

- 1.0ลักษณะการสึกหรอปกติของเครื่องมือตัดโลหะมีอะไรบ้าง?
- 2.0กระบวนการสึกหรอของเครื่องมือตัดโลหะคืออะไร?
- 3.0เกณฑ์การสึกหรอ (ความทื่อ) ของเครื่องมือตัดโลหะคืออะไร?
- 4.0อายุการใช้งานของเครื่องมือตัดโลหะคือเท่าไร?
- 5.0ปัจจัยใดบ้างที่ส่งผลต่ออายุการใช้งานของเครื่องมือตัดโลหะ?
- 6.0จะกำหนดอายุการใช้งานของเครื่องมือตัดโลหะได้อย่างเหมาะสมได้อย่างไร?
- 7.0คำถามที่พบบ่อย (FAQ)
การแนะนำ
การตัดโลหะเป็นรากฐานของการผลิตสมัยใหม่ และเครื่องมือตัดโลหะเป็นองค์ประกอบหลักของรากฐานนี้ ตั้งแต่ชิ้นส่วนยานยนต์ไปจนถึงโครงสร้างอากาศยาน จากแม่พิมพ์ที่มีความแม่นยำสูงไปจนถึงชิ้นส่วนเครื่องจักรกลทั่วไป การผลิตผลิตภัณฑ์โลหะเกือบทั้งหมดต้องอาศัยเครื่องมือตัดที่มีประสิทธิภาพและเชื่อถือได้
อย่างไรก็ตาม ในระหว่างการตัดอย่างต่อเนื่อง การสึกหรอของเครื่องมือเป็นสิ่งที่หลีกเลี่ยงไม่ได้ ซึ่งส่งผลโดยตรงต่ออายุการใช้งานของเครื่องมือ และส่งผลต่อประสิทธิภาพการผลิต ต้นทุนการผลิต และความเสถียรของคุณภาพผลิตภัณฑ์
1.0ลักษณะการสึกหรอปกติของเครื่องมือตัดโลหะมีอะไรบ้าง?
การจำแนกประเภทความล้มเหลวของเครื่องมือ:
ความเสียหายของเครื่องมือสามารถแบ่งออกเป็นสองประเภทหลัก ได้แก่ การสึกหรอตามปกติและการแตกหักของเครื่องมือ การสึกหรอตามปกติส่วนใหญ่ประกอบด้วยรูปแบบดังต่อไปนี้
1.1Rake Face Wear:
