

- 1.0หลักการพื้นฐานของการให้ความร้อนด้วยการเหนี่ยวนำ
- 2.0รูปแบบการใช้งานทั่วไปของระบบทำความร้อนแบบเหนี่ยวนำ
- 3.0ตัวอย่างการใช้งานทั่วไปของการทำความร้อนด้วยการเหนี่ยวนำ
- 4.0สถานการณ์การใช้งานจำแนกตามความถี่
- 5.0ข้อดีที่สำคัญของการทำความร้อนด้วยระบบเหนี่ยวนำ
- 6.0พารามิเตอร์กระบวนการหลักของการให้ความร้อนด้วยการเหนี่ยวนำ
- 7.0โครงสร้างพื้นฐานและคุณลักษณะสำคัญของอุปกรณ์ทำความร้อนแบบเหนี่ยวนำ
- 8.0คำถามที่พบบ่อย (FAQ)
การให้ความร้อนแบบเหนี่ยวนำ เป็นปรากฏการณ์ทางกายภาพในสาขาแม่เหล็กไฟฟ้า ด้วยประสิทธิภาพสูง ความแม่นยำ และคุณสมบัติที่เป็นมิตรต่อสิ่งแวดล้อม จึงมีบทบาทสำคัญในการผลิตทางอุตสาหกรรมและการใช้งานที่หลากหลาย โดยเฉพาะอย่างยิ่ง เป็นวิธีการให้ความร้อนที่เชื่อถือได้และควบคุมได้สำหรับอุปกรณ์เฉพาะทาง เช่น เครื่องปิดปลายท่อ
1.0หลักการพื้นฐานของการให้ความร้อนด้วยการเหนี่ยวนำ
หลักการสำคัญของการทำความร้อนด้วยการเหนี่ยวนำอยู่ที่การถ่ายโอนและการแปลงพลังงานผ่านการเหนี่ยวนำทางแม่เหล็กไฟฟ้า เมื่อกระแสไฟฟ้าไหลผ่านขดลวดปฐมภูมิซึ่งทำหน้าที่เป็นแม่เหล็กไฟฟ้า จะทำให้เกิดสนามแม่เหล็กสลับขึ้น
หากวางชิ้นงานนำไฟฟ้า (โดยทั่วไปคือโลหะ แต่ก็รวมถึงวัสดุนำไฟฟ้าอื่นๆ เช่น คาร์บอนหรือกราไฟต์) ไว้ภายในสนามไฟฟ้าดังกล่าว จะเกิดเป็นวงจรลัดรองขึ้น ซึ่งจะเหนี่ยวนำให้เกิดกระแสไหลวนขึ้น เมื่อกระแสไหลวนเหล่านี้ไหลผ่านวัสดุ มันจะพบกับความต้านทานไฟฟ้าและสร้างความร้อนขึ้นผ่านปรากฏการณ์จูล
หากชิ้นงานทำจากวัสดุแม่เหล็ก กลไกการให้ความร้อนแบบที่สองจะเกิดขึ้นในรูปแบบของการสูญเสียฮิสเทรีซิส ซึ่งการจัดเรียงตัวใหม่ซ้ำๆ ของโดเมนแม่เหล็กภายใต้สนามแม่เหล็กที่เปลี่ยนแปลงจะทำให้เกิดความร้อนเพิ่มเติม
