

- 1.0บทนำสู่เศรษฐศาสตร์การกลึง
- 2.0การเลือกหุ้น: หุ้นรูปทรงใกล้เคียงสุทธิ เทียบกับ หุ้นรูปทรงสี่เหลี่ยมผืนผ้ามาตรฐาน
- 3.0การวางแผนการดำเนินงานและการเลือกเครื่องมือ
- 4.0การเพิ่มประสิทธิภาพอัตราป้อน: การกัดหยาบเทียบกับการกัดละเอียด
- 5.0การสร้างแบบจำลองต้นทุนการผลิตในการผลิตแบบแบตช์
- 6.0การสึกหรอของเครื่องมือและสมการอายุการใช้งานเครื่องมือของเทย์เลอร์
- 7.0การเพิ่มประสิทธิภาพความเร็วในการตัด
- 8.0บทสรุปและแนวทางปฏิบัติ
- 9.0ความคิดปิดท้าย
ในด้านการผลิตที่มีความแม่นยำสูง ความสามารถในการปรับพารามิเตอร์การตัดเฉือนให้เหมาะสมที่สุดถือเป็นปัจจัยสำคัญต่อความสำเร็จในการดำเนินงาน ความเข้าใจและการประยุกต์ใช้หลักการเศรษฐศาสตร์การตัดเฉือนสามารถนำไปสู่การลดต้นทุนและเวลาการผลิตได้อย่างมีนัยสำคัญ ขณะเดียวกันก็ช่วยปรับปรุงการใช้เครื่องมือและผลผลิตทางการผลิต
บทความนี้จะสำรวจกรอบการทำงานที่ครอบคลุมสำหรับการเพิ่มประสิทธิภาพกระบวนการตัดเฉือน ตั้งแต่การเลือกวัสดุเริ่มต้น ไปจนถึงการปรับอัตราป้อน และการสร้างแบบจำลองต้นทุน แต่ละขั้นตอนล้วนมีส่วนช่วยในการลดต้นทุนหรือเพิ่มอัตราการผลิตให้สูงสุด วัตถุประสงค์คือเพื่อให้วิศวกร นักวางแผนการผลิต และช่างเครื่องมีกลยุทธ์เชิงปฏิบัติที่อิงจากข้อมูลและข้อจำกัดด้านการผลิตในโลกแห่งความเป็นจริง
1.0บทนำสู่เศรษฐศาสตร์การกลึง
