

- 1.0อลูมิเนียมอัลลอยด์ 6061 คืออะไร?
- 2.0การใช้งานทั่วไปของโลหะผสมอลูมิเนียม 6061
- 3.0การเปรียบเทียบความแข็งแรงของอลูมิเนียม 6061 กับโลหะผสมอลูมิเนียมอื่นๆ
- 4.0วิธีการประมวลผลโลหะผสมอลูมิเนียม 6061
- 5.0วิธีการเชื่อมโลหะผสมอลูมิเนียม 6061 อย่างถูกต้อง
- 6.0อลูมิเนียม 6061 เหมาะกับการใช้งานด้านโครงสร้างหรือรับน้ำหนักหรือไม่?
- 7.0อลูมิเนียม 6061 มีคุณสมบัติต้านทานการกัดกร่อนได้ดีหรือไม่?
- 8.0อลูมิเนียม 6061 สามารถทำการอโนไดซ์ได้หรือไม่?
- 9.0เหตุใดจึงควรเลือกอลูมิเนียมอัลลอยด์ 6061 แทน 5052 หรือ 7075?
- 10.0การอบชุบด้วยความร้อนของอลูมิเนียม 6061 (T6, T651)
อลูมิเนียม 6061 โลหะผสมนี้เป็นหนึ่งในโลหะผสมที่สามารถอบชุบด้วยความร้อนได้รุ่นเรือธงในซีรีส์ 6000 ได้รับการรับรองจากสมาคมอะลูมิเนียม (AA) ด้วยหมายเลข UNS A96061 ถือเป็น “โลหะผสมอเนกประสงค์ที่ใช้งานได้หลากหลายและคุ้มค่า” ด้วยแมกนีเซียม (Mg) และซิลิกอน (Si) เป็นองค์ประกอบหลัก โลหะผสมนี้จึงช่วยเพิ่มความแข็งแรงได้อย่างมากผ่านการอบชุบด้วยความร้อน พร้อมทั้งให้ความทนทานต่อการกัดกร่อน ความสามารถในการกลึง ความสามารถในการเชื่อม และการขึ้นรูปที่ดีเยี่ยม
ด้วยเหตุนี้ จึงทำให้เป็นโลหะผสมอะลูมิเนียมที่ใช้กันอย่างแพร่หลายที่สุดในงานอุตสาหกรรม และมักถูกมองว่าเป็น "โลหะผสมที่ใช้งานได้หลากหลาย" อย่างแท้จริง
1.0อลูมิเนียมอัลลอยด์ 6061 คืออะไร?
อะลูมิเนียม 6061 เป็นโลหะผสม Al-Mg-Si ที่สามารถอบชุบด้วยความร้อนได้ (เป็นเกรดแกนในซีรีส์ 6xxx) โลหะผสมนี้ใช้แมกนีเซียม (Mg) และซิลิกอน (Si) เป็นองค์ประกอบหลัก โดยมีการเติมทองแดง (Cu) และโครเมียม (Cr) เล็กน้อย ส่วนที่เหลือคืออะลูมิเนียม (Al)
1.1ทำไม 6061 ถึงได้รับความนิยมอย่างกว้างขวาง
- คุณสมบัติเชิงกลที่สมดุล: มีความแข็งแรงปานกลาง (ความต้านทานแรงดึงโดยทั่วไปอยู่ที่ 200–310 MPa) และมีความเหนียวที่ดี สามารถเพิ่มความแข็งแรงได้อย่างมากด้วยการอบชุบด้วยความร้อน T6 เพื่อให้เป็นไปตามข้อกำหนดด้านโครงสร้างทั่วไป
