
1.0การดัดอลูมิเนียมคืออะไร?
การดัดอลูมิเนียมหมายถึงกระบวนการใช้แรงภายนอกเพื่อเปลี่ยนแผ่นอลูมิเนียมตรงให้โค้งงอหรือเป็นมุมตามการออกแบบของคุณ โดยยังคงความสมบูรณ์ของโครงสร้างไว้ด้วย
สิ่งสำคัญที่ต้องทราบคือไม่ใช่วัสดุอะลูมิเนียมทุกชนิดจะเหมาะสำหรับการดัด คุณสมบัติของวัสดุและการอบชุบด้วยความร้อนอาจส่งผลต่อผลการดัดได้อย่างมาก ดังนั้น เราขอแนะนำให้คุณปรึกษากับเราอย่างละเอียดก่อนดำเนินการ เพื่อระบุโซลูชันที่ดีที่สุดสำหรับโครงการของคุณ
การดัดงออาจเป็นกระบวนการที่ท้าทาย ต้องควบคุมอย่างระมัดระวังเพื่อหลีกเลี่ยงปัญหาต่างๆ เช่น การแตกร้าวหรือการเสียรูป ในบทความนี้ เราจะพาคุณไปดูปัญหาที่อาจเกิดขึ้นเหล่านี้และแนะนำ 8 วิธีการดัดที่ใช้กันทั่วไปและเชื่อถือได้มากที่สุดหากคุณต้องการโซลูชันการดัดคุณภาพสูงสุดสำหรับผลิตภัณฑ์ของคุณ โปรดติดต่อเราได้ตลอดเวลา
2.0วิธีการและกระบวนการดัดอลูมิเนียม
การเลือกเทคโนโลยีการดัดอลูมิเนียมขึ้นอยู่กับหน้าตัดและข้อกำหนดเฉพาะของวัสดุโดยตรง ไม่ว่าคุณจะใช้แผ่นอลูมิเนียม ท่อ หรือแท่งอลูมิเนียม ก็มีวิธีการดัดต่างๆ ให้เลือก การเลือกเทคนิคการดัดที่เหมาะสมที่สุดถือเป็นสิ่งสำคัญอย่างยิ่งในการทำให้โครงการของคุณประสบความสำเร็จ
2.1การดัดม้วน
การดัดม้วน วิธีการนี้เกี่ยวข้องกับการวางอลูมิเนียมระหว่างลูกกลิ้งสองลูกและใช้แรงกดผ่านลูกกลิ้งเพื่อดัดวัสดุให้ได้มุมและความลึกตามต้องการ วิธีนี้มีประสิทธิภาพสูงในการขึ้นรูปอลูมิเนียมเป็นรูปทรงต่างๆ และเหมาะอย่างยิ่งสำหรับชิ้นงานขนาดใหญ่และหนา
ข้อดี: รวดเร็ว สม่ำเสมอ และเหมาะกับอลูมิเนียมขนาดใหญ่
ข้อเสีย : จำเป็นต้องใช้อุปกรณ์เฉพาะซึ่งอาจมีราคาแพง

2.2เครื่องดัดเบรคแบบกด
เครื่องดัดแผ่นโลหะจะดัดอลูมิเนียมโดยวางไว้ระหว่างแม่พิมพ์และแท่นปั๊ม ซึ่งแม่พิมพ์จะสร้างแรงดันเพื่อให้อลูมิเนียมดัดโค้งตามแม่พิมพ์
ข้อดี: ความแม่นยำสูง ความเร็วในการดัดเร็ว เหมาะสำหรับชิ้นส่วนอลูมิเนียมขนาดใหญ่หรือหนา
ข้อเสีย : อุปกรณ์ราคาแพง เหมาะที่สุดสำหรับชิ้นส่วนอลูมิเนียมที่เล็กหรือบาง