เมื่อทำการตัดด้วยความเร็วตัดสูงและความหนาของการตัดมาก โดยเฉพาะอย่างยิ่งในการตัดเฉือนโลหะอ่อนที่มีจุดหลอมเหลวสูง เช่น เหล็กกล้า แรงเสียดทานที่รุนแรงบนหน้าตัดจะทำให้เกิดหลุมรูปพระจันทร์เสี้ยวขึ้น
จุดศูนย์กลางของหลุมตัดจะตรงกับอุณหภูมิการตัดที่สูงที่สุดบนหน้าตัด จะมีพื้นที่เล็กๆ เหลืออยู่ระหว่างหลุมตัดกับคมตัดหลัก เมื่อการตัดดำเนินต่อไป หลุมตัดจะค่อยๆ ขยายความกว้างและความลึก พื้นที่จะแคบลง และในที่สุดคมตัดก็จะบิ่น
ระยะห่างจากจุดศูนย์กลางของหลุมกัดกร่อนถึงคมตัดหลัก (\(K_M\)) โดยทั่วไปจะอยู่ที่ประมาณ 1–3 มม. และปริมาณการสึกหรอจะแสดงด้วยความลึกสูงสุดของหลุมกัดกร่อน (\(K_T\))
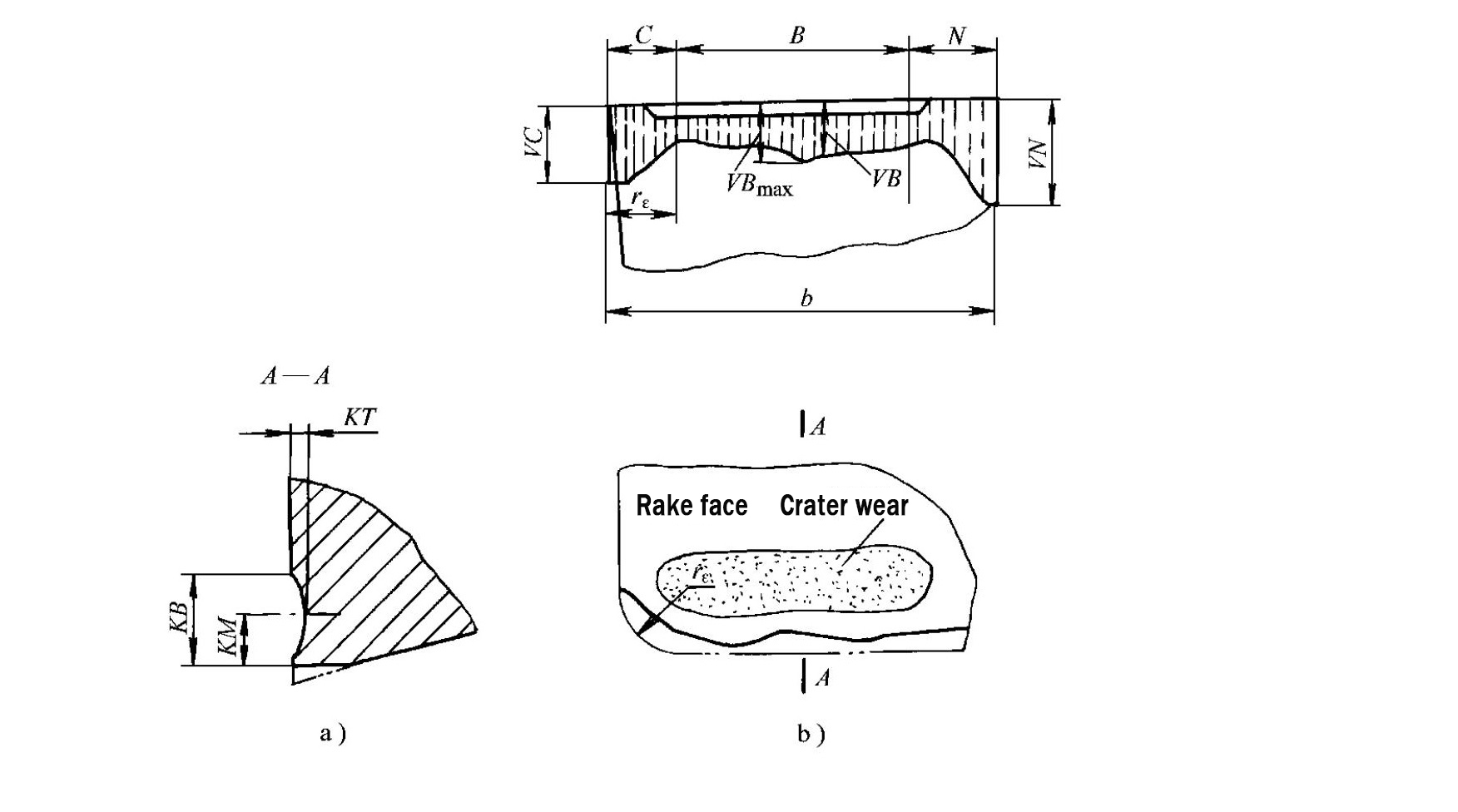
1.2อุปกรณ์ป้องกันใบหน้าบริเวณข้างลำตัว:
แรงเสียดทานที่รุนแรงเกิดขึ้นระหว่างด้านข้างของเครื่องมือตัดโลหะกับพื้นผิวที่ถูกกลึง ทำให้เกิดร่องสึกหรอแคบๆ ที่มีมุมคลายตัวเป็นศูนย์ใกล้กับคมตัดหลักอย่างรวดเร็ว
การสึกหรอประเภทนี้เกิดขึ้นที่ความเร็วในการตัดต่ำและความหนาของการตัดน้อย ไม่ว่าจะเป็นโลหะเปราะหรือโลหะอ่อนก็ตาม
ลักษณะทั่วไปของแถบสึกหรอบริเวณด้านข้างลำตัว:
- บริเวณปลายเครื่องมือ (โซน C): ประสบกับการสึกหรออย่างรุนแรงที่สุดเนื่องจากความแข็งแรงต่ำและการระบายความร้อนที่ไม่ดี ค่าสูงสุดแสดงเป็น \(V_C\)
- ด้านข้างของพื้นผิวชิ้นงาน (โซน N): มีแนวโน้มที่จะเกิดร่องลึก (การสึกหรอตามขอบ) โดยความลึกแสดงด้วย \(V_N\).