- ความสามารถในการตัดเฉือนที่ยอดเยี่ยม: เหมาะสำหรับการตัด เจาะ ดัด และเชื่อม (TIG และ MIG) ใช้งานได้ดีกับอุปกรณ์ตัดอะลูมิเนียม และรองรับกระบวนการขึ้นรูปที่ซับซ้อน
- ทนทานต่อการกัดกร่อนสูง: สร้างชั้นออกไซด์ธรรมชาติที่หนาแน่นและรองรับการชุบอะโนไดซ์หรือการเคลือบ ทำให้เหมาะสำหรับการใช้งานกลางแจ้งหรือสภาพแวดล้อมที่มีความชื้น
- อัตราส่วนต้นทุนต่อประสิทธิภาพสูง: วัตถุดิบที่หาได้ง่าย เทคโนโลยีการประมวลผลที่ครบถ้วน และต้นทุนต่ำกว่าเมื่อเทียบกับโลหะผสมที่มีความแข็งแรงสูง เช่น 7075
- ลักษณะน้ำหนักเบา: มีความหนาแน่นประมาณ 2.7 g/cm³ (หนึ่งในสามของเหล็ก) เหมาะสำหรับการออกแบบน้ำหนักเบาในอุตสาหกรรมการบินและอวกาศ ยานยนต์ และการก่อสร้าง
การใช้งาน ได้แก่ ส่วนประกอบเครื่องจักร แผงสถาปัตยกรรม ชิ้นส่วนยานยนต์ อุปกรณ์การบินและอวกาศ และโครงอุปกรณ์อิเล็กทรอนิกส์

1.2คุณสมบัติเชิงกลของโลหะผสมอลูมิเนียม 6061
| คุณสมบัติ | หน่วย | โอ เทมเปอร์ (แอนนีล) | T4 Temper (สารละลาย + การเสื่อมสภาพตามธรรมชาติ) | T6 Temper (สารละลาย + การบ่มเทียม) | หมายเหตุ |
| ความแข็งแรงแรงดึง (σb) | เมกะปาสคาล | ≥110 | ≥240 | ≥290 | T6 เป็นเงื่อนไขที่มีความแข็งแรงสูงที่ใช้กันมากที่สุด |
| ความแข็งแรงการยืดหยุ่น (σ0.2) | เมกะปาสคาล | ≥35 | ≥140 | ≥240 | ความแข็งแรงของผลผลิตกำหนดความสามารถในการรับน้ำหนัก |
| การยืดตัว (δ5) | % | ≥25 | ≥12 | ≥8 | ค่าที่สูงขึ้นบ่งชี้ถึงความเหนียวและความสามารถในการทำงานที่ดีขึ้น |
| ความแข็งบริเนล (HB) | - | ≤30 | ≤65 | ≤95 | ความแข็งสัมพันธ์กับความยากในการตัด |
| ความหนาแน่น (ρ) | กรัม/ซม³ | 2.70 | 2.70 | 2.70 | ความหนาแน่นคงที่ในทุกระดับ |
| โมดูลัสยืดหยุ่น (E) | เกรดเฉลี่ย | 69 | 69 | 69 | ตัวบ่งชี้ความแข็งหลักสำหรับการออกแบบโครงสร้าง |
1.3สรุปคุณสมบัติหลัก
- การตอบสนองการอบชุบด้วยความร้อนที่สำคัญ: ความแข็งแรงของ T6 มากกว่าสองเท่าของการอบชุบ O เหมาะสำหรับส่วนประกอบโครงสร้าง
- ความสมดุลของความแข็งแรงและความเหนียว: แม้ใน T6 การยืดตัว ≥8% รองรับการใช้งานการดัดและการปั๊ม
- ประสิทธิภาพที่เสถียร: ความหนาแน่นและโมดูลัสยังคงไม่เปลี่ยนแปลงในทุกอุณหภูมิ ทำให้การออกแบบทางวิศวกรรมง่ายขึ้น
