

- 1.0คำจำกัดความหลักและลักษณะเฉพาะของการตีขึ้นรูปเย็น
- 2.0หลักการทำงานของการตีขึ้นรูปเย็น
- 3.0ข้อดีและข้อจำกัดของการตีขึ้นรูปเย็น
- 4.0กระบวนการตีขึ้นรูปเย็นหลัก 8 กระบวนการและการใช้งานในอุตสาหกรรม
- 5.0การเลือกน้ำมันหล่อลื่นเป็นกระบวนการสนับสนุนที่สำคัญในการตีขึ้นรูปเย็น
- 6.0การใช้งานทั่วไปของการตีขึ้นรูปเย็น
- 7.0ความแตกต่างที่สำคัญระหว่างการตีขึ้นรูปเย็นและการตีขึ้นรูปร้อน
- 8.0เทคโนโลยีหลักในการตีขึ้นรูปเย็น
- 9.0กระบวนการตีขึ้นรูปเย็น: คำถามที่พบบ่อย (FAQ)
การตีขึ้นรูป (Forging) คือกระบวนการผลิตที่ใช้แรงอัดกับชิ้นงานโลหะแข็ง ทำให้เกิดการเสียรูปถาวร (Plastic Deformation) และขึ้นรูปใหม่ให้เป็นไปตามรูปแบบที่ต้องการ ต่างจากการหล่อ (การเทโลหะหลอมเหลว) หรือการกลึง (การเอาเนื้อโลหะออก) การตีขึ้นรูปจะทำให้โครงสร้างเกรนของโลหะละเอียดขึ้นขณะที่ไหล ส่งผลให้คุณสมบัติเชิงกลมีความสม่ำเสมอและมีความแข็งแรงสูงขึ้น ซึ่งมักจะเหนือกว่าชิ้นส่วนหล่อหรือกลึงที่ทำจากวัสดุเดียวกัน
การตีเหล็กโดยทั่วไปจะแบ่งตามอุณหภูมิในการแปรรูปเป็น 3 ประเภท:
- การตีขึ้นรูปเย็น:ดำเนินการที่อุณหภูมิห้องจนถึงขีดจำกัดล่างของอุณหภูมิการตกผลึกใหม่ของโลหะ (ไม่มีการให้ความร้อนที่อุณหภูมิสูง)
- การตีขึ้นรูปด้วยความร้อน:ดำเนินการเหนืออุณหภูมิห้องแต่ต่ำกว่าการตกผลึกใหม่ (โดยทั่วไป 300–800°C) โดยรักษาสมดุลระหว่างความแม่นยำและความพยายามในการเสียรูป
- การตีขึ้นรูปร้อน:ดำเนินการเหนืออุณหภูมิการตกผลึกใหม่ของโลหะ (เช่น เหล็ก 800–1,250°C, โลหะผสมทองแดง 700–800°C)
1.0คำจำกัดความหลักและลักษณะเฉพาะของการตีขึ้นรูปเย็น
การตีขึ้นรูปเย็น หรือที่รู้จักกันในชื่อการขึ้นรูปเย็น เป็นกระบวนการขึ้นรูปที่แม่นยำซึ่งดำเนินการที่อุณหภูมิห้องหรือต่ำกว่าเกณฑ์การตกผลึกใหม่ (เช่น เหล็ก <400°C, อลูมิเนียม 100–200°C, ทองแดง 200–300°C) ภายใต้แรงดันสูงจากชุดแม่พิมพ์ (โดยทั่วไปคือ 500–2000 MPa) โลหะจะเกิดการไหลแบบพลาสติก ผลิตชิ้นส่วนที่มีรูปร่างและขนาดตามต้องการโดยแทบไม่มีเศษวัสดุหลุดออก กระบวนการนี้อาศัยการเสียรูปพลาสติกที่อุณหภูมิต่ำเพื่อให้ได้ผลลัพธ์ที่ใกล้เคียงกับรูปร่างสุทธิ
คุณลักษณะที่สำคัญ ได้แก่:
- ช่วงอุณหภูมิที่กำหนด:ไม่จำเป็นต้องให้ความร้อนที่อุณหภูมิสูง การขึ้นรูปทำได้ที่อุณหภูมิห้องหรือใกล้เคียงอุณหภูมิห้อง แรงเสียดทานอาจทำให้อุณหภูมิของโลหะสูงขึ้นเล็กน้อยถึง 250–300°C แต่ยังคงต่ำกว่าระดับการตกผลึกใหม่