โดยพื้นฐานแล้ว เศรษฐศาสตร์ของการตัดเฉือนเกี่ยวข้องกับการปรับปรุงการทำงานของการตัดเฉือนเพื่อบรรลุเป้าหมายสองประการดังต่อไปนี้:
- เพิ่มอัตราการผลิตให้สูงสุด (เช่น ลดเวลาการทำงานให้เหลือน้อยที่สุด) หรือ
- ลดต้นทุนการผลิตให้เหลือน้อยที่สุด (กล่าวคือ บรรลุประสิทธิภาพทางเศรษฐกิจ)
การบรรลุวัตถุประสงค์ใดวัตถุประสงค์หนึ่งต้องอาศัยแนวทางที่มีโครงสร้างในการตัดสินใจที่สำคัญหลายประการ ซึ่งรวมถึง:
- การคัดเลือกสต๊อกเริ่มต้น
- การวางแผนการดำเนินงานและการเลือกเครื่องมือ
- การเพิ่มประสิทธิภาพอัตราการป้อนและความเร็วในการตัด
- การสร้างแบบจำลองการสึกหรอของเครื่องมือ
- การวิเคราะห์ต้นทุนและเวลาสำหรับการผลิตแบบแบตช์
ด้วยการสร้างแบบจำลองและเพิ่มประสิทธิภาพขั้นตอนเหล่านี้ ผู้ผลิตจะสามารถเพิ่มผลกำไร ปรับปรุงการใช้สินทรัพย์ และได้เปรียบทางการแข่งขันในภาคส่วนต่างๆ เช่น อวกาศ ยานยนต์ แม่พิมพ์และชิ้นส่วนความแม่นยำ
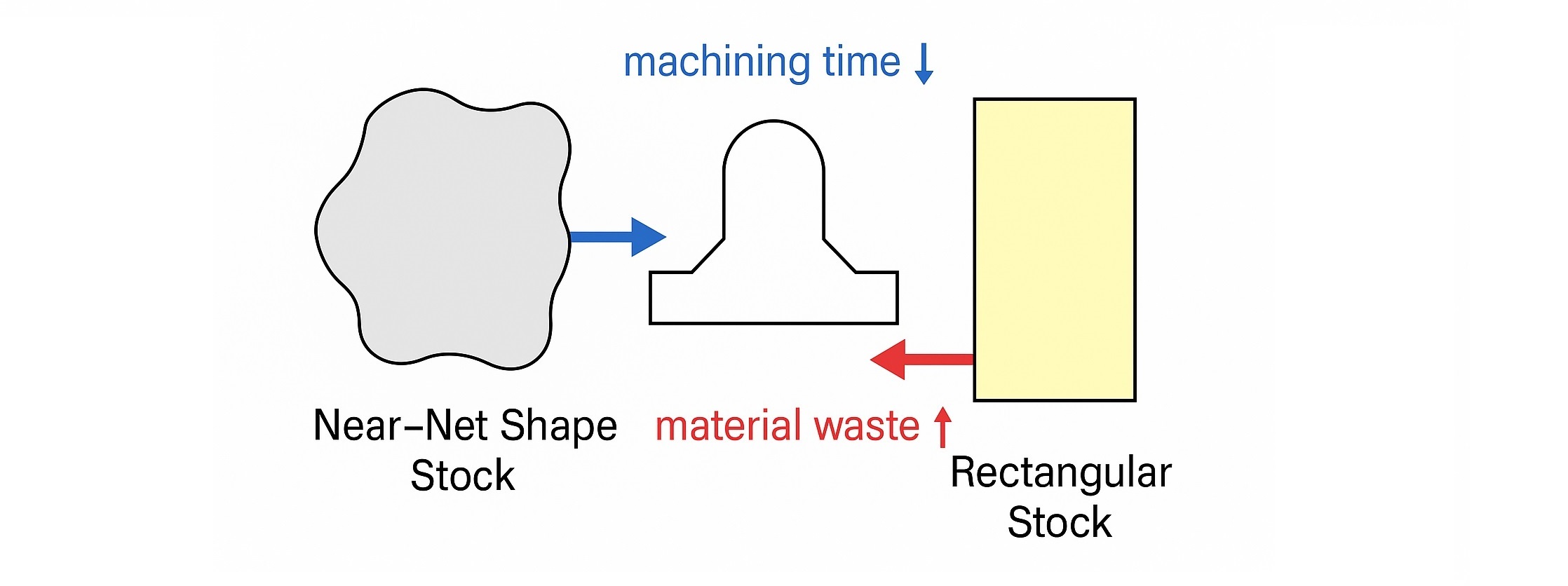
2.0การเลือกหุ้น: หุ้นรูปทรงใกล้เคียงสุทธิ เทียบกับ หุ้นรูปทรงสี่เหลี่ยมผืนผ้ามาตรฐาน
ก่อนที่จะเริ่มดำเนินการงานกลึงใดๆ การเลือกวัตถุดิบจะส่งผลอย่างมากต่อทั้งต้นทุนและเวลา
2.1หุ้นรูปร่างใกล้เคียงสุทธิ
รูปทรงใกล้เคียงสุทธิหมายถึงวัสดุที่มีลักษณะใกล้เคียงกับรูปทรงเรขาคณิตขั้นสุดท้ายของชิ้นส่วน
