- 1.0การขึ้นรูปโลหะคืออะไร?
- 2.0การเฉือนคืออะไร?
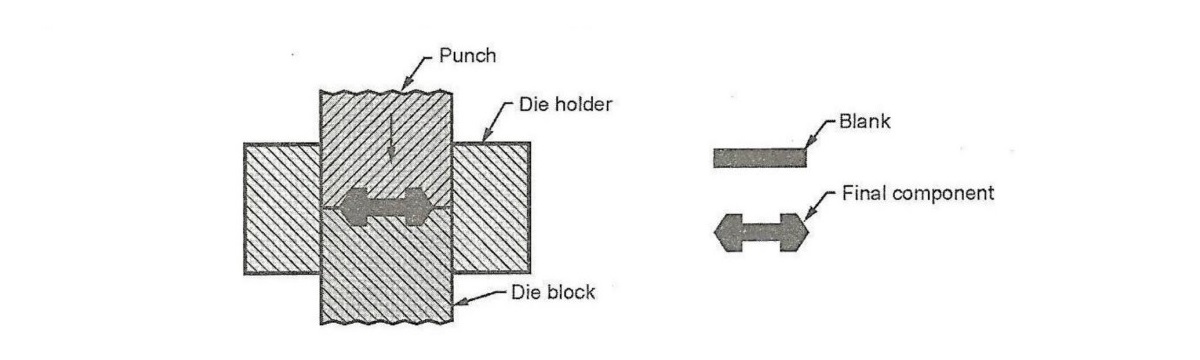
- 3.0Nibbling คืออะไร?
- 4.0การดัดคืออะไร?
- 5.0การวาดภาพคืออะไร?
- 6.0การปั๊มนูนคืออะไร?
- 7.0การก่อตัวคืออะไร?
- 8.0การหยอดเหรียญ (Squeezing) คืออะไร?
- 9.0ทำความเข้าใจเกี่ยวกับกลศาสตร์การดัดและวิธีการทั่วไป
- 10.0ปัจจัยสำคัญในการดัด: ค่าเผื่อการดัด สปริงกลับ และแรง
- 11.0การดำเนินการวาด: การผลิตรูปทรงกลวงจากแผ่นโลหะแบน
- 12.0บทสรุป
- 13.0คำถามที่พบบ่อย
การแปรรูปโลหะแผ่นเป็นรากฐานสำคัญของการผลิตสมัยใหม่ ซึ่งใช้กันอย่างแพร่หลายในอุตสาหกรรมยานยนต์ อวกาศ ก่อสร้าง และเครื่องใช้ไฟฟ้า ความเข้าใจกระบวนการหลักๆ เช่น การตัด การกัด การดัด การดึง การปั๊มนูน และการขึ้นรูปโลหะ เป็นสิ่งจำเป็นสำหรับวิศวกรและผู้ผลิตที่ต้องการเพิ่มประสิทธิภาพการผลิตและคุณภาพของผลิตภัณฑ์
1.0การขึ้นรูปโลหะคืออะไร?
การขึ้นรูปโลหะเกี่ยวข้องกับการขึ้นรูปวัสดุโดยไม่ต้องนำวัสดุออก ซึ่งหมายความว่าไม่มีการสูญเสียวัสดุ แผ่นโลหะจะถูกดึงให้ตึงเกินขีดจำกัดความยืดหยุ่น แต่ยังคงต่ำกว่าความแข็งแรงสูงสุด ทำให้มั่นใจได้ว่าแผ่นโลหะจะมีรูปร่างใหม่ถาวร
การดำเนินการขึ้นรูปโลหะทั่วไป ได้แก่:
- การดัดงอ
- การวาดภาพ
- การปั้มนูน
- การก่อตัว
- การกรีดเหรียญ (เรียกอีกอย่างว่า การบีบ)
2.0การเฉือนคืออะไร?
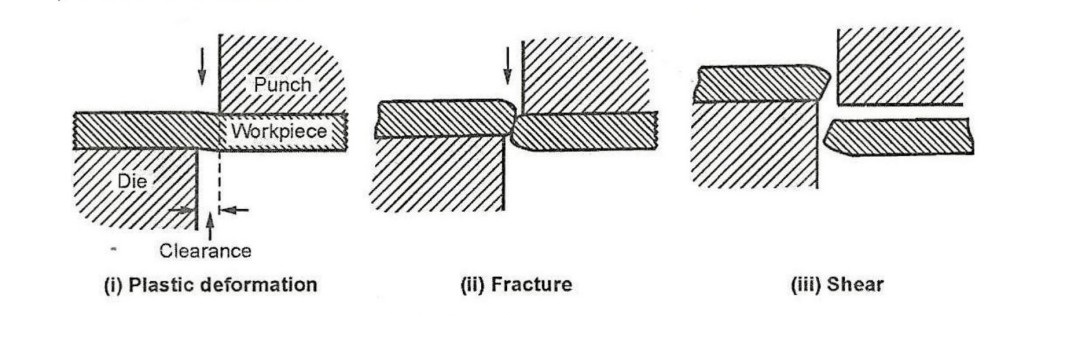
การตัดเฉือน (Shearing) คือกระบวนการที่ใช้ตัดแผ่นโลหะ แผ่นโลหะ หรือแท่งโลหะเป็นเส้นตรง ประกอบด้วย 3 ขั้นตอนหลัก ดังนี้
- การเสียรูปพลาสติก
- การแตกหัก (การแพร่กระจายของรอยแตก)
- การเฉือน (การแยกวัสดุ)
เมื่อวางชิ้นงานโลหะระหว่างใบมีดด้านบนและด้านล่างของเครื่องตัดเฉือน และใช้แรงกด วัสดุจะเกิดการเสียรูปเชิงพลาสติกก่อน เมื่อแรงกดเพิ่มขึ้น รอยแตกจะเริ่มก่อตัวที่ขอบตัดของใบมีด รอยแตกเหล่านี้จะแพร่กระจายและมาบรรจบกัน ส่งผลให้วัสดุเกิดการเฉือน
เครื่องตัด—ตั้งแต่รุ่นที่ใช้มือไปจนถึงรุ่นไฮดรอลิกและเครื่องกล—ใช้เพื่อดำเนินกระบวนการนี้อย่างมีประสิทธิภาพและแม่นยำ โดยเฉพาะอย่างยิ่งในการใช้งานที่มีปริมาณมากหรือในอุตสาหกรรม
3.0Nibbling คืออะไร?