ปริมาณความร้อนทั้งหมดที่เกิดขึ้นนั้นขึ้นอยู่กับปัจจัยสำคัญหลายประการ:
- พลังงานไฟฟ้าที่ใช้ในการสร้างสนามแม่เหล็กสลับ
- ขนาดและรูปทรงของชิ้นงาน
- คุณสมบัติทางวัสดุของชิ้นงาน
- ระดับการเชื่อมต่อระหว่างชิ้นงานและขดลวดปฐมภูมิ
2.0รูปแบบการใช้งานทั่วไปของระบบทำความร้อนแบบเหนี่ยวนำ
โดยทั่วไปแล้ว ระบบทำความร้อนแบบเหนี่ยวนำจะถูกนำไปใช้ในโครงสร้างหลักสองรูปแบบ ซึ่งแต่ละรูปแบบเหมาะสมกับความต้องการใช้งานที่แตกต่างกัน:
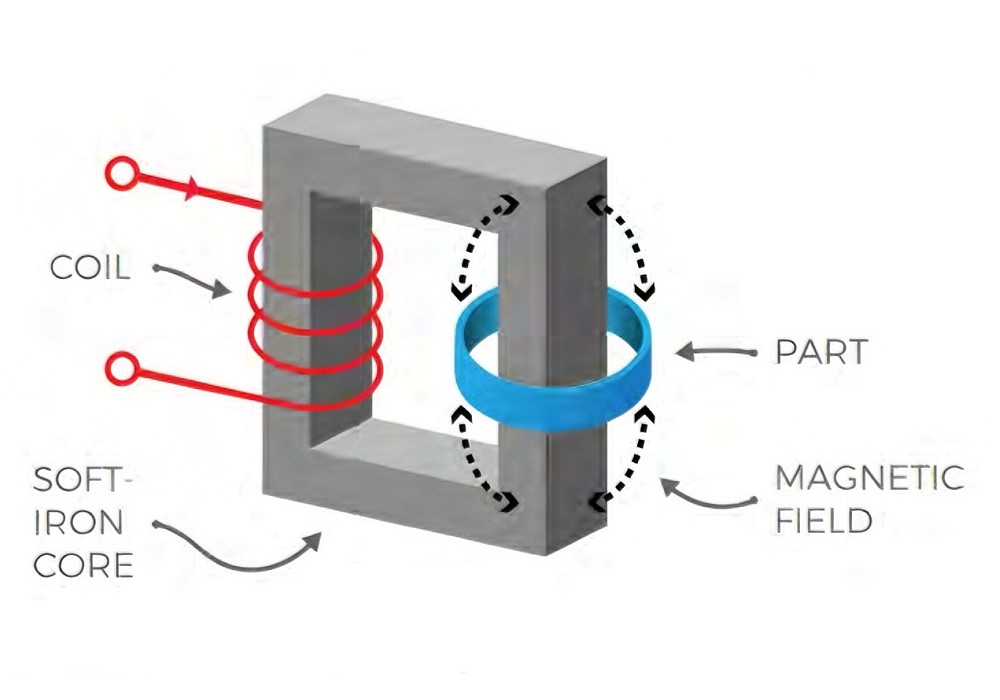
2.1โครงสร้างแกนแม่เหล็กอ่อน
- แกนแม่เหล็กอ่อนร่วมจะถ่ายทอดสนามแม่เหล็กสลับจากขดลวดปฐมภูมิ (จำนวนรอบสูง) ไปยังชิ้นงาน
- ชิ้นงานทำหน้าที่เป็นขดลวดทุติยภูมิแบบลัดวงจรรอบเดียว
- เป็นไปตามหลักการอนุรักษ์อัตราส่วนรอบและพลังงานแม่เหล็กไฟฟ้า ทำให้ได้แรงดันต่ำและกระแสสูงมาก
- เหมาะอย่างยิ่งสำหรับงานให้ความร้อนเฉพาะจุด (เช่น การอุ่นปลายท่อในเครื่องปิดปลายท่อ)
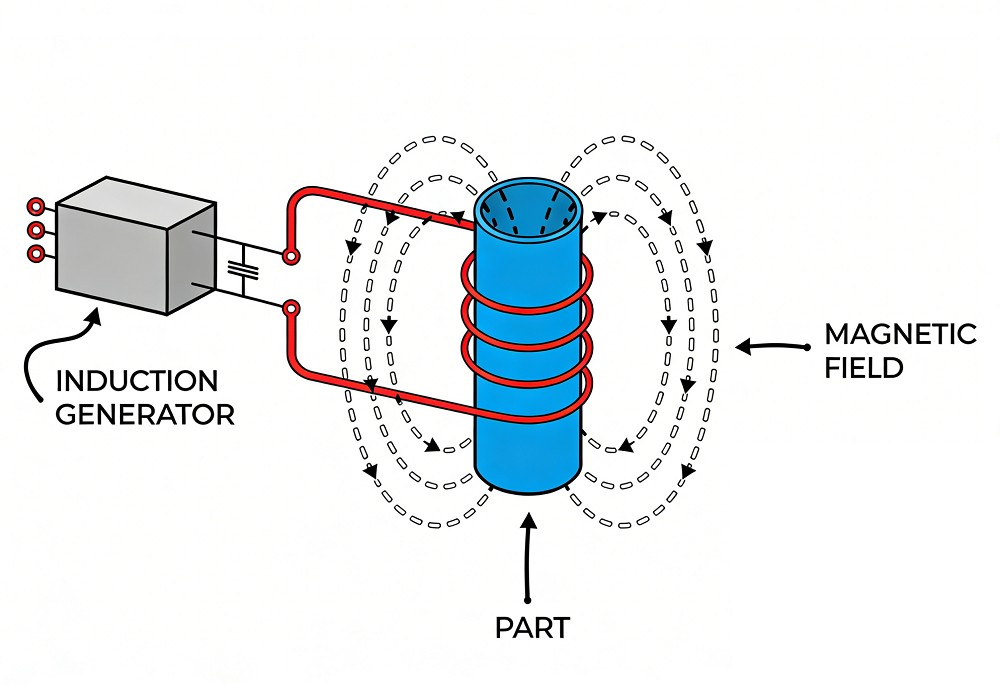
2.2การกำหนดค่าการเชื่อมต่อโดยตรง
- ขดลวดปฐมภูมิถูกวางไว้รอบชิ้นงานโดยตรง
- วางชิ้นงานไว้ภายในสนามแม่เหล็กสลับโดยตรง (ไม่มีแกนแม่เหล็กอ่อน)
- ให้ประสิทธิภาพการทำความร้อนที่สูงกว่า
- เหมาะสำหรับกระบวนการผลิตแบบต่อเนื่องที่มีปริมาณมาก
3.0ตัวอย่างการใช้งานทั่วไปของการทำความร้อนด้วยการเหนี่ยวนำ
ขอบเขตการใช้งานของการให้ความร้อนด้วยการเหนี่ยวนำนั้นกว้างขวาง และโดยทั่วไปจะแบ่งประเภทตามระดับพลังงานที่เหนี่ยวนำภายในชิ้นงาน:
3.1การใช้งานที่ต้องการกำลังสูง
- การหลอมด้วยการเหนี่ยวนำ
