

การตีมีดด้วยมือเป็นงานฝีมือแบบดั้งเดิมที่ผสมผสานการควบคุมความร้อน การขึ้นรูปโลหะ และการอบชุบด้วยความร้อน ไม่ว่าคุณจะใช้เหล็กกล้าสปริงสำหรับยานยนต์ที่ผ่านการรีไซเคิล (เหล็กกล้าคาร์บอนสูง) หรือเหล็กกล้าเครื่องมือ O1 มาตรฐานอุตสาหกรรม กระบวนการแกนกลางจะประกอบด้วยสามขั้นตอนหลัก: การให้ความร้อน – การขึ้นรูป – การชุบแข็งเมื่อเข้าใจขั้นตอนเหล่านี้แล้ว คุณสามารถเปลี่ยนเหล็กกล้าเปล่าให้กลายเป็นมีดที่ใช้งานได้
1.0การเลือกเหล็ก: คุณสมบัติและการเตรียมการ
การเลือกเหล็กกล้าเป็นตัวกำหนดทั้งขั้นตอนการทำงานและประสิทธิภาพขั้นสุดท้ายของมีด เหล็กกล้าคาร์บอนสูง (เช่น เหล็กกล้าสปริงสำหรับยานยนต์) และเหล็กกล้าเครื่องมือ O1 เป็นตัวเลือกที่เหมาะสำหรับผู้เริ่มต้น แต่คุณสมบัติและขั้นตอนการเตรียมจะแตกต่างกัน:
| ประเภทเหล็ก | ที่มา / คุณสมบัติ | หมายเหตุในการเตรียมการ | กรณีการใช้งานที่ดีที่สุด |
| เหล็กกล้าคาร์บอนสูง (เหล็กสปริง) | รีไซเคิลจากสปริงขดหรือสปริงใบของรถยนต์ ปริมาณคาร์บอน 0.6%–1.0% | สปริงขดต้องผ่านการอบอ่อน (เผาในไฟจนร้อนแดง แล้วจึงเย็นตัวลงด้วยอากาศ) สามารถใช้สปริงแผ่นได้โดยตรง | ประหยัดงบ เหมาะสำหรับการสำรวจการตีเหล็ก |
| เหล็กกล้าเครื่องมือ O1 (ชุบน้ำมัน) | แท่งเหล็กที่มีจำหน่ายในเชิงพาณิชย์ ปริมาณคาร์บอน 0.9%–1.0% ความเหนียวที่สมดุล | พร้อมสำหรับการตีขึ้นรูป ไม่จำเป็นต้องอบอ่อน | ผลลัพธ์ที่สม่ำเสมอ เหมาะสำหรับการฝึกฝน |
หลักการเตรียมการ:
- เหล็กสปริงได้รับการชุบแข็งจากโรงงาน สปริงขดต้องผ่านการอบอ่อนก่อนตัด (ใช้เครื่องเจียรหรือเลื่อยตัดโลหะหลังจากทำให้อ่อนตัวแล้ว) สปริงแผ่นมีลักษณะแบนและโดยทั่วไปสามารถตีขึ้นรูปได้โดยไม่ต้องอบอ่อน
- เหล็ก O1 ค่อนข้างอ่อนเมื่ออยู่ในสถานะให้ความร้อนและสามารถนำไปผ่านกระบวนการให้ความร้อนและการตีขึ้นรูปได้โดยตรง


2.0เครื่องมือที่จำเป็น: อุปกรณ์ทั่วไปและเครื่องมือเฉพาะทาง
การตีมีดไม่จำเป็นต้องใช้อุปกรณ์ที่ซับซ้อนมากนัก แต่การมีเครื่องมือที่เหมาะสมจะช่วยให้มั่นใจได้ทั้งความปลอดภัยและประสิทธิภาพ เครื่องมือสามารถจัดกลุ่มตาม ความปลอดภัย – การให้ความร้อน – การตีขึ้นรูป – การแปรรูป, มีความแตกต่างบ้างเล็กน้อยขึ้นอยู่กับเหล็ก
2.1อุปกรณ์ความปลอดภัย (จำเป็นสำหรับทุกขั้นตอน):
