

- 1.0วิธีการทำงานของระบบทำความร้อนแบบเหนี่ยวนำความถี่สูง
- 2.0พารามิเตอร์สำคัญของเครื่องทำความร้อนแบบเหนี่ยวนำความถี่สูง
- 3.0ช่วงความถี่และระดับความร้อน (ผลกระทบต่อผิวหนัง)
- 4.0อิทธิพลของการเปลี่ยนแปลงสภาพซึมผ่านของแม่เหล็กและจุดคิวรี
- 5.0การออกแบบขดลวดเหนี่ยวนำและการจับคู่โหลด
- 6.0สภาวะการทำงานและข้อควรพิจารณาในการจัดการความร้อน
- 7.0ตัวอย่างการใช้งานในอุตสาหกรรมทั่วไป
- 8.0การวิเคราะห์ทางเทคนิคเกี่ยวกับปัญหาการใช้งานทั่วไป
- 9.0บทสรุป
เทคโนโลยีการให้ความร้อนด้วยการเหนี่ยวนำความถี่สูงถูกนำมาใช้กันอย่างแพร่หลายในอุตสาหกรรมการผลิตสมัยใหม่ เนื่องจากมีประสิทธิภาพสูง การส่งพลังงานที่เข้มข้น การให้ความร้อนแบบไม่สัมผัส และความง่ายในการบูรณาการกับระบบควบคุมอัตโนมัติ การใช้งานทั่วไป ได้แก่ การเชื่อมประสาน การอบชุบความร้อน (การชุบแข็งและการอบอ่อน) การปิดผนึก การให้ความร้อนผ่าน และการหลอมขนาดเล็ก
เครื่องทำความร้อนแบบเหนี่ยวนำความถี่สูงเป็นตัวอย่างหนึ่งของอุปกรณ์ทำความร้อนด้วยคลื่นแม่เหล็กไฟฟ้า ประสิทธิภาพทางเทคนิคและผลลัพธ์ในทางปฏิบัติขึ้นอยู่กับความเข้าใจอย่างถ่องแท้และการประยุกต์ใช้หลักการทำงาน การกำหนดค่าระบบ การจับคู่โหลด และพารามิเตอร์กระบวนการอย่างถูกต้อง
1.0วิธีการทำงานของระบบทำความร้อนแบบเหนี่ยวนำความถี่สูง
การให้ความร้อนด้วยการเหนี่ยวนำความถี่สูงเป็นวิธีการให้ความร้อนที่อาศัยการเหนี่ยวนำแม่เหล็กไฟฟ้าและปรากฏการณ์ความร้อนจูล โดยหลักแล้วเป็นกระบวนการที่ไม่ต้องสัมผัสซึ่งแปลงพลังงานไฟฟ้าเป็นพลังงานความร้อน กลไกการทำงานพื้นฐานสามารถสรุปได้เป็นขั้นตอนดังต่อไปนี้:
- การสร้างสนามแม่เหล็กไฟฟ้าสลับ: เมื่อกระแสไฟฟ้าสลับความถี่สูงไหลผ่านขดลวดเหนี่ยวนำ จะเกิดสนามแม่เหล็กสลับขึ้นรอบขดลวด
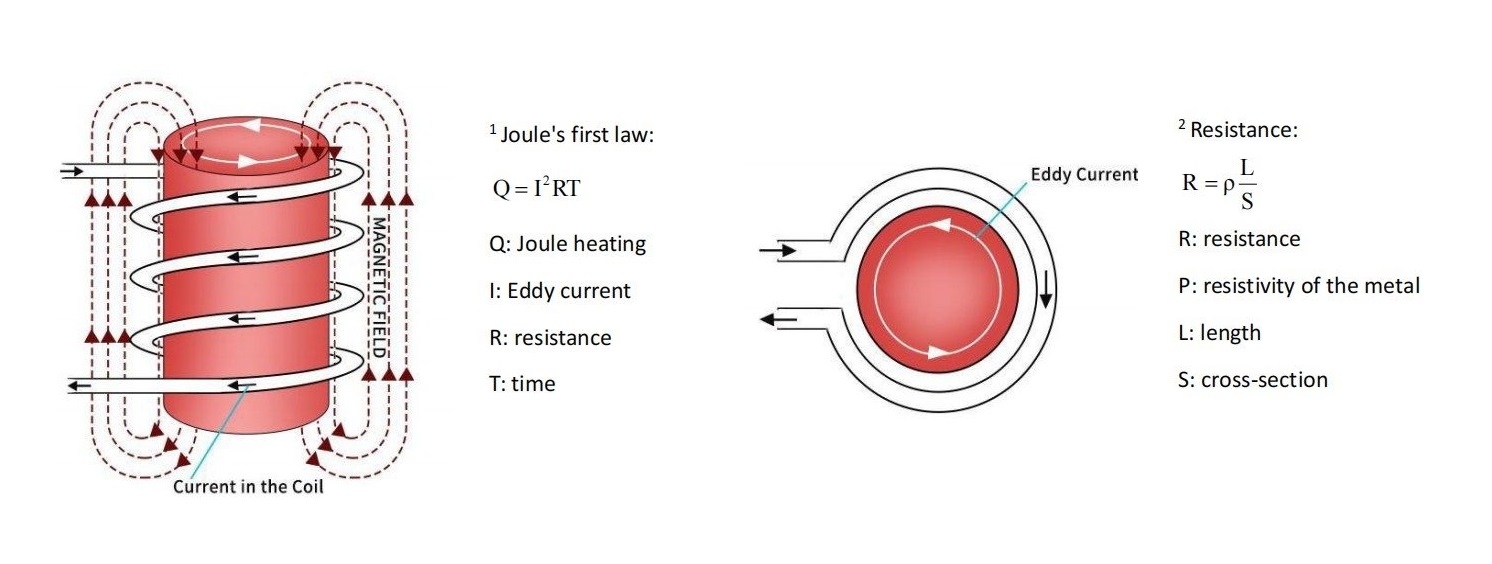
- การเหนี่ยวนำกระแสไหลวน: เมื่อวางชิ้นงานโลหะไว้ในสนามแม่เหล็กสลับ กระแสวงปิด—ที่เรียกว่ากระแสไหลวน (หรือเรียกอีกอย่างว่ากระแสฟูโกต์)—จะถูกเหนี่ยวนำขึ้นภายในวัสดุ
- อุณหภูมิสูงขึ้นเนื่องจากผลของจูล: เมื่อกระแสไฟฟ้าวนไหลภายในชิ้นงาน ความร้อนจะเกิดขึ้นเนื่องจากความต้านทานไฟฟ้าของโลหะ ตามกฎของจูล:
Q = I²RT
ความร้อนที่เกิดขึ้นภายในนี้ทำให้เกิดการเพิ่มขึ้นของอุณหภูมิอย่างรวดเร็วภายในชิ้นงาน
ในระหว่างกระบวนการให้ความร้อน ความต้านทานไฟฟ้าของโลหะส่วนใหญ่จะเพิ่มขึ้นตามอุณหภูมิที่สูงขึ้น ซึ่งช่วยเสริมผลกระทบจากความร้อนจูลให้ดียิ่งขึ้น นี่เป็นหนึ่งในเหตุผลสำคัญที่ทำให้การให้ความร้อนด้วยการเหนี่ยวนำสามารถให้ประสิทธิภาพการให้ความร้อนสูงในเวลาอันสั้น
นอกจากนี้ ความต้านทานไฟฟ้าของชิ้นงานยังมีความสัมพันธ์กับค่าความต้านทานจำเพาะของวัสดุ (ρ) ความยาวเส้นทางกระแสไฟฟ้าที่มีประสิทธิภาพ (L) และพื้นที่หน้าตัด (S) ตามความสัมพันธ์ดังต่อไปนี้:
R = ρL / S
ด้วยเหตุนี้ ชิ้นงานที่มีวัสดุ รูปทรง และขนาดแตกต่างกัน จึงอาจแสดงประสิทธิภาพการให้ความร้อนที่แตกต่างกันอย่างมากภายใต้สภาวะการเหนี่ยวนำเดียวกัน
2.0พารามิเตอร์สำคัญของเครื่องทำความร้อนแบบเหนี่ยวนำความถี่สูง
โดยทั่วไป การกำหนดค่าประสิทธิภาพของเครื่องทำความร้อนแบบเหนี่ยวนำความถี่สูงจะเน้นไปที่กำลังเอาต์พุต ช่วงความถี่ในการทำงาน ประเภทแหล่งจ่ายไฟ และความสามารถในการปรับตัวเข้ากับโหลด ในการใช้งานจริง ควรประเมินปัจจัยต่อไปนี้อย่างรอบด้าน
2.1กำลังไฟฟ้าขาออก
กำลังเอาต์พุตเป็นตัวกำหนดปริมาณพลังงานที่ถ่ายโอนไปยังชิ้นงานต่อหน่วยเวลา และเป็นพารามิเตอร์สำคัญที่มีผลต่ออัตราการให้ความร้อนและขนาดชิ้นงานที่อนุญาต โดยทั่วไป:
- ชิ้นงานขนาดเล็กที่มีผนังบาง หรือการใช้งานที่ต้องการความร้อนเฉพาะจุด มักต้องการกำลังไฟค่อนข้างต่ำ
- ชิ้นงานขนาดใหญ่ กระบวนการให้ความร้อนผ่านรูพรุน หรือการใช้งานที่เกี่ยวข้องกับการหลอมละลาย จำเป็นต้องใช้กำลังไฟฟ้าสูงกว่ามาก
2.2เงื่อนไขการจ่ายไฟ
ขึ้นอยู่กับสภาพแวดล้อมการใช้งาน อาจใช้แหล่งจ่ายไฟแบบเฟสเดียวหรือสามเฟสก็ได้ สำหรับการใช้งานในอุตสาหกรรมอย่างต่อเนื่อง โดยทั่วไปจะเลือกใช้แหล่งจ่ายไฟแบบสามเฟสเพื่อให้มั่นใจได้ว่ากำลังไฟฟ้าที่ส่งออกมีความเสถียรและสม่ำเสมอกว่า
2.3คุณลักษณะของวัสดุชิ้นงาน
- วัสดุแม่เหล็กจะมีค่าสภาพซึมผ่านของแม่เหล็กสูงขึ้นในช่วงเริ่มต้นของการให้ความร้อน ส่งผลให้ประสิทธิภาพการเหนี่ยวนำค่อนข้างสูง