โดยทั่วไปแล้วการกัด (Nibbling) จะใช้แทนการปั๊มขึ้นรูป (Blank) ออกแบบมาเพื่อตัดชิ้นส่วนแบนจากแผ่นโลหะ และเหมาะสำหรับรูปทรงต่างๆ ตั้งแต่รูปทรงเรียบง่ายไปจนถึงรูปทรงที่ซับซ้อน กระบวนการนี้ส่วนใหญ่ใช้สำหรับการผลิตชิ้นส่วนจำนวนน้อย
4.0การดัดคืออะไร?
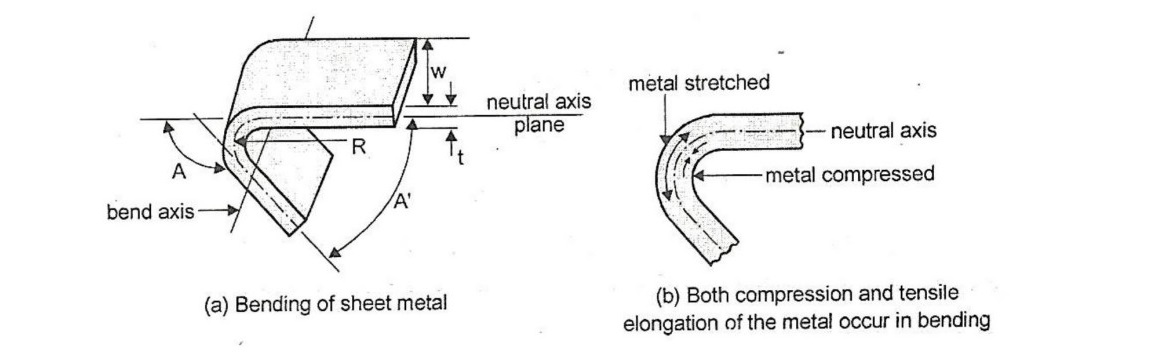
การดัดเป็นกระบวนการที่แผ่นโลหะตรงถูกเปลี่ยนรูปร่างให้โค้งงอ ในระหว่างการดัด วัสดุจะต้องเผชิญกับทั้งแรงดึงและแรงอัด ส่งผลให้เกิดการเสียรูปพลาสติกเกินขีดจำกัดความยืดหยุ่น แต่ต่ำกว่าความแข็งแรงสูงสุด
ประเภททั่วไปของการดัด ได้แก่:
- การดัดรูปตัว U
การดัดแบบ U (หรือที่เรียกว่าการดัดแบบช่อง) ใช้โพรงแม่พิมพ์ที่มีรูปร่างเหมือนตัว "U" ส่งผลให้ได้ชิ้นส่วนที่มีรูปร่างคล้ายตัว U โดยทั่วไปแล้ว การดำเนินการนี้จะดำเนินการโดยใช้ เครื่องเบรค เครื่องจักร ติดตั้งด้วยแม่พิมพ์รูปตัว U - การดัดแบบวี
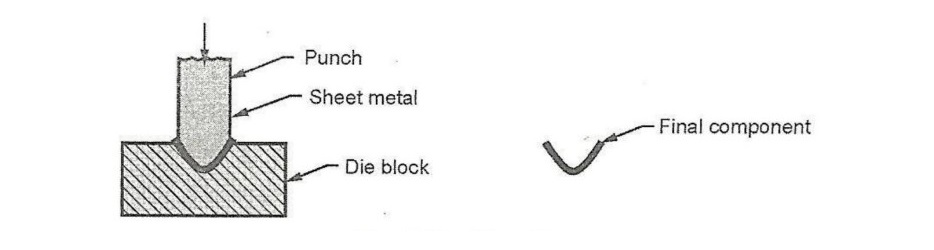
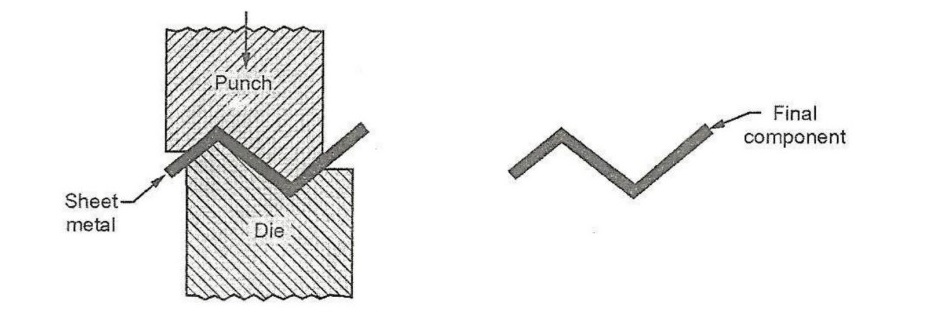