- การเชื่อม การบัดกรีแบบอ่อน และการประสาน (การให้ความร้อนอย่างรวดเร็วจนถึงอุณหภูมิหลอมเหลว/เชื่อมต่อ)
3.2แอปพลิเคชันพลังงานต่ำ
- การอบชุบความร้อน: การเพิ่มความแข็งเฉพาะจุด/เฉพาะพื้นผิวของตลับลูกปืน เฟือง บูช รอก และข้อต่อ (ช่วยเพิ่มความแข็งและความทนทานต่อการสึกหรอ)
- การประกอบด้วยความร้อน (การอัดแน่น): การให้ความร้อนแก่ชิ้นส่วนเพื่อให้เกิดการขยายตัวระหว่างการประกอบ และการทำให้เย็นลงเพื่อให้เกิดการประกอบที่แน่นสนิท
- การใช้งานเฉพาะทาง:
- การเชื่อมโลหะกับแก้วหรือพลาสติก
- การให้ความร้อนทางอ้อม (การปรุงอาหาร การฉีดขึ้นรูปพลาสติก การปิดผนึกบรรจุภัณฑ์)
- การให้ความร้อนและการปิดผนึกปลายท่อ เครื่องปิดปลายท่อ
4.0สถานการณ์การใช้งานจำแนกตามความถี่
การให้ความร้อนด้วยการเหนี่ยวนำสามารถปรับแต่งให้เหมาะสมกับความต้องการเฉพาะโดยพิจารณาจากความถี่ของกระแสไฟฟ้าที่ใช้งาน:
4.1การทำความร้อนแบบเหนี่ยวนำความถี่ต่ำ (50 หรือ 60 เฮิรตซ์)
- ใช้ความถี่ไฟฟ้ากระแสสลับมาตรฐาน
- โซลูชันที่คุ้มค่าและให้ความร้อนแทรกซึมลึก
- ช่วยให้ความร้อนแก่ชิ้นงานขนาดใหญ่เป็นไปอย่างค่อยเป็นค่อยไปและสม่ำเสมอ
4.2การให้ความร้อนด้วยการเหนี่ยวนำความถี่ปานกลาง (5–500 kHz)
- เหมาะสำหรับการอบชุบด้วยความร้อนกำลังสูง เฉพาะจุด หรือใต้พื้นผิว
- ความลึกของการแทรกซึมความร้อนจะลดลงเมื่อความถี่เพิ่มขึ้น
- ช่วยให้สามารถให้ความร้อนเฉพาะจุดที่ต้องการบนชิ้นงานได้อย่างแม่นยำ
| ช่วงความถี่ | ความลึกของการทะลุทะลวง | ลักษณะการให้ความร้อน | การใช้งานทั่วไป |
| ความถี่ต่ำ (50–60 เฮิรตซ์) | ลึก | การให้ความร้อนแบบค่อยเป็นค่อยไปและสม่ำเสมอทั่วทั้งระบบ | ชิ้นงานขนาดใหญ่, ระบบทำความร้อนโดยรวม |
