

- 1.0Chamfer คืออะไร?
- 2.0ประเภทของมุมเฉียง
- 3.0การปาดมุมทำได้อย่างไร?
- 4.0รูเอียงคืออะไร และมีนิยามว่าอย่างไร?
- 5.0Chamfer กับ Radius มีความแตกต่างกันอย่างไร?
- 6.0เหตุใดการตัดมุมเอียงจึงสำคัญ?
- 7.0หมวดหมู่เครื่องมือตัดมุมทั่วไปและคู่มือการใช้งาน
- 8.0คู่มือการเลือกเครื่องมือ (ตามสถานการณ์การใช้งาน)
- 9.0ขอบเอียงใน CAD คืออะไร?
- 10.0วิธีการสร้างมุมเฉียงใน CAD
- 11.0การเอียงขอบหรือขอบหัก
- 12.0การปาดขอบมุมและการคว้านขอบ
- 13.0การปาดขอบและการขูดแต่งขอบ
- 14.0Chamfer ในทางวิศวกรรมคืออะไร?
1.0Chamfer คืออะไร?
การปาดมุมเป็นการตกแต่งขอบทั่วไปที่ใช้ในงานกลึงและการผลิตเพื่อขจัดมุมแหลมออกจากขอบชิ้นส่วน ช่วยเพิ่มประสิทธิภาพการใช้งาน เพิ่มความปลอดภัย และทำให้ชิ้นส่วนดูสวยงามยิ่งขึ้น
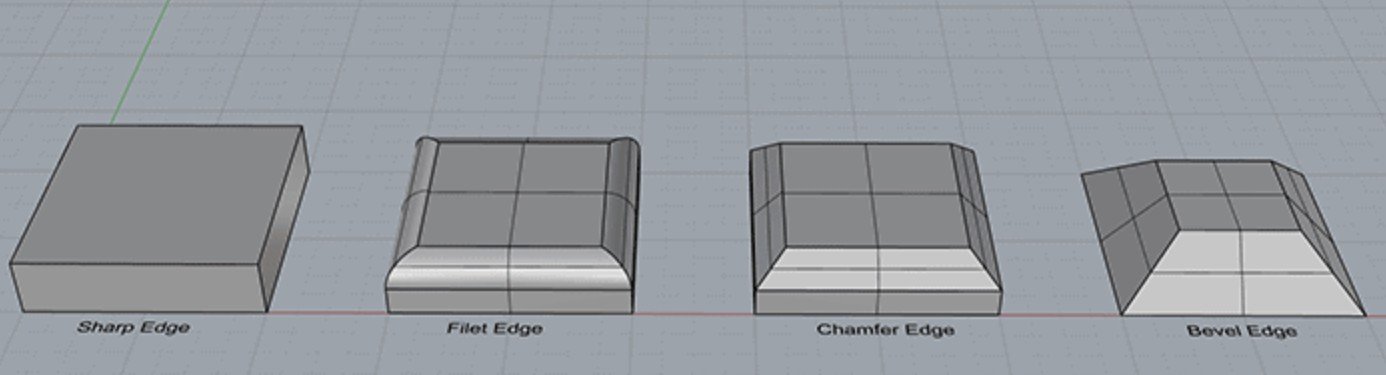
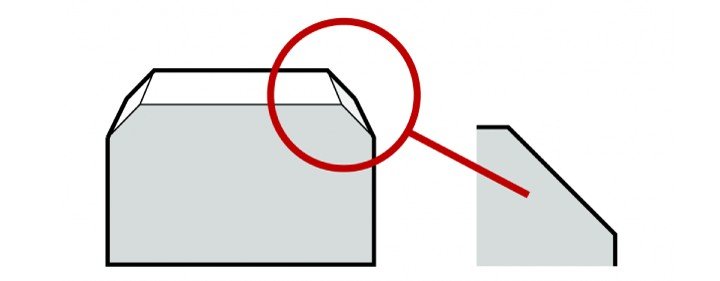
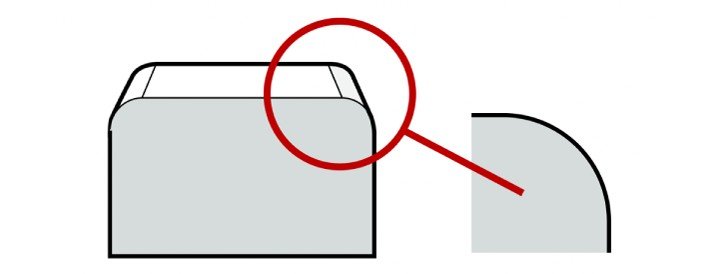
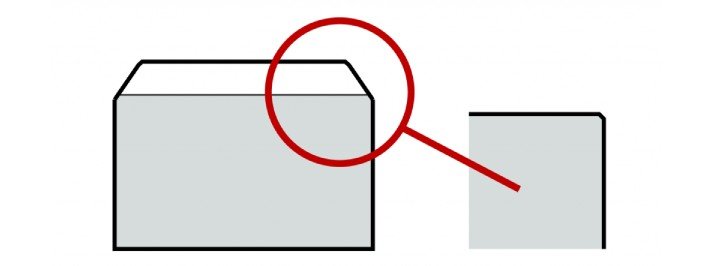
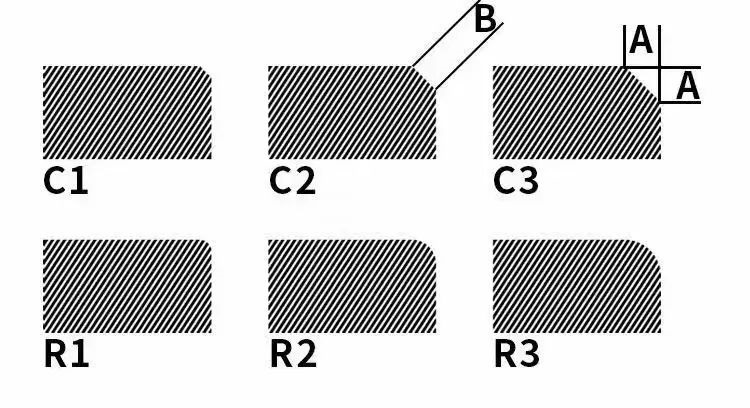
มุมเฉียงคือพื้นผิวเรียบที่ตั้งไว้ในมุมที่เฉพาะเจาะจง โดยทั่วไปจะใช้แทนมุมแหลม 90 องศาระหว่างพื้นผิวที่อยู่ติดกัน 2 พื้นผิว ซึ่งแตกต่างจากมุมร่องซึ่งเป็นการเปลี่ยนมุมแบบโค้งมน มุมเฉียงจะสร้างมุมเอียงแบบขอบตรง มุมเฉียงที่ใช้กันทั่วไปที่สุดคือ 45° แม้ว่าอาจใช้ 30°, 60° หรือมุมที่กำหนดเองอื่นๆ ก็ได้ ขึ้นอยู่กับการออกแบบหรือข้อกำหนดการใช้งาน
การตัดมุมมักใช้กับชิ้นส่วนที่ทำจากโลหะ พลาสติก และวัสดุอื่นๆ ตัวอย่างเช่น ขอบของตัวเครื่องแล็ปท็อปหรือสมาร์ทโฟนมักถูกตัดมุมหรือกดเพื่อให้สัมผัสได้นุ่มนวลขึ้นและป้องกันความรู้สึกไม่สบายขณะใช้งาน
2.0ประเภทของมุมเฉียง
สามารถแบ่งมุมเฉียงตามรูปทรงและการใช้งานออกเป็นประเภททั่วไปดังต่อไปนี้:
- แชมเฟอร์มาตรฐาน (ระยะเท่ากัน 45°):