- การเสียรูปแรงดันสูง:เครื่องอัดแบบกลไกหรือไฮดรอลิกจะใช้แรงกดตามแนวแกนหรือแนวรัศมี เพื่อบังคับให้อะตอมเรียงตัวใหม่ตามแนวโพรงแม่พิมพ์ กระบวนการนี้เป็นไปตามหลักการคงตัวของปริมาตร (สูญเสียมวลหรือปริมาตรน้อยที่สุด)
- ความแม่นยำสูงและพื้นผิวที่ละเอียด:ความแม่นยำของมิติสามารถเข้าถึง IT6–IT9 (ค่าความคลาดเคลื่อน ±0.01–±0.1 มม.) ค่าความหยาบผิวอาจต่ำถึง Ra 0.4–3.2 ไมโครเมตร ซึ่งมักจะช่วยลดหรือขจัดความจำเป็นในการตัดเฉือนรอง เช่น การเจาะหรือการเจียร
- การใช้ประโยชน์ของวัสดุสูง:อัตราการใช้ประโยชน์ของวัสดุจะอยู่ที่ 85–95% ซึ่งสูงกว่าการตัดเฉือนแบบดั้งเดิม (50–70%) มาก ซึ่งช่วยลดเศษวัสดุได้อย่างมาก
2.0หลักการทำงานของการตีขึ้นรูปเย็น
แก่นแท้ของการตีขึ้นรูปเย็นคือการไหลของโลหะที่อุณหภูมิต่ำ โดยทั่วไปกระบวนการนี้ประกอบด้วยสามขั้นตอนสำคัญ:
- การเตรียมบิลเล็ต:
- วัตถุดิบ:เลือกโลหะที่มีความเหนียว เช่น ลวดเหล็กหรือแท่งเหล็ก (โดยทั่วไปคือ เหล็กกล้าคาร์บอนต่ำ อะลูมิเนียม หรือโลหะผสมทองแดง) ตัดเป็นแท่งโลหะที่มีความยาวคงที่
- การบำบัดพื้นผิว:ใช้การบำบัดเมื่อจำเป็น เช่น การฟอสเฟตและการทำสบู่ สำหรับเหล็ก หรือสารเคลือบหล่อลื่นแบบแข็งสำหรับอะลูมิเนียม เพื่อลดค่าสัมประสิทธิ์แรงเสียดทานระหว่างโลหะและแม่พิมพ์ (ให้ต่ำกว่า 0.05) ซึ่งจะช่วยลดการสึกหรอของแม่พิมพ์และปรับปรุงการไหลของโลหะ
- การกดแม่พิมพ์:
- วางแท่งโลหะลงในช่องแม่พิมพ์ที่ออกแบบมาอย่างแม่นยำ และใช้แรงดันสูงโดยใช้เครื่องอัดเชิงกลหรือไฮดรอลิก
- โลหะจะค่อยๆ เติมเต็มโพรงแม่พิมพ์ โดยเปลี่ยนจากแท่งโลหะเป็นชิ้นส่วนที่มีรูปร่างเกือบเหมือนตาข่าย
- สำหรับชิ้นส่วนที่ซับซ้อน จำเป็นต้องมีขั้นตอนการขึ้นรูปหลายขั้นตอน (เช่น การขึ้นรูปก่อน → การขึ้นรูปขั้นสุดท้าย) วิธีนี้จะช่วยหลีกเลี่ยงการเสียรูปมากเกินไปในขั้นตอนเดียว (โดยทั่วไปจำกัดอยู่ที่ ≤50%) ซึ่งอาจทำให้เกิดรอยแตกร้าวได้
- หลังการประมวลผล:
- การคลายเครียด:การตีขึ้นรูปเย็นทำให้เกิด การทำให้งานแข็งแกร่งขึ้น (เพิ่มความแข็งแรงและความแข็ง แต่ความเหนียวลดลง) ชิ้นส่วนบางชิ้นต้องผ่านการอบอ่อนที่อุณหภูมิต่ำ (เช่น เหล็กที่ถูกให้ความร้อนถึง 200–300°C) เพื่อคืนสภาพพลาสติก