- ข้อดี:
- ลดเวลาการทำงานเครื่องจักรได้อย่างมาก
- สร้างเศษวัสดุน้อยลง
- ต้องใช้การผ่านและเครื่องมือน้อยลง
- ข้อเสีย:
- โดยทั่วไปจะมีต้นทุนสูงกว่าเนื่องจากการหล่อหรือการขึ้นรูปที่กำหนดเอง
- อาจมีระยะเวลานำส่งที่นานกว่า
ตัวเลือกนี้เหมาะอย่างยิ่งเมื่อเวลาในการทำงานมีความสำคัญหรือเมื่อทำงานกับวัสดุที่มีราคาแพงหรือตัดเฉือนได้ยาก (เช่น โลหะผสมไททาเนียม)
2.2สต็อกสี่เหลี่ยมผืนผ้า (เช่น บล็อกฐานแม่พิมพ์)
วัตถุดิบทรงสี่เหลี่ยมผืนผ้าเป็นวัสดุที่นิยมใช้ในงานตัดทั่วไป ซึ่งมีข้อดีทั้งด้านต้นทุนและความพร้อมใช้งาน
- ข้อดี:
- มีจำหน่ายทั่วไปและมีต้นทุนค่อนข้างต่ำ
- ขนาดและความคลาดเคลื่อนมาตรฐาน
- ข้อเสีย:
- ต้องมีการกำจัดวัสดุมากขึ้น
- เพิ่มการสึกหรอของเครื่องมือและเวลาในการตัดเฉือน
กลยุทธ์หลัก:ควรเลือกขนาดสต๊อกที่เล็กที่สุดที่สามารถรองรับชิ้นส่วนสุดท้ายได้อย่างปลอดภัย สต๊อกที่ใหญ่เกินไปจะเพิ่มขยะและการใช้พลังงานโดยไม่เพิ่มมูลค่า
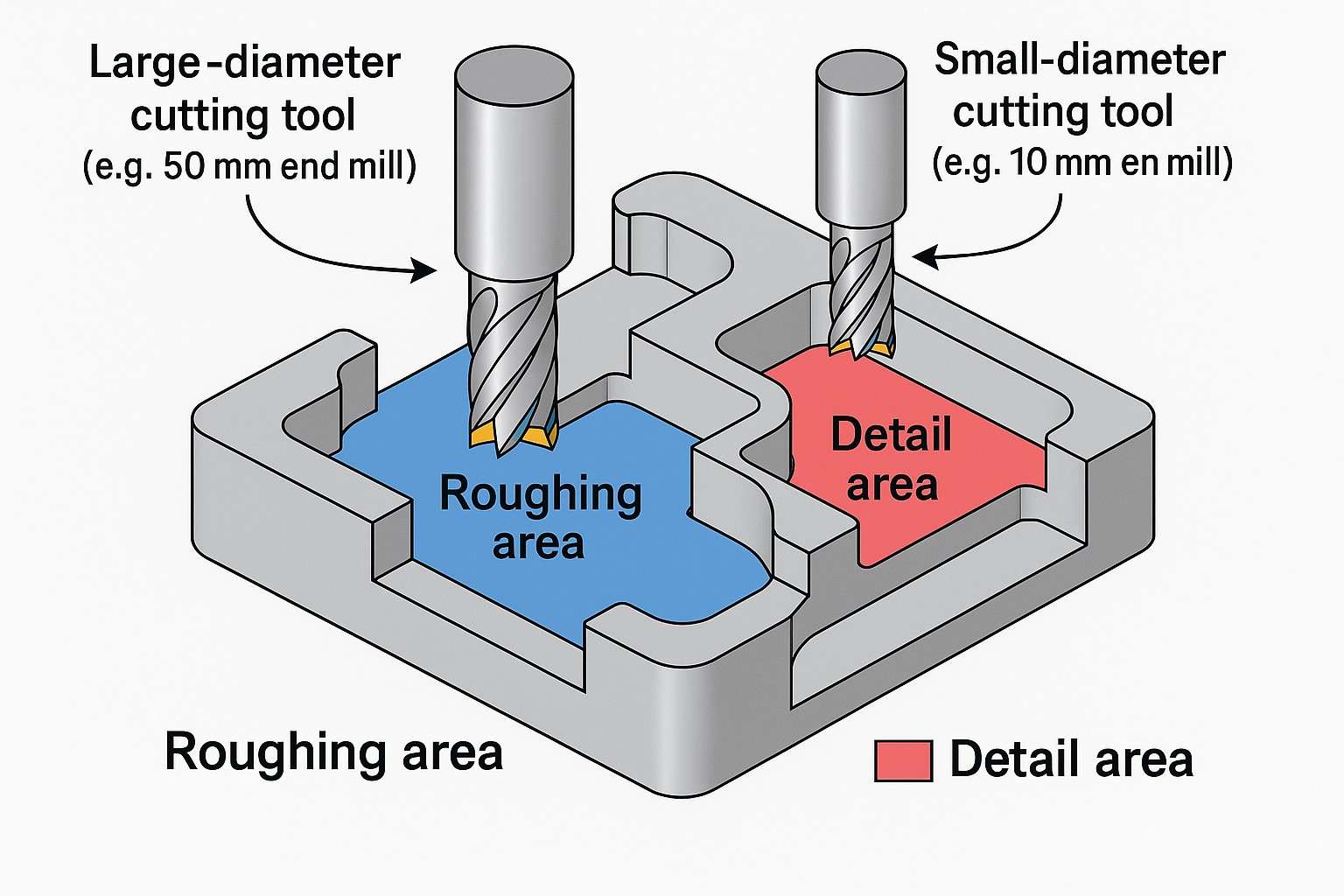
3.0การวางแผนการดำเนินงานและการเลือกเครื่องมือ
อัตราการกำจัดวัสดุ (MRR) เป็นตัวชี้วัดพื้นฐานในประสิทธิภาพการผลิตของเครื่องจักร การเลือกเครื่องมือที่เหมาะสมและการกำหนดขอบเขตการตัดเฉือนส่งผลโดยตรงต่อ MRR และประสิทธิภาพโดยรวม
3.1เส้นผ่านศูนย์กลางเครื่องมือและขนาดคุณสมบัติ