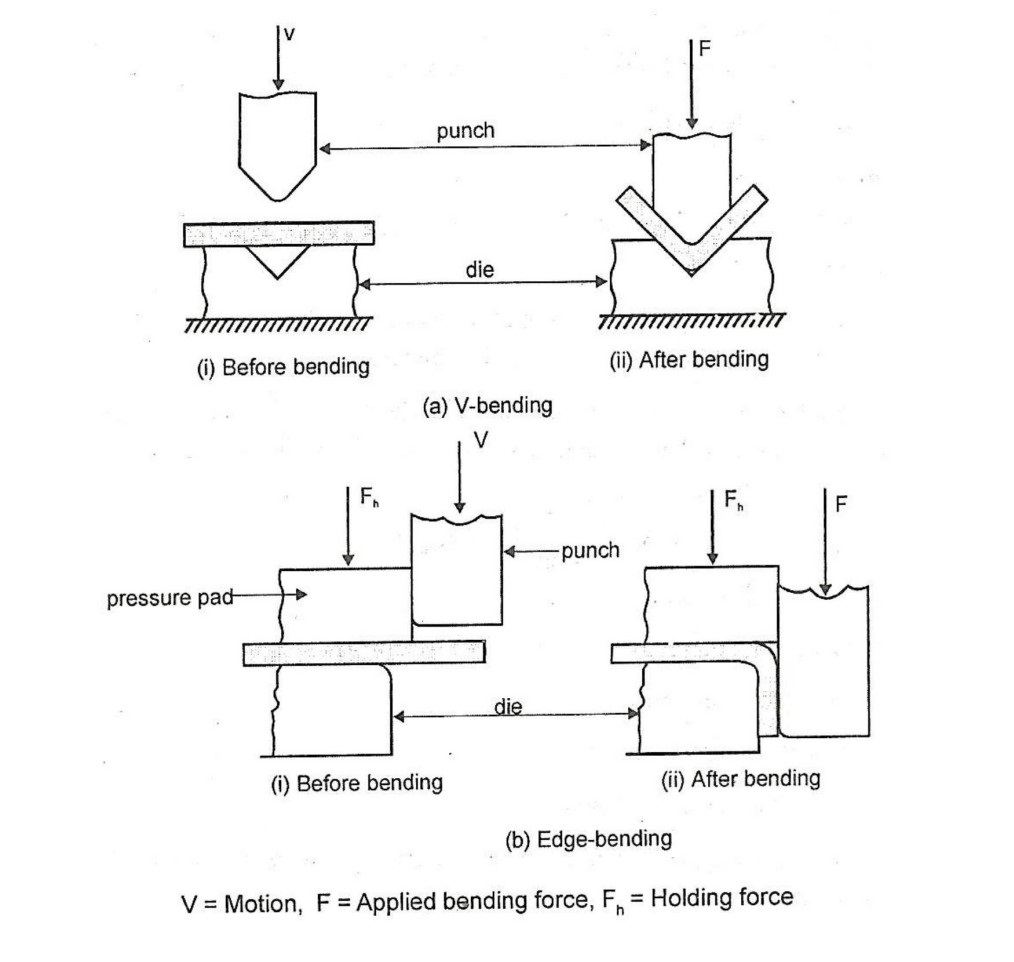
การดัดแบบวี (V-bending) ใช้หัวปั๊มรูปลิ่มและแม่พิมพ์รูปตัววี (V-die) มุมของตัววีสามารถเปลี่ยนแปลงได้ตั้งแต่แหลมไปจนถึงป้าน รวมถึง 90° ถือเป็นเทคนิคการดัดที่ใช้กันอย่างแพร่หลายที่สุดในงานดัดด้วยเบรกกด เนื่องจากมีความอเนกประสงค์และความแม่นยำ - การดัดมุม
การดัดมุมเป็นคำทั่วไปสำหรับการดัดแผ่นโลหะให้เป็นมุมแหลม นอกจากนี้ยังสามารถทำได้โดยใช้ เครื่องเบรคขึ้นอยู่กับรูปทรงและมุมที่ต้องการ - การเคิร์ลลิ่ง
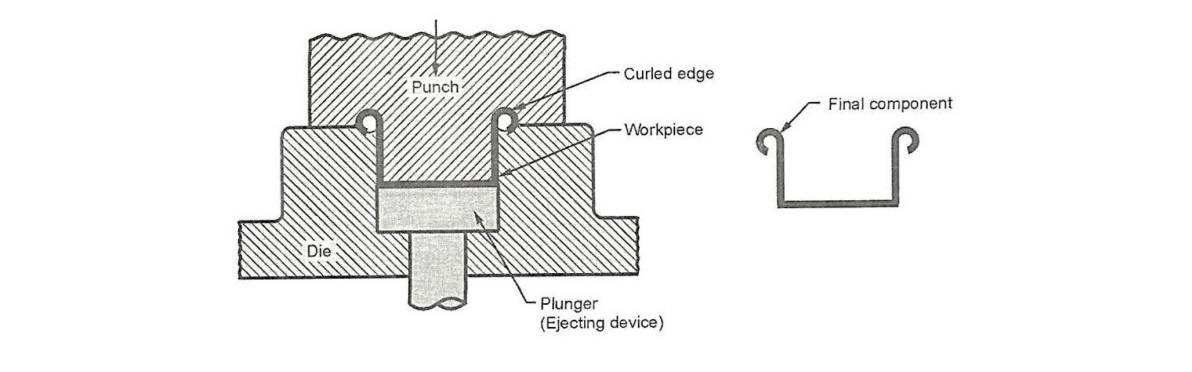
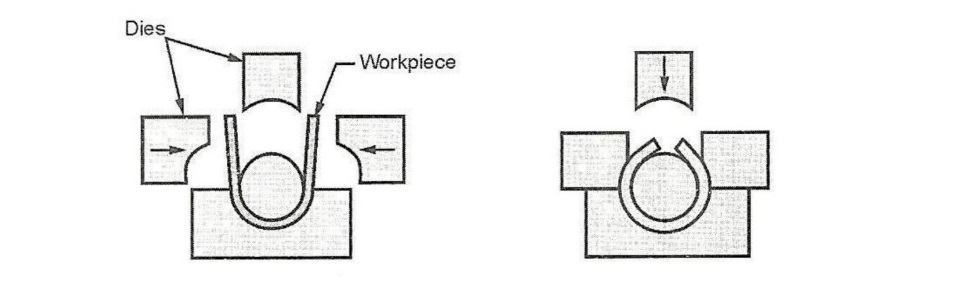
การม้วนขึ้นรูป (Curling) คือการม้วนขอบแผ่นโลหะรอบแบบพิมพ์ ทั้งหัวปั๊มและแม่พิมพ์จะมีโพรงบางส่วนเพื่อขึ้นรูปวัสดุ หลังจากการทำงาน หัวปั๊มจะหดกลับ และชิ้นส่วนจะถูกดันออกโดยใช้ลูกสูบ วิธีการนี้ใช้ในการผลิตถัง กระทะ หม้อ และสิ่งของอื่นๆ ที่คล้ายคลึงกัน - การดัดม้วน
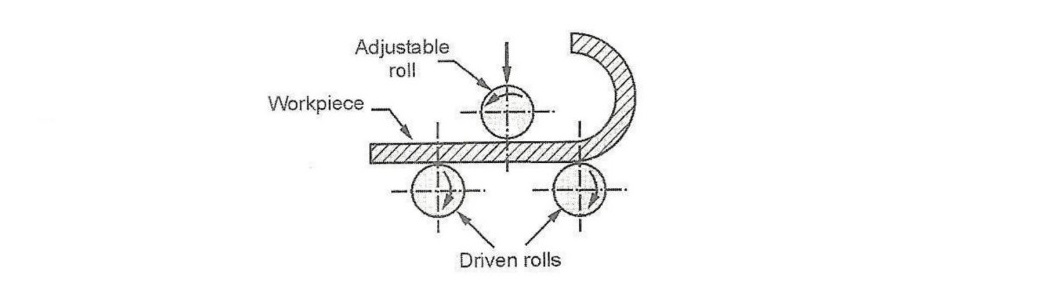
