

การแนะนำ
การขึ้นรูปโลหะแผ่นเป็นสิ่งจำเป็นสำหรับกระบวนการผลิตที่หลากหลาย ตั้งแต่การผลิตของเล่นแบบง่ายๆ ไปจนถึงชิ้นส่วนเครื่องบินที่ซับซ้อน แม้จะมีการใช้งานอย่างแพร่หลาย แต่การทำความเข้าใจกระบวนการนี้ถือเป็นสิ่งสำคัญ บทความนี้จะนำเสนอภาพรวมโดยละเอียดเกี่ยวกับเทคนิคและวัสดุที่เกี่ยวข้องกับการขึ้นรูปโลหะแผ่น
1.0การแปรรูปแผ่นโลหะคืออะไร?
การผลิตแผ่นโลหะเป็นกระบวนการขึ้นรูปแผ่นโลหะแบนให้เป็นชิ้นส่วนและผลิตภัณฑ์ที่ต้องการโดยผ่านการดำเนินการต่างๆ เช่น การตัด การพับ การดัด และการประกอบ
วัสดุที่นิยมใช้ ได้แก่ เหล็ก อลูมิเนียม สเตนเลสสตีล ทองเหลือง ทองแดง และสังกะสี โดยทั่วไปความหนาของแผ่นโลหะจะอยู่ระหว่าง 0.006 ถึง 0.25 นิ้ว แผ่นโลหะที่มีความหนามากกว่าเหมาะสำหรับงานหนัก ในขณะที่แผ่นโลหะที่บางกว่าเหมาะสำหรับงานที่ต้องการความอ่อนตัว
กระบวนการผลิตเริ่มต้นด้วยขั้นตอนการออกแบบอย่างละเอียดเพื่อกำหนดรายละเอียด ตามด้วยเทคนิคหลักต่างๆ เทคนิคเหล่านี้สามารถแบ่งออกเป็นสี่ประเภทหลัก:
- การตัด
- การก่อตัว
- การเข้าร่วม
- งานตกแต่ง

2.0เทคนิคการตัดแผ่นโลหะ
กระบวนการตัดใช้เพื่อแยกแผ่นโลหะออกเป็นชิ้นส่วนและรูปทรงต่างๆ เทคนิคการตัดสามารถแบ่งกว้างๆ ได้ดังนี้:
| พิมพ์ | วิธีการ |
| การตัดแบบไม่เฉือน | การตัดด้วยเลเซอร์, การตัดด้วยพลาสม่า, การตัดด้วยเจ็ทน้ำ |
| การตัดโดยใช้แรงเฉือน | การตัด การปั๊ม การเจาะรู การเลื่อย |
2.1การตัดด้วยเลเซอร์
การตัดด้วยเลเซอร์เป็นกระบวนการทางความร้อนที่หลอมโลหะเฉพาะจุดโดยใช้ลำแสงเลเซอร์ที่โฟกัส ลำแสงจะถูกดูดซับเข้าไปในวัสดุ ทำให้วัสดุระเหย ในขณะที่หัวฉีดจะฉีดก๊าซ (โดยปกติคือไนโตรเจนหรือออกซิเจน) เพื่อกำจัดวัสดุที่หลอมเหลวและปกป้องหัวตัด
การตัดด้วยเลเซอร์เหมาะสำหรับวัสดุ เช่น สเตนเลสสตีล เหล็กอ่อน และโลหะที่ไม่ใช่เหล็กบางชนิด วัสดุสะท้อนแสง เช่น อะลูมิเนียม อาจต้องใช้เลเซอร์ไฟเบอร์ โดยทั่วไปความหนาจะอยู่ระหว่าง 20 มม. ถึง 40 มม.