2.3การดัดแบบดัน
การดัดแบบดันใช้เครื่องมือดันหรือแท่งเพื่อใช้แรงกลในการดัดอลูมิเนียม วัสดุจะถูกยึดเข้ากับอุปกรณ์คงที่ และเครื่องมือดันจะกดให้เป็นรูปร่างที่ต้องการ
ข้อดี: เหมาะสำหรับการโค้งมุมเล็ก
ข้อเสีย : ไม่เหมาะสำหรับอลูมิเนียมขนาดใหญ่หรือหนา เพราะอาจทำให้เกิดแรงดันในบริเวณที่สูง
2.4การดัดแบบโรตารี
การดัดแบบหมุนใช้เครื่องยืดแบบหมุนเพื่อใช้แรงกล ทำให้อลูมิเนียมหมุนและดัดระหว่างแกนกลางและแม่พิมพ์
ข้อดี: ให้รัศมีขนาดเล็ก มุมที่แม่นยำ และการเปลี่ยนผ่านที่ราบรื่น เหมาะสำหรับชิ้นส่วนอลูมิเนียมขนาดใหญ่หรือหนา
ข้อเสีย : จำเป็นต้องใช้อุปกรณ์เฉพาะซึ่งอาจมีราคาแพง
2.5การดัดแบบอัด
การดัดแบบอัดใช้แรงกดโดยใช้เครื่องเจาะและแม่พิมพ์เพื่ออัดอะลูมิเนียมให้เป็นรูปร่างตามต้องการ
ข้อดี: เหมาะสำหรับการผลิตชิ้นส่วนที่มีความโค้งสม่ำเสมอทั้งสองด้าน
ข้อเสีย : ต้นทุนอุปกรณ์สูง เหมาะกับการผลิตจำนวนมาก
2.6การขึ้นรูปยืด
การขึ้นรูปด้วยการยืดใช้แรงกลเพื่อยืดอลูมิเนียมและขึ้นรูปเป็นรูปร่างที่ต้องการ แรงตึงระหว่างกระบวนการทำให้ควบคุมความยาวของวัสดุได้อย่างต่อเนื่อง
ข้อดี: การควบคุมรูปร่างที่แม่นยำ เหมาะสำหรับการผลิตปริมาณสูง
ข้อเสีย : อุปกรณ์ราคาแพงแต่เหมาะกับความต้องการเฉพาะ
2.7การดัดด้วยมือ
การดัดด้วยมือเป็นวิธีการดัดอะลูมิเนียมแบบดั้งเดิมโดยใช้เครื่องมือง่ายๆ เช่น คีมหรือค้อน
ข้อดี: เรียบง่าย ต้นทุนต่ำ เหมาะกับชิ้นส่วนอะลูมิเนียมขนาดเล็กหรือบาง
ข้อเสีย : ช้า ความแม่นยำต่ำ และไม่เหมาะกับชิ้นส่วนอลูมิเนียมขนาดใหญ่หรือหนา
2.8เครื่องดัดแผ่นโลหะแบบ 3 ลูกกลิ้ง
การ เครื่องดัดแผ่นสามลูกกลิ้ง ใช้ลูกกลิ้ง 3 ลูกเพื่อใช้แรงกดเพื่อดัดอลูมิเนียมให้เป็นรูปร่างตามต้องการ
ข้อดี: เหมาะสำหรับส่วนประกอบทางสถาปัตยกรรมและโครงการก่อสร้างขนาดใหญ่
ข้อเสีย : อุปกรณ์เฉพาะทางราคาแพง การใช้งานมีจำกัด

3.0วิธีที่ดีที่สุดในการดัดมุมอลูมิเนียม