- เหมาะกับการใช้งานกับเครื่องจักร: ความแข็งปานกลาง (HB ≤95 ใน T6) รองรับการตัดและการเจาะที่แม่นยำโดยใช้อุปกรณ์ตัดอลูมิเนียม
1.4องค์ประกอบทางเคมีของโลหะผสมอลูมิเนียม 6061
| หมวดหมู่ | องค์ประกอบ | ช่วงเนื้อหา | หมายเหตุ |
| ธาตุโลหะผสมหลัก | แมกนีเซียม | 0.80–1.20 | รูปแบบเฟสเสริมความแข็งแรง Mg₂Si |
| สิ | 0.40–0.80 | องค์ประกอบสำคัญสำหรับการเสริมความแข็งแรงด้วยการอบด้วยความร้อน | |
| ลูกพี่ลูกน้อง | 0.15–0.40 | เพิ่มความแข็งแกร่งและทนต่อการกัดกร่อน | |
| Cr | 0.04–0.35 | การปรับปรุงเมล็ดพืชและความต้านทานการกัดกร่อนจากความเครียดที่ดีขึ้น | |
| สิ่งเจือปน (สูงสุด) | เฟ | ≤0.70 | ส่วนเกินอาจลดคุณภาพพื้นผิวและความสามารถในการตัดเฉือน |
| มิน | ≤0.15 | ควบคุมเพื่อหลีกเลี่ยงปัญหาการกัดกร่อน | |
| สังกะสี | ≤0.25 | สิ่งเจือปนตกค้าง; คงไว้ต่ำ | |
| ติ | ≤0.15 | ช่วยปรับโครงสร้างเมล็ดพืชให้ละเอียดขึ้น | |
| สิ่งเจือปนอื่นๆ | เดี่ยว ≤0.05, รวม ≤0.15 | รับประกันความบริสุทธิ์ของโลหะผสม | |
| องค์ประกอบฐาน | อัล | สมดุล | ให้คุณสมบัติเชิงกลหลัก |
1.5หมายเหตุสำคัญ
- อัตราส่วน Mg+Si ที่เหมาะสมช่วยให้การตกตะกอนของ Mg₂Si ในระหว่างการอบด้วยความร้อน T6 เพื่อให้ได้ความแข็งแรงสูง
- การควบคุมสิ่งเจือปนที่เข้มงวด (โดยเฉพาะ Fe) ช่วยป้องกันการเกิดเฟสเปราะและช่วยให้สามารถตัดเฉือนและเชื่อมได้ดี
- องค์ประกอบทางเคมีที่สมดุลเป็นรากฐานของความแข็งแกร่ง ความทนทานต่อการกัดกร่อน และประสิทธิภาพการประมวลผล
2.0การใช้งานทั่วไปของโลหะผสมอลูมิเนียม 6061
2.1การผลิตเครื่องจักร
- ส่วนประกอบเครื่องกลทั่วไป: เฟือง เพลา วงเล็บ ฐาน
- โครงอุปกรณ์อัตโนมัติและชุดสายพานลำเลียง
- ชิ้นส่วนกลึงตามสั่งที่ผลิตโดยใช้อุปกรณ์ตัดหรือดัด ฐานแม่พิมพ์
2.2วัสดุก่อสร้างและก่อสร้าง
- ระบบผนังม่าน โปรไฟล์หน้าต่างและประตู ราวบันไดและราวจับ
- กรอบห้องรับแสงแดดและแผงตกแต่ง (เหมาะสำหรับทำสีอะโนไดซ์)
- ส่วนประกอบโครงสร้างสะพานและสิ่งอำนวยความสะดวกสาธารณะ (น้ำหนักเบา + ทนทานต่อการกัดกร่อนสำหรับใช้กลางแจ้ง)