- การดำเนินการเสร็จสิ้น:สำหรับส่วนประกอบที่มีค่าความคลาดเคลื่อนต่ำมาก อาจใช้การกดละเอียด การขัดเงา หรือกระบวนการรองอื่นๆ เพิ่มเติม เพื่อปรับปรุงความแม่นยำของมิติและคุณภาพพื้นผิวให้ดียิ่งขึ้น
อ่านแนะนำ:อธิบายกระบวนการตีขึ้นรูป: ประเภทและเทคนิค
3.0ข้อดีและข้อจำกัดของการตีขึ้นรูปเย็น
จุดแข็งและจุดอ่อนของการตีขึ้นรูปเย็นเชื่อมโยงโดยตรงกับคุณสมบัติการขึ้นรูปที่อุณหภูมิต่ำ การเปรียบเทียบมีดังนี้:
| ด้าน | ข้อดี | ข้อจำกัด |
| คุณสมบัติของชิ้นงาน | การทำให้แข็งตัวจากการทำงานจะเพิ่มความแข็งแรงและความแข็งขึ้น 15–30% (เช่น ในเหล็กกล้าตีเย็น) โครงสร้างจุลภาคมีความหนาแน่นและสม่ำเสมอ | ความเหนียวลดลง มีความเสี่ยงต่อความเครียดภายใน อาจต้องมีการอบอ่อน |
| ความแม่นยำและคุณภาพพื้นผิว | ความแม่นยำของมิติสูง (IT6–IT9) และพื้นผิวเรียบ (Ra 0.4–3.2 μm) | ต้องใช้แม่พิมพ์ที่มีความแม่นยำสูงมาก (การกลึงด้วย CNC) ส่งผลให้มีต้นทุนการสร้างเครื่องมือเบื้องต้นที่สูง |
| ประสิทธิภาพของวัสดุและพลังงาน | การใช้ประโยชน์ของวัสดุ 85–95% ไม่ต้องใช้ความร้อนสูง ใช้พลังงานเพียง 1/5–1/10 ของการตีขึ้นรูปร้อน | จำกัดเฉพาะโลหะที่มีความเหนียว (เหล็กกล้าคาร์บอนต่ำ อลูมิเนียม ทองแดง ฯลฯ) โลหะเปราะ เช่น เหล็กหล่อ ไม่เหมาะสม |
| ประสิทธิภาพการผลิต | เหมาะสำหรับการผลิตปริมาณมาก โดยสามารถผลิตชิ้นส่วนได้ 1 ชิ้นด้วยเวลาในรอบสั้น | ชิ้นส่วนที่ซับซ้อนอาจต้องใช้ขั้นตอนการขึ้นรูปหลายขั้นตอน ส่งผลให้ต้นทุนกระบวนการเพิ่มขึ้น |
| ชีวิตตาย | - | แม่พิมพ์สามารถทนต่อแรงกดดันที่รุนแรง (สูงถึง 2,000 MPa) และสึกหรออย่างรวดเร็ว อายุการใช้งานโดยทั่วไปอยู่ที่ประมาณหลายหมื่นรอบ |
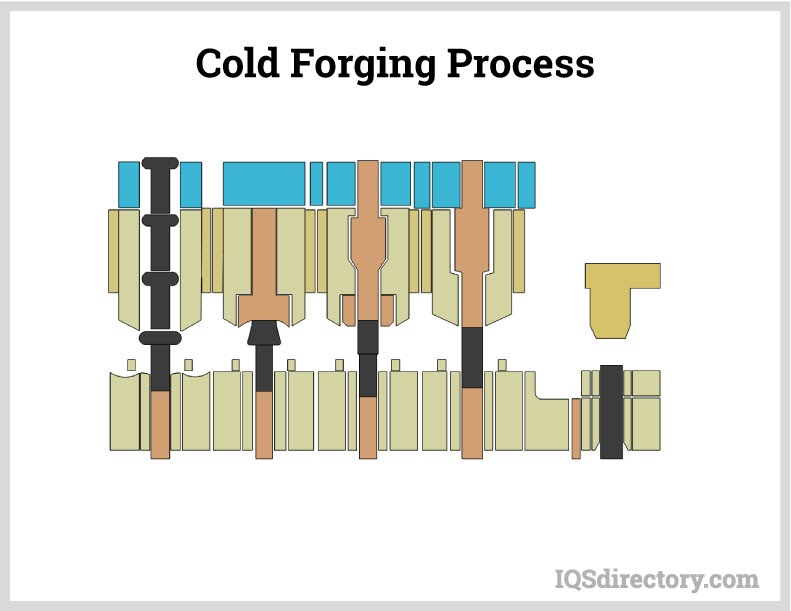
4.0กระบวนการตีขึ้นรูปเย็นหลัก 8 กระบวนการและการใช้งานในอุตสาหกรรม
ด้วยความก้าวหน้าของเทคโนโลยีการขึ้นรูปโลหะ การตีขึ้นรูปเย็นจึงได้พัฒนาเป็นกระบวนการเฉพาะทางหลายกระบวนการ แต่ละกระบวนการได้รับการปรับให้เหมาะสมสำหรับความต้องการเฉพาะด้านการขึ้นรูป โดยมีเป้าหมายร่วมกันคือการบรรลุการผลิตที่มีประสิทธิภาพสูงโดยใช้กระบวนการตัดเฉือนรองน้อยที่สุดหรือไม่ต้องตัดเฉือนเลย
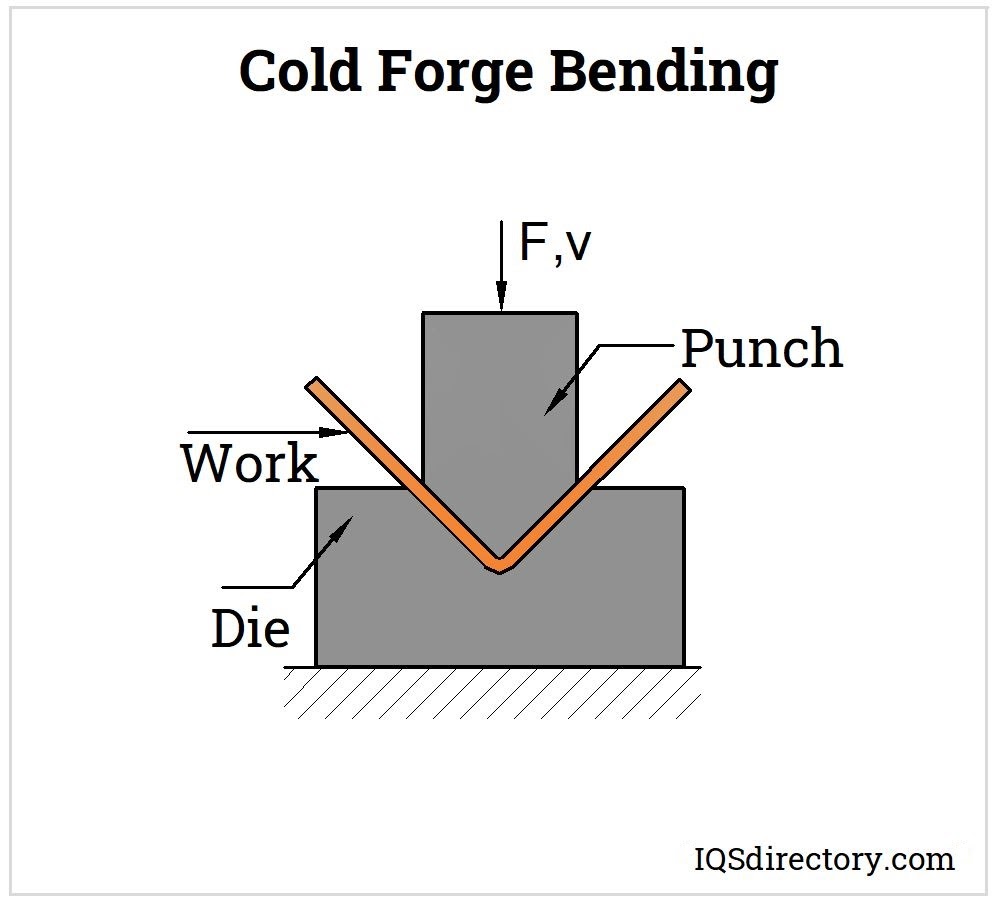
การดัด:
- หลักการ:เครื่องกดและแม่พิมพ์จะกดชิ้นงานให้แนบกับเครื่องมือขึ้นรูป (บางครั้งเรียกว่า "การรีดพีระมิด") ทำให้เกิดการเสียรูปไปตามแกนเดียวเพื่อให้ได้มุมที่ต้องการ