- แว่นตานิรภัยทนแรงกระแทก: ต้องปิดตาให้มิดชิดเพื่อป้องกันประกายไฟและเศษโลหะ (แว่นธรรมดาอย่างเดียวไม่พอ)
- ถุงมือทนความร้อน: ขอแนะนำถุงมือหนัง เนื่องจากมีคุณสมบัติในการเก็บความร้อนและความคล่องตัว (อย่าสัมผัสเหล็กร้อนด้วยมือเปล่า)
- แผ่นป้องกันความร้อนหรือผ้าห่มดับเพลิง: วางไว้รอบ ๆ บริเวณเตาหลอมเพื่อป้องกันไม่ให้ประกายไฟลุกไหม้วัสดุบริเวณใกล้เคียง
2.2เครื่องมือการตีขั้นพื้นฐาน (ทั่วไป):
- แหล่งความร้อน: เตาเผาไม้ เตาเผาแบบทำเอง หรือเตาถ่าน (ต้องใช้เครื่องเป่าลมเพื่อให้ถึงอุณหภูมิในการเผาไม้)
- ทั่ง: เตารีดแบบแบนทุกชนิด ทั่งขนาดเล็ก (10–20 กก.) ก็ใช้ได้ดีในบ้าน
- ค้อน: ค้อนปัดเศษขนาด 1–2 ปอนด์สำหรับการขึ้นรูป ค้อนหัวไขว้สำหรับการปรับแต่งที่ละเอียดกว่า (ปลายใบมีด มุมเอียง)
- แหนบ: คีมตีขึ้นรูปตามวัตถุประสงค์ มีขนาดพอดีในการจับยึดวัสดุของคุณอย่างแน่นหนา (ลดความเสี่ยงในการลื่นและไหม้)
2.3เครื่องมือแปรรูป (เฉพาะเหล็ก):
| ขั้นตอน | เหล็กกล้าคาร์บอนสูง (เหล็กสปริง) | เหล็กกล้าเครื่องมือ O1 |
| การตัด | เครื่องเจียร (จานหยาบ) หรือเลื่อยตัดโลหะ | เช่นเดียวกับเหล็กสปริง (O1 อ่อนกว่า ตัดง่ายกว่า) |
| การดับไฟ | การชุบแข็ง: น้ำมัน (แนะนำสำหรับเหล็กสปริงเพื่อหลีกเลี่ยงการแตกร้าว) | น้ำมัน (เย็นช้า ป้องกันการแตกร้าว) |
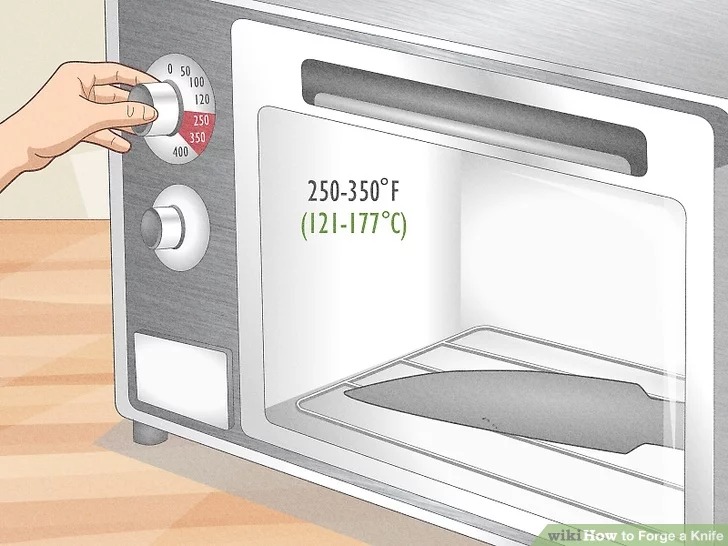
| การอบชุบ | เตาอบ (400–500°F / 204–260°C) หรือความร้อนถ่านคงที่ | วิธีการเดียวกัน การควบคุมอุณหภูมิมีความสำคัญมากขึ้น (250–350°F / 120–175°C) |
3.0การตีขึ้นรูป: จากเปล่าสู่ใบมีด
หัวใจสำคัญของการตีเหล็กคือ การควบคุมการไหลของโลหะร้อน. ไม่ว่าจะเป็นเหล็กชนิดใด ให้ปฏิบัติตามหลักการเสมอ ทำงานอย่างก้าวหน้าและสร้างสรรค์อย่างสมมาตร. ซึ่งจะช่วยป้องกันความเครียดเฉพาะที่หรือการใช้งานหนักเกินไปซึ่งอาจทำให้ใบมีดอ่อนแอลงได้
3.1การควบคุมความร้อน: การตัดสินอุณหภูมิด้วยสี
| สี | ช่วงอุณหภูมิ (°C) | ความหมายในกระบวนการ |
| สีแดงเข้ม | 650–730 องศาเซลเซียส | ใกล้จุดวิกฤต ใช้เพื่อปรับสมดุลและคลายเครียด |
| เชอร์รี่สีแดง | 760–850 องศาเซลเซียส | ความร้อนดับโดยทั่วไปสำหรับเหล็กกล้าคาร์บอนสูง |
| สีส้มแดง | 850–950 องศาเซลเซียส | ช่วงมาตรฐานการตีขึ้นรูป |
| สีเหลืองสดใส | 1,000–1,100 องศาเซลเซียส | ความร้อนในการตีสูง เสี่ยงต่อการไหม้หากร้อนเกินไป |