- เครื่องมือขนาดใหญ่ ได้รับความนิยมสำหรับการกำจัดจำนวนมากและมี MRR สูงในการดำเนินการกัดหยาบ
- เครื่องมือขนาดเล็ก มีความจำเป็นสำหรับคุณสมบัติที่ซับซ้อน รัศมีที่แคบ หรืองานตกแต่งขั้นสุดท้าย
แนวทางปฏิบัติที่แนะนำ:แบ่งชิ้นส่วนออกเป็นภูมิภาคย่อยตามลักษณะเฉพาะ กำหนดให้แต่ละภูมิภาคมีเครื่องมือขนาดใหญ่ที่สุดที่สามารถติดตั้งได้ เพื่อให้แน่ใจว่ามีอัตราการกำจัดสูงสุดในขณะที่ยังคงรักษาความแม่นยำไว้
แนวทางนี้ช่วยลดการเปลี่ยนเครื่องมือ ลดเวลาในการตัดเฉือน และปรับปรุงประสิทธิภาพของเส้นทางเครื่องมือ
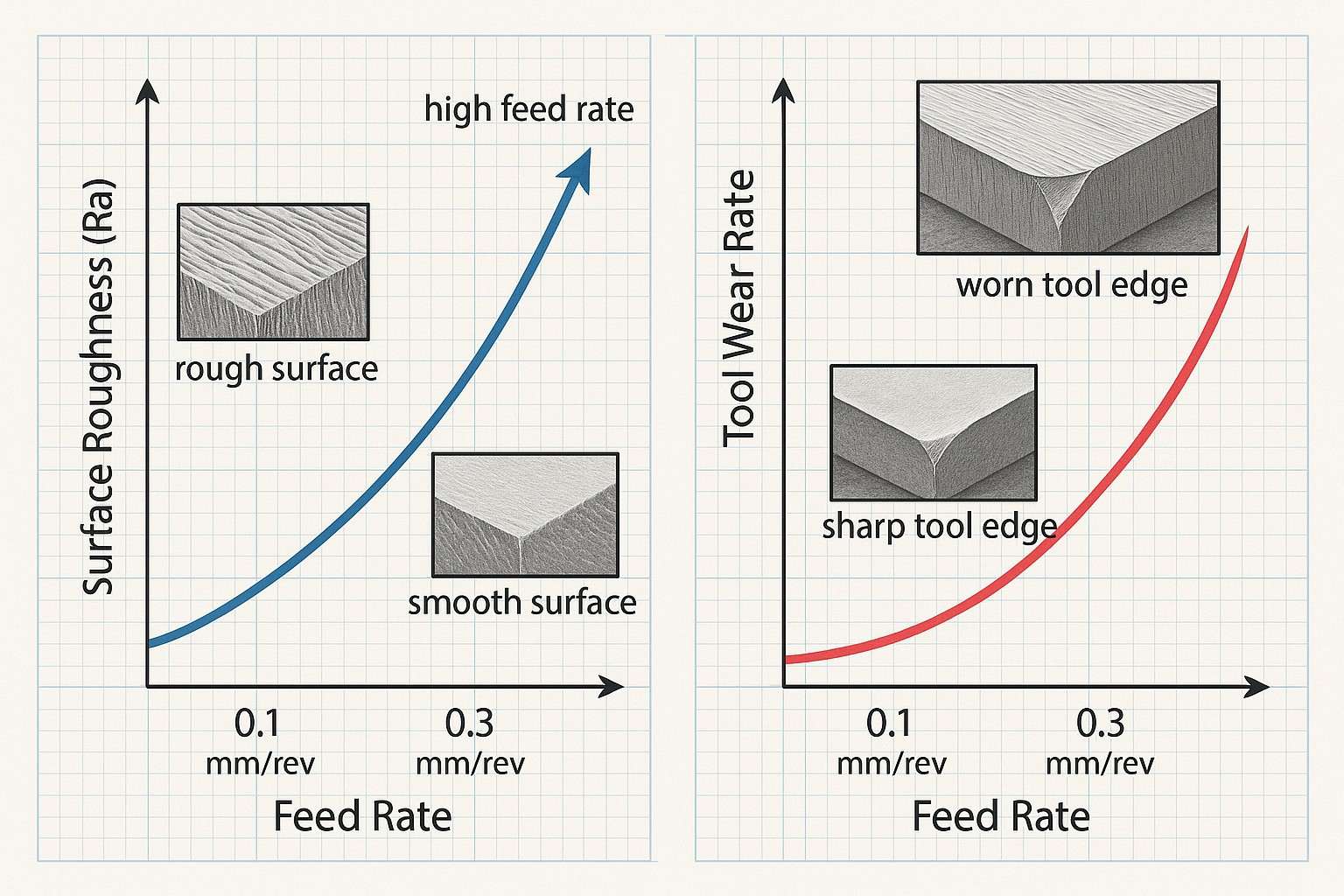
4.0การเพิ่มประสิทธิภาพอัตราป้อน: การกัดหยาบเทียบกับการกัดละเอียด
อัตราการป้อนส่งผลโดยตรงต่อ MRR คุณภาพพื้นผิว อายุการใช้งานของเครื่องมือ และแรงตัด
4.1การดำเนินการเสร็จสิ้น
- อัตราการป้อนที่สูงขึ้น เพิ่มผลผลิตแต่ลดคุณภาพพื้นผิว
- อัตราการป้อนที่เหมาะสมคือ ค่าสูงสุด ที่ยังคงเป็นไปตามข้อกำหนดด้านคุณภาพพื้นผิวซึ่งขึ้นอยู่กับ:
- ความคลาดเคลื่อนในการทำงาน
- มาตรฐานด้านความงามหรือเครื่องสำอาง
- เกณฑ์ความพอดีและการประกอบ
- การดำเนินการหลังการประมวลผล เช่น การขัดหรือการเคลือบ
4.2การดำเนินการแบบหยาบ
งานตกแต่งพื้นผิวมีความสำคัญน้อยกว่า เนื่องจากจะมีการเคลือบผิวตามมา จุดเน้นในที่นี้คือการเพิ่ม MRR สูงสุดผ่าน:
-
