป้องกัน: ใช้ตามความต้องการขึ้นอยู่กับการใช้งาน
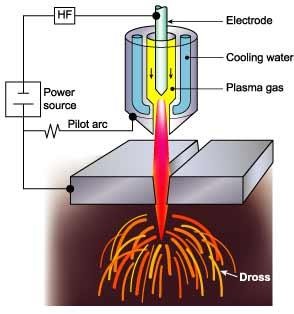
2.2ระบบตัดพลาสม่าอาร์ค:
ระบบการตัดพลาสม่าแบบสมบูรณ์โดยทั่วไปจะประกอบด้วย:
- แหล่งจ่ายไฟ: เอาต์พุต DC โดยทั่วไป 50–350A พร้อมแรงดันไฟฟ้าวงจรเปิดประมาณ 80V
- เครื่องสตาร์ทอาร์คความถี่สูง
- ชุดระบายความร้อนด้วยน้ำ
- ไฟฉายพลาสม่า
- แหล่งจ่ายก๊าซพลาสม่าและก๊าซป้องกันภายนอกที่เป็นทางเลือก
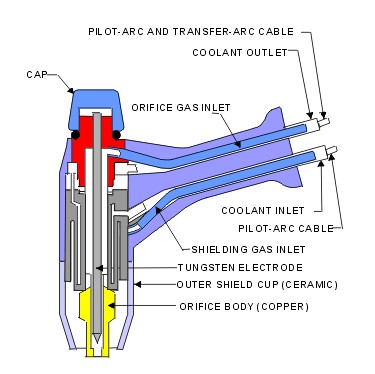
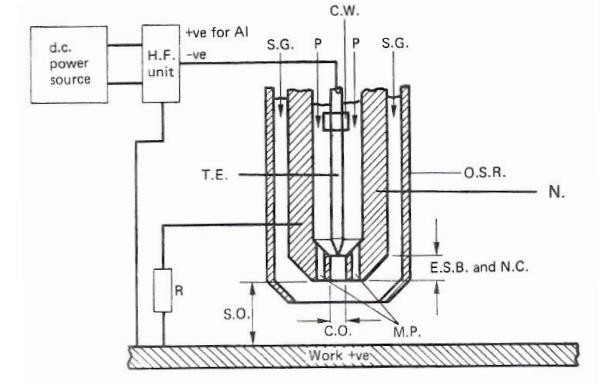
2.3ส่วนประกอบของคบเพลิงพลาสม่าอาร์ค:
ส่วนประกอบไฟฉายหลักประกอบด้วย:
- CW: น้ำหล่อเย็นสำหรับหัวฉีดและอิเล็กโทรด
- P: ก๊าซพลาสม่า; แตกต่างกันไปขึ้นอยู่กับชนิดของวัสดุ
- SG: ก๊าซป้องกันเสริม
- TE: อิเล็กโทรดทังสเตน
- OSR: เซรามิกป้องกันภายนอก ป้องกันการอาร์คสองครั้ง
- R: ความต้านทาน; จำกัดกระแสอาร์คนำร่อง
- ESB: ระยะห่างระหว่างอิเล็กโทรด
- NC: การก่อสร้างหัวฉีด
- CO: โครงสร้างรูพรุน ปรับปรุงความเร็วของก๊าซ
- SO: ระยะห่างระหว่างกัน ประมาณ 6 มม.