2.3อุตสาหกรรมการขนส่ง
- ชิ้นส่วนยานยนต์: โครงตัวถัง, ล้อ, ขายึดเครื่องยนต์, หม้อน้ำ
- ส่วนประกอบการบินและอวกาศ: โครงสร้างปีก ส่วนประกอบลำตัวเครื่องบิน ชั้นวางสัมภาระ
- ชิ้นส่วนภายในสำหรับระบบราง; พื้นกันลื่นสำหรับเรือเดินทะเล
2.4อุปกรณ์อิเล็กทรอนิกส์และเครื่องใช้ในบ้าน
- กรอบอุปกรณ์อิเล็กทรอนิกส์: เคสพีซี, ขายึดจอภาพ
- ตัวเรือนเครื่องใช้ไฟฟ้า: กรอบเครื่องปรับอากาศ, ขอบตู้เย็น
- ฮีตซิงก์และส่วนประกอบระบายความร้อน (มีการนำความร้อนและความสามารถในการตัดเฉือนที่ดีเยี่ยม)
2.5สาขาอื่นๆ
- อุปกรณ์ทางการแพทย์: โครงรถเข็น, ส่วนประกอบอุปกรณ์ฟื้นฟูสมรรถภาพ
- อุปกรณ์กีฬา: เฟรมจักรยาน, สกี, ไม้เดินป่า
- ภาชนะรับแรงดันและระบบท่อ (เหมาะสำหรับการใช้งานแรงดันปานกลาง/ต่ำ)
2.6ตรรกะของแอปพลิเคชัน
การใช้งานทุกประเภทได้รับประโยชน์จากความสามารถในการตัดเฉือนที่สมดุล คุณสมบัติน้ำหนักเบา และความทนทานต่อการกัดกร่อน เหมาะอย่างยิ่งสำหรับการแปรรูปที่ต้องการความแม่นยำสูงโดยใช้เครื่องตัดอะลูมิเนียมและอุปกรณ์เชื่อม ทำให้เป็นหนึ่งในโลหะผสมอเนกประสงค์ที่ได้รับความนิยมใช้กันอย่างแพร่หลายที่สุด
3.0การเปรียบเทียบความแข็งแรงของอลูมิเนียม 6061 กับโลหะผสมอลูมิเนียมอื่นๆ
| โลหะผสม | ชุด | อารมณ์ธรรมดา | ช่วงความแข็งแรงแรงดึง | ระดับความแข็งแกร่ง | คุณสมบัติหลัก (เทียบกับ 6061) |
| 1100 | 1xxx | เอช14 | 95–120 เมกะปาสคาล | ต่ำมาก | ความแข็งแรงต่ำที่สุด ใช้สำหรับชิ้นส่วนตกแต่งหรือนำไฟฟ้า ใช้งานได้ดีเยี่ยมแต่ความสามารถในการรับน้ำหนักต่ำ |
| 3003 | 3xxx | เอช18 | 160–180 เมกะปาสคาล | ต่ำ | แข็งแรงกว่าอลูมิเนียมบริสุทธิ์เล็กน้อย ทนทานต่อการกัดกร่อนได้ดี ไม่สามารถอบชุบด้วยความร้อนได้ เหมาะสำหรับชิ้นส่วนที่ปั๊มขึ้นรูป |
| 5052 | 5xxx | เอช32 | 210–230 เมกะปาสคาล | ต่ำ–ปานกลาง | ความแข็งแรงใกล้เคียงกับ 6061-O/T4 ทนทานต่อการกัดกร่อนได้ดีเยี่ยม โดยเฉพาะในสภาพแวดล้อมทางทะเล ไม่สามารถอบชุบด้วยความร้อนได้ |
| 6061 | 6xxx | T6 | 290–310 เมกะปาสคาล | ปานกลาง | สามารถอบชุบด้วยความร้อนได้ มีความสมดุลระหว่างความแข็งแรง ความสามารถในการตัดเฉือน และต้นทุน |