การดัดเหล็กแผ่น (Roll Bending) ใช้ลูกกลิ้งชุดหนึ่งเพื่อดัดแผ่นโลหะขนาดใหญ่ให้เป็นรูปทรงโค้งอย่างค่อยเป็นค่อยไป โดยทั่วไปมักใช้ในการผลิตถังเก็บขนาดใหญ่ ภาชนะรับแรงดัน ท่อ และส่วนประกอบโครงสร้าง - การดัดด้วยเครื่อง 4 สไลด์
วิธีนี้ใช้กับชิ้นงานที่ค่อนข้างสั้น เครื่องจักรเหล่านี้มีการออกแบบที่หลากหลาย และใช้การเคลื่อนที่ของแม่พิมพ์ทั้งแนวตั้งและแนวนอนเพื่อสร้างรูปทรงที่ซับซ้อน - การดัดขอบ
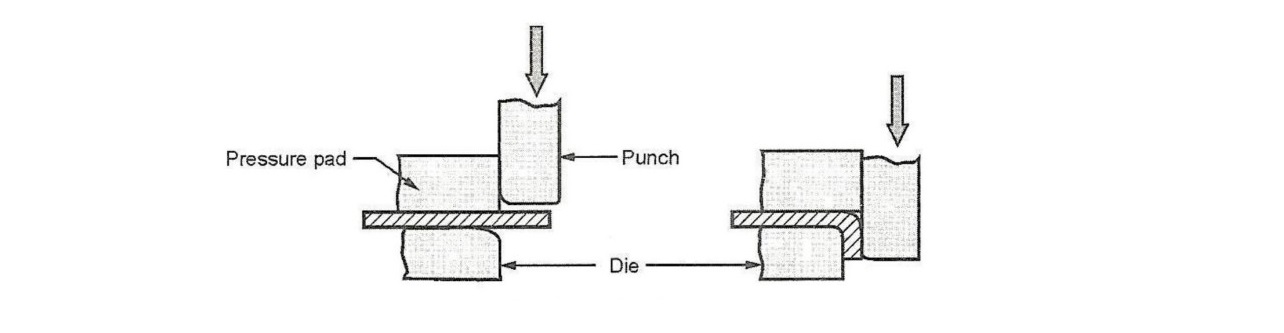
การดัดขอบเกี่ยวข้องกับการโหลดแบบคานยื่น ซึ่งแผ่นกดจะยึดชิ้นงานไว้กับแม่พิมพ์ในขณะที่ปั๊มจะบังคับให้โลหะโค้งงอเหนือขอบ กด เบรก การติดตั้งแม่พิมพ์เช็ดก็สามารถดัดแบบนี้ได้เช่นกัน โดยทั่วไปการดัดขอบจะจำกัดอยู่ที่มุม 90° หรือน้อยกว่า แม้ว่าแม่พิมพ์เช็ดสามารถออกแบบให้ดัดมุมได้กว้างกว่าก็ตาม
เนื่องจากแผ่นกดและแม่พิมพ์เช็ดมีความซับซ้อน วิธีนี้จึงมีราคาแพงกว่าแต่เหมาะกับการผลิตปริมาณมาก
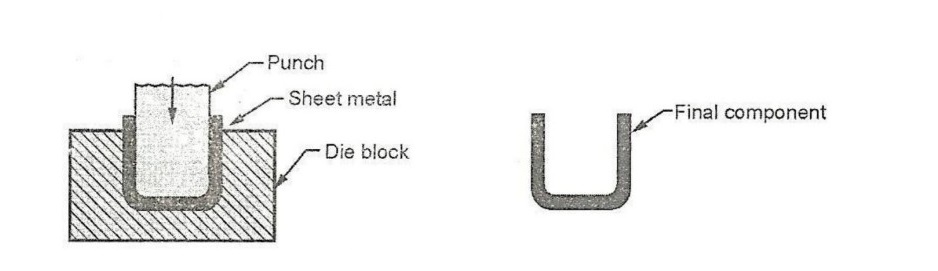
5.0การวาดภาพคืออะไร?