วิธีนี้เป็นวิธีที่นิยมใช้กันมากที่สุด โดยจะตัดเฉียงเท่าๆ กันไปตามพื้นผิวที่อยู่ติดกัน 2 ด้าน โดยทั่วไปจะทำมุม 45° วิธีนี้ช่วยให้เกิดความสมมาตร สามารถกลึงได้ง่าย และทำซ้ำได้ จึงเหมาะอย่างยิ่งสำหรับบล็อก วงเล็บ และชิ้นส่วนแบน นอกจากนี้ยังเป็นตัวเลือกเริ่มต้นสำหรับการตัดเฉียงในระบบ CAD ส่วนใหญ่ - เอียงมุมตามระยะทางและมุม (มุมที่กำหนดเอง):
ประเภทนี้กำหนดโดยระบุค่าออฟเซ็ตเชิงเส้นและมุมที่กำหนดเอง (เช่น 30°, 60°) ใช้ในกรณีที่ต้องมีความแม่นยำของความลาดเอียงหรือการจัดตำแหน่งด้วยส่วนประกอบที่จับคู่กัน มักใช้ในส่วนประกอบที่ต้องมีการนำการแทรกหรือการจัดการระยะห่าง - แชมเฟอร์แบบอสมมาตร (แชมเฟอร์สองระยะ):
ในกรณีนี้ ความยาวของมุมเฉียงบนพื้นผิวที่อยู่ติดกันทั้งสองไม่เท่ากัน ทำให้มีมุมไม่เท่ากัน เหมาะสำหรับกรณีที่พื้นที่ด้านใดด้านหนึ่งมีจำกัด หรือเมื่อจำเป็นต้องใช้แรงในทิศทางใดทิศทางหนึ่งระหว่างการประกอบ มักใช้ในงานออกแบบเชิงกลที่ไม่สมมาตร - การเจาะขอบรู (การเจาะขอบรูแบบนำ):
ใช้รอบ ๆ ทางเข้าของรูที่เจาะหรือกลึงเพื่อช่วยในการใส่สกรูหรือสลักเกลียว ลดความเสียหายของขอบ และปกป้องเกลียว โดยทั่วไปจะเรียกว่า “C1.0 × 45°” มักพบในรูเกลียว ฟีเจอร์ระบุตำแหน่ง และดีไซน์แบบจม - ปลายขอบตัดเฉียง:
ขอบเอียงจะถูกใช้รอบหน้าปลายของเพลา ท่อ หรือดิสก์ เพื่อเพิ่มความสวยงาม ลดขอบคม และช่วยในการจัดตำแหน่ง ในชิ้นส่วนที่หมุน ขอบเอียงยังช่วยลดการสึกหรอของขอบ และมักใช้ร่วมกับการกลึงเพื่อบรรเทาความเข้มข้นของความเครียด - โปรไฟล์มุมเอียงแบบกำหนดเอง:
ใช้ในแอพพลิเคชั่นที่มีความแม่นยำสูงหรือมีคุณสมบัติสูง เช่น การบินและอวกาศ อุปกรณ์ทางการแพทย์ และเครื่องมือต่างๆ ซึ่งอาจรวมถึงมุมที่ปรับได้ การเปลี่ยนผ่านโค้ง หรือพื้นผิวผสม โดยทั่วไปต้องใช้เครื่องจักร CNC หลายแกน การเจียรละเอียด หรือการสร้างแบบจำลอง 3 มิติขั้นสูง โดยมีการกำหนดคำจำกัดความผ่าน CAD
3.0การปาดมุมทำได้อย่างไร?