| 6063 | 6xxx | T6 | 240–260 เมกะปาสคาล | ปานกลาง | ความแข็งแรงต่ำกว่าเล็กน้อย ขึ้นรูปและเชื่อมได้ดีกว่า เหมาะสำหรับโปรไฟล์ที่อัดขึ้นรูป เช่น ประตูและหน้าต่าง |
| 7075 | 7xxx | T6 | 480–510 เมกะปาสคาล | สูงมาก | โลหะผสมที่มีความแข็งแรงสูง แข็งแรงกว่า 6061-T6 ประมาณ 1.6 เท่า ความสามารถในการตัดเฉือนต่ำกว่า ต้นทุนสูงกว่า ทนทานต่อการกัดกร่อนปานกลาง |
| 2024 | 2xxx | ที3 | 420–480 เมกะปาสคาล | สูง | มีความแข็งแรงสูงกว่า 6061 ใช้ในงานอวกาศที่มีความเครียดสูง ทนทานต่อการกัดกร่อนต่ำกว่า (ต้องใช้วัสดุหุ้ม) |
3.1ข้อสรุปที่สำคัญ
- อะลูมิเนียม 6061 (โดยเฉพาะ T6) เป็นโลหะผสมที่มีความแข็งแรงปานกลาง แข็งแกร่งกว่าโลหะผสม 1xxx, 3xxx และ 5xxx ที่ไม่สามารถอบชุบด้วยความร้อนได้อย่างมาก
- แม้ว่าจะมีความแข็งแรงต่ำกว่าโลหะผสม 7xxx และ 2xxx แต่ก็มีความสามารถในการตัด (การตัด การเชื่อม การดัด) ที่ดีกว่า และคุ้มต้นทุน และสามารถแปรรูปโดยใช้อุปกรณ์ตัดอลูมิเนียมมาตรฐานได้
- เมื่อเปรียบเทียบกับ 6063 แล้ว 6061 มีความแข็งแรงสูงกว่าและเหมาะกับส่วนประกอบโครงสร้างมากกว่า ในขณะที่ 6063 ได้รับการปรับให้เหมาะสมสำหรับการอัดรีดและโปรไฟล์สถาปัตยกรรม
3.2คำแนะนำการสมัคร
- สำหรับส่วนประกอบโครงสร้างทั่วไป: 6061
- สำหรับชิ้นส่วนอากาศยานแรงดันสูง/รับน้ำหนักมาก: 7075/2024
- สำหรับสภาพแวดล้อมที่กัดกร่อนและทางทะเล: 5052/5083
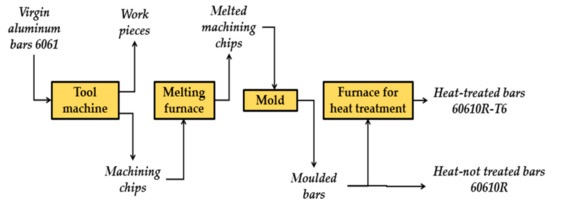
4.0วิธีการประมวลผลโลหะผสมอลูมิเนียม 6061
4.1การเตรียมวัสดุ
ก่อนการกลึงที่มีความแม่นยำ ความแม่นยำของการตัดวัตถุดิบจะส่งผลโดยตรงต่อการติดตั้งและการจัดตำแหน่งในภายหลัง

4.2การเลือกอุปกรณ์
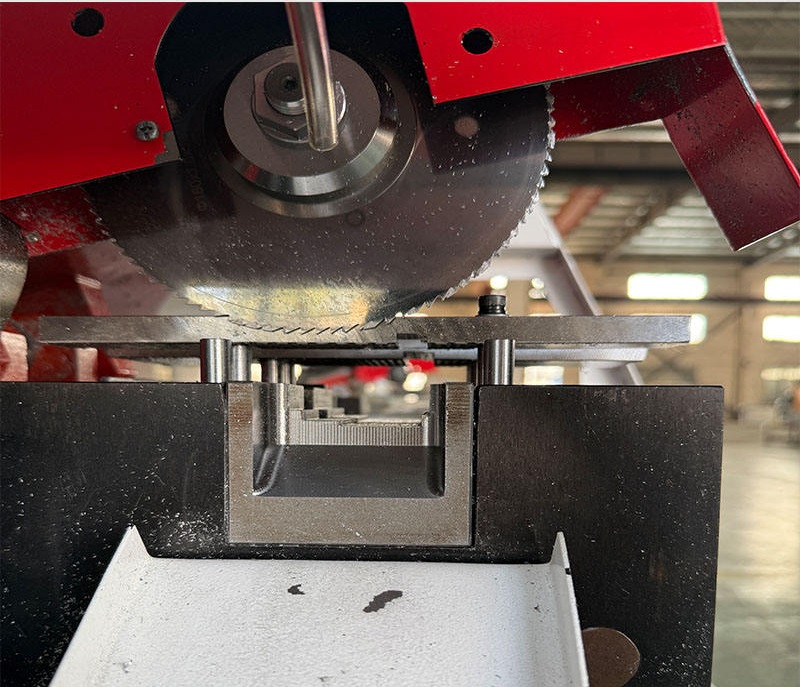
สำหรับการตัดความยาวที่แม่นยำของแท่ง ท่อ และโปรไฟล์ที่อัดขึ้นรูป เครื่องตัดอลูมิเนียม CNC เป็นสิ่งสำคัญ เมื่อเทียบกับเลื่อยทั่วไป ระบบ CNC มีข้อดีดังต่อไปนี้:
- แกนหมุนความเร็วสูง (3000–5000 รอบต่อนาที)
- การป้อนที่ควบคุมด้วยเซอร์โว รักษาความคลาดเคลื่อนของความยาวภายใน ±0.1 มม.