| สีเหลืองฟาง | 150–230 องศาเซลเซียส | สีอบเทมเปอร์ (ช่วงอบเทมเปอร์ต่ำ) |
3.2ประเภทของเหล็กและพารามิเตอร์การอบชุบด้วยความร้อน
| ประเภทเหล็ก | อุณหภูมิการตีขึ้นรูป (สี) | อุณหภูมิการตีขึ้นรูปขั้นต่ำ | อุณหภูมิการอบ (วิธีการ) | การดับความร้อน (สี) | ระดับความดับที่แนะนำ |
| เหล็กกล้าคาร์บอนสูง (เช่น เหล็กกล้าสปริง 5160) | 900–1050°C (สีส้มถึงสีส้มสด) | ≥800°C | 800–820°C ค้างไว้แล้วค่อยๆ ลดอุณหภูมิลงต่ำกว่า 650°C | 820–840°C (สีเชอร์รี่ถึงสีส้มแดง) | การดับน้ำมัน (น้ำอาจทำให้เกิดรอยแตกได้) |
| เหล็กกล้าเครื่องมือ O1 | อุณหภูมิในการทำความร้อน: สีแดงเชอร์รี่ (790–820°C) | ≥815°C | 800–850°C ค้างไว้แล้วทำให้เย็นลงในเตาเผาที่อุณหภูมิต่ำกว่า 650°C | 790–820°C (สีแดงเชอร์รี่) | การดับน้ำมัน |
แนวทางปฏิบัติที่สำคัญ:
- การให้ความร้อนแก่เหล็ก สม่ำเสมอตลอด—หลีกเลี่ยงจุดร้อนที่ทำให้เกิดออกซิเดชันและการเผาไหม้
- ใช้คีมจับเหล็กให้แน่นตรงจุดสมดุลเมื่อนำออกจากเตาหลอม วิธีนี้ช่วยป้องกันอุบัติเหตุและช่วยให้ควบคุมค้อนได้ดีขึ้น


3.3การตีขึ้นรูปปลายและตัวใบมีด: ทีละขั้นตอน
(1) การตีปลาย
วางปลายด้านหนึ่งของแผ่นเหล็กที่อุ่นแล้วไว้บนทั่ง ใช้ค้อนกลมค่อยๆ เกลี่ยปลายให้เรียวลง:
- เหล็กกล้าคาร์บอนสูง: ทำงานกับ โจมตีเบากว่าและเร็วกว่า เพื่อหลีกเลี่ยงการแตกร้าวภายใต้ความแข็งที่สูงขึ้น
- เหล็ก O1: ขึ้นรูปได้ง่ายกว่า สามารถตีได้แรงกว่าเล็กน้อย แต่ควรพลิกเหล็กทุกๆ 3–4 ครั้งเพื่อรักษาความสมมาตร
- การทำเครื่องหมาย: กำหนดด้านหนึ่งเป็นขอบและอีกด้านเป็นสันก่อนขึ้นรูป วิธีนี้ช่วยลดการแก้ไขในภายหลัง
(2) ออกจากถัง
ส่วนหางของใบมีดคือส่วนของใบมีดที่ยึดด้ามจับไว้ ให้นิยามไว้ตั้งแต่ต้นกระบวนการ:
- ความยาว: เว้นระยะอย่างน้อย 2 นิ้ว (5 ซม.) สำหรับด้ามจับที่ยาวกว่า แนะนำให้เว้นระยะ 3–4 นิ้ว
- การทำเครื่องหมาย: ใช้ค้อนตีเพื่อเจาะร่องตรงจุดเริ่มต้นของส่วนปลายด้าม เพื่อป้องกันไม่ให้ส่วนนี้บางลงโดยไม่ได้ตั้งใจ ส่วนปลายด้ามที่อ่อนแอจะทำให้ความแข็งแรงของด้ามลดลง
(3) การทำให้แบนและการตีขึ้นรูปมุมเอียง
ใบมีดควรค่อยๆ เรียวลงจากส่วนหางถึงปลาย พร้อมทั้งสร้างมุมเอียง (ขอบตัดในระยะเริ่มต้น) ด้วย