ข้อดี:
- ความยืดหยุ่นและความแม่นยำสูง
- ประหยัดเวลา
- ใช้ได้กับวัสดุหลากหลายชนิด
ข้อเสีย :
- การใช้พลังงานและก๊าซสูง
- ต้องมีมาตรการความปลอดภัยและการลงทุนเริ่มต้นที่สำคัญ

2.2การตัดพลาสม่า
กระบวนการทางความร้อนนี้ใช้ก๊าซไอออนไนซ์ (พลาสมา) เพื่อหลอมและตัดผ่านโลหะ วิธีการนี้มีประสิทธิภาพเฉพาะกับวัสดุที่นำไฟฟ้าได้ และมักใช้กับแผ่นโลหะที่มีความหนา (สูงสุด 50 มม.) ซึ่งไม่จำเป็นต้องคำนึงถึงการตกแต่งพื้นผิว
วัสดุที่เหมาะสม : อลูมิเนียม, สแตนเลส, ทองแดง, ทองเหลือง
ข้อดี:
- การตัดความเร็วสูง
- ความสามารถในการทำงานอัตโนมัติ
- เหมาะสำหรับโลหะที่มีความแข็งแรงสูงและความร้อนต่ำ
ข้อเสีย :
- การใช้พลังงานสูง
- เสียงรบกวนที่อาจเกิดขึ้นระหว่างการตัดแบบแห้ง
2.3การตัดด้วยเจ็ทน้ำ
การตัดด้วยเจ็ทน้ำใช้กระแสน้ำแรงดันสูง ซึ่งโดยทั่วไปจะอยู่ที่ประมาณ 60,000 ปอนด์ต่อตารางนิ้ว (psi) เพื่อตัดผ่านโลหะ เจ็ทน้ำบริสุทธิ์ใช้สำหรับวัสดุอ่อน ในขณะที่เจ็ทน้ำแบบกัดกร่อนใช้สำหรับตัดโลหะแข็ง เช่น เหล็กกล้าคาร์บอนและอะลูมิเนียม
ข้อดี:
- ไม่มีโซนที่ได้รับผลกระทบจากความร้อน
- พื้นผิวสำเร็จดีเยี่ยมไม่มีเสี้ยน
- สามารถตัดวัสดุได้หลากหลาย
ข้อเสีย :
- ระบบแรงดันสูงอาจทำให้เกิดการโค้งงอ
- ต้องมีอุปกรณ์รองรับเพื่อป้องกันการบิดเบือน
2.4การปิดกั้น
การปั๊มโลหะ (Blanking) ใช้เครื่องเจาะและแม่พิมพ์เพื่อนำชิ้นส่วนออกจากแผ่นโลหะ ส่วนที่เจาะแล้วจะกลายเป็นส่วนประกอบสุดท้าย ในขณะที่แผ่นโลหะที่เหลือจะเป็นเศษโลหะ
ข้อดี:
- ความแม่นยำของมิติสูง
- การผลิตชิ้นส่วนที่กำหนดเองด้วยความสามารถในการทำซ้ำที่ดี
ข้อเสีย :
- ช้ากว่าการต่อย
- ต้นทุนเครื่องมือที่สูงขึ้น
2.5การเฉือน
การตัดเฉือนใช้สำหรับตัดแผ่นโลหะแบนเป็นเส้นตรงโดยใช้ใบมีดแรงดันสูง เหมาะอย่างยิ่งสำหรับการตัดโลหะอ่อนปริมาณมากที่ไม่ต้องการผิวเรียบ
ข้อดี:
- รวดเร็ว ประหยัดสำหรับปริมาณมาก
- เรียบง่าย มีประสิทธิภาพสำหรับการตัดตรง
ข้อเสีย :
- ก่อให้เกิดเสี้ยนและการเสียรูป
- ไม่เหมาะสำหรับการใช้งานที่ต้องการขอบที่สะอาด
2.6การเลื่อย
การเลื่อยใช้ใบเลื่อยฟันเลื่อยเพื่อค่อยๆ กำจัดวัสดุออก เลื่อยสายพานแนวนอนใช้สำหรับการกำหนดขนาดแท่งเหล็ก ในขณะที่เลื่อยแนวตั้งใช้สำหรับการตัดรูปทรงที่ซับซ้อน
ข้อดี:
- ความแม่นยำในการตัดสูง
- ของเสียจากวัสดุต่ำเนื่องจากรอยตัดเล็ก
- รองรับวัสดุที่ไม่ใช่เหล็กหลากหลายชนิด