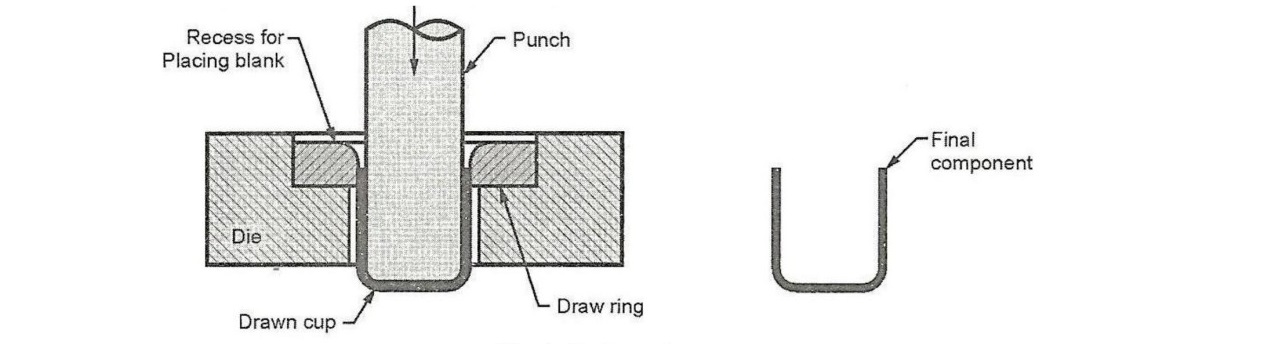
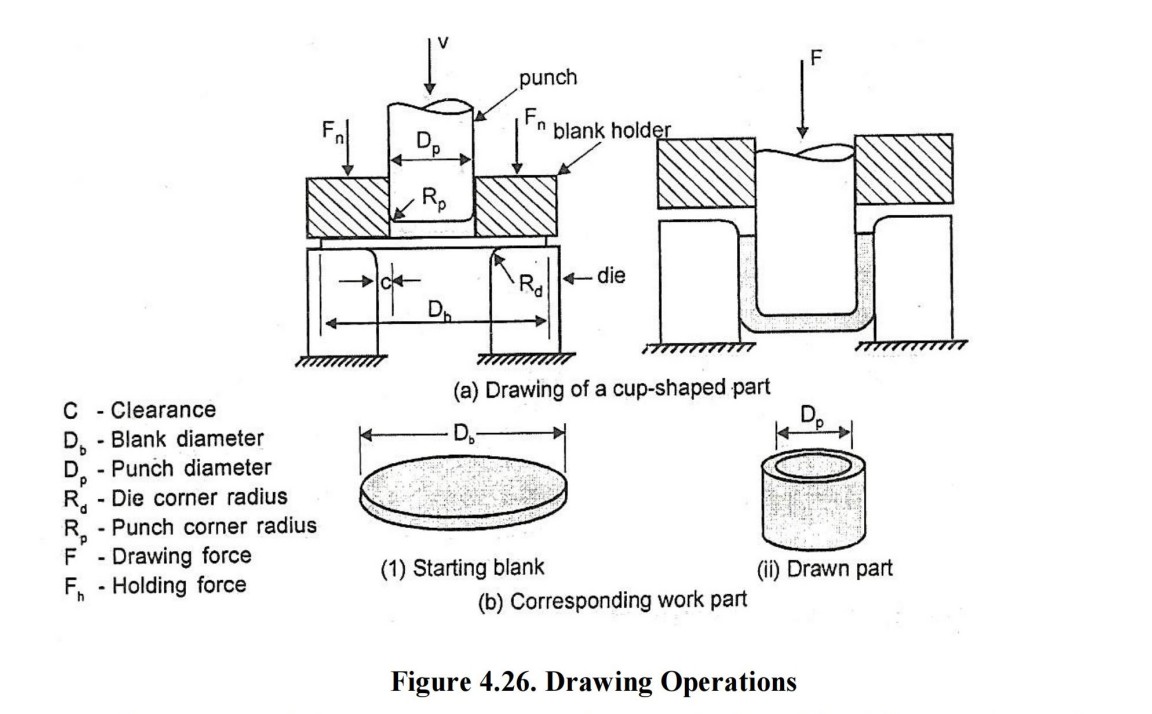
การดึงขึ้นรูป (Drawing) คือกระบวนการที่แม่พิมพ์ (Punch) บังคับให้แผ่นโลหะแบนๆ เข้าไปในโพรงแม่พิมพ์ ทำให้วัสดุไหลออกมาเป็นพลาสติกและมีลักษณะเหมือนถ้วย กระบวนการนี้ใช้เพื่อสร้างชิ้นส่วนกลวงจากแผ่นโลหะแบนๆ
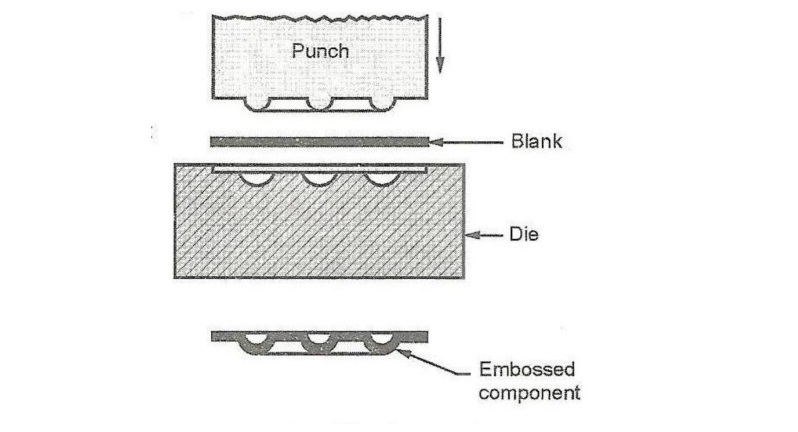
6.0การปั๊มนูนคืออะไร?
การปั๊มนูนใช้เพื่อสร้างลวดลายนูนหรือเว้าบนแผ่นโลหะเพื่อการตกแต่งหรือการใช้งาน สามารถใช้พิมพ์โลโก้ เครื่องหมายการค้า หมายเลขชิ้นส่วน หรือเครื่องหมายระบุอื่นๆ ได้
7.0การก่อตัวคืออะไร?
ในการขึ้นรูป โลหะจะถูกกดให้ตึงเกินจุดคราก (yield point) เพื่อให้คงรูปทรงใหม่ไว้อย่างถาวร ทำให้เกิดรูปทรงของแม่พิมพ์และแม่พิมพ์ขึ้นรูปโดยตรง ซึ่งแตกต่างจากการดึงขึ้นรูป ตรงที่ไม่มีการไหลของโลหะอย่างมีนัยสำคัญ กระบวนการนี้ใช้สำหรับการผลิตชิ้นส่วนต่างๆ เช่น แผงประตู เฟอร์นิเจอร์เหล็ก และตัวถังเครื่องบิน
8.0การหยอดเหรียญ (Squeezing) คืออะไร?