- การทำให้ผอมบางโดยทั่วไป: อุ่นซ้ำ จากนั้นตีเบาๆ ทั้งสองด้านของใบมีด สลับไปมาอย่างสม่ำเสมอจากส่วนปลายถึงส่วนปลาย รักษาความคลาดเคลื่อนให้ไม่เกิน 1 มม. หากมี ค้อนไฟฟ้าสำหรับการตีขึ้นรูปด้วยลม สามารถใช้เพื่อการโจมตีเหล่านี้ได้รวดเร็วและสม่ำเสมอมากขึ้น ลดความเหนื่อยล้าและช่วยรักษาความสมมาตร
- การตีขึ้นรูปเอียง: ตีตามแนวขอบที่ต้องการเป็นหลัก เพื่อให้ได้มุมเอียง (ประมาณ 20–25°) พลิกกลับและทำซ้ำกับด้านตรงข้ามทันทีเพื่อป้องกันการบิดงอ
- ปัญหาทั่วไป:
- โป่งหรือพับ: อุ่นซ้ำและเคาะให้แบนด้วยด้านค้อน อาจต้องตัดรอยพับที่รุนแรงออก
- กระดูกสันหลังโค้ง: ความโค้งเล็กน้อยเป็นเรื่องปกติ แก้ไขในภายหลังโดยปรับความร้อนต่ำ (ความร้อนสีแดงเข้ม) และตีเบาๆ



4.0การอบชุบด้วยความร้อน: การควบคุมความแข็งและความเหนียว
การอบด้วยความร้อนเป็นขั้นตอนสำคัญที่ทำให้ใบมีดหลุดออกจาก อ่อนไปจนถึงแข็งประกอบด้วยสามขั้นตอนที่แตกต่างกัน ได้แก่ การอบอ่อน การชุบแข็ง และการอบคืนตัว เหล็กแต่ละประเภทต้องการพารามิเตอร์เฉพาะ และการเลือกพารามิเตอร์ที่ถูกต้องจะเป็นตัวกำหนดประสิทธิภาพขั้นสุดท้ายของมีดโดยตรง
4.1การอบอ่อน: บรรเทาความเครียดและผ่อนคลาย
วัตถุประสงค์:
เพื่อทำให้เหล็กอ่อนตัวลง ปลดปล่อยแรงเครียดภายในจากการตีขึ้นรูป และทำให้ใบมีดเจียรและขึ้นรูปได้ง่ายขึ้น
กระบวนการ:
- อุ่นใบมีดจนมีสีแดงจางๆ (800–820°C สำหรับเหล็กกล้าคาร์บอนสูง; 870–980°C สำหรับเหล็กกล้า O1) ถอดออกและปล่อยให้เย็นตัวลงจนกระทั่งสีแดงจางลง
- ทำซ้ำวงจรนี้สามครั้ง
- ในการเผาครั้งที่สาม ให้นำเหล็กไปวางในสภาพแวดล้อมที่เป็นฉนวน (เช่น ฝังในถ่านหินหรือขี้เถ้า) แล้วปล่อยให้เย็นลงข้ามคืน การทำให้เย็นลงอย่างช้าๆ นี้จะช่วยให้เหล็กอ่อนตัวลงอย่างมีประสิทธิภาพสูงสุด
4.2การชุบแข็ง: การทำให้เหล็กแข็งขึ้น
การดับจะทำให้โครงสร้างผลึกของเหล็กเปลี่ยนไป ทำให้เกิดความแข็งสูง ซึ่งเป็นคุณสมบัติเฉพาะของใบมีดที่ใช้งานได้
| ขั้นตอน | เหล็กกล้าคาร์บอนสูง (เหล็กสปริง) | เหล็กกล้าเครื่องมือ O1 |
| อุณหภูมิความร้อน | สีส้มแดง (850–950°C) | สีเหลืองอ่อนถึงสีฟาง (1,150–1,200°C) |
| ตัวกลางดับ | น้ำ (แช่ในแนวตั้ง 30–60 วินาที) | น้ำมัน (แช่ในแนวตั้ง 30–60 วินาที หลีกเลี่ยงฟองอากาศ) |
| หมายเหตุสำคัญ | เหล็กที่ชุบแข็งทั้งหมดจะต้องผ่านการอบชุบทันที
(การดับน้ำมีความเสี่ยงสำหรับเหล็กสปริงและไม่แนะนำสำหรับผู้เริ่มต้น) |