| ความถี่ปานกลาง (5–500 kHz) | ระดับปานกลางถึงตื้น | การให้ความร้อนเฉพาะจุดและควบคุมได้ | การบำบัดพื้นผิวหรือใต้พื้นผิว การให้ความร้อนที่ปลายท่อ |






5.0ข้อดีที่สำคัญของการทำความร้อนด้วยระบบเหนี่ยวนำ
เมื่อเปรียบเทียบกับวิธีการให้ความร้อนแบบดั้งเดิม (การให้ความร้อนด้วยเปลวไฟ การให้ความร้อนด้วยเตาเผา การให้ความร้อนด้วยอ่างน้ำมัน) การให้ความร้อนด้วยการเหนี่ยวนำมีข้อได้เปรียบทางเทคนิคที่โดดเด่น:
- การให้ความร้อนอย่างรวดเร็ว: ให้ความร้อนทันทีเมื่อจ่ายไฟ (ไม่ต้องรอเวลาอุ่นเครื่อง) ช่วยลดระยะเวลารอคอยในการผลิตและเพิ่มประสิทธิภาพการผลิต
- ประสิทธิภาพการใช้พลังงานสูง: ความร้อนเกิดขึ้นโดยตรงภายในชิ้นงาน (ขจัดความสูญเสียจากการถ่ายเทความร้อนภายนอก); ไม่มีการทำความร้อน/ทำความเย็นของระบบโดยไม่จำเป็น; ตัดไฟทันทีเมื่อไม่มีชิ้นงานอยู่
- ความสะอาดสูง: ไม่มีการสัมผัสโดยตรงระหว่างแหล่งความร้อน (ขดลวดปฐมภูมิ) กับชิ้นงาน ป้องกันการกัดกร่อน การปนเปื้อนของสารตกค้าง หรือการเสื่อมสภาพของวัสดุจากเปลวไฟ
- ความปลอดภัยที่เพิ่มขึ้น: ออกแบบมาให้ปลอดภัยโดยธรรมชาติ ไม่ต้องใช้มาตรการความปลอดภัยพิเศษสำหรับแหล่งความร้อนภายนอก ไม่มีการใช้ออกซิเจนในบรรยากาศ ไม่มีควันหรือสารอันตราย
- ควบคุมง่าย: ขับเคลื่อนด้วยระบบไฟฟ้าเต็มรูปแบบ ควบคุมได้อย่างยอดเยี่ยม รองรับการควบคุมระยะไกล การเชื่อมต่อเซ็นเซอร์ และการตรวจสอบกระบวนการทำความร้อนแบบเรียลไทม์ผ่านการบันทึกข้อมูล
- คุณภาพผลิตภัณฑ์ที่สม่ำเสมอระบบควบคุมกระบวนการที่ใช้งานง่ายช่วยให้ความร้อนกระจายทั่วชิ้นงานอย่างสม่ำเสมอ โปรไฟล์ความร้อนที่กำหนดไว้ล่วงหน้าช่วยผลิตผลิตภัณฑ์คุณภาพสูงโดยมีแรงเค้นภายในตกค้างน้อยที่สุด