- เข้ากันได้กับใบมีดคาร์ไบด์บางเฉียบ (ลดการสูญเสียรอยตัดให้น้อยที่สุด ให้พื้นผิวการตัดที่สะอาด และมักจะขจัดการกัดหน้ารอง)
4.3การระบายความร้อนและการหล่อลื่น
- นำระบบหล่อลื่นไมโคร (MQL) มาใช้รวมกับน้ำมันตัดเฉพาะอะลูมิเนียม
- ป้องกันการเกาะติดของเศษโลหะบนใบมีดระหว่างกระบวนการตัด

4.4กลยุทธ์การกลึง CNC
อะลูมิเนียม 6061 มักมีลักษณะ “นิ่มและเหนียว” ทำให้มีโอกาสเกิดการสะสมของขอบ (BUE) ดังนั้น กลยุทธ์การตัดเฉือนจึงมุ่งเน้นไปที่ความเร็วในการตัดสูง ปริมาณการระบายเศษขนาดใหญ่ และรูปทรงการตัดที่คมชัด
เครื่องมือ
| พารามิเตอร์ | ข้อมูลจำเพาะ |
| วัสดุเครื่องมือ | คาร์ไบด์เม็ดละเอียด (เกรด YG) |
| การเคลือบ | ที่แนะนำ: เครื่องมือที่ไม่เคลือบผิว (ขัดเงาสูง/เคลือบเงา) หรือเคลือบ DLC หลีกเลี่ยง: TiAlN (เคลือบที่มีส่วนผสมของอะลูมิเนียม) |
| จำนวนขลุ่ย | 2 ฟันเลื่อย หรือ 3 ฟันเลื่อย (สำหรับงานกัด ให้ช่องเศษที่ใหญ่ขึ้น) |
| มุมเกลียว | ≥45° (เพิ่มความเรียบเนียนในการตัดและการไหลของเศษ) |
พารามิเตอร์การตัด
| พารามิเตอร์ | ช่วง/ความต้องการ |
| ความเร็วในการตัด (Vc) | 150–400 ม./นาที (ปรับได้ตามความแข็งแกร่งของเครื่องจักร ความเร็วที่สูงกว่ายอมรับได้) |
| ฟีดต่อฟัน (fz) | อัตราป้อนที่ค่อนข้างสูง (รับประกันการตัดแทนการถู หลีกเลี่ยงการทำให้แข็งจากการทำงาน) |
| ความลึกของการตัด (ap/ae) | การกัดหยาบ: อนุญาตให้ตัดหนักได้; การตกแต่ง: เว้นเนื้อไม้ไว้ 0.1–0.2 มม. สำหรับการกัดผ่านด้วยความเร็วสูง |
4.5ความท้าทายและแนวทางแก้ไขที่สำคัญ
การควบคุมการเสียรูป
6061 ยังคงมีความเค้นภายในอย่างมาก ส่งผลให้ชิ้นส่วนที่มีผนังบางหรือชิ้นส่วนที่มีอัตราการขจัดวัสดุสูงบิดเบี้ยว
- ลำดับกระบวนการ: การกลึงหยาบ → การคลายความเครียด/การบ่มตามธรรมชาติ → การกลึงละเอียด