- MP: การออกแบบพอร์ตหลายพอร์ต สร้างรูปร่างของส่วนโค้งพลาสม่า
- HP: การคายประจุความถี่สูง; เริ่มการจุดระเบิดของอาร์ค
- N: หัวฉีดทองแดง
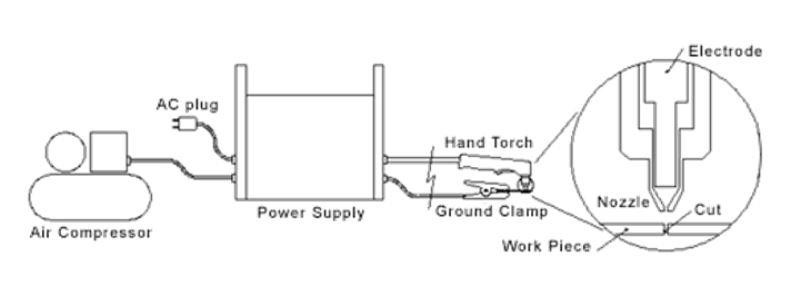
2.4การประยุกต์ใช้ในโลกแห่งความเป็นจริง
- เอ เครื่องตัดท่อพลาสม่า รองรับท่อกลมขนาด φ20–φ219 มม. ช่วยให้สามารถตัดเส้นตัดและรูแบบวงจรเดียวได้ด้วยระบบ CNC แบบพกพา
- ขนาดเต็ม เครื่องตัดพลาสม่าและเปลวไฟ CNC (แบบแกนทรี) รองรับแผ่นขนาด 0.8–160 มม. พร้อมการชดเชยรอยตัดอัตโนมัติและแกนทรีไดรฟ์คู่เพื่อความแม่นยำ
2.5ความเร็วในการตัดสำหรับการตัดอาร์คพลาสม่า:
ความเร็วในการตัดส่งผลโดยตรงต่อคุณภาพและประสิทธิภาพ
- ช้าเกินไป: ส่งผลให้รอยตัดกว้างขึ้นและมีตะกรันสะสมมากขึ้น
- เร็วเกินไป: อาจทำให้บาดแผลไม่หายสนิทและเกิดการกระเด็นมากเกินไป
ความเร็วในการตัดควรสอดคล้องกับกระแสไฟ ขนาดหัวฉีด และความหนาของวัสดุ
ระบบ CNC ช่วยให้ควบคุมความเร็วได้อย่างแม่นยำเพื่อผลลัพธ์ที่สม่ำเสมอ
| วัสดุ | ความหนา มม. |
ปัจจุบัน แอมป์ |
การตัด ความเร็ว มม./นาที |
แก๊ส |
| อลูมิเนียม | 1.5 5.0 12.0 25.0 |
40 50 400 400 |
1200 1500 3750 1250 |
เอ/เอช₂ เอ/เอช₂ เอ/เอช₂ เอ/เอช₂ |
| สแตนเลส 18/8 |
2 5 12 25 |
50 100 380 500 |
1600 2000 1500 625 |
เอ/เอช₂ เอ/เอช₂ เอ/เอช₂ เอ/เอช₂ |
2.6การตั้งค่าทั่วไปสำหรับการตัดพลาสม่าอาร์ค:
การตั้งค่าทั่วไปที่แนะนำ ได้แก่:
- จัดตำแหน่งอิเล็กโทรดและหัวฉีดเพื่อรักษาเสถียรภาพของส่วนโค้ง
- รักษาระยะห่างประมาณ 6 มม. ระหว่างหัวฉีดและชิ้นงาน
- เลือกชนิดและแรงดันของแก๊สตามวัสดุที่จะตัด
- ควบคุมความเข้มของส่วนโค้งและหลีกเลี่ยงสภาวะส่วนโค้งคู่
ฟังก์ชั่นการสลับโหมด:
โหมดโลหะขยาย: เริ่มการอาร์คนำร่องโดยอัตโนมัติตามที่จำเป็นเมื่อตัดโลหะขยาย
โหมดการตัด (แผ่นโลหะ/แผ่นโลหะ): ใช้สำหรับจานหรือแผ่นแข็ง ช่วยยืดอายุการใช้งานของวัสดุสิ้นเปลือง
โหมดการเจาะร่อง / อาร์คที่ไม่ถ่ายโอน: มีไว้สำหรับการเจาะงานหรือแอปพลิเคชันที่ต้องใช้อาร์คที่ไม่ถูกถ่ายโอน