- การผสานรวมการผลิตที่ง่ายดาย: ขนาดกะทัดรัด; การโหลด/ขนถ่ายชิ้นงานสะดวก; ไม่จำเป็นต้องมีมาตรการความปลอดภัยสำหรับผู้ปฏิบัติงานหรือระบบดูดควันเป็นพิเศษ (ช่วยลดความพยายามในการปรับเปลี่ยนสายการผลิตและต้นทุนการดำเนินงาน)
6.0พารามิเตอร์กระบวนการหลักของการให้ความร้อนด้วยการเหนี่ยวนำ
ประสิทธิภาพของการให้ความร้อนด้วยการเหนี่ยวนำขึ้นอยู่กับพารามิเตอร์กระบวนการที่สำคัญ ซึ่งต้องกำหนดให้แม่นยำตามลักษณะของชิ้นงาน:
- ความถี่ปัจจัยหลักที่กำหนดความลึกของการแทรกซึมความร้อน (ความถี่สูง = การแทรกซึมตื้นกว่า); ความถี่ต่ำสำหรับชิ้นงานขนาดใหญ่ ความถี่สูงสำหรับชิ้นส่วนขนาดเล็ก/การให้ความร้อนที่พื้นผิว
- พลัง: กำหนดความเข้มของการให้ความร้อนแก่ชิ้นงาน โดยปรับตามปริมาตรของวัสดุและอุณหภูมิเป้าหมาย
- จุดตั้งค่าอุณหภูมิอุณหภูมิสุดท้ายที่ต้องการ (ค่าคงที่ค่าเดียวหรือโปรไฟล์อุณหภูมิ-เวลา) เพื่อการควบคุมความร้อนและการลดความเครียดให้เหลือน้อยที่สุด
- รูปทรงของขดลวด/ตัวเหนี่ยวนำออกแบบมาให้เข้ากับรูปทรงของชิ้นงานเพื่อการเชื่อมต่อที่เหมาะสมที่สุด ส่งผลโดยตรงต่อประสิทธิภาพการให้ความร้อนและความสม่ำเสมอของอุณหภูมิ
- คุณสมบัติของวัสดุชิ้นงานต้องเป็นตัวนำไฟฟ้า (ค่าความต้านทานมีผลต่อความลึกของการเจาะและการเกิดความร้อนจากกระแสไหลวน) วัสดุแม่เหล็กทำให้เกิดความร้อนจากการสูญเสียฮิสเทรีซิสเพิ่มเติม (ประสิทธิภาพสูงขึ้น)
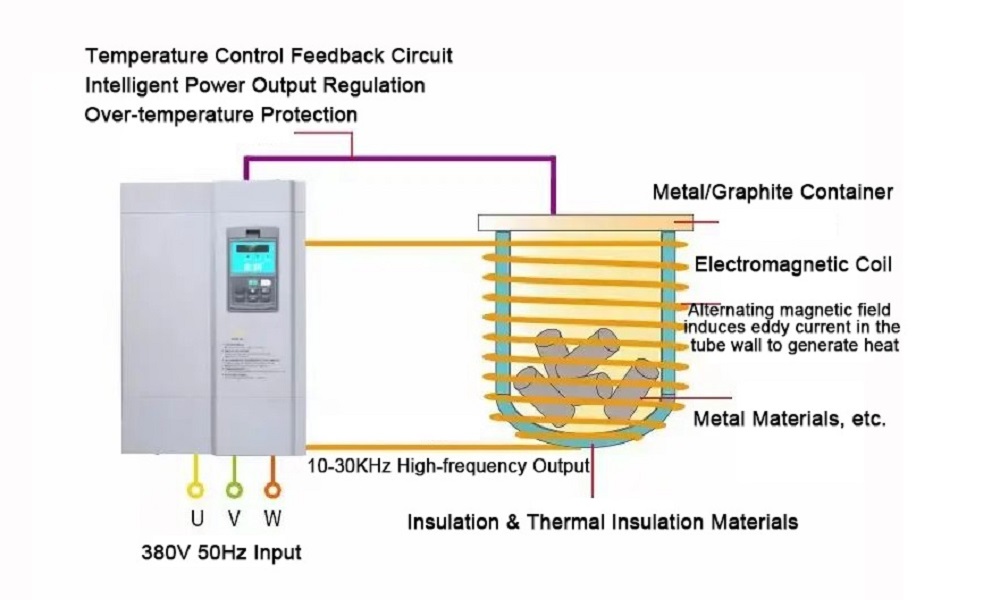
7.0โครงสร้างพื้นฐานและคุณลักษณะสำคัญของอุปกรณ์ทำความร้อนแบบเหนี่ยวนำ
7.1การกำหนดค่าพื้นฐาน
จากมุมมองด้านการใช้งาน ส่วนประกอบหลักประกอบด้วย:
- แม่เหล็กไฟฟ้า (ขดลวดปฐมภูมิ)