- การยึดชิ้นงาน: ใช้ขากรรไกรอ่อนหรืออุปกรณ์สุญญากาศในระหว่างการตกแต่ง (ลดการเสียรูปยืดหยุ่นจากแรงยึด)
การยึดเกาะของชิปและขอบที่สร้างขึ้น
- ความต้องการน้ำหล่อเย็น: น้ำหล่อเย็นอิมัลชันที่มีแรงดันสูงและไหลสูง (ความเข้มข้น 8–10%)
- ฟังก์ชัน: การระบายความร้อน, การช่วยเหลือการระบายเศษโลหะ, ลดการตัดซ้ำ/การอัดเศษโลหะในร่อง
การตกแต่งพื้นผิว
อลูมิเนียม 6061 เหมาะอย่างยิ่งสำหรับการชุบอโนไดซ์ กระบวนการมาตรฐาน:
- การพ่นทรายหลังการกลึง (ปกปิดรอยเครื่องมือ)
- การรักษาด้วยการชุบอะโนไดซ์:
- ประเภทที่ II: การชุบอะโนไดซ์แบบธรรมชาติ/สี
- ประเภทที่ III: การชุบอะโนไดซ์แบบแข็ง (เพิ่มความทนทานต่อการสึกหรอและความสวยงาม)
5.0วิธีการเชื่อมโลหะผสมอลูมิเนียม 6061 อย่างถูกต้อง
5.1การเตรียมการที่จำเป็นก่อนการเชื่อม
- การทำความสะอาดพื้นผิว: กำจัดชั้นออกไซด์ (Al₂O₃) ออกจากบริเวณรอยต่อโดยใช้แปรงลวดสแตนเลสหรือกระดาษทราย จากนั้นเช็ดน้ำมันหรือสิ่งปนเปื้อนออกด้วยอะซิโตนหรือแอลกอฮอล์เพื่อป้องกันรูพรุนและการขาดการหลอมรวม
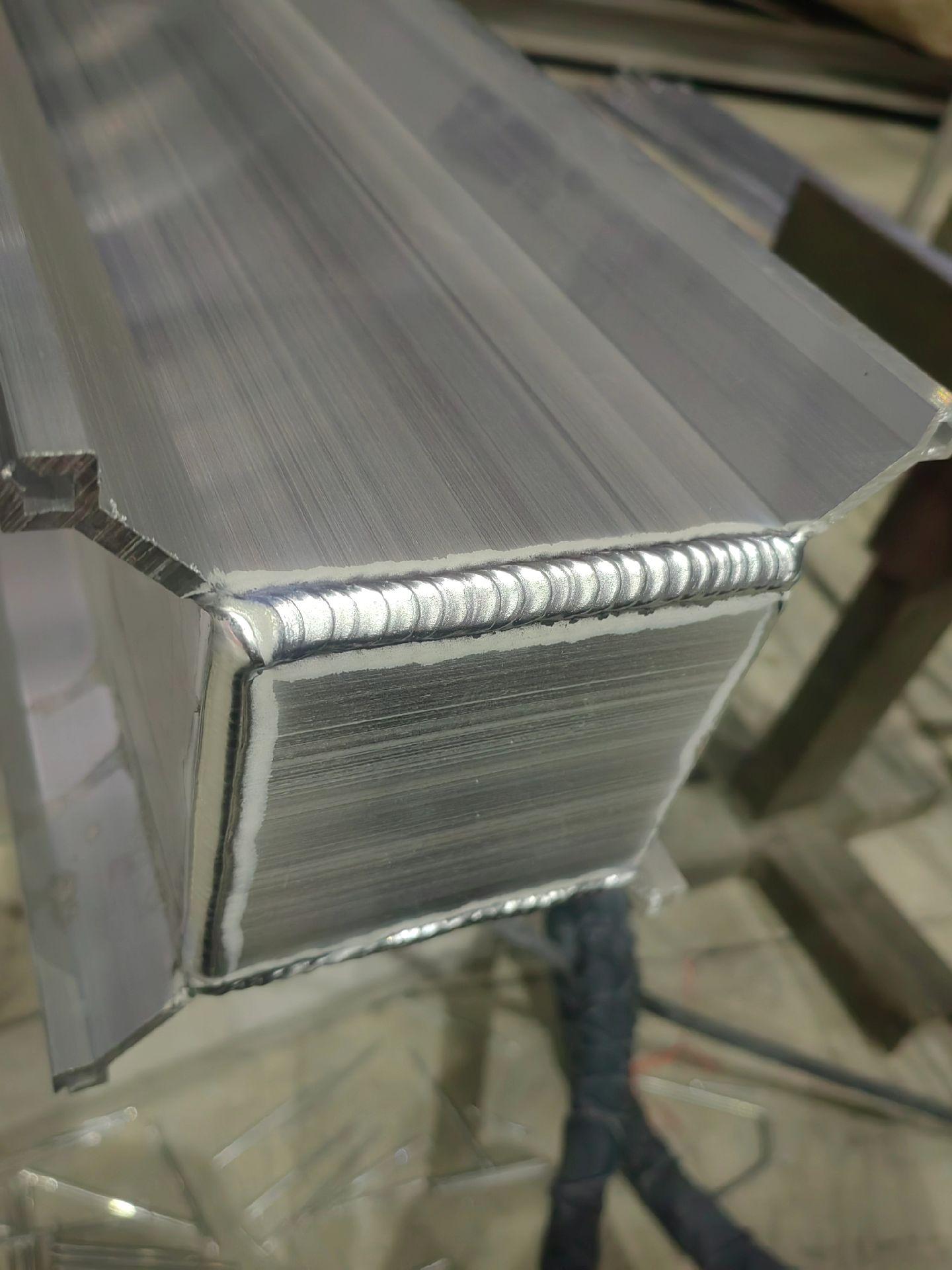
- การเลือกโลหะเติม: ควรเลือก ER5356 (ทนทานต่อการแตกร้าวได้ดีกว่า) หรือ ER4043 (มีความลื่นไหลได้ดีกว่า) เพื่อให้ตรงกับเคมี Mg-Si ของ 6061
- ข้อกำหนดการอุ่นล่วงหน้า: อุ่นล่วงหน้าที่อุณหภูมิ 80–120°C สำหรับแผ่นที่มีความหนามากกว่า 6 มม. โดยทั่วไปแล้ว ชิ้นส่วนบาง (≤6 มม.) ไม่จำเป็นต้องอุ่นล่วงหน้าเพื่อหลีกเลี่ยงการบิดเบือนจากความร้อน
- การเลือกอุปกรณ์: ขอแนะนำ TIG (GTAW) หรือ MIG (GMAW) ควรหลีกเลี่ยงการเชื่อมด้วยอาร์กโลหะแบบป้องกัน

5.2พารามิเตอร์การเชื่อมที่สำคัญ (ค่าอ้างอิง)
| วิธีการเชื่อม | ความหนา (มม.) | กระแสไฟฟ้า (เอ) | แรงดันไฟฟ้า (V) | ก๊าซป้องกัน | ความเร็วในการเชื่อม (มม./นาที) |