3.0การทำงานของหัวพ่นไฟสำหรับการตัดด้วยอาร์กพลาสม่า
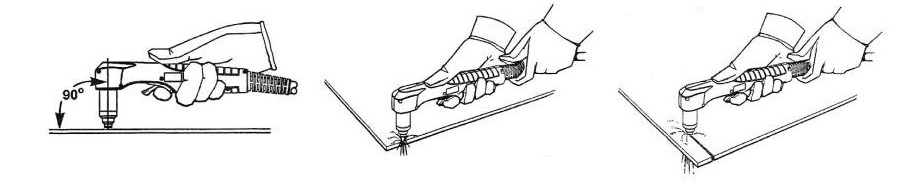
3.1การทำงานของไฟฉายมือ: การเริ่มต้นที่ขอบ
การเริ่มต้นขอบเป็นวิธีที่นิยมใช้ในการตัดพลาสม่าแบบแมนนวลมากที่สุด
- ขั้นตอนที่ 1: การวางตำแหน่งคบเพลิง: ถือหัวฉีดไฟฉายให้สัมผัสโดยตรงหรือใกล้กับขอบชิ้นงาน
- ขั้นตอนที่ 2: การเริ่มต้นอาร์ค: เริ่มส่วนโค้งและหยุดชั่วครู่เพื่อให้ทะลุผ่านขอบได้เต็มที่
- ขั้นตอนที่ 3: การตัด: เมื่อส่วนโค้งทะลุผ่านแล้ว ให้เริ่มเคลื่อนที่ไปตามเส้นทางการตัดที่ต้องการ รักษาความเร็วและมุมให้คงที่ ควรถือคบเพลิงในแนวตั้งฉากหรือเอียงไปด้านหลังเล็กน้อย (10–15°) เพื่อช่วยในการดีดตะกรันออก
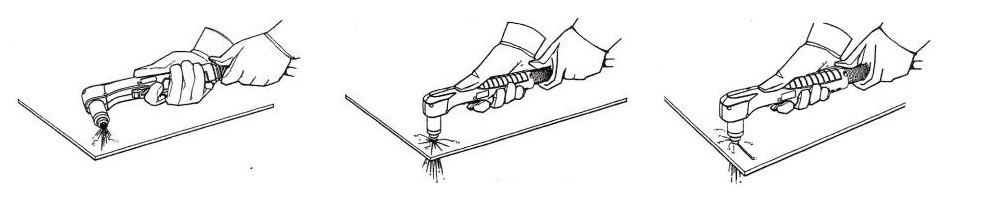
3.2การทำงานของคบเพลิงด้วยมือ: เทคนิคการเจาะ
การเจาะเป็นการผ่าตัดที่สำคัญเมื่อต้องตัดแผ่นโลหะที่มีความหนาปานกลางถึงหนา
- วัสดุบาง (<2 มม.): เริ่มส่วนโค้งที่มุม 15–30° จากนั้นหมุนไปยังตำแหน่งแนวตั้ง
- วัสดุหนา (≥2 มม.): รักษาระยะห่างอย่างน้อย 12 มม. ในระหว่างการเริ่มการอาร์ค และให้ต่ำลงจนถึงความสูงการตัดหลังจากการเจาะทะลุ
ข้อควรระวัง: การกระเด็นของโลหะในระหว่างการเจาะอาจทำให้หัวฉีดและอิเล็กโทรดเสียหายได้ ควรใช้การควบคุมระยะทางและมุมที่เหมาะสม
ขั้นตอนการเจาะ:
ขั้นตอนที่ 1: การวางตำแหน่งคบเพลิง: ถือคบเพลิงห่างจากพื้นผิวชิ้นงานประมาณ 1/8 นิ้ว (3 มม.)
ขั้นตอนที่ 2: การยิงคบเพลิงและการปรับมุม: ยิงคบเพลิงโดยถือไว้ในมุมเล็กน้อย จากนั้นหมุนให้ตั้งตรงในขณะที่ส่วนโค้งคงที่
ขั้นตอนที่ 3: การเจาะและการตัด: เมื่อประกายไฟออกมาจากด้านล่าง แสดงว่าส่วนโค้งได้เจาะทะลุวัสดุจนสุดแล้ว ให้ตัดต่อทันทีหลังจากนั้น
3.3การทำงานของคบเพลิงแบบมือ: เทคนิคการเจาะรู
การกัดเป็นร่องมักใช้เพื่อขจัดรอยเชื่อมหรือเตรียมรอยเชื่อมด้านหลัง
- ใช้หัวฉีดเจาะและหัวป้องกันแบบพิเศษ
- รักษาระยะการเริ่มส่วนโค้งไว้ประมาณ 12 มม.