เมื่อต้องดัดมุมอลูมิเนียม การเลือกเทคนิคที่เหมาะสมถือเป็นปัจจัยสำคัญ โดยทั่วไป การดัดด้วยลูกกลิ้งและเครื่องดัดแบบกดเป็นตัวเลือกที่ใช้กันทั่วไปมากที่สุด เนื่องจากสามารถดัดได้สม่ำเสมอและมีความแม่นยำสูง สำหรับรัศมีขนาดใหญ่หรือการเปลี่ยนมุมหลายมุม การดัดแบบหมุนเป็นตัวเลือกที่ดีกว่า สำหรับการผลิตขนาดเล็กหรือการใช้งานที่ง่ายกว่า การดัดด้วยมือและการดัดแบบดันเป็นวิธีแก้ปัญหาที่รวดเร็วและคุ้มต้นทุน
4.0วิธีการดัดอลูมิเนียมด้วยมือ
✅ การตระเตรียม
ทำความสะอาดพื้นผิวของวัสดุและรวบรวมเครื่องมือพื้นฐาน เช่น ไม้บรรทัด ปากกามาร์คเกอร์ ที่หนีบ C คีมจับ และค้อน หากวัสดุมีความหนา อาจจำเป็นต้องอุ่นล่วงหน้าเพื่อเพิ่มความเหนียว
✅ กระบวนการ
- ทำเครื่องหมายเส้นโค้ง: ใช้ไม้บรรทัดและเครื่องหมายเพื่อทำเครื่องหมายส่วนโค้ง หากจำเป็น ให้เจาะรูเสริมเล็กๆ ตามแนวส่วนโค้งหรือใช้เครื่องกัดเพื่อประมวลผลพื้นผิว ซึ่งจะช่วยให้กระบวนการดัดโค้งเป็นไปได้ด้วยดี
- ยึดชิ้นงาน: ใช้ที่หนีบ C หรืออุปกรณ์จับยึดเพื่อยึดวัสดุให้เข้าที่อย่างแน่นหนา
- ใช้แรงกดสม่ำเสมอและช้าๆ: เคาะเบาๆ ตามเส้นโค้งด้วยค้อน เริ่มจากปลายด้านหนึ่งแล้วค่อยๆ งอทีละ 10-20 องศา
- ตรวจสอบมุมการดัด: หากความโค้งไม่เพียงพอ ให้ปรับเปลี่ยนตามความจำเป็น
5.0วิธีใช้เครื่องดัดเหล็กดัด
✅ การตระเตรียม
ทำความสะอาดพื้นผิวชิ้นงานและประกอบเครื่องดัด แม่พิมพ์ และเครื่องมือวัด
✅ กระบวนการ
- วางชิ้นงาน: วางชิ้นงานให้ชิดกับตัวหยุดด้านหลังและจัดตำแหน่งให้ถูกต้อง
- ปรับแม่พิมพ์: ตรวจสอบให้แน่ใจว่าแม่พิมพ์และปั๊มอยู่ในแนวเดียวกันอย่างถูกต้อง สำหรับการดัดโค้ง 90º แนะนำให้ใช้แม่พิมพ์ 88º เพื่อชดเชยการคืนตัวของวัสดุ
- ใช้แรงกดอย่างช้าๆ: ใช้แรงกดอย่างค่อยเป็นค่อยไปเพื่อหลีกเลี่ยงแรงที่มากเกินไป หากคุณได้ยินเสียงผิดปกติหรือสังเกตเห็นการเคลื่อนไหวที่ไม่มั่นคง ให้หยุดเครื่องทันทีและตรวจสอบปัญหา
- ตรวจสอบมุมการดัด: หลังจากโค้งงอแต่ละครั้ง ให้ใช้เครื่องมือวัดเพื่อตรวจสอบมุม หากพบความเบี่ยงเบนใดๆ ให้ปรับเล็กน้อยตามความจำเป็น