การขึ้นรูปเหรียญกษาปณ์เป็นกระบวนการขึ้นรูปที่มีความแม่นยำ โดยการนำแผ่นโลหะเปล่ามาวางระหว่างแม่พิมพ์และแม่พิมพ์ และใช้แรงดันสูง โลหะจะไหลเป็นพลาสติกในสภาวะเย็น ทำให้โพรงแม่พิมพ์เต็ม กระบวนการนี้ใช้ในการผลิตเหรียญกษาปณ์ เหรียญตรา และชิ้นส่วนตกแต่งที่มีรายละเอียดพื้นผิวที่ละเอียด
9.0ทำความเข้าใจเกี่ยวกับกลศาสตร์การดัดและวิธีการทั่วไป
ในการดัดแผ่นโลหะ โลหะจะถูกดึงรอบแกนตรง วัสดุด้านในของส่วนโค้งจะถูกบีบอัด ในขณะที่วัสดุด้านนอกจะถูกยืด โลหะจะถูกเปลี่ยนรูปพลาสติกเพื่อให้ส่วนโค้งยังคงรูปเดิมหลังจากคลายแรงดึงแล้ว โดยทั่วไปการดัดจะไม่ทำให้ความหนาของวัสดุเปลี่ยนแปลงไปมากนัก
วิธีการดัดสองวิธีทั่วไปคือ:
- การดัดแบบวี:วิธีนี้ใช้แม่พิมพ์และปั๊มรูปตัววี (V-shaped punch and die) ซึ่งทำให้สามารถดัดโค้งได้หลายมุม ตั้งแต่มุมแหลมไปจนถึงมุมป้าน โดยทั่วไปมักใช้กับงานที่มีปริมาณการผลิตต่ำ และมักใช้กับเครื่องดัดโลหะ แม่พิมพ์รูปตัววีค่อนข้างง่ายและราคาไม่แพง
- การดัดขอบ:วิธีนี้ใช้แผ่นกดเพื่อยึดฐานของชิ้นงานไว้ ขณะที่หัวปั๊มจะดัดแผ่นโลหะให้โค้งงอเหนือขอบแม่พิมพ์ การดัดขอบจะถูกจำกัดไว้ที่มุม 90° หรือน้อยกว่า เว้นแต่จะใช้แม่พิมพ์เช็ดที่ซับซ้อนกว่า แม่พิมพ์เหล่านี้มีราคาแพงกว่าแม่พิมพ์รูปตัววี แต่เหมาะสำหรับการผลิตปริมาณมาก
10.0ปัจจัยสำคัญในการดัด: ค่าเผื่อการดัด สปริงกลับ และแรง
ค่าเผื่อการโค้งงอ
เมื่อรัศมีการดัดโค้งมีขนาดเล็กเมื่อเทียบกับความหนาของวัสดุ วัสดุมีแนวโน้มที่จะยืดตัวในระหว่างการดัด การประมาณค่าการยืดตัวนี้อย่างแม่นยำเป็นสิ่งสำคัญเพื่อให้แน่ใจว่าชิ้นงานสุดท้ายเป็นไปตามข้อกำหนดการออกแบบ ค่าเผื่อการดัดโค้ง (BA) คือความยาวโดยประมาณของแกนกลางก่อนการดัดโค้ง และคำนึงถึงการยืดตัวของวัสดุ ซึ่งสามารถคำนวณได้โดยใช้สูตรทั่วไปดังนี้
บริติชแอร์เวย์ = (π / 180) × A × (R + K × t)
ที่ไหน:
- BA = ค่าเผื่อการโค้งงอ (เป็นมม.)
- A = มุมโค้ง (องศา)
- R = รัศมีโค้งด้านใน (มม.)
- t = ความหนาของสต๊อก (มม.)
- K = ปัจจัยในการประมาณตำแหน่งของแกนกลาง (โดยทั่วไปอยู่ระหว่าง 0.33–0.5 ขึ้นอยู่กับวัสดุและสภาวะการดัด)

การยืดโดยทั่วไปจะเกิดขึ้นเมื่อรัศมีการโค้งงอมีขนาดเล็กเมื่อเทียบกับความหนาของแผ่น
สปริงแบ็ค
หลังจากคลายแรงดัดแล้ว พลังงานยืดหยุ่นที่สะสมอยู่ในวัสดุจะทำให้เกิดการคืนตัวบางส่วนกลับสู่รูปร่างเดิม ซึ่งเรียกว่า สปริงแบ็ค ซึ่งหมายถึงการเพิ่มขึ้นของมุมที่รวมของชิ้นส่วนที่ดัด เมื่อเทียบกับมุมของเครื่องมือหลังจากนำออก
SB = θ₁ – θ₂
ที่ไหน:
- SB = สปริงแบ็ค (องศา)
- θ₁ = มุมรวมของชิ้นส่วนแผ่นโลหะหลังจากการดัด
- θ₂ = มุมรวมของเครื่องมือขึ้นรูป
แรงดัด
แรงที่ต้องการสำหรับการดัดขึ้นอยู่กับปัจจัยต่างๆ เช่น รูปทรงของแม่พิมพ์และหัวปั๊ม ความแข็งแรงของวัสดุ ความหนาของแผ่น และความกว้างของชิ้นงาน แรงดัดสูงสุดสามารถประมาณได้จาก:
F = (Kbf × TS × ω × t²) / D
ที่ไหน:
- F = แรงดัด (N)
- TS = ความแข็งแรงแรงดึงของวัสดุ (MPa)
- ω = ความกว้างของชิ้นส่วน (มม.)
- t = ความหนาของแผ่น (มม.)
- D = ขนาดช่องเปิดของแม่พิมพ์ (มม.)