การตัดมุมสามารถทำได้โดยใช้วิธีการตัดเฉือนต่างๆ ขึ้นอยู่กับรูปทรงของชิ้นส่วน ความแม่นยำที่ต้องการ และการตั้งค่าการผลิต กระบวนการทั่วไป ได้แก่ การกลึง การกัด การเจาะ และการเจียร
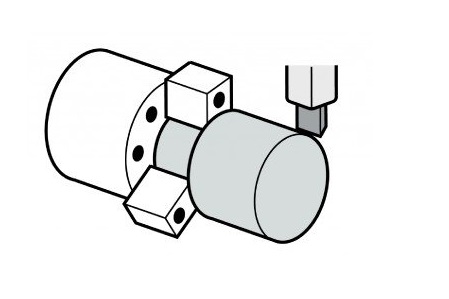
การกลึงมุมเฉียง:
เหมาะที่สุดสำหรับชิ้นส่วนทรงกระบอกและโดยทั่วไปจะใช้เครื่องกลึง เครื่องมือตัดจะถูกป้อนเข้าสู่ชิ้นงานที่หมุนเพื่อสร้างขอบเอียง
เครื่องมือทั่วไป:
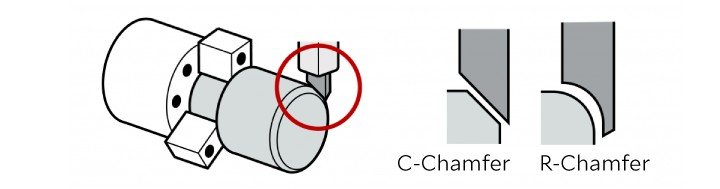
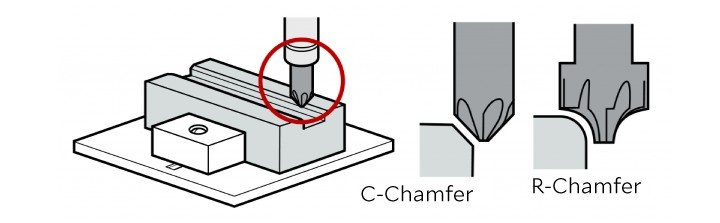
- เครื่องมือตรง 45° ใช้สำหรับมุมเฉียงแบบ C (เชิงเส้น)
- เครื่องมือวัดรัศมี : ใช้สำหรับมุมเฉียงแบบ R (มน)
วิธีนี้เหมาะสำหรับการผลิตปริมาณมากและการลบมุมแม่นยำของเพลาและส่วนประกอบที่คล้ายคลึงกัน
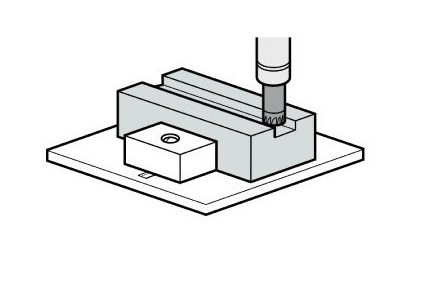
การกัดมุมเฉียง:
ใช้สำหรับพื้นผิวเรียบหรือโครงร่างภายนอกโดยที่เครื่องมือหมุนจะตัดมุมเฉียงบนชิ้นงานที่อยู่นิ่ง
เครื่องมือทั่วไป:
- เครื่องกัดมุมเฉียง: ใช้สำหรับมุมเฉียงแบบ C
- ดอกกัดมุมโค้งมน ใช้สำหรับกัดมุมเฉียงแบบ R
การกัดมีความยืดหยุ่นสูงและเหมาะสำหรับการกัดมุมเฉพาะจุดบนชิ้นส่วนที่มีความซับซ้อน
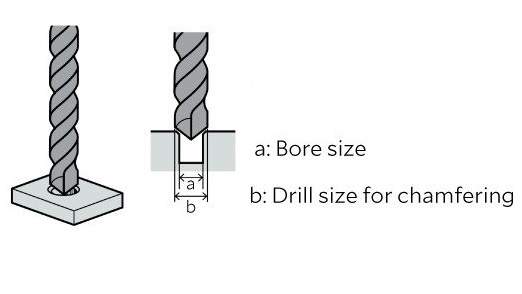
การเจาะมุมเฉียง:
ใช้กับรูเจาะโดยใช้ดอกสว่านที่มีเส้นผ่านศูนย์กลางใหญ่กว่าเพื่อสร้างขอบเรียว วิธีการนี้รวดเร็วและมีประสิทธิภาพสำหรับรูเจาะแต่ละรู
หมายเหตุ: แม้จะมีประสิทธิภาพ แต่เทคนิคนี้อาจสร้างเสี้ยนรองตามขอบได้ มักใช้เครื่องกัดปลายลูกกลมหรือเครื่องมือลบเสี้ยนเฉพาะทางในภายหลังเพื่อให้แน่ใจว่ารูที่ได้จะเรียบเนียน
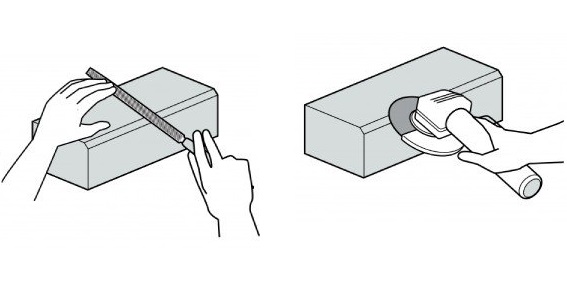
การเจียรและการลบมุมด้วยมือ:
ใช้ในการลบคมหรือลบมุมเล็กๆ บนพื้นที่ที่ไม่เรียบหรือละเอียดอ่อน
เครื่องมือทั่วไป:
- เครื่องเจียรจาน
- ตะไบมือ
โดยทั่วไปจะใช้สำหรับการปาดมุมหรือการทำให้ขอบเรียบโดยทั่วไป ไม่แนะนำสำหรับการใช้งานที่ต้องการความแม่นยำสูง หากต้องการคุณภาพที่สม่ำเสมอในการผลิต ระบบการปาดมุมอัตโนมัติจะดีกว่าวิธีการแบบใช้มือ
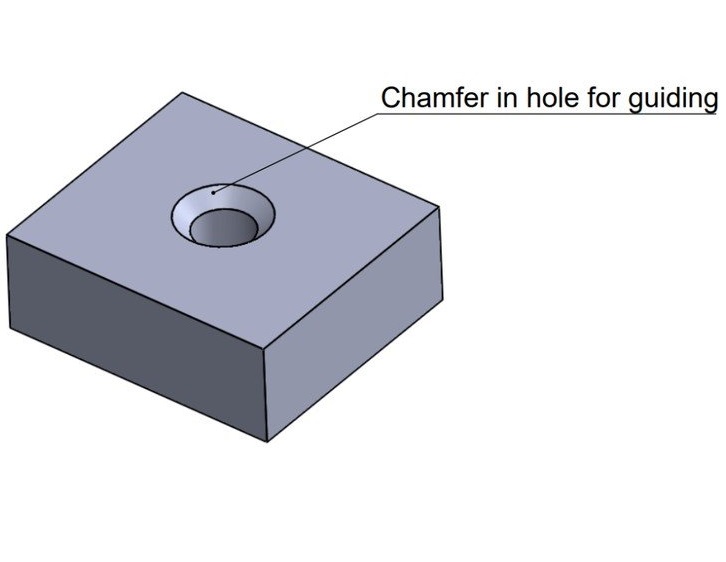
4.0รูเอียงคืออะไร และมีนิยามว่าอย่างไร?