ข้อเสีย :
- ความเสถียรของการสัมผัสลดลงในระหว่างการตัดแผ่นแบน
- ความไม่สม่ำเสมอของพื้นผิว
2.7การเจาะ
การเจาะใช้แรงเฉือนเพื่อสร้างรูบนแผ่นโลหะ ซึ่งแตกต่างจากการปั๊มโลหะ ตรงที่ชิ้นส่วนที่ตัดออกจะเป็นเศษโลหะ และแผ่นโลหะจะยังคงเป็นส่วนประกอบสุดท้าย
ข้อดี:
- การเจาะรูความเร็วสูง
- การตัดที่สะอาดและแม่นยำ
- ไม่มีการบิดเบือนความร้อน
ข้อเสีย :
การตั้งค่าต้องใช้เครื่องมือและการจัดตำแหน่งแม่พิมพ์ที่แม่นยำ
9 วิธีการเจาะแผ่นโลหะที่ผู้ผลิตทุกคนควรรู้
3.0เทคนิคการขึ้นรูปแผ่นโลหะ
การขึ้นรูปเกี่ยวข้องกับการขึ้นรูปโลหะใหม่ในขณะที่โลหะยังคงอยู่ในสถานะของแข็ง หัวข้อนี้จะอธิบายกระบวนการขึ้นรูปหลักที่ใช้ในการผลิต
3.1การดัดงอ
การดัดจะทำให้โลหะเสียรูปโดยใช้แรงที่กระทำผ่าน เครื่องดัดเบรค หรือ เครื่องรีดการดัดเหมาะสำหรับโลหะที่มีความเหนียวแต่ไม่เปราะ เช่น:
- เหล็กอ่อน
- เหล็กสปริง
- อลูมิเนียม 5052
- ทองแดง
วัสดุที่ดัดงอได้ยากได้แก่ อะลูมิเนียม 6061 ทองเหลือง ทองสัมฤทธิ์ และไททาเนียม
เทคนิคการดัดทั่วไป:
| วิธี | คำอธิบาย |
| การดัดม้วน | ดัดแผ่นให้เป็นท่อ กรวย และรูปทรงกลวงโดยใช้ลูกกลิ้ง |
| การดัดแบบโรตารี | สร้างมุมหรือมุมแหลม >90° |
| การเช็ดโค้งงอ | ใช้แม่พิมพ์เช็ดเพื่อกำหนดรัศมีด้านใน |
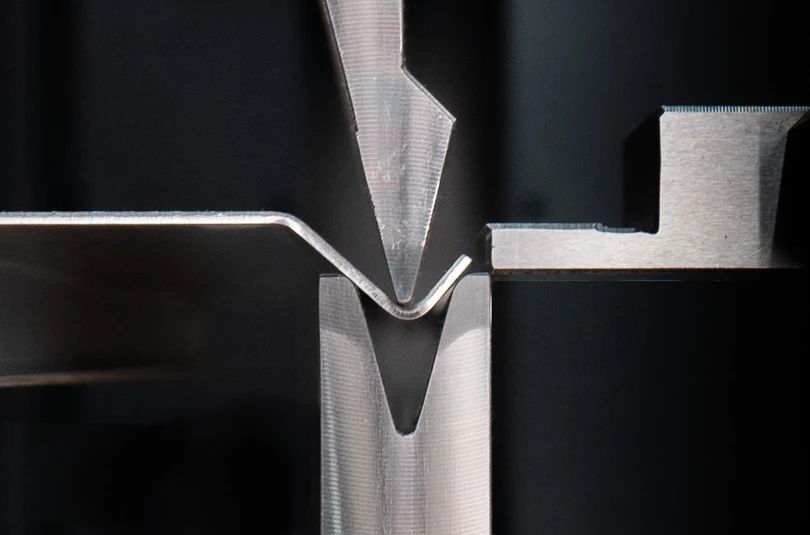
| การดัดแบบวี | โลหะถูกดัดให้โค้งงอเหนือแม่พิมพ์รูปตัววีโดยใช้เครื่องเจาะ |
| การดัดรูปตัว U | คล้ายกับการดัดแบบ V แต่มีแม่พิมพ์รูปตัว U สำหรับชิ้นส่วนรูปตัว U |
ข้อดี:
- คุณสมบัติเชิงกลที่ดีในชิ้นส่วนสุดท้าย
- คุ้มค่าสำหรับการผลิตปริมาณน้อยถึงปานกลาง
ข้อเสีย :
สปริงแบ็คสามารถส่งผลต่อความแม่นยำได้
3.2การเย็บชายเสื้อ
การพับแผ่นโลหะทับลงบนตัวมันเอง โดยทั่วไปแบ่งเป็น 2 ขั้นตอน:
- การดัดเป็นรูปทรงวี
- การทำให้แบนราบในแม่พิมพ์เพื่อผลิตชายเสื้อ
ข้อดี:
- เสริมขอบ
- ปรับปรุงความสวยงาม
- การควบคุมมิติสูง
ข้อเสีย :
ความเสี่ยงจากการเสียรูปของวัสดุ
3.3กลิ้ง
การรีดแผ่นโลหะช่วยลดความหนาโดยใช้ลูกกลิ้งหมุน ซึ่งสามารถจำแนกได้ดังนี้:
- การรีดร้อน: เหนืออุณหภูมิการตกผลึกใหม่
- การรีดเย็น: อยู่ที่หรือใกล้อุณหภูมิห้อง
การใช้งานทั่วไป: ท่อ, หลอด, ชิ้นส่วนปั๊ม, แผ่น, ล้อ
ข้อดี:
- ความเร็วสูง ประสิทธิภาพสูง
- ความหนาสม่ำเสมอ
- ความคลาดเคลื่อนที่แคบสามารถทำได้
ข้อเสีย :
- ต้องใช้เงินลงทุนเริ่มต้นสูง