- วัสดุที่ไม่ใช่แม่เหล็ก เช่น ทองแดงและอะลูมิเนียม อาศัยการให้ความร้อนจากกระแสไหลวนเป็นหลัก และโดยปกติแล้วต้องใช้การออกแบบขดลวดที่เหมาะสมยิ่งขึ้นเพื่อเพิ่มประสิทธิภาพในการเชื่อมต่อ
3.0ช่วงความถี่และระดับความร้อน (ผลกระทบต่อผิวหนัง)
ในการให้ความร้อนด้วยการเหนี่ยวนำความถี่สูง การเลือกความถี่ในการทำงานจะกำหนดความลึกของการให้ความร้อนและการกระจายพลังงานโดยตรง พฤติกรรมนี้ถูกควบคุมโดยปรากฏการณ์ผิวโลหะเป็นหลัก
เมื่อความถี่ของกระแสสลับเพิ่มขึ้น กระแสเหนี่ยวนำมักจะกระจุกตัวอยู่ใกล้ผิวของชิ้นงานโลหะ และความลึกในการแทรกซึมภายในวัสดุจะลดลง ซึ่งนำไปสู่กฎทางวิศวกรรมเชิงปฏิบัติ ดังต่อไปนี้:
- ความถี่ที่สูงขึ้นจะส่งผลให้ชั้นความร้อนตื้นขึ้น และเหมาะสมกว่าสำหรับการให้ความร้อนที่พื้นผิว การเพิ่มความแข็งของพื้นผิว และการให้ความร้อนเฉพาะจุด
- ความถี่ต่ำช่วยให้ความร้อนแทรกซึมได้ลึกกว่า ทำให้เหมาะสำหรับการให้ความร้อนผ่านเนื้อวัสดุหรือชิ้นส่วนที่มีผนังหนามากกว่า
ในการใช้งานจริง การเลือกความถี่ต้องได้รับการประเมินควบคู่ไปกับเส้นผ่านศูนย์กลางของชิ้นงาน ความหนาของผนัง และวัตถุประสงค์ของกระบวนการ ตัวอย่างเช่น ในการให้ความร้อนที่ปลายท่อ เช่น ในขั้นตอนการทำความร้อนของ... เครื่องปิดปลายท่อ—บ่อยครั้งที่จำเป็นต้องทำให้ปลายท่อมีอุณหภูมิสูงขึ้นอย่างรวดเร็ว ในขณะเดียวกันก็ต้องลดการกระจายความร้อนไปตามตัวท่อให้น้อยที่สุด ในกรณีเช่นนี้ ความถี่ในการทำงานที่ค่อนข้างสูงจึงเป็นที่ต้องการ เพื่อให้เกิดการกระจายพลังงานเฉพาะจุด
ควรทราบว่าความถี่ในการทำงานจริงของระบบทำความร้อนแบบเหนี่ยวนำไม่ใช่ค่าคงที่ค่าเดียว แต่จะถูกกำหนดร่วมกันโดยลักษณะของแหล่งจ่ายไฟ พารามิเตอร์ของขดลวด และสภาวะโหลด โดยมีความสัมพันธ์แบบไดนามิกระหว่างความถี่และกำลังไฟฟ้าที่ส่งออก

4.0อิทธิพลของการเปลี่ยนแปลงสภาพซึมผ่านของแม่เหล็กและจุดคิวรี
สำหรับโลหะเฟอร์โรแมกเนติก เช่น วัสดุที่มีเหล็กเป็นองค์ประกอบหลัก กระบวนการให้ความร้อนด้วยการเหนี่ยวนำจะได้รับอิทธิพลไม่เพียงแค่จากการเปลี่ยนแปลงของความต้านทานไฟฟ้าเท่านั้น แต่ยังรวมถึงการเปลี่ยนแปลงอย่างมากของสภาพซึมผ่านทางแม่เหล็กตามอุณหภูมิด้วย