รูเอียง หมายถึง รูที่มีขอบทางเข้าเอียงเป็นมุมเฉพาะ โดยทั่วไปจะอยู่ที่ 45° พื้นผิวเอียงนี้มีจุดประสงค์การใช้งานหลายประการ:
คำแนะนำการประกอบ: ช่วยให้การใส่สกรู โบลต์ หมุด บูช และส่วนประกอบอื่นๆ เป็นไปอย่างราบรื่น
การป้องกันขอบ: ลดความเสี่ยงของการสึกหรอ การกระเทาะ หรือการแตกของขอบรอบรู
การกำจัดเสี้ยน: การลบมุมในรูเกลียวจะช่วยกำจัดเสี้ยนที่อาจขัดขวางชิ้นส่วนที่ประกบกันหรือทำให้เกลียวเสียหายได้
ความสมบูรณ์ของโครงสร้างได้รับการปรับปรุง: ลดความเข้มข้นของความเครียดรอบ ๆ รู ช่วยให้มีอายุการใช้งานยาวนานขึ้น
สัญลักษณ์มุมเฉียงในภาพวาดทางเทคนิค:
โดยทั่วไปจะระบุมุมเอียงของรูตามรูปแบบต่อไปนี้:
C1.0 × 45°: ระบุความลึกของมุมเอียง 1.0 มม. ที่มุม 45°
2 × 45°: ระบุความกว้างของมุมเอียง 2 มม. ที่มุม 45°
รูเอียงมักใช้กับรูเกลียว รูเดือย รูระบุตำแหน่ง และรูคว้านรู รูเอียงเป็นแนวทางการออกแบบมาตรฐานในงานวิศวกรรมแม่นยำที่การประกอบที่เชื่อถือได้และความทนทานเป็นสิ่งสำคัญ
5.0Chamfer กับ Radius มีความแตกต่างกันอย่างไร?
ในการออกแบบและการผลิตเชิงกล มุมเฉียงและรัศมี (หรือมุมโค้ง) ทั้งสองชนิดนี้ใช้เพื่อขจัดขอบคมออกจากชิ้นส่วนต่างๆ วัตถุประสงค์คือเพื่อปรับปรุงความพอดี ความปลอดภัย ความสมบูรณ์ของโครงสร้าง และรูปลักษณ์ อย่างไรก็ตาม ทั้งสองชนิดนี้มีความแตกต่างกันอย่างมากในด้านรูปร่าง การใช้งาน และแนวทางการผลิต
| รายการเปรียบเทียบ | มุมเฉียง | รัศมี / แล่ |
| เรขาคณิต | พื้นผิวมุม (โดยทั่วไปเป็นเส้นตรง) | พื้นผิวโค้ง (เปลี่ยนผ่านอย่างราบรื่น) |
| มุม/ขนาดโดยทั่วไป | โดยทั่วไปคือ 45° อาจเป็น 30° 60° เป็นต้น | กำหนดโดยรัศมี เช่น R1.0, R3.0 |
| พื้นที่การใช้งาน | ขอบ รูเข้า ฟีเจอร์การจัดตำแหน่ง | โครงร่างภายนอก มุม รอยต่อขอบ |
| วัตถุประสงค์การออกแบบ | ตัดขอบคม ช่วยประกอบง่าย คลายเครียด | ปรับปรุงรูปลักษณ์ เพิ่มความแข็งแรงมุม ลดความเครียดสมาธิ |
| วิธีการตัดเฉือน | งานกัด งานกลึง และงานเจาะ | งานกัด, งานกลึง CNC, งานขึ้นรูปแม่พิมพ์ |
| สัญลักษณ์ CAD | C1.0 × 45° (ความลึก × มุม) | R2.0 (ข้อกำหนดรัศมี) |
บันทึก:ในทางเทคนิคแล้ว มุมเฉียง หมายถึงการตัดเป็นมุมตรง ในขณะที่ รัศมี หรือ เนื้อปลา หมายถึงการเปลี่ยนแปลงแบบกลม ในการใช้งานที่ไม่เป็นทางการ คำว่า เอียง บางครั้งใช้แทนกันได้กับ chamfer แต่ในการเขียนแบบวิศวกรรมและโมเดล CAD ควรจะแยกความแตกต่างระหว่างทั้งสองอย่างชัดเจน
6.0เหตุใดการตัดมุมเอียงจึงสำคัญ?