การดับด้วยน้ำมันทำให้มีความแข็งสม่ำเสมอมากขึ้น—การอบชุบที่แม่นยำเป็นสิ่งสำคัญ |
เคล็ดลับสำคัญ:
- ควรดับใบมีดเสมอ แนวตั้งการเอียงทำให้การระบายความร้อนไม่สม่ำเสมอ ซึ่งอาจทำให้ใบมีดโก่งงอได้ การแก้ไขต้องตีขึ้นรูปใหม่ซึ่งเสียเวลา
- หลังจากชุบแข็งแล้ว ให้ทดสอบความแข็งด้วยตะไบ หากตะไบหลุดออกโดยไม่ตัด แสดงว่าความแข็งเพียงพอแล้ว หากตะไบกัดเหล็ก ให้ทำการเผาและชุบแข็งอีกครั้ง
4.3การอบชุบ: การสร้างสมดุลระหว่างความแข็งและความเหนียว
หลังจากการชุบแข็ง เหล็กจะแข็งแต่เปราะ การอบคืนตัวจะใช้ความร้อนต่ำที่ควบคุมได้เพื่อบรรเทาแรงเครียด เพิ่มความเหนียวและคงความแข็งแรงของคมตัด
| ประเภทเหล็ก | อุณหภูมิการอบ (°C) | อุณหภูมิการอบ (°F) | การอ้างอิงสี | เวลา | หมายเหตุ |
| เหล็กกล้าคาร์บอนสูง (เหล็กสปริง) | 180–230 องศาเซลเซียส | 355–445°ฟาเรนไฮต์ | สีเหลืองฟางถึงสีน้ำเงินเข้ม | 2 ชั่วโมง (สามารถทำซ้ำได้) | เพิ่มความเหนียว เหมาะกับมีดกลางแจ้ง |
| เหล็กกล้าเครื่องมือ O1 | 150–230 องศาเซลเซียส | 300–445°ฟาเรนไฮต์ | สีเหลืองอ่อนถึงสีฟาง | 1–2 ชั่วโมง (แนะนำ 2 รอบ) | ช่วยให้ควบคุมความสมดุลของความแข็ง/ความเหนียวได้อย่างแม่นยำ |
ทางเลือกง่ายๆ:
หากไม่มีเตาอบ ให้สร้างห้องปิดขนาดเล็กด้วยอิฐ ใส่ถ่านไว้ข้างในเพื่อรักษาความร้อนให้คงที่ ควรใช้เทอร์โมมิเตอร์ตรวจสอบและป้องกันความร้อนสูงเกินไปเสมอ



5.0การเจียร การจัดการ และการลับคม: จากมีดเปล่าสู่มีดสำเร็จรูป
หลังจากการอบชุบด้วยความร้อน ใบมีดจะมีความแข็งตามที่ต้องการ แต่ยังคงต้องปรับปรุงให้คมยิ่งขึ้น การเจียรจะช่วยปรับรูปทรงให้สวยงาม การจับกระชับมือ และการลับคมจะช่วยเพิ่มความคมกริบ
5.1การเจียรและการขึ้นรูป
ใช้กระดาษทรายเป็นขั้นตอนตั้งแต่หยาบไปจนถึงละเอียด (80 กรวด → 120 กรวด → 240 กรวด → 400 กรวด):
- พื้นที่โฟกัส: ลบรอยตีเหล็ก เกล็ด และความไม่สมมาตรออก ตรวจสอบให้แน่ใจว่าใบมีดเรียบและมุมเอียงสม่ำเสมอ
- การใช้เครื่องเจียรสายพาน: หากมีให้ใช้ เครื่องเจียรสายพาน สามารถเร่งความเร็วในการขึ้นรูปและช่วยรักษาความเอียงให้เท่ากัน โดยเฉพาะในพื้นที่ขนาดใหญ่ของใบมีด
- เคล็ดลับการทำความเย็น: เมื่อใช้เครื่องบด ควรจุ่มใบมีดลงในน้ำทุกๆ 1–2 วินาที เพื่อป้องกันไม่ให้เกิดความร้อนมากเกินไป ซึ่งอาจทำให้เสียอารมณ์ได้