ที่อุณหภูมิห้องและในช่วงอุณหภูมิต่ำถึงปานกลาง วัสดุแม่เหล็กจะมีค่าสภาพซึมผ่านของแม่เหล็กสูง ทำให้สามารถสร้างสนามแม่เหล็กสลับภายในชิ้นงานได้ง่ายขึ้น ส่งผลให้ประสิทธิภาพการให้ความร้อนด้วยการเหนี่ยวนำและอัตราการเพิ่มขึ้นของอุณหภูมิค่อนข้างสูงในช่วงเริ่มต้นของการให้ความร้อน อย่างไรก็ตาม เมื่ออุณหภูมิของวัสดุเข้าใกล้จุดคิวรี ความเป็นแม่เหล็กถาวรจะค่อยๆ อ่อนลงและในที่สุดจะเปลี่ยนไปเป็นสถานะพาราแมกเนติก ทำให้ค่าสภาพซึมผ่านของแม่เหล็กลดลงอย่างรวดเร็ว
การเปลี่ยนแปลงนี้ส่งผลให้เกิดผลลัพธ์ทางวิศวกรรมในทางปฏิบัติหลายประการ:
- อุณหภูมิสูงขึ้นอย่างรวดเร็วในช่วงเริ่มต้นของการให้ความร้อน
- ประสิทธิภาพการให้ความร้อนลดลงและอุณหภูมิเพิ่มขึ้นช้าลงเมื่อเข้าใกล้จุดคิวรี
- อาจต้องใช้กำลังไฟฟ้าขาเข้าที่สูงขึ้นเพื่อรักษาระดับความร้อนที่ต้องการ
ในการใช้งานที่เกี่ยวข้องกับท่อเหล็ก ท่อโครงสร้าง หรือกระบวนการขึ้นรูปปลายท่อ ซึ่งรวมถึงขั้นตอนการอุ่นก่อนและการขึ้นรูปด้วยความร้อน เครื่องปิดปลายท่อ—การทำความเข้าใจการเปลี่ยนแปลงของค่าสภาพซึมผ่านทางแม่เหล็กมีความสำคัญอย่างยิ่งต่อการควบคุมความร้อนให้คงที่ การควบคุมกำลังไฟฟ้าที่เหมาะสมและการออกแบบขดลวดที่ได้รับการปรับให้เหมาะสมจะช่วยให้มั่นใจได้ถึงพฤติกรรมการให้ความร้อนที่ควบคุมได้และสม่ำเสมอในช่วงอุณหภูมิที่สมบัติทางแม่เหล็กเปลี่ยนแปลงไป
5.0การออกแบบขดลวดเหนี่ยวนำและการจับคู่โหลด
ขดลวดเหนี่ยวนำเป็นส่วนประกอบหลักของระบบทำความร้อนแบบเหนี่ยวนำความถี่สูง รูปทรงเรขาคณิต คุณลักษณะทางไฟฟ้า และระดับความเหมาะสมกับชิ้นงาน ล้วนเป็นตัวกำหนดประสิทธิภาพการทำความร้อนและความเสถียรของระบบโดยตรง
5.1วัสดุและโครงสร้างของขดลวด
- โดยทั่วไปมักใช้ท่อทองแดงหรือตัวนำทองแดงแบบแข็ง
- พื้นที่หน้าตัดที่เหมาะสมจะช่วยลดการสูญเสียในขดลวดและเพิ่มความสามารถในการนำกระแสไฟฟ้า
- โดยทั่วไปแล้วจำเป็นต้องมีช่องระบายความร้อนภายในเพื่อควบคุมอุณหภูมิที่เพิ่มขึ้นขณะทำงาน
5.2ช่องว่างระหว่างขดลวดและชิ้นงาน
- โดยทั่วไปแล้ว ช่องว่างในการทำงานปกติจะอยู่ในช่วง 5–15 มม.