- ออสซิลเลเตอร์อิเล็กทรอนิกส์หรือแหล่งจ่ายไฟหลัก (จ่ายกระแสสลับเพื่อสร้างสนามแม่เหล็ก)
- การใช้งานในภาคอุตสาหกรรมจำเป็นต้องใช้ระบบเสริมเพิ่มเติม:
- อุปกรณ์ขนถ่ายวัสดุ
- ตู้ไฟฟ้า
- ระบบควบคุมกระบวนการ
- ส่วนติดต่อผู้ใช้
- ระบบทำความเย็น
7.2คุณลักษณะทางเทคนิคที่สำคัญ
อุปกรณ์ให้ความร้อนแบบเหนี่ยวนำทางอุตสาหกรรมมีคุณสมบัติดังต่อไปนี้เพื่อตอบสนองความต้องการด้านการผลิต:
- การทำงานที่ประหยัดพลังงานการชดเชยด้วยตัวเก็บประจุช่วยแก้ไขค่าตัวประกอบกำลัง ลดการเบี่ยงเบนเฟส และลดการสูญเสียกำลังไฟฟ้าขณะใช้งานที่กระแสสูง
- ขนาดกะทัดรัด: ใช้พื้นที่น้อยเมื่อเทียบกับขนาดของชิ้นงาน ทำให้สามารถบูรณาการเข้ากับสายการผลิตที่หลากหลายได้อย่างง่ายดาย
- ระบบควบคุมอุณหภูมิขั้นสูง:
- การควบคุมจุดตั้งค่าอุณหภูมิพื้นฐาน
- การให้ความร้อนแบบค่อยเป็นค่อยไป (การเพิ่มกำลังไฟทีละน้อย)
- การควบคุมอุณหภูมิแบบดิฟเฟอเรนเชียล (ตรวจสอบความแตกต่างของอุณหภูมิภายใน/ภายนอก โดยมีขีดจำกัดสูงสุดที่กำหนดไว้)
- ความสะดวกในการใช้งาน: อินเทอร์เฟซหน้าจอสัมผัสที่ใช้งานง่าย พร้อมรองรับหลายภาษา; แสดงสถานะระบบแบบเรียลไทม์ (พารามิเตอร์ อุณหภูมิ รหัสข้อผิดพลาด); คำแนะนำเกี่ยวกับสัญญาณเตือน/ความล้มเหลว
- ความสามารถในการสื่อสารที่ครอบคลุม: Ethernet สำหรับควบคุมพารามิเตอร์จากระยะไกล; USB สำหรับส่งออกข้อมูลกระบวนการ (รองรับการตรวจสอบย้อนกลับคุณภาพ)
- โซลูชันที่ปรับแต่งได้: ออกแบบให้เหมาะสมกับความต้องการใช้งานเฉพาะด้านหรือสถานการณ์การใช้งานต่างๆ
8.0คำถามที่พบบ่อย (FAQ)
8.1วัสดุที่ไม่ใช่แม่เหล็กสามารถให้ความร้อนได้โดยใช้การให้ความร้อนแบบเหนี่ยวนำหรือไม่?