- คุณสมบัติ:ใช้งานง่าย มักใช้เป็น ขั้นตอนก่อนการบำบัด เพื่อเตรียมความพร้อมสำหรับขั้นตอนการตีขึ้นรูปต่อไป
- บันทึก:แรงเสียดทานอาจทำให้เกิดอุณหภูมิสูงขึ้นเล็กน้อย ต้องใช้สารหล่อลื่นเพื่อควบคุมความร้อนและลดการติดขัด
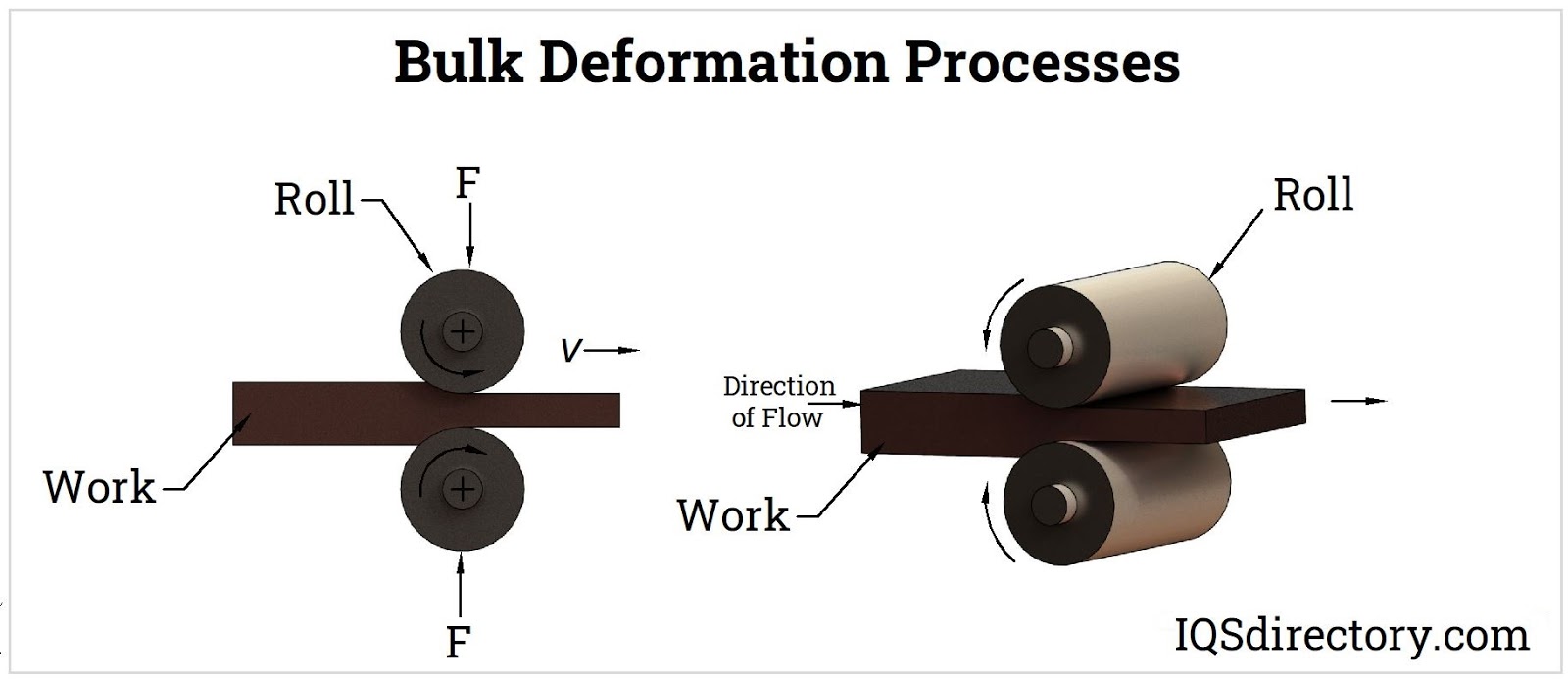
การรีดเย็น:
- หลักการ:แท่งเหล็กจะเคลื่อนที่ผ่านระหว่างลูกกลิ้งที่หมุนอยู่ แรงเสียดทานระหว่างลูกกลิ้งและแท่งเหล็กจะทำให้เกิดแรงอัด ทำให้เกิดการเสียรูปถาวร
- คุณสมบัติ:จัดอยู่ในประเภท กระบวนการเปลี่ยนรูปจำนวนมากทำให้เกิดการเสียรูปสม่ำเสมอ ใช้กันอย่างแพร่หลายสำหรับการผลิตแผ่นเหล็กและลวดเหล็กจำนวนมาก พร้อมปรับปรุงพื้นผิวให้สวยงามยิ่งขึ้น
- การใช้งาน:เหมาะสำหรับผลิตภัณฑ์เหล็กแผ่นยาวหรือเหล็กแผ่นรีดร้อนชนิดขึ้นรูป ซึ่งสามารถตัดหรือขึ้นรูปเพิ่มเติมในภายหลังได้
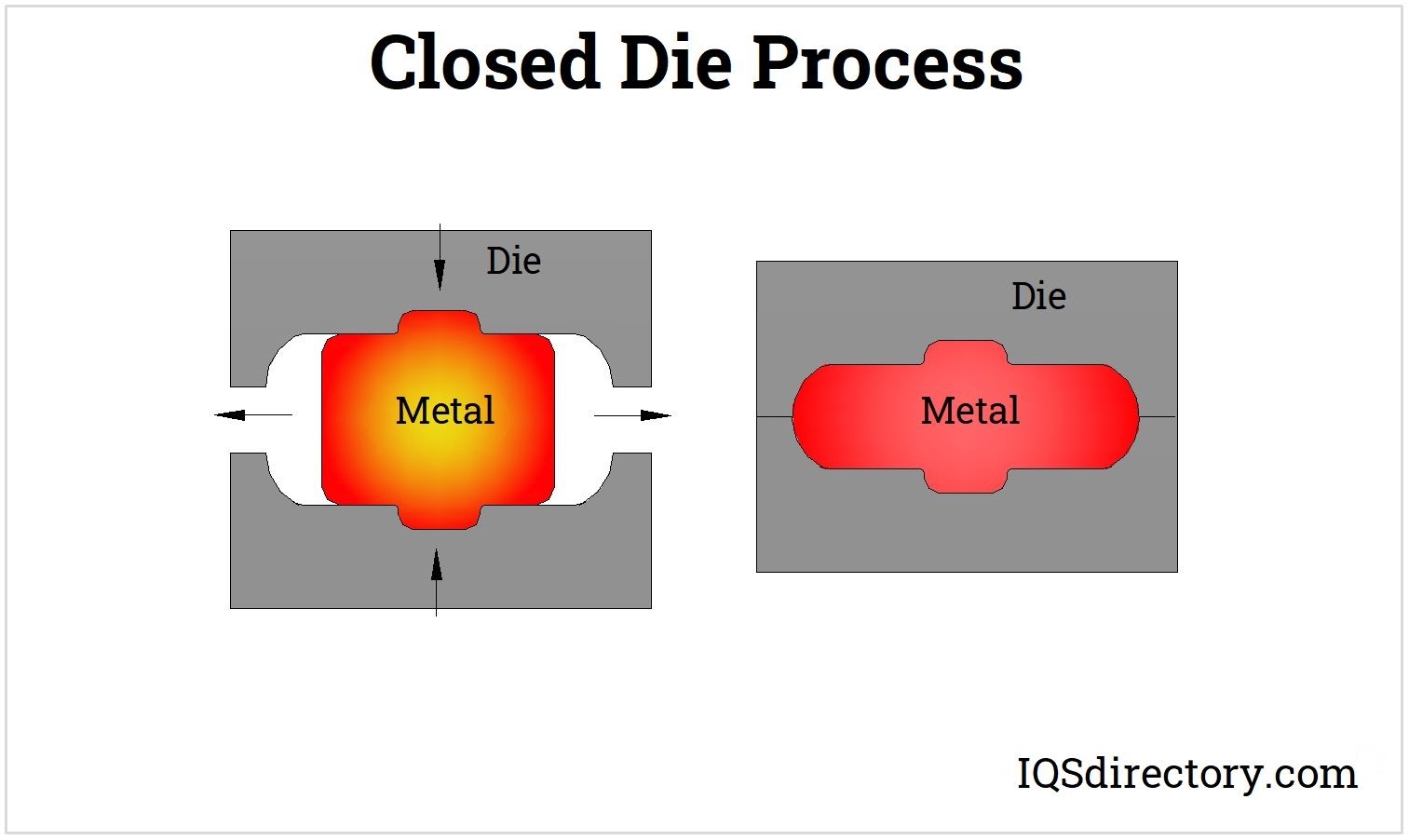
การตีขึ้นรูปด้วยแม่พิมพ์ปิด (Impression Die Forging):
- หลักการ:ชิ้นงานจะถูกวางระหว่างแม่พิมพ์สองอันที่มีโพรงที่ตัดไว้ล่วงหน้า การตีด้วยแรงกลต่อเนื่อง (เช่น การตีขึ้นรูปด้วยค้อนแบบ Drop Hammer) บังคับให้โลหะไหลและเติมเต็มโพรงจนเต็ม
- คุณสมบัติ:ความแม่นยำในการขึ้นรูปสูง สามารถผลิตรูปทรงเรขาคณิตที่ซับซ้อน (มีร่อง นูน ฯลฯ) ได้ด้วยการตีครั้งเดียวหรือหลายครั้ง
- การใช้งาน:การผลิตจำนวนมากของชิ้นส่วนความแม่นยำขนาดเล็กถึงขนาดกลาง เช่น ชิ้นส่วนเฟืองและหัวโบลต์
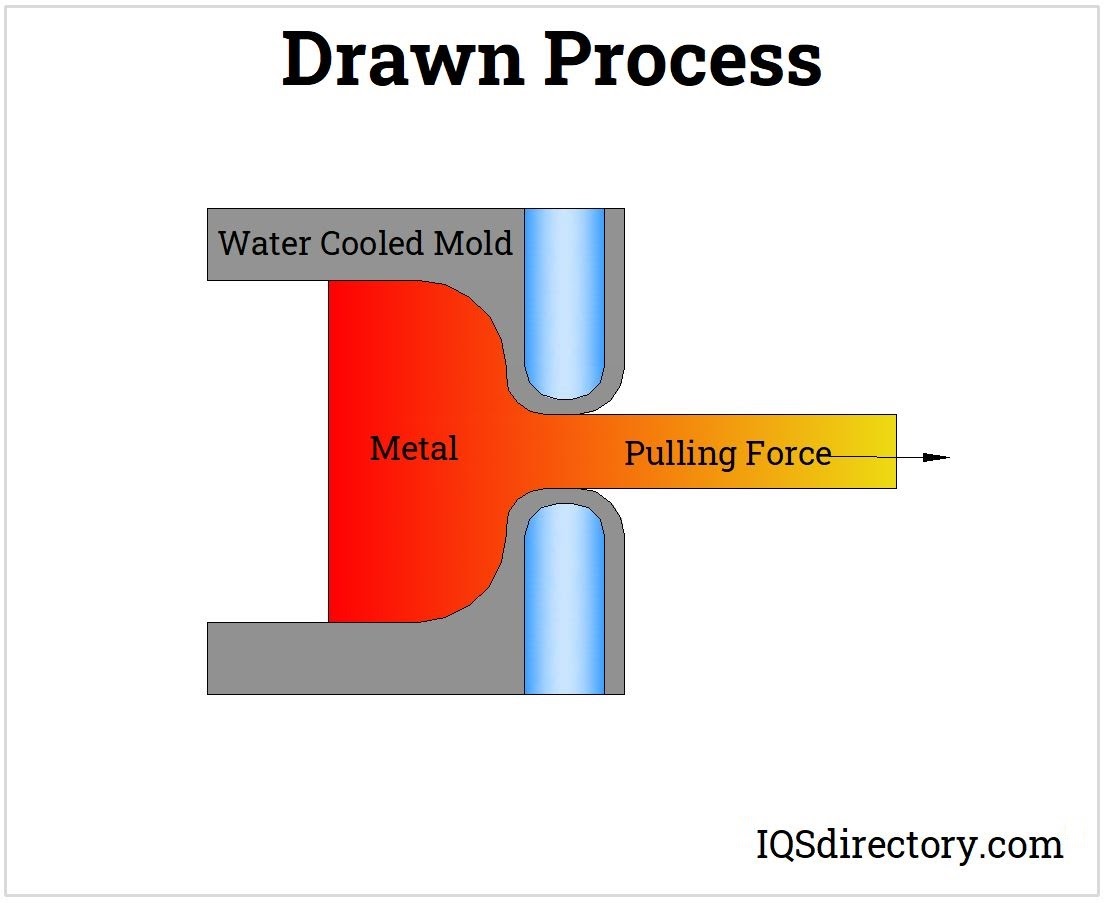
การวาด (การวาดลวด/ท่อ):
- หลักการ:แรงดึงจะดึงแท่งโลหะ (ลวดหรือท่อ) ผ่านแม่พิมพ์ที่มีช่องเปิดที่ชัดเจน ทำให้พื้นที่หน้าตัดลดลงและความยาวเพิ่มขึ้น
- คุณสมบัติ:ความคลาดเคลื่อนของมิติที่เข้มงวดกว่าเมื่อเทียบกับการรีด ให้พื้นผิวที่เสร็จสมบูรณ์อย่างยอดเยี่ยม เหมาะสำหรับชิ้นส่วนที่เพรียวบาง
- ข้อได้เปรียบหลัก:ชิ้นส่วนที่เสร็จแล้วจะมีความตรงสูง จึงไม่จำเป็นต้องทำการยืดให้ตรงเพิ่มเติม
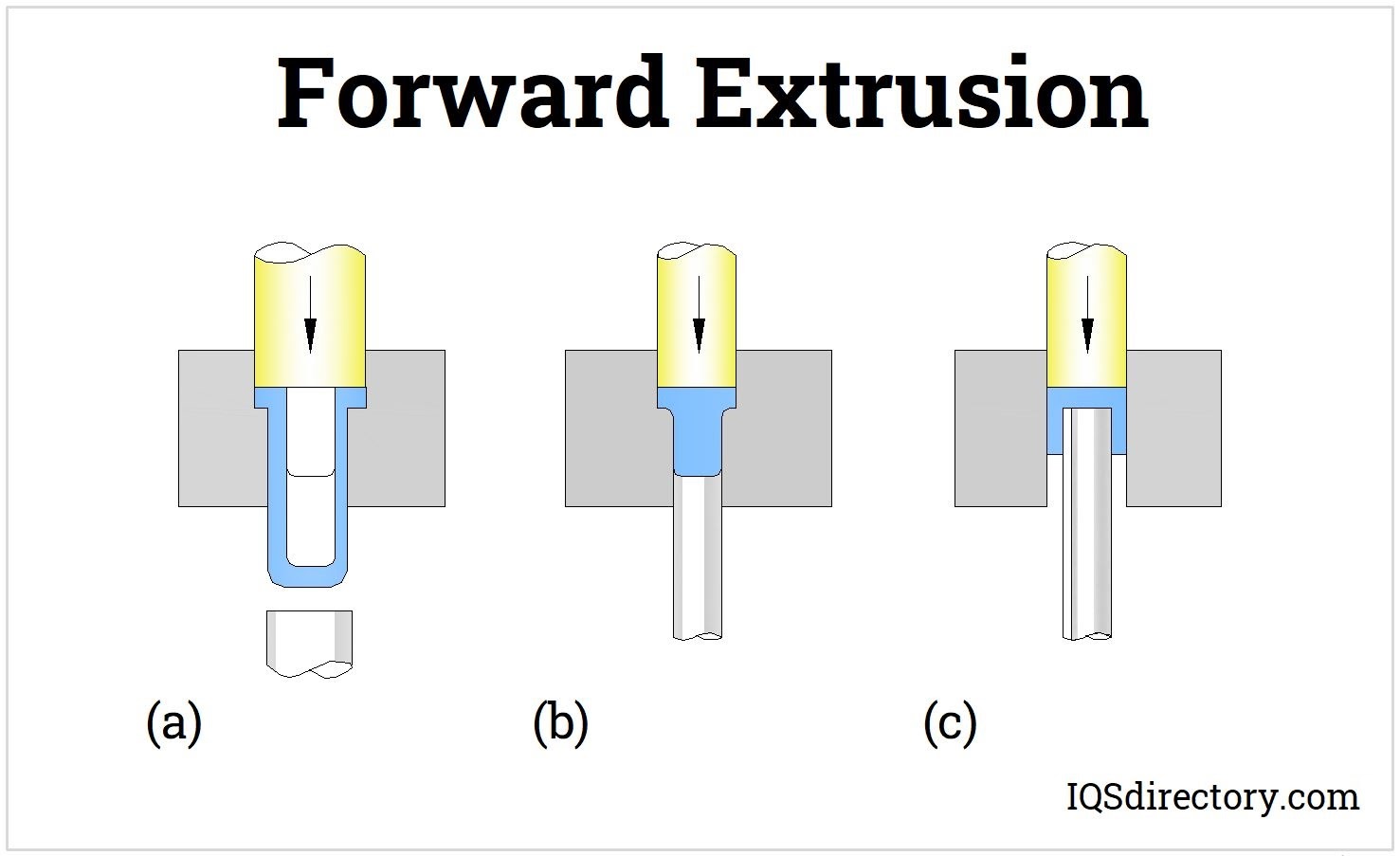
การอัดรีด:
- หลักการ:แท่งโลหะจะต้องถูกกดดันด้วยแรงดันสูงมาก (สูงถึง 20,000 kN หรือประมาณ 2,007 ตัน) โดยดันโลหะให้ผ่านช่องเปิดของแม่พิมพ์เพื่อสร้างโปรไฟล์ชิ้นส่วน จากนั้นจึงตัดตามความยาวที่ต้องการในภายหลัง
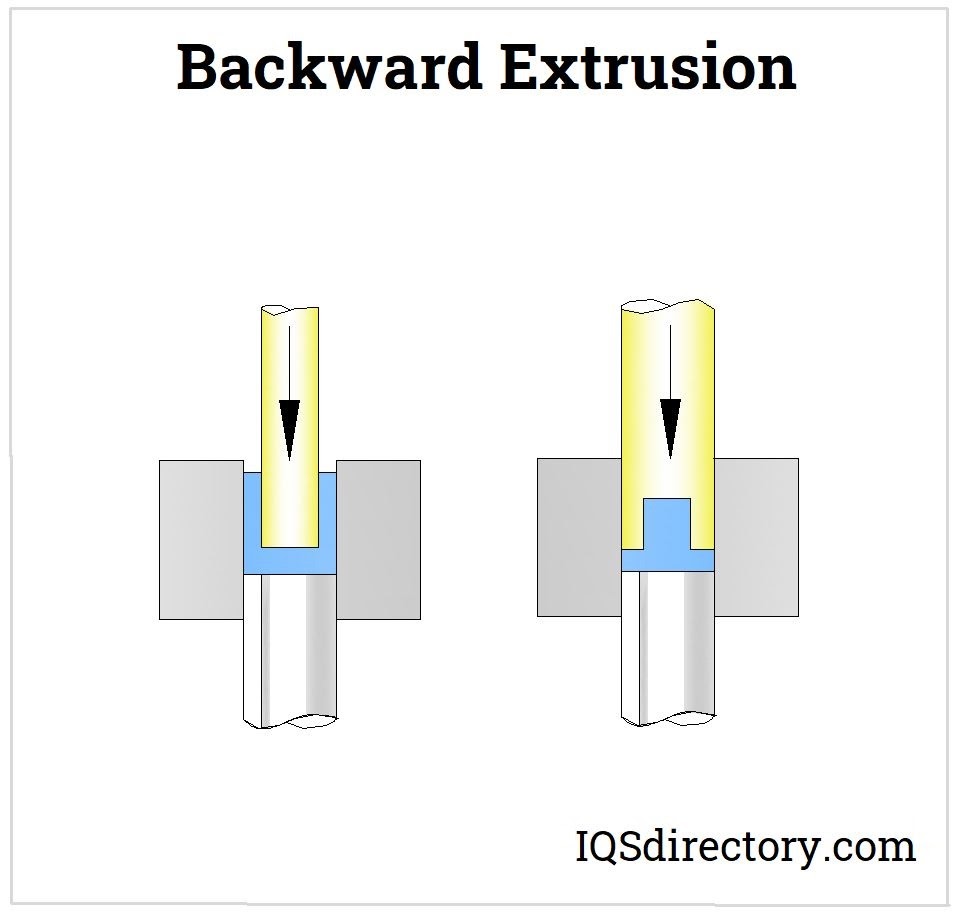
- ประเภทย่อย:
- การอัดรีดไปข้างหน้า:โลหะไหลในทิศทางเดียวกันกับแรงกดที่ใช้ เหมาะสำหรับชิ้นส่วนยาวทึบ (เช่น เพลา)
- การอัดรีดแบบย้อนกลับ:โลหะจะไหลในทิศทางตรงข้ามกับแรงกดที่ใช้ ใช้กับชิ้นส่วนที่มีฐานหนา เช่น ปลอกหรือถ้วยลูกปืน
- การอัดรีดด้านข้าง:แรงกดจะถูกใช้ในแนวตั้งฉากกับแกนหลัก โดยเพิ่มคุณสมบัติรอง เช่น รูด้านข้างหรือซี่โครง
- การใช้งาน:มีประสิทธิภาพในการขึ้นรูปชิ้นส่วนที่มีหน้าตัดซับซ้อน เช่น เฟืองหลายฟันและท่อกลวง
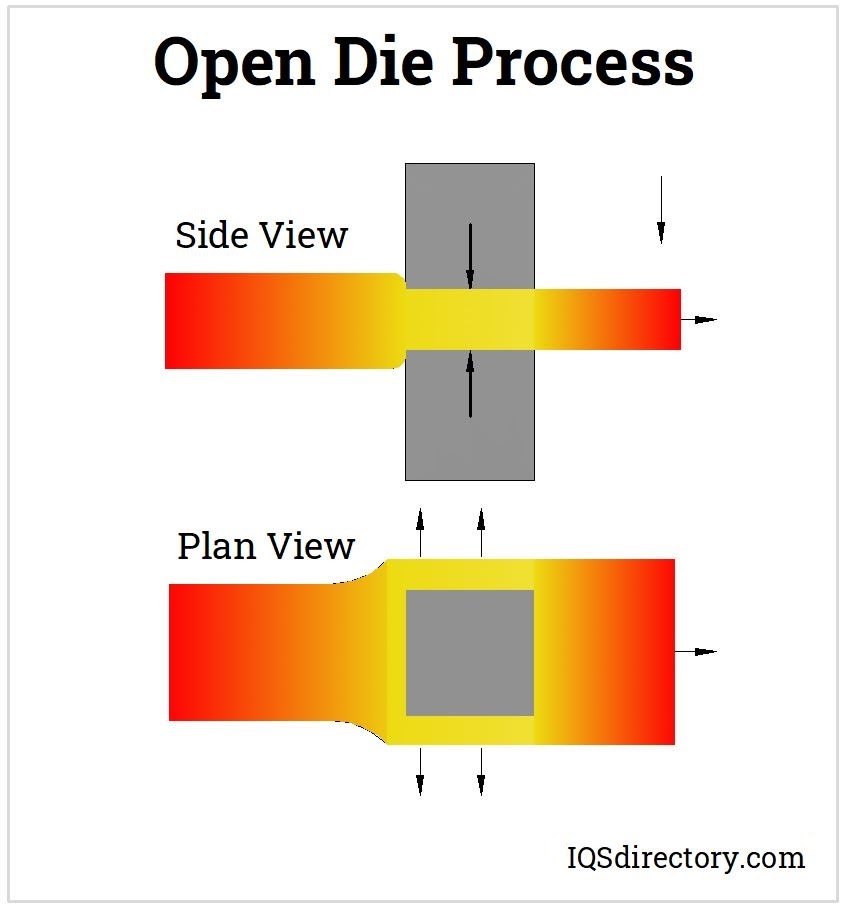
การตีขึ้นรูปด้วยแม่พิมพ์เปิด:
- หลักการ:แม่พิมพ์แบบแบนที่ไม่มีโพรงที่ตัดไว้ล่วงหน้าจะทำให้ชิ้นงานเสียรูปทีละน้อยเมื่อผ่านหลายๆ รอบและเปลี่ยนตำแหน่ง
- คุณสมบัติ:ความยืดหยุ่นสูง เหมาะสำหรับการผลิตชิ้นส่วนที่มีรูปร่างและขนาดแตกต่างกัน โดยเฉพาะชิ้นส่วนขนาดใหญ่ที่ต้องการความสมบูรณ์ของโครงสร้าง
- รุ่นพิเศษ:กระบวนการปรับตั้งค่า/กำหนดขนาดใช้แรงที่เข้มข้นในระยะทางสั้นๆ เพื่อการปรับเทียบมิติ (เช่น การปรับเส้นผ่านศูนย์กลางหน้าแปลน)
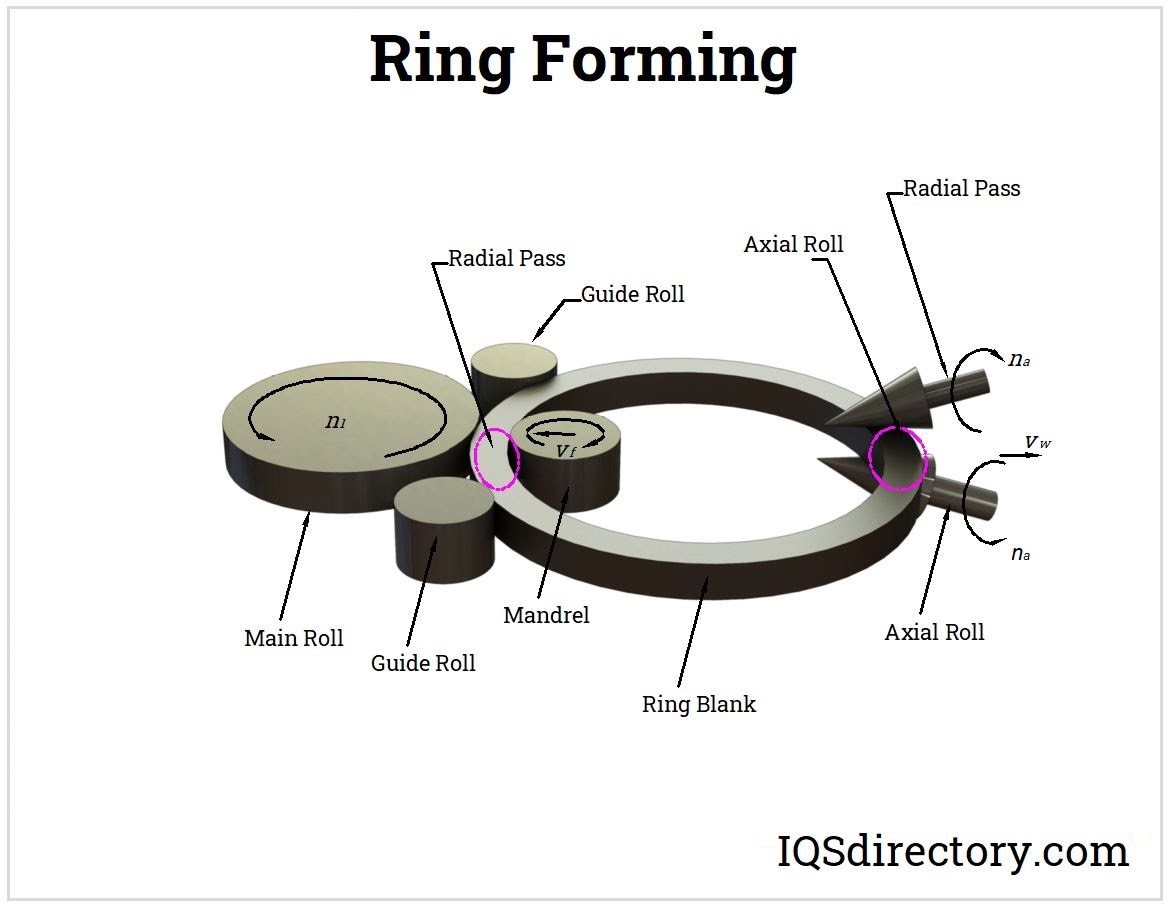
การกลิ้งแหวน:
- หลักการ:พรีฟอร์มที่มีรูตรงกลาง (รูปโดนัท) จะถูกหมุนและอัดรวมกันเพื่อขยายเส้นผ่านศูนย์กลางภายนอกและขึ้นรูปรูด้านในเพื่อสร้างวงแหวนแบบไร้รอยต่อ
- คุณสมบัติ:แหวนมีความแม่นยำของมิติสูง ความแข็งแรงสม่ำเสมอ และไม่มีข้อบกพร่องในการเชื่อม ทำให้สามารถทนต่อภาระในแนวรัศมีและแนวแกนได้
- การใช้งาน:แหวนตลับลูกปืน หน้าแปลน แหวนเฟือง และส่วนประกอบวงกลมแม่นยำอื่นๆ (เช่น วงแหวนตลับลูกปืนกังหันลม)
การตีขึ้นรูปด้วยแรงรัศมี (Swaging):
- หลักการ:มีการใช้แรงดันแบบกำหนดทิศทางโดยใช้แม่พิมพ์หรือค้อนเพื่อให้มั่นใจว่าชิ้นส่วนต่างๆ เข้ากันพอดี กระบวนการนี้เป็นระบบอัตโนมัติและเชื่อถือได้สูง
- ประเภทย่อย:
- การตีท่อ:คล้ายกับการอัดรีด โดยแท่งโลหะจะถูกกดลงในแม่พิมพ์เพื่อสร้างชิ้นส่วนที่เป็นท่อ เช่น อุปกรณ์ไฮดรอลิก
- การรีดแบบเรเดียล:ค้อนหลายอัน (สองอันขึ้นไป) จะบีบอัดชิ้นงานในแนวรัศมี ซึ่งจะทำให้เส้นผ่านศูนย์กลางเล็กลงหรือสร้างขั้นบันไดบนเพลาและแท่ง
- การใช้งาน:ใช้สำหรับการประกอบที่ต้องการพื้นผิวสัมผัสที่แม่นยำ เช่น เพลามอเตอร์และการเชื่อมต่อโรเตอร์



5.0การเลือกน้ำมันหล่อลื่นเป็นกระบวนการสนับสนุนที่สำคัญในการตีขึ้นรูปเย็น