- Kbf = ค่าสัมประสิทธิ์แรงดัด
- 33 สำหรับการดัดแบบ V
- 33 สำหรับการดัดขอบ
11.0การดำเนินการวาด: การผลิตรูปทรงกลวงจากแผ่นโลหะแบน
การขึ้นรูปโลหะแผ่น (Blank) คือกระบวนการขึ้นรูปโลหะแผ่นที่ใช้สร้างชิ้นส่วนรูปถ้วย รูปกล่อง หรือชิ้นส่วนกลวงอื่นๆ โดยนำแผ่นโลหะเปล่ามาวางทับบนโพรงแม่พิมพ์ แล้วใช้เครื่องปั๊มกดเข้าไป แท่นยึดแผ่นโลหะเปล่าจะยึดวัสดุให้อยู่กับที่ระหว่างการทำงาน
การใช้งานทั่วไปได้แก่:
- กระป๋องเครื่องดื่ม
- กระสุนปืน
- อ่างล้างจานและเครื่องครัว
- แผงหน้าปัดรถยนต์
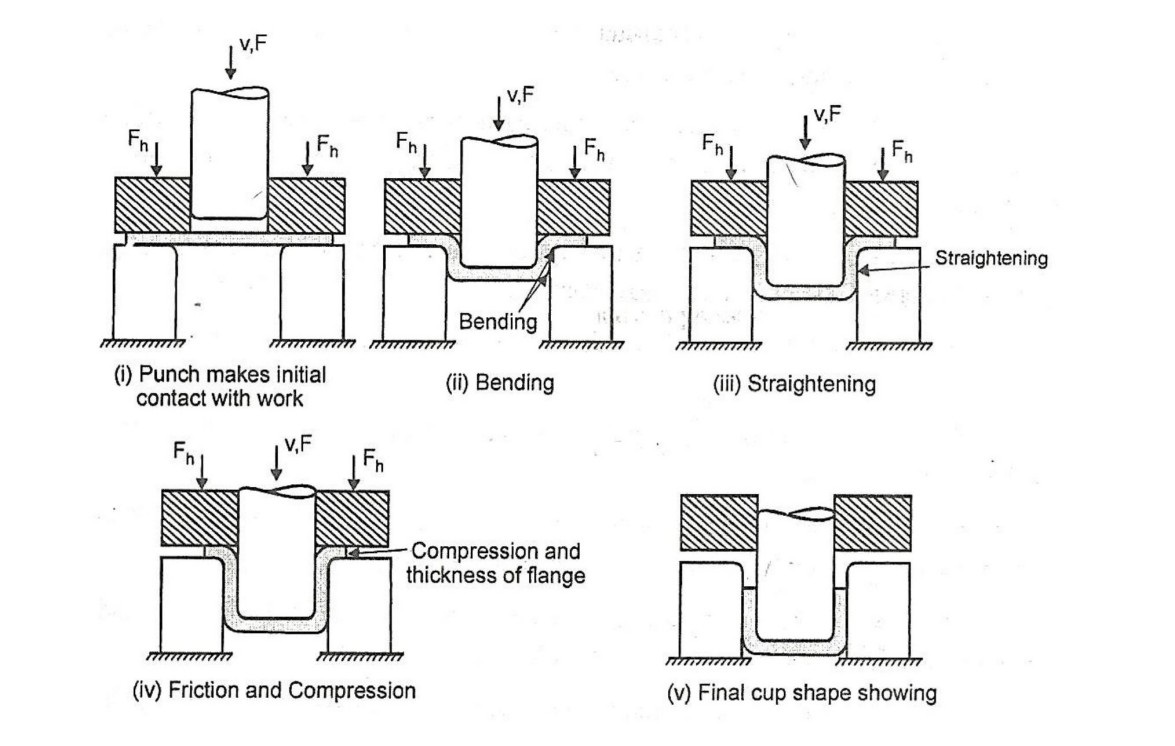
กลไกและขั้นตอนของการวาดรูปลึก
ในกระบวนการวาดถ้วยขั้นพื้นฐาน:
ชิ้นงานที่มีเส้นผ่านศูนย์กลาง Db จะถูกวาดโดยใช้หมัดที่มีเส้นผ่านศูนย์กลาง Dp
เครื่องปั๊มและแม่พิมพ์มีรัศมีมุม (Rp และ Rd) เพื่อป้องกันการฉีกขาด
มีระยะห่าง C ระหว่างเครื่องเจาะและแม่พิมพ์:
C ≈ 1.1 × t
มีการใช้แรงสองประการ:
แรงเจาะ (F) สำหรับการเสียรูป
แรงยึดแผ่นโลหะ (Fh) เพื่อควบคุมการไหลของโลหะ
ขั้นตอนการวาดลึกมีดังนี้:
การสัมผัสเบื้องต้น – โลหะถูกดัดโค้งเหนือรัศมีแม่พิมพ์และหัวปั๊ม
การทำให้ตรง – พื้นที่ที่เคยโค้งงอจะตรงขึ้นเมื่อถูกดึงเข้าไปในแม่พิมพ์
การวาดและการบีบอัด – วัสดุไหลจากหน้าแปลนเข้าสู่โพรงแม่พิมพ์
แรงเสียดทาน (สถิต → ไดนามิก) ต้านการไหล
การบีบอัดที่หน้าแปลนทำให้เกิดความหนาและรอยย่นที่อาจเกิดขึ้นได้
การวาดต่อเนื่อง – ปั๊มจะวาดลงต่อไปเพื่อดึงโลหะเข้าไปในแม่พิมพ์
อาจเกิดการบางลงที่ผนังกระบอกสูบ
การรักษาสมดุลระหว่างแรงยึดแผ่นเปล่าและแรงเสียดทานถือเป็นสิ่งสำคัญ
โดยทั่วไปจำเป็นต้องใช้การหล่อลื่น
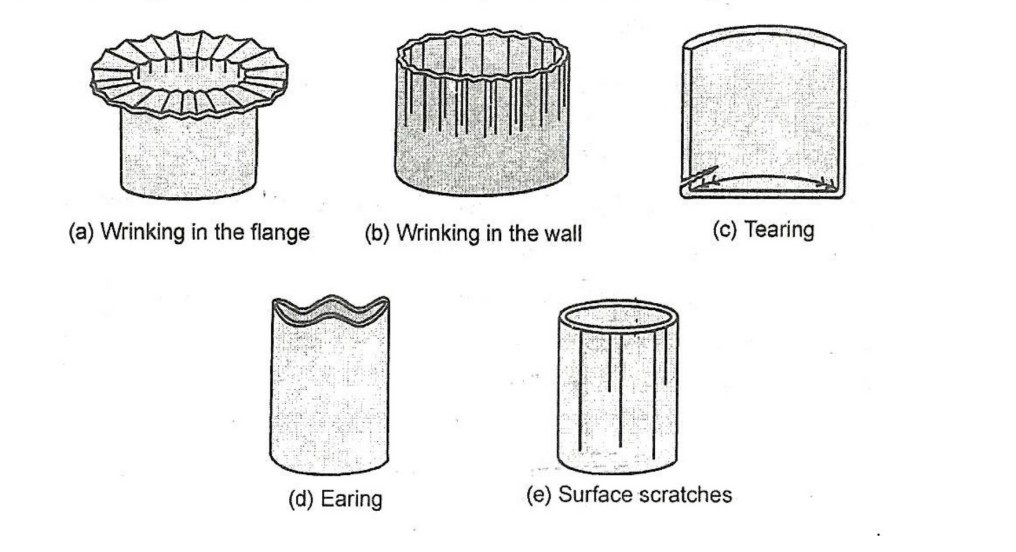
ข้อบกพร่องทั่วไปในการวาดภาพ
- รอยย่นบนหน้าแปลน: สันรัศมีอันเกิดจากการโก่งตัวจากแรงอัด
- รอยย่นในผนัง: รอยย่นที่ขอบถูกดึงเข้าไปในผนังแนวตั้ง
- การฉีกขาด: รอยแตกเปิดใกล้ฐานเนื่องจากแรงดึงสูง
- ต่างหู : ขอบไม่เรียบ (หู) จากการแอนไอโซทรอปิกของแผ่น
- รอยขีดข่วนบนพื้นผิว: เกิดจากพื้นผิวแม่พิมพ์ที่หยาบหรือการหล่อลื่นที่ไม่ดี
การดำเนินการขึ้นรูปยืด: แผ่นรูปทรงขนาดใหญ่สำหรับการบินและอวกาศและยานยนต์
การขึ้นรูปด้วยการยืดจะสร้างแผ่นโลหะขนาดใหญ่ที่มีรูปร่างที่แม่นยำโดยการยืดโลหะเกินขีดจำกัดความยืดหยุ่นบนบล็อกแบบหล่อ
สปริงแบ็คเป็นปัญหาสำคัญที่ได้รับอิทธิพลจาก:
- ประเภทวัสดุ
- ความหนา
- ความแข็ง