6.0วัสดุที่ดีที่สุดสำหรับการดัดอลูมิเนียม
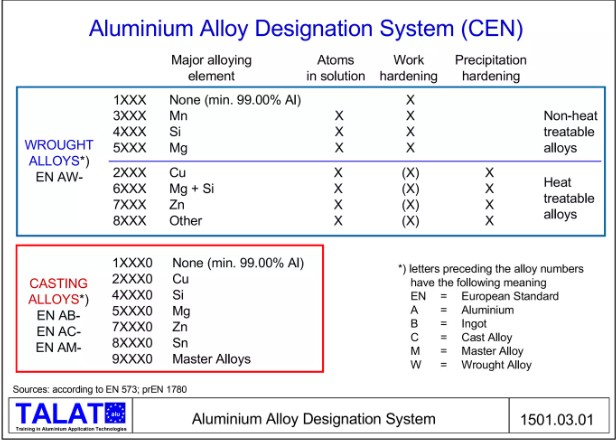
ประสิทธิภาพการดัดของโลหะผสมอะลูมิเนียมขึ้นอยู่กับองค์ประกอบของโลหะผสมและสภาพการอบชุบ โลหะผสมที่เหมาะสมที่สุดสำหรับการดัดคือซีรีส์ 3XXX, 5XXX และ 6XXX ควรหลีกเลี่ยงการใช้โลหะผสมในซีรีส์ 2XXX เนื่องจากมีความแข็งสูง ซึ่งทำให้การขึ้นรูปยากขึ้น อย่างไรก็ตาม โลหะผสมเหล่านี้ยังสามารถดัดได้สำเร็จหากผ่านการอบชุบอย่างเหมาะสม
6.1อะลูมิเนียมอัลลอย 4 ชนิดที่ดีที่สุดสำหรับการดัด
- อะลูมิเนียมอัลลอย 3003:3003 ถือเป็นตัวเลือกที่ดีที่สุดตัวหนึ่งสำหรับการดัด เนื่องจากมีความแข็งแรงดี มีคุณสมบัติในการดัดแบบเย็นที่ยอดเยี่ยม และช่องว่างที่สำคัญระหว่างความยืดหยุ่นและความแข็งแรงในการดึง ซึ่งทั้งหมดนี้ทำให้สามารถทำหน้าที่ดัดได้อย่างยอดเยี่ยม
- อะลูมิเนียมอัลลอย 5052:5052 มีคุณสมบัติเหนียวและช่องว่างระหว่างความยืดหยุ่นและความแข็งแรงในการดึงที่มากพอสมควร นอกจากนี้ยังทนต่อการกัดกร่อนได้ดี โดยเฉพาะในสภาพแวดล้อมทางทะเลหรือสภาพแวดล้อมที่กัดกร่อนอื่นๆ หลังจากการอบอ่อนแล้ว ความสามารถในการขึ้นรูปจะสูงกว่า 3003 ทำให้เป็นตัวเลือกที่ต้องการสำหรับงานดัดที่ซับซ้อน
- อะลูมิเนียมอัลลอย 5083:5083 ถูกใช้กันอย่างแพร่หลายในงานต่อเรือเนื่องจากทนทานต่อการกัดกร่อนและเชื่อมได้ดี เพื่อประสิทธิภาพการดัดสูงสุด ขอแนะนำให้ใช้ 5083 ในสภาพ H111, H112 หรือ O
- โลหะผสมอลูมิเนียม 6061 และ 6082: ทั้งสองชนิดนี้เป็นโลหะผสมที่สามารถผ่านการอบชุบด้วยความร้อนได้ โดยมีความแข็งแรงและความสามารถในการขึ้นรูปตามต้องการ แม้ว่าประสิทธิภาพการดัดจะต่ำในสภาพ T4 หรือ T6 แต่ก็สามารถขึ้นรูปในสภาพ T4 ได้สำเร็จ และต่อมาจึงนำไปทำให้เก่าเป็น T6 เพื่อเพิ่มความแข็งแรง

6.2การอบชุบอลูมิเนียม
การเลือกโลหะผสมควรคำนึงถึงทั้งองค์ประกอบและสภาพการอบชุบ รวมถึงความหนาของวัสดุ การทำความเข้าใจปัจจัยเหล่านี้อย่างถูกต้องจะช่วยให้คุณเลือกวัสดุและวิธีการดัดที่เหมาะสมที่สุด ซึ่งจะทำให้มั่นใจได้ว่าผลิตภัณฑ์จะมีคุณภาพสูง