ใช่แล้ว ข้อกำหนดพื้นฐานคือการนำไฟฟ้า (ไม่ใช่คุณสมบัติทางแม่เหล็ก) วัสดุที่นำไฟฟ้าได้แต่ไม่มีคุณสมบัติทางแม่เหล็ก (เช่น อะลูมิเนียม โลหะผสมทองแดง) จะได้รับความร้อนจากความร้อนจูลที่เกิดจากกระแสไหลวนเหนี่ยวนำ เนื่องจากไม่มีการสูญเสียความร้อนจากฮิสเทรีซิส พารามิเตอร์ (กำลังไฟฟ้า ความถี่) จึงต้องได้รับการปรับเพื่อให้มั่นใจถึงประสิทธิภาพที่เพียงพอ
8.2การให้ความร้อนด้วยการเหนี่ยวนำไฟฟ้าเหมาะสมสำหรับการปิดผนึกปลายท่อขนาดเล็กในเครื่องปิดผนึกปลายท่อหรือไม่?
ใช่ สามารถใช้งานได้อย่างเต็มที่ การให้ความร้อนแบบเหนี่ยวนำความถี่ปานกลาง (5–500 kHz) ช่วยให้สามารถให้ความร้อนเฉพาะจุดที่แม่นยำบริเวณปลายท่อ เพื่อให้ได้อุณหภูมิการปิดผนึกตามที่ต้องการ การให้ความร้อนที่รวดเร็ว สะอาด และไม่สัมผัส ช่วยให้มั่นใจได้ถึงความสมบูรณ์ของการปิดผนึกและคุณภาพของพื้นผิว ในขณะที่การออกแบบอุปกรณ์ที่กะทัดรัดช่วยให้สามารถติดตั้งเข้ากับสายการผลิตได้อย่างง่ายดาย
8.3จะหลีกเลี่ยงความเค้นภายในชิ้นงานระหว่างการให้ความร้อนด้วยการเหนี่ยวนำได้อย่างไร?
หัวใจสำคัญคือการนำรูปแบบการให้ความร้อนที่ควบคุมได้มาใช้งาน:
- ใช้ระบบทำความร้อนแบบค่อยเป็นค่อยไปเพื่อเพิ่มกำลังไฟฟ้าขาเข้าทีละน้อย (เพื่อป้องกันอุณหภูมิสูงขึ้นอย่างฉับพลัน)
- ใช้การควบคุมอุณหภูมิแบบดิฟเฟอเรนเชียลเพื่อตรวจสอบและจำกัดความแตกต่างของอุณหภูมิภายในและภายนอกอาคาร
- เลือกความถี่และอุณหภูมิที่เหมาะสมตามคุณสมบัติของวัสดุ เพื่อให้มั่นใจได้ว่าการให้ความร้อนเป็นไปอย่างสม่ำเสมอ
อ้างอิง
https://en.wikipedia.org/wiki/Induction_heating