- ส่วนกลางของแถบสึกหรอ (โซน B): แสดงให้เห็นการสึกหรอที่ค่อนข้างสม่ำเสมอ โดยความกว้างของการสึกหรอสูงสุดแสดงด้วยสัญลักษณ์ \(V_{B\text{max}}\).
1.3การสึกหรอของด้านข้างและด้านหน้าพร้อมกัน:
เมื่อทำการตัดเฉือนโลหะเหนียวที่มีจุดหลอมเหลวสูงด้วยความเร็วตัดและอัตราป้อนปานกลาง การสึกหรอแบบเป็นหลุมบนหน้าตัดและการสึกหรอที่ด้านข้างมักเกิดขึ้นพร้อมกัน
2.0กระบวนการสึกหรอของเครื่องมือตัดโลหะคืออะไร?
การแบ่งประเภทการสวมใส่:
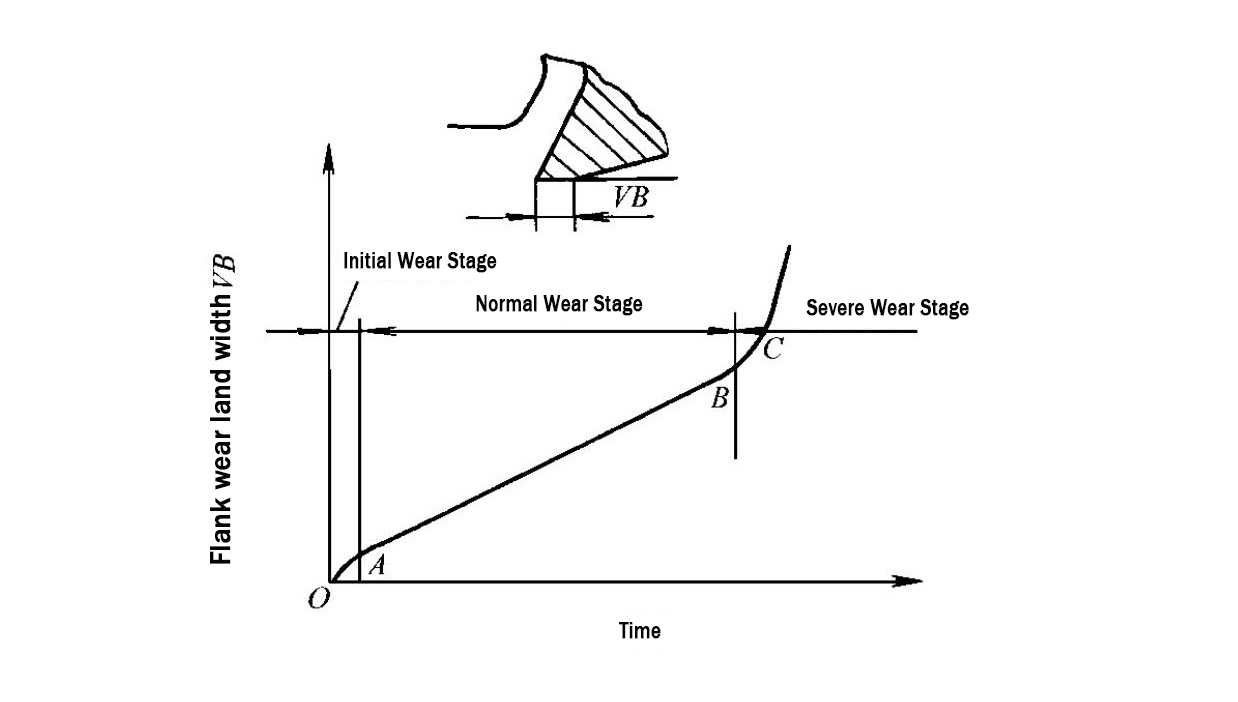
ภายใต้สภาวะการตัดที่กำหนด ไม่ว่ารูปแบบการสึกหรอจะเป็นอย่างไร การสึกหรอของเครื่องมือจะเพิ่มขึ้นตามเวลาการตัด และโดยทั่วไปจะดำเนินไปตามสามขั้นตอน
2.1ระยะการสึกหรอเริ่มต้น:
เครื่องมือตัดโลหะที่ลับคมใหม่จะมีพื้นผิวหยาบและมีข้อบกพร่องระดับจุลภาค เช่น รอยแตกขนาดเล็กบนหน้าตัดด้านข้าง คมตัดมีความคม และพื้นที่สัมผัสระหว่างหน้าตัดด้านข้างกับพื้นผิวที่ผ่านการกลึงมีขนาดเล็ก
ผลที่ตามมาคือ แรงกดและอุณหภูมิในการตัดจะกระจุกตัวสูงมากบริเวณคมตัด ทำให้เกิดอัตราการสึกหรอค่อนข้างสูง
2.2ระดับการสึกหรอปกติ:
หลังจากช่วงสึกหรอเริ่มต้นแล้ว พื้นผิวหยาบของด้านข้างคมตัดจะเรียบขึ้น พื้นที่รับน้ำหนักเพิ่มขึ้น แรงกดลดลง และอัตราการสึกหรอลดลงอย่างมากและคงที่ จากนั้นเครื่องมือตัดโลหะจะเข้าสู่ขั้นตอนการสึกหรอปกติ
2.3ระดับการสึกหรอขั้นรุนแรง:
เมื่อความกว้างของการสึกหรอที่ด้านข้าง (V_B) ถึงขีดจำกัดวิกฤต แรงเสียดทานจะเพิ่มขึ้นอย่างรวดเร็ว แรงตัดและอุณหภูมิในการตัดจะสูงขึ้นอย่างรวดเร็ว และอัตราการสึกหรอจะเร่งตัวขึ้นอย่างมาก เครื่องมือตัดโลหะจะเสียหายอย่างรวดเร็วและสูญเสียความสามารถในการตัด