แม้ว่าการตีขึ้นรูปเย็นจะดำเนินการที่อุณหภูมิห้อง แต่กระบวนการต่างๆ เช่น การดัดและการอัดขึ้นรูปจะทำให้เกิดความร้อนจากแรงเสียดทาน ดังนั้น น้ำมันหล่อลื่นจึงเป็นสิ่งจำเป็นในการรักษาเสถียรภาพของกระบวนการ ป้องกันข้อบกพร่อง และยืดอายุการใช้งานของแม่พิมพ์
- ฟังก์ชั่น:ลดข้อบกพร่องในการขึ้นรูป ลดการติดขัด และปรับปรุงอายุการใช้งานของเครื่องมือ
- ประเภททั่วไป:
- สารเคลือบเคมี:ซิงค์ฟอสเฟต ฟอสเฟต แคลเซียมอะลูมิเนต อะลูมิเนียมฟลูออไรด์ (เหมาะสำหรับเหล็กและอะลูมิเนียม โดยสร้างชั้นป้องกันการสึกหรอ)
- สารหล่อลื่นโพลีเมอร์/ของแข็ง:สารเคลือบโพลีเมอร์ชนิดต่างๆ สารหล่อลื่นกราไฟต์ และประเภทที่ไม่มีกราไฟต์ (กราไฟต์ให้การหล่อลื่นที่มีประสิทธิภาพสูง ส่วนสารเคลือบที่ไม่มีกราไฟต์นั้นนิยมใช้สำหรับการใช้งานที่ต้องการความสะอาดสูง เช่น ชิ้นส่วนอิเล็กทรอนิกส์)
- หลักการคัดเลือก:ต้องปรับแต่งให้เหมาะกับประเภทของโลหะ (เช่น เหล็กใช้สบู่ฟอสเฟต อลูมิเนียมใช้สารหล่อลื่นแบบแข็ง) และประเภทของกระบวนการ (เช่น การอัดรีดต้องใช้สารหล่อลื่นที่ทนแรงดันสูง การขึ้นรูปต้องใช้สารหล่อลื่นที่มีแรงเสียดทานต่ำ) กระบวนการที่ซับซ้อนอาจต้องใช้สูตรสารหล่อลื่นเฉพาะ
6.0การใช้งานทั่วไปของการตีขึ้นรูปเย็น
ด้วยความแม่นยำ ประสิทธิภาพ และการประหยัดวัสดุ การตีขึ้นรูปเย็นจึงถูกนำไปใช้อย่างแพร่หลายในอุตสาหกรรมที่ส่วนประกอบต่างๆ ต้องได้มาตรฐานความแม่นยำและความแข็งแรงระดับสูง เฉพาะอุตสาหกรรมยานยนต์มีสัดส่วนชิ้นส่วนตีขึ้นรูปเย็นมากกว่า 60%
| อุตสาหกรรม | การใช้งานทั่วไป |
| ยานยนต์ | ก้านวาล์วเครื่องยนต์ เฟืองเกียร์ สลักเพลา สลักเกลียวและน็อตที่มีความแข็งแรงสูง วงแหวนลูกปืน |
| อิเล็กทรอนิกส์และไฟฟ้า | พินเชื่อมต่อ, หน้าสัมผัสรีเลย์, แกนโรเตอร์มอเตอร์, กรอบสมาร์ทโฟนอะลูมิเนียม |
| การผลิตเครื่องจักร | แกนวาล์วไฮดรอลิก ลูกสูบปั๊มน้ำมัน ที่จับเครื่องมือคาร์ไบด์ |
| เครื่องมือช่าง | หัวประแจและไขควง (ต้องการเพียงการขัดเงา) ลูกกลิ้งโซ่ |
| อุปกรณ์หนัก | แหวนลูกปืนกังหันลม ฐานรองรับเครื่องจักรขนาดใหญ่ (ผลิตโดยแม่พิมพ์เปิดหรือการตีขึ้นรูปแหวน) |


7.0ความแตกต่างที่สำคัญระหว่างการตีขึ้นรูปเย็นและการตีขึ้นรูปร้อน
การตีขึ้นรูปเย็นและการตีขึ้นรูปร้อนมีความแตกต่างกันโดยพื้นฐานในด้านอุณหภูมิในการขึ้นรูป ลักษณะการเสียรูป ความแม่นยำที่ทำได้ และการใช้งานที่เหมาะสม การเปรียบเทียบมีดังนี้:
| หมวดหมู่ | การตีขึ้นรูปเย็น | การตีขึ้นรูปร้อน |
| อุณหภูมิในการประมวลผล | อุณหภูมิห้องถึงเกณฑ์การตกผลึกใหม่ (โดยทั่วไป <400°C) | อุณหภูมิเหนือการตกผลึกใหม่ (เหล็ก 800–1250°C, ทองแดง 700–800°C) |
| ความยืดหยุ่นของโลหะ | ความเหนียวต่ำ ต้องใช้แรงดันสูงและการหล่อลื่นเพื่อการเปลี่ยนรูป | ความยืดหยุ่นสูง ต้านทานการเสียรูปต่ำ ทำให้ลดขนาดได้มาก |
| ความแม่นยำของชิ้นงาน | สูง (IT6–IT9); พื้นผิวเรียบ (Ra 0.4–3.2 μm) | ส่วนล่าง (IT10–IT13) พื้นผิวที่หยาบกว่า มักต้องใช้การกลึงหลังการตัด |
| คุณสมบัติทางกล | ความแข็งแกร่งและความแข็งที่สูงขึ้น ความเหนียวลดลงเล็กน้อย | ความแข็งแรงต่ำกว่าแต่ความเหนียวดีกว่า โครงสร้างจุลภาคสม่ำเสมอหลังการขึ้นรูปร้อน |
| ข้อกำหนดของแม่พิมพ์ | เหล็กกล้าเครื่องมือที่มีความแข็งแรงสูง (เช่น Cr12MoV) ที่มีความแข็ง HRC 58–62 | เหล็กกล้าเครื่องมือทนความร้อน แรงเสียดทานต่ำแต่เสี่ยงต่อการเกิดออกซิเดชัน |
| ชีวิตตาย | สั้นลงเนื่องจากแรงกดดันและการสึกหรอสูง | ยาวนานขึ้นเนื่องจากแรงเสียดทานต่ำลงเมื่ออุณหภูมิสูง |
| ชิ้นส่วนที่เหมาะสม | ชิ้นส่วนขนาดเล็กถึงขนาดกลาง ความแม่นยำ ความแข็งแรงสูง (สลักเกลียว เฟือง) | ชิ้นส่วนขนาดใหญ่ที่ซับซ้อนซึ่งมีความต้องการความแม่นยำต่ำ (เพลาข้อเหวี่ยง ก้านสูบ) |
8.0เทคโนโลยีหลักในการตีขึ้นรูปเย็น
การนำการตีขึ้นรูปเย็นไปใช้อย่างประสบความสำเร็จนั้นอาศัยเทคโนโลยีหลัก 3 ประการที่กำหนดคุณภาพชิ้นส่วนและประสิทธิภาพการผลิตโดยตรง:
การออกแบบและการผลิตแม่พิมพ์:
- วัสดุแม่พิมพ์:ใช้เหล็กกล้าเครื่องมือความแข็งแรงสูง เช่น Cr12MoV หรือ DC53 ผ่านการอบชุบด้วยความร้อนสุญญากาศเพื่อให้ได้ความแข็งระดับ HRC 58–62 ทำให้แม่พิมพ์สามารถทนต่อแรงดันสูงได้
- การออกแบบโพรง:ต้องมีการจำลองการไหลของโลหะเพื่อป้องกันการพับ การแตกร้าว หรือข้อบกพร่องอื่นๆ สำหรับชิ้นส่วนที่ซับซ้อน จะมีการใช้ฟิลเล็ตแบบเปลี่ยนผ่านเพื่อนำทางการเติมที่สม่ำเสมอในโพรงแม่พิมพ์
เทคโนโลยีการหล่อลื่น:
- วัตถุประสงค์หลัก:รักษาค่าสัมประสิทธิ์แรงเสียดทานระหว่างโลหะและแม่พิมพ์ให้ต่ำกว่า 0.05 เพื่อลดการสึกหรอและยืดอายุการใช้งานของแม่พิมพ์
- วิธีแก้ปัญหาทั่วไป:ส่วนประกอบเหล็กโดยทั่วไปจะผ่าน ฟอสเฟต + สบู่ การบำบัดด้วยฟิล์มฟอสเฟตที่ดูดซับชั้นสบู่ ส่วนประกอบอะลูมิเนียมเคลือบด้วยสารหล่อลื่นที่เป็นของแข็ง เช่น โมลิบดีนัมไดซัลไฟด์ (MoS₂)