- เหมาะสำหรับการผลิตจำนวนมาก
คำอธิบายกระบวนการรีดแผ่น: เทคนิคการรีดสามม้วน รีดสี่ม้วน และขึ้นรูปกรวย
3.4การประทับตรา
การปั๊มขึ้นรูปแผ่นโลหะโดยใช้แม่พิมพ์และแท่นพิมพ์ กระบวนการนี้อาจประกอบด้วยการดัด เจาะ ปั้มนูน และตีนผีในขั้นตอนเดียว
วัสดุ: สแตนเลส, อลูมิเนียม, ทองเหลือง, ทองแดง
ข้อดี:
- ต้นทุนแรงงานและเครื่องมือต่ำ
- ระบบอัตโนมัติที่ง่ายดาย
- ความสามารถในการทำซ้ำได้สูง
ข้อเสีย :
- มีราคาแพงในการปรับเปลี่ยนแม่พิมพ์เมื่อเริ่มการผลิต
คู่มือฉบับสมบูรณ์เกี่ยวกับแม่พิมพ์และกระบวนการปั๊มโลหะแผ่น
3.5การเคิร์ลลิ่ง
การดัดผมจะสร้างขอบโค้งมนและกลวงเพื่อความปลอดภัยและความแข็งแรงของขอบ โดยทั่วไปจะดำเนินการในสามขั้นตอน:
- การสร้างเส้นโค้งเบื้องต้น
- การกลิ้งเส้นโค้ง
- การปิดลอน
ข้อดี:
- ขจัดขอบคม
- เสริมความแข็งแกร่งให้กับขอบส่วนประกอบ
ข้อเสีย :
- อาจทำให้เกิดเสี้ยนหรือความผิดปกติได้
3.6การปั่นโลหะ
การหมุนจะปรับเปลี่ยนรูปร่างแผ่นโลหะโดยใช้แกนหมุนและลูกกลิ้งขึ้นรูป
วัสดุ: สแตนเลส, อลูมิเนียม, ทองเหลือง, ทองแดง
ข้อดี:
- เหมาะสำหรับรูปทรงกลวงสมมาตร
- มีความยืดหยุ่นสำหรับการผลิตจำนวนมากและจำนวนน้อย
ข้อเสีย :
- จำกัดเฉพาะการออกแบบแบบวงกลม
- ข้อจำกัดด้านขนาดและรูปร่าง
การปั่นโลหะคืออะไร ประเภทกระบวนการ เครื่องจักร และการใช้งาน
4.0เทคนิคการเชื่อมต่อแผ่นโลหะ
การเชื่อมต่อเป็นสิ่งสำคัญอย่างยิ่งต่อการประกอบชิ้นส่วนสำเร็จรูป วิธีการหลักๆ ได้แก่ การเชื่อมและการย้ำหมุด
4.1การเชื่อม
การเชื่อมคือการหลอมแผ่นโลหะสองแผ่นเข้าด้วยกันโดยใช้ความร้อน แรงดัน หรือทั้งสองอย่าง อาจเติมวัสดุอุดเพื่อเสริมความแข็งแรงให้กับรอยต่อ
เทคนิคการเชื่อมทั่วไป:
| วิธี | คุณสมบัติที่สำคัญ |
| การเชื่อมด้วยแท่ง (SMAW) | ใช้แท่งอิเล็กโทรดและอาร์ก เหมาะสำหรับโลหะหนา |
| การเชื่อม MIG (GMAW) | ใช้ลวดอิเล็กโทรดต่อเนื่องและการป้องกันแก๊ส รวดเร็วและสะอาด |
| การเชื่อม TIG | ใช้ขั้วไฟฟ้าทังสเตนและก๊าซป้องกัน เหมาะที่สุดสำหรับโลหะที่ไม่ใช่เหล็ก |

หมายเหตุ:
- การเชื่อมด้วยแท่งทำได้รวดเร็วแต่สามารถทำให้โลหะบางร้อนเกินไปได้
- MIG เหมาะอย่างยิ่งสำหรับระบบอัตโนมัติแต่ไม่เหมาะกับการใช้งานกลางแจ้ง
- TIG ให้การเชื่อมที่เรียบเนียนแต่ต้องใช้แรงงานที่มีทักษะ
4.2โลดโผน
การรีเวทเป็นวิธีการเชื่อมต่อแบบกึ่งถาวรที่ไม่ใช้ความร้อน เกี่ยวข้องกับการเจาะรูและสร้างหางรีเวทเพื่อยึดแผ่นโลหะ