- ช่องว่างที่มากเกินไปจะลดประสิทธิภาพการเชื่อมต่อทางแม่เหล็ก
- ช่องว่างที่ไม่เพียงพอจะเพิ่มความเสี่ยงต่อการลัดวงจรหรือการสัมผัสทางกล
5.3ความสัมพันธ์ระหว่างจำนวนรอบเลี้ยวและพฤติกรรมการขับขี่
ภายใต้เงื่อนไขอื่นๆ ที่เหมือนกันทุกประการ:
- การเพิ่มจำนวนรอบขดลวดจะทำให้ความถี่ในการทำงานลดลงและกระแสไฟฟ้าในขดลวดเพิ่มขึ้น
- การลดจำนวนรอบขดลวดจะทำให้ความถี่สูงขึ้น ในขณะที่กระแสไฟฟ้าจะลดลง
สำหรับวัสดุที่ไม่ใช่แม่เหล็กหรือโหลดที่มีแรงคู่ควบต่ำ การเพิ่มจำนวนรอบมักเป็นประโยชน์ในการปรับปรุงประสิทธิภาพการให้ความร้อน
5.4การประเมินผลเชิงปฏิบัติของการจับคู่โหลด
ในระหว่างการใช้งานจริง พฤติกรรมของกระแสไฟฟ้าและผลลัพธ์ด้านความร้อนสามารถใช้เป็นตัวชี้วัดเชิงประจักษ์ได้:
- กระแสไฟฟ้าสูงแต่อุณหภูมิเพิ่มขึ้นช้า มักบ่งชี้ว่าการเชื่อมต่อไม่เพียงพอหรือขนาดขดลวดไม่เหมาะสม
- หากการเพิ่มกระแสไฟฟ้าทำได้ยาก หรือระบบทำงานไม่เสถียร อาจบ่งชี้ว่ามีภาระมากเกินไป หรือจำนวนรอบขดลวดสูงเกินไป
การปรับขนาดของขดลวด จำนวนรอบ และตำแหน่งของชิ้นงาน จะช่วยให้ได้สภาวะการจับคู่ระบบที่เหมาะสมยิ่งขึ้น

6.0สภาวะการทำงานและข้อควรพิจารณาในการจัดการความร้อน
ในระหว่างการให้ความร้อนด้วยการเหนี่ยวนำความถี่สูง อุปกรณ์ไฟฟ้าและขดลวดเหนี่ยวนำจะทำงานภายใต้สภาวะความหนาแน่นของพลังงานสูง ทำให้การจัดการความร้อนอย่างมีประสิทธิภาพเป็นสิ่งสำคัญอย่างยิ่ง
- สารหล่อเย็นควรมีค่าการนำความร้อนที่ดีและมีความเสถียรในระยะยาว
- ระบบระบายความร้อนต้องรับประกันอัตราการไหลและความดันที่ต่อเนื่องและคงที่
- หลังจากใช้งานด้วยกำลังไฟฟ้าสูงเป็นเวลานาน ควรปล่อยให้ระบบเย็นตัวลงเป็นระยะเวลานานพอสมควร เพื่อลดความเครียดจากความร้อนภายในระบบ
การจัดการความร้อนอย่างมีประสิทธิภาพไม่เพียงแต่ช่วยเพิ่มเสถียรภาพในการทำงาน แต่ยังช่วยยืดอายุการใช้งานของอุปกรณ์ได้อย่างมากอีกด้วย
7.0ตัวอย่างการใช้งานในอุตสาหกรรมทั่วไป
เทคโนโลยีการให้ความร้อนแบบเหนี่ยวนำความถี่สูงถูกนำมาใช้กันอย่างแพร่หลายในหลากหลายภาคอุตสาหกรรม โดยแต่ละกระบวนการจะมีความต้องการวิธีการให้ความร้อนและการควบคุมพารามิเตอร์ที่แตกต่างกันไป
| ขั้นตอนการสมัคร | ลักษณะการให้ความร้อน | วัตถุประสงค์ทั่วไป |
| การเชื่อมประสาน | ระบบทำความร้อนแบบเข้มข้นพร้อมการควบคุมอุณหภูมิที่แม่นยำ | การเชื่อมโลหะต่างชนิดกัน |