การรักษาอาการอารมณ์เสียและลักษณะเฉพาะ:
- T (ผ่านการอบด้วยความร้อน)
โลหะผสมในสภาพ T6 และ T651 (เช่น ซีรีส์ 6XXX) มีความแข็งแรงสูงและขึ้นรูปได้ในระดับปานกลาง เหมาะสำหรับการใช้งานที่ต้องการทั้งความเหนียวและความต้านทาน อย่างไรก็ตาม ต้องระมัดระวังในระหว่างการดัดเพื่อหลีกเลี่ยงการแตกร้าวเนื่องจากความเหนียวที่ลดลง - H (การแข็งตัวของความเครียด)
โลหะผสมในสภาพ H14 หรือ H24 ได้รับการชุบแข็งเพื่อเพิ่มความแข็งแรง โลหะผสมเหล่านี้เหมาะสำหรับการดัดมุมปานกลางโดยไม่แตกร้าว - โอ (แอนนีล)
สภาวะ O หมายถึงสถานะการอบอ่อนอย่างสมบูรณ์ ซึ่งให้ความสามารถในการขึ้นรูปสูงสุด เหมาะอย่างยิ่งสำหรับการดัดแบบเรียบง่าย แต่มีความแข็งแรงต่ำกว่าเล็กน้อย - ฟ (ประดิษฐ์)
สภาวะ F หมายถึงวัสดุที่ถูกผลิตขึ้นโดยมีความแข็งแรงต่ำกว่า แต่มีความยืดหยุ่นและคืนตัวได้มากกว่า
7.0ปัจจัยหลักที่มีผลต่อการดัดอลูมิเนียม
กระบวนการดัดอลูมิเนียมได้รับอิทธิพลจากปัจจัยหลักหลายประการ ซึ่งกำหนดทั้งคุณภาพการดัดและความสามารถในการขึ้นรูปโดยตรง
- ความสามารถในการขึ้นรูป: ความสามารถในการขึ้นรูปหมายถึงความสามารถของวัสดุในการรับการเปลี่ยนแปลงรูปร่างอย่างถาวรโดยไม่แตกร้าวหรือฉีกขาด ซึ่งขึ้นอยู่กับความแข็งแรง ความเหนียว รูปร่าง และความหนาของวัสดุ การทดสอบมาตรฐาน เช่น ASTM E2218 จะช่วยวัดความสามารถในการขึ้นรูปและระบุโลหะผสมที่เหมาะสมที่สุดสำหรับการดัด
- ความหนาและรัศมีการโค้งงอ: ความหนาและรัศมีการดัดมีผลอย่างมากต่อประสิทธิภาพการดัด วัสดุที่บางกว่าจะดัดได้ง่ายกว่าในขณะที่แผ่นหนาจะดัดได้ยากกว่า รัศมีการดัดที่เล็กอาจทำให้เกิดรอยแตกร้าว ดังนั้นการปฏิบัติตามคำแนะนำของผู้ผลิตจึงมีความสำคัญอย่างยิ่ง
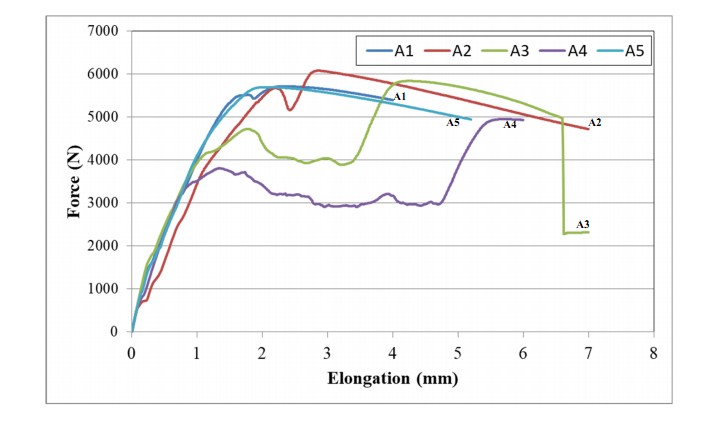
- การยืดออก : การยืดตัววัดความสามารถในการยืดตัวของวัสดุภายใต้แรงดึง การยืดตัวที่มากขึ้นหมายถึงความสามารถในการขึ้นรูปที่มากขึ้น ตัวอย่างเช่น 3003 ที่ผ่านการอบอ่อน (AA3003-O) ที่มีการยืดตัวประมาณ 35% เหมาะอย่างยิ่งสำหรับการดัดโค้ง เส้นโค้งความเค้น-ความเครียดสามารถช่วยในการเลือกโลหะผสมที่เหมาะสมที่สุดได้