3.0เกณฑ์การสึกหรอ (ความทื่อ) ของเครื่องมือตัดโลหะคืออะไร?
ทำให้หลักการตัดสินใจไม่เฉียบคม:
เมื่อเครื่องมือตัดโลหะสึกหรอถึงระดับหนึ่ง จะเกิดปรากฏการณ์ดังต่อไปนี้:
- แรงตัดและอุณหภูมิในการตัดเพิ่มขึ้นอย่างมาก
- พื้นผิวที่ผ่านการกลึงจะหยาบ และความแม่นยำของขนาดจะคลาดเคลื่อนจากค่าที่ยอมรับได้
- สีและรูปทรงของชิปอาจผิดปกติไป พร้อมกับอาจเกิดการสั่นหรือเสียงดัง
ปรากฏการณ์เหล่านี้บ่งชี้ว่าเครื่องมือเริ่มทื่อแล้ว
คำจำกัดความของเกณฑ์การลดความเงางาม:
ต้องระบุค่าการสึกหรอสูงสุดที่อนุญาตตามข้อกำหนดของการตัดเฉือน ซึ่งค่านี้เรียกว่าเกณฑ์การสึกหรอ (ความทื่อ) ของเครื่องมือ
เหตุผลในการคัดเลือกเกณฑ์:
เนื่องจากการสึกหรอของหน้าตัดด้านข้างเป็นสิ่งที่พบได้บ่อยที่สุดและวัดได้ง่ายที่สุด ค่าการสึกหรอเฉลี่ยในส่วนกลางของหน้าตัดด้านข้าง (V_B) จึงมักถูกใช้เป็นเกณฑ์การสึกหรอสำหรับเครื่องมือตัดโลหะ
3.1ค่า \(V_B\) ที่แนะนำภายใต้สภาวะการตัดเฉือนที่แตกต่างกัน
| เงื่อนไขการตัดเฉือน | ค่า VB ที่แนะนำ (มม.) |
|---|---|
| หมุนให้เสร็จ | 0.1–0.3 |
| การกลึงหยาบเหล็กอัลลอย หรือการกลึงหยาบชิ้นงานที่มีความแข็งแรงต่ำ | 0.4–0.5 |
| การกลึงหยาบเหล็กกล้าคาร์บอน | 0.6–0.8 |
| การกลึงหยาบชิ้นส่วนเหล็กหล่อ | 0.8–1.2 |
| การกลึงหยาบด้วยความเร็วต่ำสำหรับชิ้นงานเหล็กและเหล็กหล่อขนาดใหญ่ | 1.0–1.5 |

4.0อายุการใช้งานของเครื่องมือตัดโลหะคือเท่าไร?