5.2การติดตั้งที่จับ: สามตัวเลือกปฏิบัติจริง
เลือกตามวัสดุที่มี ไม่จำเป็นต้องมีเครื่องมือพิเศษ:
- ด้ามเกล็ดไม้: เจาะรูที่ส่วนปลายของไม้ แล้วยึดเกล็ดไม้เนื้อแข็ง (เช่น วอลนัทหรือเมเปิล) ด้วยหมุดทองเหลือง เคลือบด้วยน้ำมันเคลือบไม้เพื่อป้องกัน
- หูจับพันสายไฟ: พันเชือกพาราคอร์ดหรือเชือกฝ้ายให้แน่นรอบปลายเชือก โดยผูกปลายเชือกทั้งสองข้างเข้าด้วยกัน ยึดเกาะได้ดีและกันลื่น เหมาะสำหรับใช้กลางแจ้ง
- ด้ามจับไม้เนื้อแข็ง: เรียวปลายแหลมของด้ามมีดแล้วสอดเข้าไปในแท่งไม้ ใช้ตะไบแต่งรูปทรงแท่งมีดให้พอดีมือ


5.3การลับคม: วิธีการ 3 ขั้นตอนสำหรับคมมีดโกน
ค่อยๆ เลื่อนจากหยาบไปละเอียดจนกระทั่งขอบมีความคมเพียงพอที่จะโกนขนได้:
- การขึ้นรูปไฟล์แบบละเอียด: ใช้ตะไบ (เบอร์ 400 ขึ้นไป) ตะไบตามแนวเอียงเพื่อปรับขอบให้คมขึ้น หลีกเลี่ยงการตะไบแรงเกินไป เพราะอาจทำให้เกิดรอยบิ่นได้
- หินลับมีด:
- ด้านหยาบ: จับใบมีดทำมุม 22° แล้วดันหิน 10 ครั้งต่อด้าน รักษามุมให้คงที่
- ด้านดี: มุมเดียวกัน 15 ครั้งต่อด้าน วิธีนี้จะช่วยขจัดรอยหยาบและทำให้ขอบเรียบ
- การรัดสายหนัง: ดึงขอบผ่านแถบหนังที่เคลือบด้วยสารขัดเงา วิธีนี้จะช่วยขจัดเสี้ยนและขัดขอบให้เงางาม
- การทดสอบขั้นสุดท้าย: ใบมีดควรจะตัดกระดาษหรือโกนผมได้อย่างง่ายดาย
5.4สรุป: หลักการสำคัญสำหรับผู้เริ่มต้นฝึกดาบ
ความงดงามของการตีเหล็กอยู่ที่ ได้เห็นการเปลี่ยนแปลงของเหล็กกล้าดิบด้วยมือของคุณเองไม่ว่าจะเลือกเหล็กชนิดใด โปรดจำหลักพื้นฐานสามประการ:
- อุณหภูมิคือจิตวิญญาณ: เรียนรู้ที่จะตัดสินความร้อนด้วยสี (เช่น สีเหลืองฟางสำหรับเหล็ก O1) แทนที่จะพึ่งพาการคาดเดา
- ความปลอดภัยต้องมาก่อน: สวมแว่นตานิรภัยและถุงมือทุกครั้ง ใช้คีมคีบเหล็กร้อน อย่าเสี่ยงเด็ดขาด
- ความอดทนเหนือกำลัง: การตี การเจียร และการลับคมควรทำใน ขั้นตอนเล็กๆ ที่เกิดขึ้นซ้ำๆความสมมาตรและความแม่นยำจะกำหนดคุณภาพขั้นสุดท้าย
จากแท่งเหล็กดิบสู่มีดที่ใช้งานได้ การปรับแต่งทุกครั้งช่วยเสริมสร้างประสบการณ์ แม้ว่าความพยายามครั้งแรกของคุณจะมีข้อบกพร่อง แต่ความรู้สึกของ สร้างสรรค์ด้วยมือของคุณเอง คือรางวัลที่แท้จริงของการตีดาบ
5.5วิดีโอ – วิธีการตีมีดทีละขั้นตอน ค้อนและทั่งเท่านั้น ไม่ต้องใช้เครื่องมือไฟฟ้า
อ้างอิง
https://www.wikihow.com/Forge-a-Knife