การตัดมุมเป็นกระบวนการออกแบบและการผลิตที่สำคัญที่ใช้กับชิ้นส่วนคุณภาพสูงและการผลิตแผ่นโลหะ ซึ่งมีบทบาทสำคัญในการปรับปรุงความปลอดภัย ประสิทธิภาพการประกอบ ความทนทาน และประสิทธิภาพการเชื่อมต่อ ประโยชน์หลัก ได้แก่:
- ความปลอดภัยที่ได้รับการปรับปรุง:
ชิ้นส่วนโลหะที่ผ่านการกลึงมักจะมีขอบคมหรือเศษโลหะที่อาจทำให้เกิดบาดแผลหรือบาดเจ็บได้ระหว่างการจัดการ การติดตั้ง หรือการใช้งาน การตัดมุมเฉียงจะช่วยขจัดมุมแหลมเหล่านี้ออกไป ซึ่งช่วยลดความเสี่ยงที่จะเกิดอันตรายได้ โดยเฉพาะในผลิตภัณฑ์ที่เด็กอาจหยิบจับได้ ซึ่งอาจต้องใช้การตัดมุมเฉียงที่ใหญ่กว่าเพื่อการปกป้องเพิ่มเติม - การประกอบแบบง่าย:
มุมเฉียงทำหน้าที่นำชิ้นส่วนต่างๆ เช่น สกรู หมุด หรือตัวยึด เข้ามาภายใน ช่วยนำชิ้นส่วนเข้าไปในรูที่ประกบกัน ลดการรบกวน และลดความยากในการจัดตำแหน่ง ส่งผลให้กระบวนการประกอบรวดเร็วขึ้นในที่สุด - การลดความเข้มข้นของความเครียด:
ขอบคม 90 องศาอาจกลายเป็นจุดรวมของแรงเครียดภายใต้แรงกดหรือแรงสั่นสะเทือน ทำให้เกิดรอยแตกร้าวหรือความล้มเหลวจากความล้า ขอบเอียงช่วยกระจายแรงเครียดได้สม่ำเสมอมากขึ้นที่จุดเชื่อมต่อที่สำคัญ ช่วยเพิ่มความน่าเชื่อถือของโครงสร้างโดยรวม - ความทนทานที่เพิ่มขึ้นและความสมบูรณ์เชิงกล:
ขอบที่คมมักจะแตก ร้าว หรือหลุดล่อนเมื่อเวลาผ่านไปเนื่องจากแรงเสียดทานหรือแรงกระแทก ขอบที่ตัดเฉียงช่วยให้เปลี่ยนผ่านได้ราบรื่นขึ้น ลดโอกาสเกิดความเสียหายและป้องกันไม่ให้เศษวัสดุหลุดเข้าไปในเครื่องจักร จึงลดความเสี่ยงที่จะเกิดความเสียหายได้ - ประสิทธิภาพข้อต่อที่ปรับให้เหมาะสม:
การตัดมุมช่วยให้ขอบมีสภาพดีขึ้นสำหรับการเชื่อม การยึดติด หรือการเชื่อมต่อด้วยสลักเกลียว ช่วยลดความเครียดที่เพิ่มขึ้น ปรับปรุงพื้นผิวการปิดผนึก และเสริมความแข็งแรงให้กับข้อต่อ - เพิ่มประสิทธิภาพการผลิต:
ในการผลิตปริมาณมาก การตัดมุมสามารถทำมาตรฐานและอัตโนมัติได้โดยใช้โปรแกรม CNC ซึ่งจะช่วยลดงานตกแต่งด้วยมือ เพิ่มความสม่ำเสมอของชิ้นส่วนต่างๆ และปรับปรุงปริมาณการผลิตโดยรวม

7.0หมวดหมู่เครื่องมือตัดมุมทั่วไปและคู่มือการใช้งาน
การตัดมุมเฉียงเป็นกระบวนการตกแต่งทั่วไปในงานโลหะ ซึ่งใช้เพื่อขจัดขอบคม ช่วยประกอบชิ้นส่วน ปรับปรุงคุณภาพการเชื่อม หรือเพิ่มความสวยงามให้กับชิ้นส่วน เครื่องมือตัดมุมเฉียงสามารถแบ่งประเภทได้เป็น 4 ประเภทหลัก ขึ้นอยู่กับวิธีการตัดเฉือน รูปทรงของชิ้นส่วน และบริบทการใช้งาน:
7.1เครื่องปาดขอบ
- เครื่องปาดขอบแบบตั้งโต๊ะ:แผ่นโลหะ, เหล็กเส้นแบน, ท่อ – ความเสถียรสูงสำหรับการผลิตแบบแบตช์ ปรับมุมและความลึกได้
- เครื่องมือตัดมุมมือถือ:ขอบไม่สม่ำเสมอ ซ่อมแซมในสถานที่ – พกพาสะดวกและยืดหยุ่น เหมาะสำหรับงานจำนวนน้อยและรูปร่างที่หลากหลาย
- เครื่องปาดขอบท่อ:ท่อเหล็กและสแตนเลส – ออกแบบมาสำหรับปลายท่อ ด้านใน ด้านนอก และขอบหน้าในครั้งเดียว