คำจำกัดความของอายุการใช้งานของเครื่องมือ:
อายุการใช้งานของเครื่องมือ หมายถึง เวลาการตัดที่มีประสิทธิภาพทั้งหมด นับตั้งแต่เริ่มการตัดหลังจากลับคมเครื่องมือ จนกระทั่งการสึกหรอถึงเกณฑ์ความทื่อที่กำหนดไว้ เวลาที่ไม่เกี่ยวข้องกับการตัด เช่น การตั้งค่าเครื่องมือ การวัด การเคลื่อนที่อย่างรวดเร็ว และการเคลื่อนที่กลับ จะไม่นับรวม
อายุการใช้งานของเครื่องมือแสดงด้วยสัญลักษณ์ \(T\) และวัดเป็นนาที
การจำแนกประเภทอายุการใช้งานของเครื่องมือ:
- เครื่องมือตัดโลหะที่สามารถนำกลับมาใช้ใหม่ได้: อายุการใช้งานของเครื่องมือ หมายถึง เวลาใช้งานจริงระหว่างการลับคมสองครั้งติดต่อกัน ส่วนอายุการใช้งานทั้งหมดของเครื่องมือ คือ เวลาใช้งานตั้งแต่เริ่มใช้งานครั้งแรกจนถึงการทิ้งโดยสมบูรณ์
- เครื่องมือตัดโลหะที่ไม่สามารถลับคมใหม่ได้: อายุการใช้งานรวมของเครื่องมือเท่ากับอายุการใช้งานของเครื่องมือ
5.0ปัจจัยใดบ้างที่ส่งผลต่ออายุการใช้งานของเครื่องมือตัดโลหะ?
5.1พารามิเตอร์การตัด:
พารามิเตอร์การตัดเป็นหนึ่งในปัจจัยที่มีอิทธิพลสำคัญที่สุด ความสัมพันธ์ทั่วไประหว่างอายุการใช้งานของเครื่องมือ (T) และพารามิเตอร์การตัดคือ:
$$
T = \frac{C_T}{v_c^x \cdot f^y \cdot a_p^z}
$$
ที่ไหน:
- \(C_T\): ค่าคงที่อายุการใช้งานของเครื่องมือ ซึ่งเกี่ยวข้องกับวัสดุของเครื่องมือ วัสดุของชิ้นงาน และสภาวะการตัด
- \(x, y, z\): เลขชี้กำลังเชิงประจักษ์ โดยทั่วไปจะมี \(x > y > z\)
ตัวอย่าง:
เมื่อทำการกลึงเหล็กกล้าคาร์บอนที่มีค่า \(\sigma_b = 0.637\ \text{GPa}\) โดยใช้เครื่องมือกลึงคาร์ไบด์:
$$
T = \frac{C_T}{v_c^5 \cdot f^{2.25} \cdot a_p^{0.75}}
$$
กฎ:
เมื่อความเร็วตัด (v_c), อัตราการป้อน (f) และความลึกของการตัด (a_p) เพิ่มขึ้น อายุการใช้งานของเครื่องมือ (T) จะลดลง ความเร็วในการตัด (v_c) มีอิทธิพลมากที่สุด รองลงมาคืออัตราการป้อน (f) และความลึกของการตัด (a_p) มีอิทธิพลน้อยที่สุด
เพื่อเพิ่มผลผลิตพร้อมทั้งยืดอายุการใช้งานของเครื่องมือ ควรเลือกค่า \(a_p\) ที่มากขึ้นก่อน จากนั้นเลือกค่า \(f\) ที่มากขึ้น และสุดท้ายเลือกค่า \(v_c\) ที่เหมาะสม
5.2พารามิเตอร์รูปทรงเรขาคณิตของเครื่องมือ:
- มุมคายเศษ (\(\gamma_o\)): การเพิ่มมุมคายเศษจะช่วยลดแรงตัดและอุณหภูมิ ทำให้ยืดอายุการใช้งานของเครื่องมือ ในทางกลับกัน มุมคายเศษที่มากเกินไปจะทำให้ความแข็งแรงของเครื่องมือลดลงและการระบายความร้อนไม่ดี ทำให้เสี่ยงต่อการแตกหักมากขึ้น
- มุมคมตัดหลัก (\(\kappa_r\)): การลดค่า κr จะช่วยเพิ่มความแข็งแรงของปลายเครื่องมือและการระบายความร้อน ในทางกลับกัน หากค่า κr น้อยเกินไป จะเพิ่มแรงในแนวรัศมีและอาจทำให้เกิดการสั่นสะเทือนในระบบที่มีความแข็งแกร่งต่ำ