- รัศมีการโค้งงอ (รัศมีที่ใหญ่ขึ้นทำให้สปริงกลับมากขึ้น)
วิธีการลดสปริงแบ็ค
การยืดเกินโดยใช้บล็อกรูปทรง V
การตั้งมุม: การสร้างมุมเพื่อคลายแรงตึงยืดหยุ่นที่เหลืออยู่
วิธีการขึ้นรูปยืด
วิธีการบล็อกฟอร์ม
ชิ้นงานเปล่าจะถูกยืดออกบนบล็อกแบบเดี่ยว (แม่พิมพ์ตัวผู้)
วิธีการผสมพันธุ์แบบตายตัว
ใช้แม่พิมพ์ทั้งแบบตัวผู้และตัวเมียเพื่อความแม่นยำและการทำซ้ำที่สูงขึ้น
12.0บทสรุป
โดยสรุป กระบวนการแผ่นโลหะ เช่น การตัด การตัดเล็ก การดัด การดึง การปั๊มนูน และการปั๊มโลหะ ล้วนมีบทบาทสำคัญในการขึ้นรูปแผ่นโลหะให้เป็นส่วนประกอบที่มีฟังก์ชันการใช้งานและแม่นยำ
ความเข้าใจอย่างถ่องแท้เกี่ยวกับกลไกและตัวแปรต่างๆ ที่ส่งผลต่อกระบวนการเหล่านี้ ซึ่งรวมถึงค่าเผื่อการดัดโค้ง ค่าสปริง และการออกแบบเครื่องมือ ช่วยให้ผู้ผลิตสามารถลดข้อบกพร่องและเพิ่มประสิทธิภาพการผลิตได้ ไม่ว่าคุณจะผลิตชิ้นส่วนแบนเรียบหรือชิ้นส่วนที่ซับซ้อน
แผงรูปทรงโค้ง การฝึกฝนเทคนิคเหล่านี้ให้เชี่ยวชาญถือเป็นกุญแจสำคัญของการผลิตแผ่นโลหะที่ประสบความสำเร็จ
13.0คำถามที่พบบ่อย
คำถามที่ 1: ความแตกต่างหลักระหว่างการดัดและการดึงในงานผลิตแผ่นโลหะคืออะไร
A1: การดัดจะเปลี่ยนรูปร่างโดยทำให้โลหะรอบแกนเสียรูปอย่างถาวรโดยไม่มีการไหลของวัสดุอย่างมีนัยสำคัญ ในขณะที่การดึงเกี่ยวข้องกับการดึงวัสดุเข้าไปในโพรงแม่พิมพ์ ทำให้เกิดการไหลของพลาสติกจนเกิดเป็นรูปร่างกลวง
คำถามที่ 2: จะลดการสปริงกลับให้น้อยที่สุดระหว่างการดัดได้อย่างไร
A2: สามารถลดสปริงกลับได้ด้วยการดัดเกิน เลือกเครื่องมือที่เหมาะสม ใช้วัสดุที่มีความยืดหยุ่นน้อยลง และคำนวณค่าเผื่อการดัดที่เหมาะสมในระหว่างการออกแบบ
ไตรมาสที่ 3: เมื่อใดจึงควรกัดแทะมากกว่าการกัดแบบปิด?
A3: การกัดแบบ Nibbling เป็นที่นิยมสำหรับการตัดรูปทรงที่ซับซ้อนหรือการผลิตจำนวนน้อยซึ่งแม่พิมพ์ปิดช่องว่างจะมีราคาแพงหรือไม่สะดวก
คำถามที่ 4: อะไรทำให้เกิดริ้วรอยระหว่างการดึงลึก และจะป้องกันได้อย่างไร
A4: รอยย่นเกิดจากแรงกดทับบริเวณหน้าแปลน สามารถลดรอยย่นได้โดยการปรับแรงยึดแผ่น การหล่อลื่น และรูปทรงของเครื่องมือให้เหมาะสม
คำถามที่ 5: เหตุใดการหล่อลื่นจึงมีความสำคัญในกระบวนการขึ้นรูปและดึง?
A5: การหล่อลื่นช่วยลดแรงเสียดทานระหว่างแผ่นโลหะและเครื่องมือ ช่วยป้องกันความเสียหายที่พื้นผิว การสึกหรอของเครื่องมือมากเกินไป และข้อบกพร่อง เช่น การฉีกขาดหรือรอยย่น