ประเภท:
| พิมพ์ | แอปพลิเคชัน |
| การรีเวทแบบร้อน | สำหรับหมุดเหล็กที่มีเส้นผ่านศูนย์กลาง >10 มม. (1000–1100°C) |
| การรีเวทแบบเย็น | สำหรับโลหะเบาหรือโลหะที่ไม่ใช่เหล็ก เช่น อลูมิเนียมหรือทองแดง |
ข้อดี:
- คุ้มค่าและตรวจสอบง่าย
- เหมาะสำหรับโลหะน้ำหนักเบา
ข้อเสีย :
- เพิ่มน้ำหนัก
- โครงสร้างอ่อนแอลงเนื่องจากรูเจาะ
- สร้างเสียงรบกวนในชิ้นส่วนกลไก
5.0บทสรุป
การผลิตแผ่นโลหะประกอบด้วยกระบวนการตัด ขึ้นรูป เชื่อมต่อ และตกแต่งผิวสำเร็จ เพื่อผลิตชิ้นส่วนอุตสาหกรรมและเชิงพาณิชย์ที่หลากหลาย การเลือกเทคนิคที่เหมาะสมขึ้นอยู่กับรูปทรงของชิ้นส่วน ประเภทวัสดุ ต้นทุน และปริมาณการผลิต ด้วยความก้าวหน้าทางเครื่องจักรและระบบอัตโนมัติ การผลิตแผ่นโลหะจึงพัฒนาอย่างต่อเนื่อง มอบความแม่นยำ ความเร็ว และความยืดหยุ่นที่มากขึ้น
6.0คำถามที่พบบ่อย (FAQ) เกี่ยวกับการผลิตแผ่นโลหะ
Q1: ความแตกต่างระหว่างการตัดด้วยเลเซอร์และการตัดพลาสม่าคืออะไร?
ตอบ: การตัดด้วยเลเซอร์ใช้แสงที่โฟกัสเพื่อทำให้วัสดุระเหย ให้ความแม่นยำสูงและขอบคม ในขณะที่การตัดด้วยพลาสมาใช้ก๊าซไอออนไนซ์เพื่อหลอมโลหะนำไฟฟ้า การตัดด้วยเลเซอร์เหมาะสำหรับชิ้นงานที่บางและซับซ้อนมากกว่า ในขณะที่การตัดด้วยพลาสมาเหมาะสำหรับโลหะที่มีความหนาและมีความแข็งแรงสูง
คำถามที่ 2: วัสดุใดที่นิยมใช้มากที่สุดในการผลิตแผ่นโลหะ?
ตอบ: วัสดุที่นิยมใช้กันมากที่สุด ได้แก่ สแตนเลส อลูมิเนียม เหล็กอ่อน ทองแดง และทองเหลือง การเลือกวัสดุขึ้นอยู่กับความแข็งแรง ความทนทานต่อการกัดกร่อน ความสามารถในการขึ้นรูป และการใช้งาน
คำถามที่ 3: ความหนาโดยทั่วไปของแผ่นโลหะคือเท่าใด
ตอบ: ความหนาของแผ่นโลหะโดยทั่วไปจะอยู่ระหว่าง 0.006 นิ้ว (0.15 มม.) ถึง 0.25 นิ้ว (6.35 มม.) วัสดุที่หนากว่าจะเรียกว่าแผ่นโลหะ ในขณะที่แผ่นโลหะที่บางกว่าจะเรียกว่าฟอยล์
ไตรมาสที่ 4: การดัดด้วย CNC ในการขึ้นรูปแผ่นโลหะมีความแม่นยำเพียงใด
A: การดัดด้วย CNC ให้ความสามารถในการทำซ้ำได้สูงและมีความคลาดเคลื่อนที่แคบ มักจะอยู่ที่ ±0.1 มม. ขึ้นอยู่กับวัสดุและอุปกรณ์
Q5: การเชื่อมหรือการหมุดย้ำแบบไหนดีกว่าสำหรับการประกอบแผ่นโลหะ?
ตอบ: การเชื่อมช่วยให้รอยต่อแข็งแรงและถาวร เหมาะอย่างยิ่งสำหรับโครงสร้างที่แข็งแรง การรีเวทเหมาะสำหรับงานออกแบบโมดูลาร์น้ำหนักเบา หรือเมื่อต้องหลีกเลี่ยงความร้อน