- ปัจจัยเพิ่มเติม: การลดมุมคมตัดเล็กน้อย \(\kappa_r\) และการเพิ่มรัศมีปลายคมตัด \(r_\varepsilon\) มีผลดีต่ออายุการใช้งานของเครื่องมือในลักษณะที่คล้ายคลึงกัน
5.3วัสดุที่ใช้ทำเครื่องมือ:
ความแข็งแรงสูงที่อุณหภูมิสูงและความต้านทานการสึกหรอที่สูงขึ้นจะช่วยยืดอายุการใช้งานของเครื่องมือ ในสภาวะที่มีแรงกระแทก งานหนัก หรือสภาวะที่ยากต่อการขึ้นรูป ความทนทานต่อแรงกระแทกและความแข็งแรงในการดัดงอจะกลายเป็นปัจจัยสำคัญ
5.4วัสดุชิ้นงาน:
- ความแข็งแรงและความแข็งที่สูงขึ้นจะทำให้เกิดอุณหภูมิในการตัดสูงขึ้นและลดอายุการใช้งานของเครื่องมือ
- ความยืดหยุ่นและความทนทานที่สูงขึ้น ผนวกกับค่าการนำความร้อนต่ำ ยังส่งผลให้อุณหภูมิในการตัดสูงขึ้นและทำให้อายุการใช้งานของเครื่องมือสั้นลง
6.0จะกำหนดอายุการใช้งานของเครื่องมือตัดโลหะได้อย่างเหมาะสมได้อย่างไร?
หลักการสำคัญ:
การเลือกอายุการใช้งานของเครื่องมือที่เหมาะสมจะช่วยเพิ่มผลผลิตและลดต้นทุน อายุการใช้งานของเครื่องมือที่ยาวเกินไปจะทำให้ต้องใช้พารามิเตอร์การตัดที่แคบลงและลดอัตราการกำจัดโลหะ ในทางกลับกัน อายุการใช้งานของเครื่องมือที่สั้นเกินไปจะทำให้เสียเวลาในการเปลี่ยนเครื่องมือและการลับคมใหม่มากขึ้น ส่งผลให้ต้นทุนโดยรวมสูงขึ้น
6.1ค่าอายุการใช้งานที่แนะนำสำหรับเครื่องมือทั่วไป
| ประเภทเครื่องมือ | อายุการใช้งานที่แนะนำของเครื่องมือ (นาที) |
|---|---|
| เครื่องมือกลึงเหล็กความเร็วสูง | 60–90 |
| สว่านเหล็กความเร็วสูง | 80–120 |
| เครื่องมือกลึงคาร์ไบด์เชื่อมประสาน | 60 |
| เครื่องมือกลึงคาร์ไบด์แบบถอดเปลี่ยนได้ | 15–30 |
| ดอกกัดหน้าคาร์ไบด์ | 120–180 |
| เครื่องมือตัดเฟือง | 200–300 |
| เครื่องมือกลึงเหล็กความเร็วสูงสำหรับเครื่องจักรกลอัตโนมัติ | 180–200 |
6.2ข้อควรพิจารณาเพิ่มเติม:
- ความซับซ้อนและความแม่นยำของเครื่องมือ: เครื่องมือที่มีคมหลายด้าน ความแม่นยำสูง และซับซ้อน จะมีอายุการใช้งานยาวนานกว่าเครื่องมือที่มีคมด้านเดียว ความแม่นยำต่ำ และเรียบง่าย
- เครื่องมือที่สามารถจัดทำดัชนีได้: การเปลี่ยนเม็ดมีดอย่างรวดเร็วช่วยลดอายุการใช้งานของเครื่องมือ เพื่อรักษาความคมของคมตัด
- การตกแต่งขั้นสุดท้ายเทียบกับการตกแต่งขั้นต้น: เครื่องมือสำหรับงานตกแต่งผิวต้องมีอายุการใช้งานยาวนานกว่า เนื่องจากมีแรงตัดที่เบากว่าและต้องการความแม่นยำสูงกว่า
- การตกแต่งชิ้นงานขนาดใหญ่: อายุการใช้งานของเครื่องมือที่ยาวนานขึ้นช่วยหลีกเลี่ยงการเปลี่ยนเครื่องมือระหว่างกระบวนการผลิต
- การตัดเฉือนด้วยเครื่อง CNC: อายุการใช้งานของเครื่องมือควรเกินหนึ่งกะการทำงาน และยาวนานกว่าเวลาในการตัดชิ้นส่วนเดียว
7.0คำถามที่พบบ่อย (FAQ)
ถาม: เหตุใดการสึกหรอของหน้าตัดด้านข้างจึงเป็นเกณฑ์การประเมินความทื่อของเครื่องมือที่ใช้กันมากที่สุด?