การคัดเลือกวัสดุและการบำบัดเบื้องต้น:
- ข้อกำหนดด้านวัสดุ:โลหะที่มีความเหนียวดีและอัตราส่วนผลตอบแทนต่อแรงดึงต่ำเป็นที่ต้องการ เช่น เหล็กกล้าคาร์บอนต่ำ (10#, 20#) เหล็กกล้าอัลลอยด์ต่ำ (20Cr, 40Cr) อะลูมิเนียมบริสุทธิ์ (1060) และทองเหลือง (H62)
- ก่อนการรักษา:เหล็กกล้าคาร์บอนสูงและโลหะผสมสูงต้องการ การอบแบบทรงกลม ก่อนการตีขึ้นรูปเพื่อลดความแข็ง ปรับปรุงความเหนียว และป้องกันการแตกร้าวระหว่างการเสียรูป
9.0กระบวนการตีขึ้นรูปเย็น: คำถามที่พบบ่อย (FAQ)
Q1: ความแตกต่างหลักระหว่างการตีขึ้นรูปเย็นและการตีขึ้นรูปร้อนคืออะไร?
A1: การตีขึ้นรูปเย็นจะดำเนินการที่อุณหภูมิห้องหรือต่ำกว่าจุดตกผลึกใหม่ของโลหะ ซึ่งทำให้ได้ความแม่นยำเชิงมิติสูงและผิวสำเร็จที่ยอดเยี่ยม การตีขึ้นรูปร้อนซึ่งดำเนินการที่อุณหภูมิสูงกว่าจุดตกผลึกใหม่ จะทำให้ได้การเสียรูปมากขึ้นโดยใช้แรงน้อยลง แต่โดยทั่วไปแล้วต้องใช้การกลึงรองเพื่อความแม่นยำ
คำถามที่ 2: วัสดุใดเหมาะสมที่สุดสำหรับการตีขึ้นรูปเย็น?
A2: การตีขึ้นรูปเย็นจะได้ผลดีที่สุดกับโลหะที่มีความเหนียว เช่น เหล็กกล้าคาร์บอนต่ำ อะลูมิเนียม ทองแดง และโลหะผสมของโลหะเหล่านี้ วัสดุเปราะ เช่น เหล็กหล่อ ไม่เหมาะ
ไตรมาสที่ 3: ข้อดีที่ใหญ่ที่สุดของการตีขึ้นรูปเย็นคืออะไร?
A3: ความแม่นยำสูง (IT6–IT9) พื้นผิวเรียบ (Ra 0.4–3.2 μm) ประหยัดวัสดุ (ใช้ประโยชน์ได้ถึง 95%) และใช้พลังงานต่ำ (เพียง 1/5–1/10 ของการตีขึ้นรูปร้อน)
ไตรมาสที่ 4: ข้อจำกัดหลักของการตีขึ้นรูปเย็นคืออะไร?
A4: ต้นทุนแม่พิมพ์สูง ตัวเลือกวัสดุมีจำกัด ความเหนียวลดลงเนื่องจากการทำงานทำให้แข็งตัว และมีรูปร่างที่ซับซ้อนซึ่งมักต้องใช้ขั้นตอนการตีขึ้นรูปหลายขั้นตอน
Q5: อุตสาหกรรมใดที่การตีขึ้นรูปเย็นมีการใช้กันอย่างแพร่หลายที่สุด?
A5: ภาคยานยนต์ครองส่วนแบ่งตลาดสูงสุด (มากกว่า 60% ของชิ้นส่วน) รองลงมาคือภาคอิเล็กทรอนิกส์ เครื่องจักร เครื่องมือช่าง และการผลิตอุปกรณ์หนัก
อ้างอิง
https://www.iqsdirectory.com/articles/forging/cold-forging.html
https://www.tfgusa.com/cold-forging/#FAQs
https://www.fictiv.com/articles/hot-forging-vs-cold-forging
https://www.forcebeyond.com/cold-forging/
https://ecenarro.com/blog-en/from-machining-to-cold-forging/