ความเร็วในการตัดที่สูงขึ้น (V)
-
อัตราป้อนที่สูงขึ้น (f)
อย่างไรก็ตาม การเพิ่ม V และ f ยังทำให้อุณหภูมิของเครื่องมือสูงขึ้นด้วย ซึ่งส่งผลต่อการสึกหรอและอายุการใช้งานของเครื่องมือ
-
ความเร็วในการตัดเพิ่มความเร็วของชิป
-
อัตราการป้อนเพิ่มพื้นที่หน้าตัดของชิป
4.3การพิจารณาแรงและกำลังของเครื่องมือ
-
แรงตัดคือ เป็นสัดส่วนกับอัตราการป้อน
-
แรงที่สูงขึ้นต้องใช้:
-
พลังเครื่องจักรที่มากขึ้น
-
เครื่องมือที่ได้รับการจัดอันดับสำหรับการรับน้ำหนักการตัดที่สูงขึ้น
-
แนวทางการเพิ่มประสิทธิภาพ:อัตราป้อนหยาบที่เหมาะสมคือค่าสูงสุดที่เป็นไปตาม:
- การ ความจุกำลังของเครื่องจักร
- การ ขีดจำกัดแรงตัดสูงสุดของเครื่องมือ (ตามที่ผู้ผลิตกำหนด)
5.0การสร้างแบบจำลองต้นทุนการผลิตในการผลิตแบบแบตช์
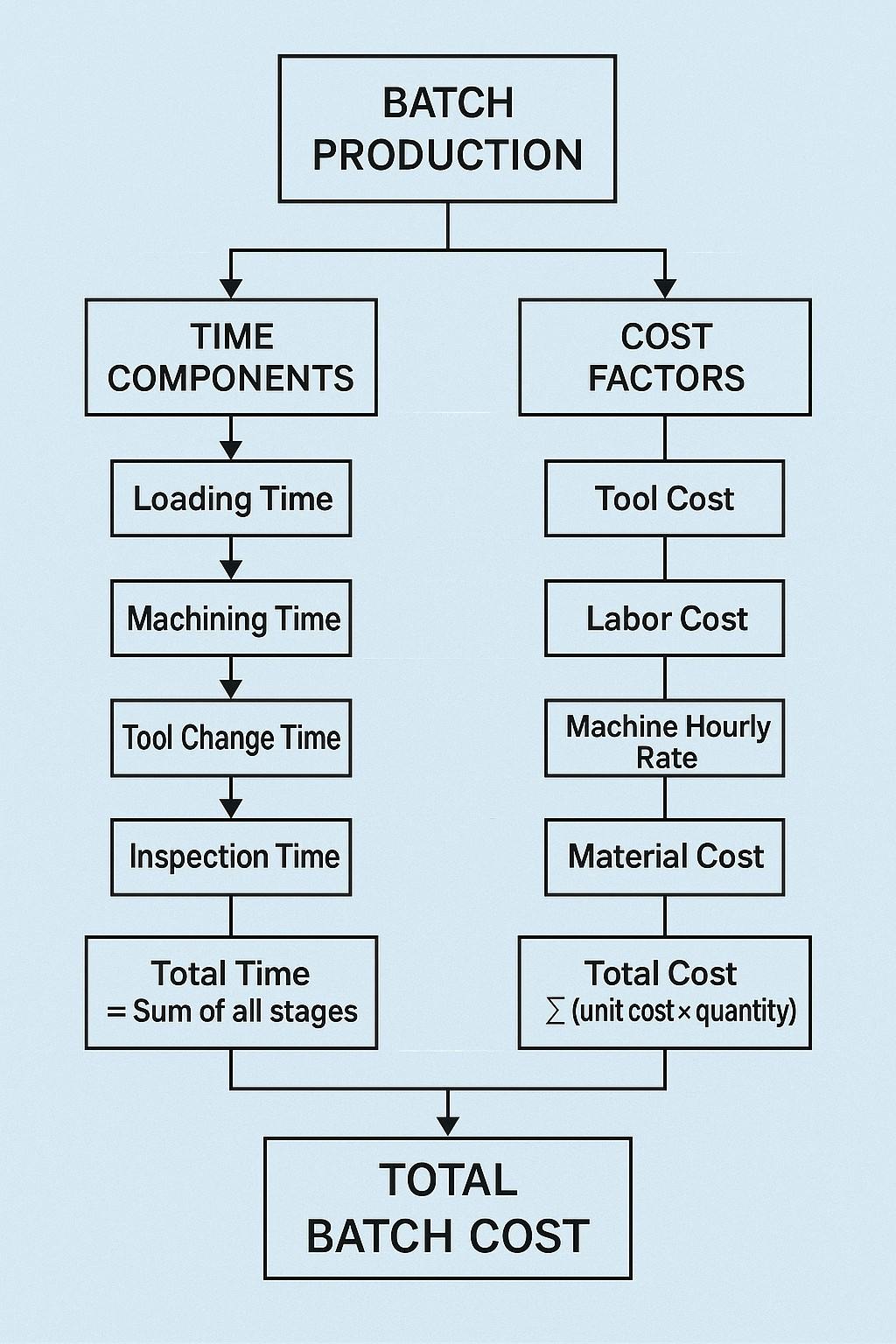
ในการผลิตแบบแบตช์ ต้นทุนต่อหน่วยรวมจะได้รับอิทธิพลจากทั้งการดำเนินการที่มีประสิทธิผลและไม่มีประสิทธิผล
สมมติว่าเป็นชุดของ นบนบ ผลิตชิ้นส่วนที่เหมือนกัน ส่วนประกอบของเวลาและต้นทุนมีดังนี้:
5.1ส่วนประกอบของเวลา
-
เวลาที่ไม่เกิดผลผลิต ทีแอลที: รวมการโหลด การติดตั้ง และการขนถ่าย
เวลาที่ไม่เกิดผลผลิตรวม = Nb⋅tlN_b \cdot t_l -
เวลาการกลึง ทีเอ็มทีเอ็ม:ถึงเวลาที่จะกลึงชิ้นส่วนเดียว
เวลาการกลึงทั้งหมด = Nb⋅tmN_b \cdot t_m -