- เอียงคบเพลิง 20–40° และเคลื่อนที่จากด้านหนึ่งไปอีกด้านหนึ่งอย่างสม่ำเสมอในระหว่างการเคลื่อนที่เพื่อควบคุมความกว้างและความลึกของร่อง
- แนะนำให้ใช้โล่ป้องกันความร้อนเพื่อปกป้องไฟฉายและพื้นที่โดยรอบ
ขั้นตอนการขูดด้วยพลาสม่า:
ขั้นตอนที่ 1: การวางตำแหน่งคบเพลิง: ถือคบเพลิงห่างจากผิวชิ้นงานประมาณ 1.5 มม.
ขั้นตอนที่ 2: Pilot Arc และการถ่ายโอน Arc: วางคบเพลิงในมุม 45° และจุดประกายไฟ เมื่อเสถียรแล้ว ประกายไฟจะถ่ายโอนไปยังชิ้นงาน
ขั้นตอนที่ 3: การดำเนินการเจาะร่อง: รักษามุม 45° ตลอดกระบวนการ เคลื่อนคบเพลิงในทิศทางการเคลื่อนที่โดยป้อนอย่างต่อเนื่องเพื่อสร้างร่อง
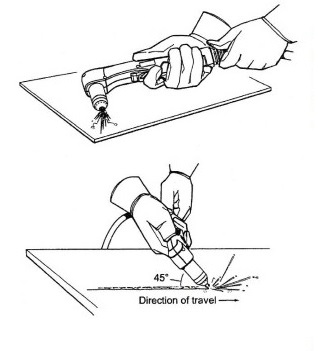
บันทึก: สามารถใช้โล่ป้องกันความร้อนเพื่อป้องกันมือและส่วนประกอบของคบเพลิงของผู้ปฏิบัติงานเพิ่มเติมระหว่างปฏิบัติการเจาะ
3.4เคล็ดลับเทคนิคกระบวนการพลาสม่า
เพื่อปรับปรุงคุณภาพการตัดและประสิทธิภาพโดยรวม เราขอแนะนำแนวทางปฏิบัติที่ดีที่สุดดังต่อไปนี้:
- การใช้ตัวนำและลูกกลิ้ง: ใช้อุปกรณ์นำทางคบเพลิงหรืออุปกรณ์ติดลูกกลิ้งเพื่อรักษาแนวตั้งและความเร็วในการเคลื่อนที่ที่สม่ำเสมอ
- รักษาระยะห่างให้เหมาะสม: รักษาหัวฉีดให้ห่างจากชิ้นงานในระยะที่เหมาะสมเพื่อหลีกเลี่ยงข้อบกพร่องด้านมุมเอียง และเพื่อให้มั่นใจถึงความสม่ำเสมอในการตัด
- ควบคุมความกว้างและทิศทางของรอยตัด: ทำความเข้าใจกับรอยตัด (ความกว้างของรอยตัด) และความเอนเอียงตามทิศทาง ตั้งค่าการชดเชย CNC ตามลำดับเพื่อให้ได้ขนาดชิ้นส่วนที่แม่นยำ
- ทิศทางการตัดมีความสำคัญ: ทิศทางการเคลื่อนที่ (ตามเข็มนาฬิกาหรือทวนเข็มนาฬิกา) ส่งผลต่อความเหลี่ยมของขอบตัด เลือกทิศทางตามรูปทรงที่ต้องการและคุณภาพขอบสุดท้าย
สนใจโซลูชันการตัดแบบบูรณาการหรือไม่?
สำรวจเครื่องตัดท่อพลาสม่าขั้นสูงและเครื่องตัดพลาสม่าและเปลวไฟ CNC ของเราเพื่อปรับปรุงกระบวนการทำงานในการผลิตท่อและแผ่นโลหะ—ติดต่อเราเพื่อรับแผ่นข้อมูลและราคาโดยละเอียด