| การดับไฟ | การให้ความร้อนอย่างรวดเร็วตามด้วยการควบคุมการระบายความร้อน | การเพิ่มความแข็งของพื้นผิว |
| การอบอ่อน | กระบวนการให้ความร้อนและการแช่ที่ควบคุมได้ | การเพิ่มความยืดหยุ่นและลดความเครียดภายใน |
| การให้ความร้อนผ่าน | การให้ความร้อนสม่ำเสมอทั่วหน้าตัด | การให้ความร้อนแก่ชิ้นส่วนที่มีลักษณะเรียวหรือมีเส้นผ่านศูนย์กลางเล็ก |
| การปิดผนึก | การให้ความร้อนเฉพาะจุดและตรงเป้าหมาย | การปิดผนึกโครงสร้างหรือการเชื่อมต่อชิ้นส่วน |
| การหลอมละลาย | กำลังไฟฟ้าสูงพร้อมการทำงานของขดลวดที่เสถียร | การหลอมโลหะในปริมาณน้อย |


ประสิทธิภาพการใช้งานจริงจะต้องได้รับการปรับให้เหมาะสมผ่านการทดสอบและการปรับแต่งโดยพิจารณาจากวัสดุชิ้นงาน ขนาด และวัตถุประสงค์ของกระบวนการเฉพาะ
8.0การวิเคราะห์ทางเทคนิคเกี่ยวกับปัญหาการใช้งานทั่วไป
ในระหว่างการใช้งานระยะยาวหรือภายใต้สภาวะการทำงานที่เปลี่ยนแปลงไป ระบบทำความร้อนแบบเหนี่ยวนำอาจมีประสิทธิภาพลดลงหรือทำงานผิดปกติ สาเหตุทั่วไป ได้แก่:
- การเปลี่ยนแปลงรูปทรงของขดลวดหรือการสัมผัสทางไฟฟ้าที่ไม่ดี;
- การเปลี่ยนแปลงของสภาวะการรับน้ำหนัก;
- ประสิทธิภาพการระบายความร้อนไม่เพียงพอ ทำให้กลไกป้องกันความร้อนทำงาน;
- ความผันผวนของแหล่งจ่ายไฟส่งผลให้ระบบตอบสนองผิดปกติ
เพื่อแก้ไขปัญหาเหล่านี้ ควรทำการวิเคราะห์และปรับแต่งอย่างเป็นระบบ โดยเน้นที่การจับคู่โหลด การจัดการความร้อน และความเสถียรของแหล่งจ่ายไฟ
9.0บทสรุป
เนื่องจากเครื่องทำความร้อนแบบเหนี่ยวนำความถี่สูงเป็นเทคโนโลยีการทำความร้อนทางอุตสาหกรรมที่พัฒนามาอย่างต่อเนื่องและมีประสิทธิภาพ การทำงานของเครื่องทำความร้อนแบบเหนี่ยวนำความถี่สูงจึงขึ้นอยู่กับความเข้าใจอย่างครอบคลุมในหลักการทางแม่เหล็กไฟฟ้า การออกแบบขดลวด คุณลักษณะของโหลด และการควบคุมกระบวนการ โดยการกำหนดค่าพารามิเตอร์ของระบบอย่างเหมาะสมและปรับกลยุทธ์การใช้งานให้เหมาะสมอย่างต่อเนื่อง จะสามารถบรรลุคุณภาพการทำความร้อนสูงในขณะที่รักษาการทำงานทางอุตสาหกรรมที่มีประสิทธิภาพและเสถียรได้
ข้อมูลที่นำเสนอในที่นี้มีวัตถุประสงค์เพื่อเป็นข้อมูลอ้างอิงทางเทคนิคทั่วไป การใช้งานเฉพาะด้านควรได้รับการออกแบบและตรวจสอบความถูกต้องตามสภาพการทำงานจริงและข้อกำหนดของกระบวนการ
อ้างอิง
www.theinductor.com/blog/how-induction-heating-technology-works-and-why-you-should-know/
www.ambrell.com/blog/research-universities-using-induction-heating