เวลาเปลี่ยนเครื่องมือ ทีซีที:เวลาที่ใช้ในการเปลี่ยนเครื่องมือที่สึกหรอ
รวม = Nt⋅tcN_t \cdot t_c, ที่ไหน Nt=Nb⋅tmTN_t = \frac{N_b \cdot t_m}{T}
5.2ส่วนประกอบต้นทุน
-
ซีทีซีที: ต้นทุนต่อเครื่องมือ
-
เอ็มเอ็ม:ต้นทุนเครื่องจักรและแรงงานต่อนาที
ต้นทุนเฉลี่ยต่อชิ้นส่วนถูกจำลองดังนี้:
$$
C_{pr}(V) = t_l \cdot M + t_m \cdot M + \frac{C_t \cdot t_m}{T} + \frac{t_c \cdot M \cdot t_m}{T}
$$
สมการนี้แสดงให้เห็นชัดเจนว่าอายุการใช้งานของเครื่องมือ ทีที — ฟังก์ชั่นของความเร็วในการตัด — มีอิทธิพลต่อต้นทุนรวม
6.0การสึกหรอของเครื่องมือและสมการอายุการใช้งานเครื่องมือของเทย์เลอร์
การสึกหรอของเครื่องมือต้องถูกจำลองเพื่อปรับพารามิเตอร์การตัดให้เหมาะสมที่สุดอย่างแม่นยำ สมการอายุการใช้งานเครื่องมือของเทย์เลอร์ที่ใช้กันอย่างแพร่หลายคือ:
$$
V \cdot T^n = C
$$
ที่ไหน:
- วีวี: ความเร็วในการตัด
- ทีที: อายุการใช้งานของเครื่องมือ
- n,Cn,C:ค่าคงที่เชิงประจักษ์ที่อิงตามการรวมวัสดุเครื่องมือและชิ้นงาน
การแก้ปัญหาอายุการใช้งานของเครื่องมือ:
$$
T = \left( \frac{C}{V} \right)^{1/n}
$$
การทดแทนลงในรูปแบบต้นทุน:
$$
C_{pr}(V) = t_l \cdot M + t_m \cdot M + \frac{C_t \cdot t_m}{T} + \frac{t_c \cdot M \cdot t_m}{T}
$$
นี่จะกำหนดต้นทุนต่อชิ้นส่วนเป็นฟังก์ชันของความเร็วในการตัด วีวี.