- เครื่องปาดขอบสองหัว:ปลายแท่งและท่อ – การประมวลผลปลายคู่พร้อมกัน ประสิทธิภาพและความแม่นยำสูง เหมาะสำหรับสายการผลิตอัตโนมัติ (เช่น รุ่นที่ขับเคลื่อนด้วยเซอร์โว)
7.2เครื่องมือกลึงมุมเอียง CNC (สำหรับเครื่องกลึง/เครื่องกัด/CNC)
- แทรกมุมเฉียง:เครื่องกลึง CNC – ติดตั้งบนที่จับเครื่องมือ เหมาะสำหรับการกลึงมุมเอียงแบบต่อเนื่องและซ้ำๆ
- เอ็นมิลกัดมุมเฉียง:ศูนย์เครื่องจักรกลซีเอ็นซี – มุมทั่วไป: 30° / 45° / 60°; เหมาะอย่างยิ่งสำหรับการตัดมุมขอบและรู
- สว่านเจาะศูนย์กลาง:การวางตำแหน่งรูพร้อมการปาดมุม – การปาดมุมและปาดมุมเสร็จสมบูรณ์ในขั้นตอนเดียว
- เครื่องมือตัดมุมเฉียงแบบผสม:การผสานรวมขอบด้านในและด้านนอก – มีประสิทธิภาพสำหรับกระบวนการผสม เช่น การลบมุม การลบคม และการปัดขอบในขั้นตอนเดียว
7.3เครื่องมือตัดมุมแบบใช้มือและน้ำหนักเบา (สำหรับการซ่อมแซมและการตกแต่งขอบ)
- เครื่องมือลบคม:รูด้านใน ขอบคม – ทำงานด้วยมือ กะทัดรัดและใช้งานง่าย เหมาะสำหรับงานตกแต่งเฉพาะจุด
- มีดปาดขอบแบบใช้มือ:ขอบ ทางเข้ารู – การทำงานรวดเร็วและง่ายดาย เหมาะสำหรับโลหะอ่อนหรืองานเบา
- ตะไบ / หินเจียร / กระดาษทราย:รูปทรงขอบที่หลากหลาย – ต้นทุนต่ำ การจัดการที่ยืดหยุ่น มีประโยชน์สำหรับการตกแต่งขอบและปรับผิวให้เรียบด้วยมือ


7.4อุปกรณ์ตัดเฉียงสำหรับการตัดด้วยเลเซอร์ / พลาสม่า / วอเตอร์เจ็ท
สิ่งเหล่านี้ถูกบูรณาการเข้าในระบบอัตโนมัติสำหรับการเปลี่ยนขอบและการเตรียมมุมเอียง:
- หัวตัดเลเซอร์พร้อมโมดูลควบคุมมุม:เหมาะสำหรับมุมเอียง 45°
- หัวตัดพลาสม่าแบบเอียง:ออกแบบมาสำหรับการเอียงความเร็วสูงในระหว่างการตัด
- หัวเอียงเครื่องฉีดน้ำแบบหลายแกน:ช่วยให้ตัดมุมขอบได้อย่างแม่นยำด้วยการควบคุมมุม
7.5อุปกรณ์เสริมและเครื่องมือที่แนะนำ
สำหรับผู้ใช้เครื่องเจียรไฟฟ้า:แผ่นพับแนะนำเป็นอย่างยิ่ง
ใบมีดพับโค้งสำหรับมุมด้านใน ใบมีดพับตรงสำหรับขอบแบน
สำหรับโลหะที่ไม่ใช่เหล็ก ให้ใช้ผ้าขัดที่มีสารหล่อเย็นผสมเพื่อลดการเปลี่ยนสีและการกัดกร่อนจากความร้อน
สำหรับผู้ใช้เครื่องเจียร์ลม/เครื่องเจียร์ลม:ใช้หัวเจียรคาร์ไบด์
โครงสร้าง: หัวตัดคาร์ไบด์ทังสเตน + ด้ามเหล็กเครื่องมือ
โปรไฟล์ฟัน:
- Z6 ครอสคัท: อัตราการกำจัดวัสดุสูง เหมาะสำหรับการประมวลผลอย่างรวดเร็ว
- Z3 ซิงเกิลคัต: ช่วยให้ผิวเรียบเนียนยิ่งขึ้น
- โปรไฟล์การต่อเรือ:ปรับให้เหมาะสมสำหรับงานหนัก อัตราการขจัดสูงกว่าประมาณ 30%
8.0คู่มือการเลือกเครื่องมือ (ตามสถานการณ์การใช้งาน)
ความต้องการของแอปพลิเคชัน: ประเภทเครื่องมือที่แนะนำ
- การเตรียมปลายท่อ: เครื่องปาดขอบท่อ, เครื่องปาดขอบมุม 2 หัว
- ชิ้นส่วนที่ผ่านกระบวนการ CNC: เครื่องกัดมุมเฉียง, เม็ดมีดมุมเฉียง
- ขอบไม่เรียบ / การซ่อมแซมในสถานที่: เครื่องมือตัดมุมแบบมือถือ, มีดตัดมุมแบบใช้มือ
- สายการผลิตอัตโนมัติปริมาณมาก: ระบบเครื่องมือ CNC, เครื่องกัดมุมเอียงแบบขับเคลื่อนด้วยเซอร์โว
- การเอียงเพื่อเตรียมการเชื่อม: ระบบการตัดเอียงด้วยเลเซอร์หรือพลาสม่า
9.0ขอบเอียงใน CAD คืออะไร?