ก: การสึกหรอที่ด้านข้างคมตัดเป็นรูปแบบการสึกหรอที่พบได้บ่อยที่สุดในการตัดโลหะ เกิดขึ้นได้ทั้งในโลหะเปราะและโลหะอ่อนที่ความเร็วในการตัดต่ำถึงปานกลาง แถบการสึกหรอมีรูปร่างสม่ำเสมอ โดยมีการสึกหรอที่สม่ำเสมอในส่วนกลาง (โซน B) และค่าการสึกหรอเฉลี่ย \(V_B\) นั้นวัดและควบคุมได้ง่าย ดังนั้น \(V_B\) จึงถูกนำมาใช้กันอย่างแพร่หลายเป็นเกณฑ์มาตรฐานในการวัดความทื่อของคมตัด
ถาม: พารามิเตอร์การตัดใดที่มีผลต่ออายุการใช้งานของเครื่องมือมากที่สุด?
ก: ความเร็วในการตัด (\(v_c\)) มีอิทธิพลมากที่สุด รองลงมาคืออัตราการป้อน (\(f\)) ในขณะที่ความลึกของการตัด (\(a_p\)) มีผลน้อยที่สุด ซึ่งได้รับการยืนยันจากสมการอายุการใช้งานของเครื่องมือ โดยเลขชี้กำลังที่มากขึ้นแสดงถึงผลกระทบที่มากขึ้น
ถาม: การเลือกอายุการใช้งานของเครื่องมือแตกต่างกันอย่างไรระหว่างการกลึงละเอียดและการกลึงหยาบ?
ก: การตกแต่งผิวงานใช้แรงตัดที่เบากว่าและต้องการอายุการใช้งานของเครื่องมือที่ยาวนานกว่าเพื่อให้ได้คุณภาพผิวงานและความแม่นยำของขนาด ในขณะที่การตัดหยาบเน้นการกำจัดวัสดุอย่างรวดเร็วและสามารถใช้อายุการใช้งานของเครื่องมือที่สั้นกว่าได้โดยใช้พารามิเตอร์การตัดที่ใหญ่กว่า
ถาม: เหตุใดเครื่องมือแบบถอดเปลี่ยนได้จึงมีอายุการใช้งานสั้นกว่าเครื่องมือแบบเชื่อมประสาน?
ก: เครื่องมือแบบถอดเปลี่ยนเม็ดมีดได้ ช่วยให้เปลี่ยนเม็ดมีดได้อย่างรวดเร็วโดยไม่ต้องลับคมใหม่ ทำให้คมตัดคมอยู่เสมอ อายุการใช้งานของเครื่องมือที่สั้นลงช่วยเพิ่มประสิทธิภาพการตัด ในขณะเดียวกันก็รักษาสมดุลของต้นทุนเครื่องมือ
ถาม: การตัดเฉือนด้วยเครื่อง CNC มีข้อกำหนดพิเศษเกี่ยวกับอายุการใช้งานของเครื่องมือหรือไม่?
ก: ใช่แล้ว การตัดเฉือนด้วยเครื่อง CNC โดยทั่วไปจะเป็นระบบอัตโนมัติและต่อเนื่อง อายุการใช้งานของเครื่องมือควรเกินหนึ่งกะการทำงาน และยาวนานกว่าเวลาที่ใช้ในการตัดชิ้นส่วนเดียว เพื่อให้มั่นใจได้ถึงการผลิตที่เสถียรและไม่หยุดชะงัก