8.0วิธีป้องกันการแตกร้าวระหว่างการดัดอลูมิเนียม
อะลูมิเนียมอาจแตกร้าวได้ระหว่างการดัด โดยเฉพาะหลังจากการชุบอโนไดซ์ ผู้ผลิตมักเผชิญกับความท้าทายในการดัดโดยไม่เกิดความเสียหาย ต่อไปนี้คือมาตรการป้องกันที่สำคัญ 8 ประการ:
- เลือกเกรดและอารมณ์ให้เหมาะสม: เลือกเกรดและความแข็งที่เหมาะสมกับการดัด องค์ประกอบและความแข็งของโลหะผสมส่งผลโดยตรงต่อความสามารถในการขึ้นรูป การเลือกวัสดุที่เหมาะสมสามารถลดความเสี่ยงของการแตกร้าวได้อย่างมาก
- ใช้อุปกรณ์ดัดอย่างถูกต้อง: เลือกอุปกรณ์ที่ออกแบบมาเพื่อให้เหมาะกับวัสดุและความต้องการในการดัดของคุณ เพื่อหลีกเลี่ยงความเครียดที่รวมกันและความเสียหายเฉพาะที่
- เพิ่มรัศมีการโค้งงอ: รัศมีการโค้งงอที่กว้างกว่าจะช่วยกระจายแรงอย่างสม่ำเสมอและลดโอกาสที่จะเกิดการแตกร้าว
- เติมช่องว่างในพื้นที่ดัด: การใช้แผ่นโลหะหรือวัสดุรองในการดัดจะช่วยป้องกันความเครียดในบริเวณที่เกิดการดัดและการพังทลาย ซึ่งจะช่วยลดโอกาสเกิดรอยแตกร้าว
- ปรับความหนาหรือความตึง: การเพิ่มความหนาของวัสดุหรือการลดแรงดึงในการดัดจะช่วยให้แรงเครียดกระจายสม่ำเสมอมากขึ้น
- ปรับช่องว่างแม่พิมพ์และวัสดุ: ปรับปรุงช่องว่างของแม่พิมพ์และเลือกวัสดุแม่พิมพ์ที่เหมาะสมเพื่อหลีกเลี่ยงความเสียหายที่พื้นผิวและการแตกในภายหลัง
- ใช้ส่วนโค้งเรียบแทนส่วนมุมแหลม: การดัดแบบค่อยเป็นค่อยไปแทนการดัดแบบหักมุม จะช่วยป้องกันความเครียดที่รวมศูนย์ และลดความเสี่ยงในการแตกร้าว
- ใช้การหล่อลื่นเพื่อลดความเครียดจากการเสียดสี: การใช้สารหล่อลื่นระหว่างการดัดจะช่วยลดแรงเสียดทานและลดความเครียดบนพื้นผิววัสดุได้
อ้างอิง:
ahssinsights.org/forming/forming-modes/การดัด/
www.researchgate.net/publication/348823039_คุณสมบัติการโก่งและการดัดงอของแผ่นอลูมิเนียมพร้อมรอยแตกร้าวหลายจุด