ใน CAD (Computer-Aided Design) การตัดเฉียงหมายถึงการสร้างพื้นผิวการเปลี่ยนผ่านแบบเอียงระหว่างหน้าตัดสองหน้าที่ตัดกัน โดยแทนที่ขอบคมเดิม องค์ประกอบการออกแบบนี้ไม่เพียงแต่จำลองรายละเอียดการผลิตในโลกแห่งความเป็นจริงเท่านั้น แต่ยังให้ประโยชน์ในการใช้งานอีกด้วย:
- ปรับปรุงความสามารถในการประกอบ:ขอบเอียงช่วยนำชิ้นส่วนที่ประกบกัน ช่วยเพิ่มความแม่นยำและประสิทธิภาพในการประกอบ
- เพิ่มประสิทธิภาพโครงสร้าง:ลดความเครียดที่เกิดจากการอัดมุมแหลม ช่วยเพิ่มความแข็งแรงของชิ้นส่วนโดยรวม
- รูปลักษณ์และความสามารถในการผลิตที่ดีขึ้น:แสดงถึงคุณลักษณะของการตัดเฉือนเพื่อการวางแผนกระบวนการและการดำเนินการขั้นปลายที่ชัดเจนยิ่งขึ้น
ซอฟต์แวร์ CAD กระแสหลักส่วนใหญ่ (เช่น AutoCAD, SolidWorks และ Fusion 360) รองรับวิธีการกำหนดมุมเอียงหลายวิธี:
- ระยะห่างเท่ากัน:ใช้ค่าออฟเซ็ตเท่ากันกับทั้งสองด้านที่อยู่ติดกัน (เรียกโดยทั่วไปว่ามุมเฉียงแบบ C)
- การรวมระยะทางและมุม: กำหนดความยาวขอบที่เฉพาะเจาะจงและมุมที่สอดคล้องกัน
- มุมเอียงไม่สมมาตร:กำหนดระยะทางที่แตกต่างกันให้กับแต่ละด้านที่อยู่ติดกัน
โดยทั่วไปมุมเอียงจะถูกกำหนดไว้ในขั้นตอนเริ่มต้นของการสร้างแบบจำลอง 3 มิติ และจะแสดงโดยอัตโนมัติในภาพวาดทางเทคนิค 2 มิติเพื่อช่วยในการผลิตและการตรวจสอบ
10.0วิธีการสร้างมุมเฉียงใน CAD
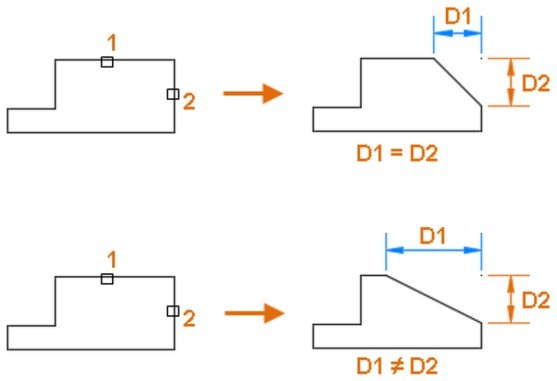
10.1วิธีที่ 1 : เอียงมุมเท่าๆ กัน (สมมาตร)
ใช้เพื่อให้ระยะมุมเฉียงเท่ากันกับขอบทั้งสองด้านที่อยู่ติดกัน โดยทั่วไปใช้สำหรับมุมเฉียงแบบ C มาตรฐาน
ขั้นตอน:
- เลือก มุมเฉียง เครื่องมือจากเมนู “แก้ไข” หรือ “คุณลักษณะ”
- เลือกขอบหรือมุมที่จะติดมุมเฉียง
- ป้อนระยะห่างที่สม่ำเสมอ (เช่น 2 มม.)
- ยืนยันและใช้มุมเอียง
10.2วิธีที่ 2: ระยะห่างและมุมเฉียง
เหมาะสำหรับคุณลักษณะที่ต้องการมุมการนำทางที่เฉพาะเจาะจง เช่น การเสียบหมุดหรือการนำเข้าสำหรับรู
ขั้นตอน:
- เปิดใช้งาน มุมเฉียง
- เลือกขอบเป้าหมาย
- ตั้งค่าระยะทางเชิงเส้น (เช่น 3 มม.) และมุมที่ต้องการ (เช่น 45°)
- ซอฟต์แวร์จะสร้างพื้นผิวมุมโดยอัตโนมัติ—ยืนยันการใช้งาน
10.3วิธีที่ 3 : แชมเฟอร์สองระยะ (ไม่สมมาตร)
ใช้สำหรับการประกอบที่ไม่สมมาตรหรือพื้นที่จำกัดโดยกำหนดความยาวมุมเอียงต่างกันให้กับแต่ละหน้า
ขั้นตอน:
- เปิดตัว มุมเฉียง เครื่องมือและเลือกขอบเป้าหมาย
- กำหนดระยะห่างสองแบบที่แตกต่างกันสำหรับด้านที่อยู่ติดกัน (เช่น ด้าน A: 5 มม., ด้าน B: 2 มม.)
- ยืนยันการสร้างมุมเฉียงแบบไม่สมมาตร
11.0การเอียงขอบหรือขอบหัก
ขอบเบรก หมายถึงมุมเฉียงที่เล็กมาก โดยทั่วไปจะมีขนาดตั้งแต่ 0.01 มม. ถึง 0.5 มม. ซึ่งใช้เพื่อลบมุมแหลมเพื่อความปลอดภัยและง่ายต่อการจัดการ ถือเป็นคุณสมบัติการใช้งานที่ไม่สำคัญ และมักจะระบุไว้ในภาพวาดทางเทคนิค โดยมีหมายเหตุ เช่น:
“ทำลายทุกขอบคม”
“ขจัดเสี้ยนและมุมคม”
ลักษณะเฉพาะ:
ความแม่นยำของมิติไม่จำเป็นอย่างเคร่งครัด
โดยทั่วไปจะดำเนินการด้วยมือหรือผ่านการขัดแต่งแบบอัตโนมัติ ถือเป็นอนุสัญญากระบวนการ
มุมเฉียงในทางตรงกันข้าม เป็นคุณลักษณะการออกแบบที่มีการกำหนดไว้อย่างแม่นยำด้วยขนาดและมุมที่ควบคุมได้ ฟังก์ชันต่างๆ ของคุณลักษณะนี้มีมากกว่าการทำให้ขอบนุ่มนวลและรวมถึง:
- คำแนะนำการประกอบ
- การลดความเข้มข้นของความเครียด
- การเสริมความงาม
- ความพอดีหรือการจัดตำแหน่งที่แม่นยำ