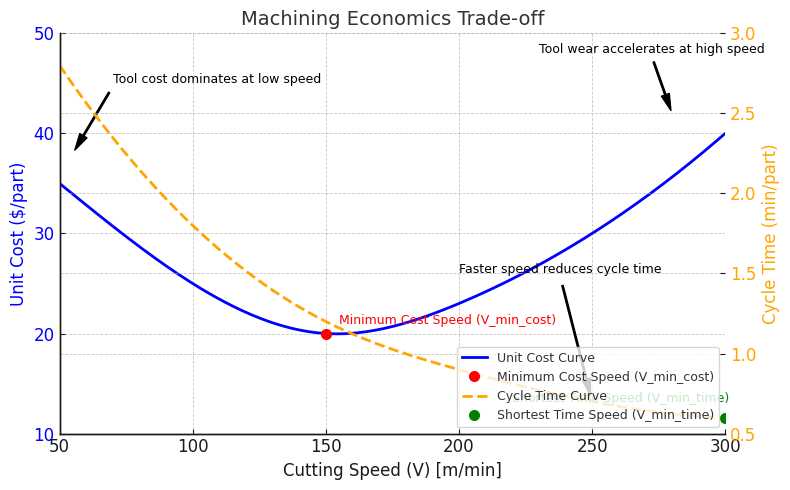
7.0การเพิ่มประสิทธิภาพความเร็วในการตัด
7.1ความเร็วที่เหมาะสมที่สุดสำหรับต้นทุนขั้นต่ำ
เพื่อลดต้นทุนต่อหน่วยให้เหลือน้อยที่สุด ให้แยกฟังก์ชันต้นทุนตามความเร็วในการตัด วีวี และตั้งค่าอนุพันธ์เป็นศูนย์:
$$
\frac{d C_{pr}(V)}{dV} = 0
$$
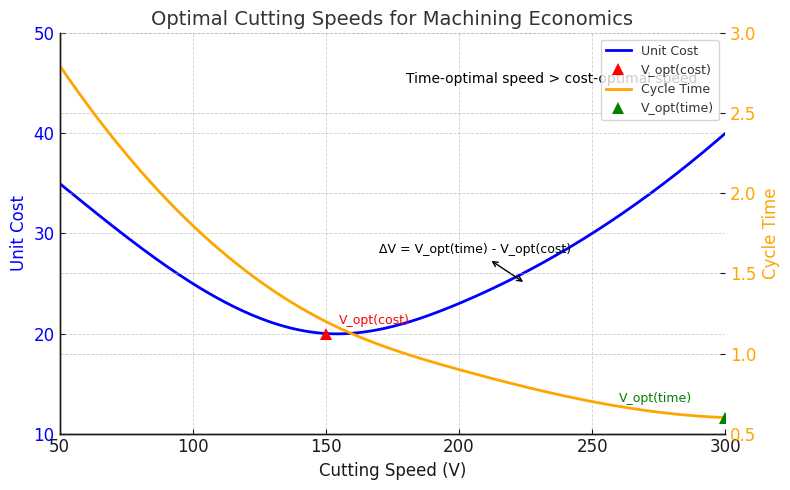
การแก้ปัญหานี้จะทำให้ได้ความเร็วในการตัดที่เหมาะสมที่สุดด้วยต้นทุนขั้นต่ำ ซึ่งแสดงดังนี้:
$$
V_{opt}^{(ต้นทุน)}
$$
โดยทั่วไปแล้วจะต่ำกว่าความเร็วที่ลดเวลาในการผลิต เนื่องมาจากอายุการใช้งานของเครื่องมือที่ยาวนานขึ้นเมื่อใช้ความเร็วที่ต่ำกว่า
7.2ความเร็วที่เหมาะสมที่สุดสำหรับอัตราการผลิตสูงสุด
เวลาเฉลี่ยต่อชิ้นส่วนถูกจำลองดังนี้:
$$
T_{ค่าเฉลี่ย}(V) = t_l + t_m + \frac{t_c \cdot t_m}{T}
$$
การทดแทนสำหรับ ทีที, การแสดงออกกลายเป็นฟังก์ชันของ วีวี. เพื่อลดเวลา:
$$
\frac{d T_{avg}(V)}{dV} = 0
$$
การแก้ปัญหานี้จะทำให้ได้ความเร็วที่เหมาะสมที่สุดสำหรับเวลาที่น้อยที่สุด:
$$
V_{opt}^{(เวลา)}
$$
โดยทั่วไป,
$$
V_{opt}^{(เวลา)} > V_{opt}^{(ต้นทุน)}
$$
เนื่องจากความเร็วที่สูงขึ้นจะทำให้ระยะเวลาในการทำงานสั้นลงแต่การใช้เครื่องมือจะเพิ่มขึ้น
8.0บทสรุปและแนวทางปฏิบัติ
ประเด็นสำคัญ:
- การเลือกใช้วัสดุ:ใช้รูปทรงที่ใกล้เคียงสุทธิเพื่อลดเวลาในการตัดเฉือนเมื่อต้นทุนเอื้ออำนวย มิฉะนั้น ให้ปรับขนาดสต็อกมาตรฐานให้เหมาะสมเพื่อลดของเสียให้น้อยที่สุด
- กลยุทธ์เครื่องมือ:แบ่งส่วนชิ้นส่วนตามขนาดคุณลักษณะและใช้เครื่องมือที่ใหญ่ที่สุดที่อนุญาตในแต่ละภูมิภาคเพื่อเพิ่ม MRR ให้สูงสุด
- การปรับอัตราฟีด:
- สำหรับการตกแต่ง: ตั้งค่าการป้อนสูงสุดที่ตรงตามคุณภาพพื้นผิว
- สำหรับการกัดหยาบ: ดันฟีดให้ถึงขีดจำกัดของกำลังเครื่องจักรและความสามารถของเครื่องมือ
- การเพิ่มประสิทธิภาพความเร็วในการตัด:
- ใช้สมการของเทย์เลอร์เพื่อสร้างแบบจำลองการสึกหรอของเครื่องมือ
- เพิ่มประสิทธิภาพความเร็วตามเป้าหมายของคุณ: ต้นทุนที่ต่ำลงเทียบกับปริมาณงานที่เร็วขึ้น
- เศรษฐศาสตร์การผลิตแบบแบตช์:
- คำนึงถึงเวลาในการเปลี่ยนเครื่องมือ ต้นทุนเครื่องมือ และการดำเนินการที่ไม่ก่อให้เกิดผลผลิต
- ใช้โมเดลต้นทุนเพื่อเลือกความเร็วในการตัดที่สมดุลกับประสิทธิภาพในระยะยาว
9.0ความคิดปิดท้าย
เศรษฐศาสตร์การตัดเฉือนนำเสนอวิธีการเชิงปริมาณที่มีโครงสร้างเพื่อพัฒนาการตัดสินใจในสภาพแวดล้อมการตัดเฉือนแบบ CNC และแบบแมนนวล ไม่ว่าเป้าหมายของคุณคือการเป็นผู้นำด้านต้นทุนหรือการผลิตความเร็วสูง การนำหลักการเหล่านี้มาผสานเข้ากับการเขียนโปรแกรม CAM การเลือกเครื่องมือ และการวางแผนกระบวนการ จะช่วยผลักดันให้เกิดประสิทธิภาพและผลกำไรที่วัดผลได้