โดยทั่วไปมุมเฉียงจะระบุไว้ในแบบจำลอง CAD และมีคำอธิบายไว้อย่างชัดเจนในภาพวาดทางเทคนิค (เช่น ซี1.0 × 45°) ถือเป็นองค์ประกอบทางเรขาคณิตที่ตั้งใจและควบคุมได้
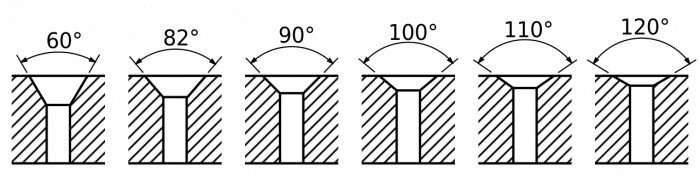
12.0การปาดขอบมุมและการคว้านขอบ
แม้ว่าทั้งสองจะมีพื้นผิวลาดเอียง แต่ฟังก์ชันและจุดประสงค์ในการออกแบบแตกต่างกันอย่างมาก:
| หมวดหมู่ | มุมเฉียง | เคาน์เตอร์ซิงค์ |
| การทำงาน | การหักขอบ การแนะนำการประกอบ การจัดตำแหน่ง และความสวยงาม | การติดตั้งสกรูหัวแบนให้เรียบเสมอพื้นผิว |
| ที่ตั้ง | ขอบใดก็ได้ (ด้านในหรือด้านนอก) | ด้านในรู |
| เรขาคณิต | หน้าเหลี่ยมมุมเรียบ | ร่องรูปกรวย โดยทั่วไปมีศูนย์กลางร่วมกัน |
| มุมทั่วไป | 30°, 45°, 60° (ปรับแต่งได้) | 82°, 90° (มาตรฐาน) |
| คำอธิบายทั่วไป | ซี1.0 × 45° | เคาน์เตอร์ซิงก์ Ø8 × 90° |
| สกรูประกอบ | อาจช่วยในการใส่แต่ไม่ใช่เฉพาะสกรู | ตรงตามข้อกำหนดของสกรูหัวแบนมาตรฐาน |
สรุป:เคาน์เตอร์ซิงก์เป็นแบบมาตรฐานและสร้างขึ้นโดยเฉพาะสำหรับตัวยึด ในขณะที่มุมเฉียงออกแบบมาเพื่อวัตถุประสงค์ที่หลากหลายกว่าและให้ความยืดหยุ่นในการออกแบบที่มากขึ้น
13.0การปาดขอบและการขูดแต่งขอบ
กระบวนการทั้งสองนี้จะช่วยปรับปรุงคุณภาพของขอบ แต่มีความแตกต่างกันในจุดประสงค์ วิธีการ และการควบคุม:
| หมวดหมู่ | มุมเฉียง | การลบคม |
| คำนิยาม | การตัดมุมที่มีขนาดแม่นยำ | การปรับแต่งขอบโดยการกำจัดเสี้ยน |
| ควบคุม | กำหนดใน CAD มีขนาดอย่างเคร่งครัด | มักจะไม่มีขนาดที่ระบุ ขับเคลื่อนโดยกระบวนการ |
| วิธี | งานกลึง งานกัด งานกลึงCNC | การเจียร การแปรง การตะไบด้วยมือ การสั่นสะเทือน ฯลฯ |
| วัตถุประสงค์ | ลักษณะการทำงานหรือโครงสร้าง | การปรับปรุงความปลอดภัยและพื้นผิว |
| รูปร่าง | มุมและความลึกคงที่ | ไม่สม่ำเสมอ โค้งมน หรือ ไมโครแชมเฟอร์ |
สรุป:การปาดขอบเป็นการออกแบบที่เน้นที่ขนาดและควบคุมได้ ในขณะที่การขัดแต่งขอบจะเน้นที่ความปลอดภัยและความสะอาดของพื้นผิว ทั้งสองวิธีนี้สามารถนำไปใช้แยกกันหรือรวมกันได้ ขึ้นอยู่กับความต้องการด้านการใช้งานและการผลิต
14.0Chamfer ในทางวิศวกรรมคืออะไร?
ในทางวิศวกรรมศาสตร์ มุมเฉียง เป็นพื้นผิวมุมเอียงที่ผ่านการกลึงอย่างแม่นยำซึ่งนำมาใช้แทนขอบคมของชิ้นส่วน เว้นแต่จะระบุไว้เป็นอย่างอื่น มุมเฉียงมาตรฐานโดยทั่วไปคือ 45°
หน้าที่หลักของมุมเฉียง:
- การกำจัดมุมแหลมคม: ลดจุดรวมความเครียดและเพิ่มความสมบูรณ์ของโครงสร้าง
- อุปกรณ์ช่วยประกอบ:ช่วยนำตัวยึดเข้าไปในรูหรือช่วยอำนวยความสะดวกในการจัดตำแหน่งชิ้นส่วนในระหว่างการประกอบ
- การปรับปรุงความปลอดภัย:ลดความเสี่ยงของการบาด ความเสียหายจากการกระแทก หรือการบาดเจ็บที่เกี่ยวข้องกับการจัดการ
- การเพิ่มประสิทธิภาพอินเทอร์เฟซ:ปรับปรุงคุณภาพของการเชื่อม การยึดติดด้วยกาว หรือข้อต่อแบบยึดด้วยสลัก โดยทำให้พื้นผิวสัมผัสเรียบขึ้น
ในการวาดภาพทางเทคนิค จะต้องกำหนดขนาดและความคลาดเคลื่อนของมุมเอียงให้เป็นไปตามมาตรฐานวิศวกรรมสากลเพื่อให้มั่นใจถึงความสามารถในการผลิตและการตรวจสอบที่สม่ำเสมอ มาตรฐานทั่วไป ได้แก่:
- ใบรับรองมาตรฐาน ASME Y14.5
- มาตราฐาน ISO 13715
มาตรฐานเหล่านี้มีความสำคัญอย่างยิ่งต่อการบรรลุถึงความสามารถในการทำซ้ำและความน่าเชื่อถือในการออกแบบเชิงกลที่แม่นยำ
อ้างอิง
violintec.com/sheet-metal-and-stamped-parts/chamfers-vs-radii-in-sheet-metal-fabrication-know-the-difference/
https://en.wikipedia.org/wiki/Chamfer