| ทิก | 1–3 | 60–100 | 10–14 | Ar บริสุทธิ์ 8–12 ลิตร/นาที | 50–100 |
| ทิก | 4–8 | 100–150 | 14–18 | Ar บริสุทธิ์ 10–15 ลิตร/นาที | 80–120 |
| มิก | 3–12 | 120–200 | 18–24 | Ar บริสุทธิ์ 15–20 ลิตร/นาที | 100–150 |
5.3แนวทางการปฏิบัติงานเชื่อม
- ก๊าซป้องกัน: ใช้ก๊าซอาร์กอนบริสุทธิ์ตลอดแนวเชื่อม รักษาระยะห่างระหว่างหัวฉีดกับชิ้นงานที่ 3–5 มม. เพื่อป้องกันการรั่วซึมของอากาศและความพรุน
- ลำดับการเชื่อม: เชื่อมจากจุดศูนย์กลางไปด้านนอกเป็นส่วนๆ โดยใช้การเชื่อมแบบข้ามหรือลำดับแบบสมมาตรเพื่อลดความเค้นตกค้างและการบิดเบือนให้เหลือน้อยที่สุด
- เทคนิคการเชื่อม: ใช้การเชื่อมแบบกระแสต่ำและเคลื่อนที่เร็ว เพื่อหลีกเลี่ยงความร้อนสูงเกินไป เนื่องจาก 6061 มีแนวโน้มที่จะเกิดการแตกร้าวจากความร้อน ค่อยๆ ค่อยๆ เรียวปลายเชื่อมเพื่อให้เต็มหลุม
- การออกแบบข้อต่อ: ควรใช้ข้อต่อแบบชนหรือแบบร่อง หลีกเลี่ยงข้อต่อแบบเหลื่อมซ้อน ซึ่งเสี่ยงต่อการติดตะกรัน รักษาระยะห่างระหว่างข้อต่อไว้ที่ 0.5–1.5 มม.
5.4การบำบัดหลังการเชื่อม
- การทำความสะอาดพื้นผิว: หลังจากทำความเย็นแล้ว ให้ขจัดคราบกระเด็นและตรวจสอบรอยต่อเพื่อให้แน่ใจว่าไม่มีรูพรุนหรือรอยแตกร้าว
- การป้องกันการกัดกร่อน: ใช้การชุบอะโนไดซ์หากต้องการความทนทานต่อการกัดกร่อนที่เพิ่มขึ้น
- การตรวจสอบคุณภาพ: ส่วนประกอบโครงสร้างที่สำคัญควรได้รับการทดสอบแบบไม่ทำลาย เช่น การตรวจสอบด้วยสารแทรกซึมของสีย้อม
6.0อลูมิเนียม 6061 เหมาะกับการใช้งานด้านโครงสร้างหรือรับน้ำหนักหรือไม่?
ข้อสรุปหลัก: เหมาะสำหรับโครงสร้างที่รับน้ำหนักปานกลาง ไม่แนะนำสำหรับการใช้งานที่รับน้ำหนักหนักเป็นพิเศษ
6.1เหตุผลหลักว่าทำไมจึงเหมาะสม
- ความแข็งแรงที่เพียงพอ (ต้องมีเงื่อนไข T6): ความแข็งแรงแรงดึง 290–310 MPa และความแข็งแรงการยืดหยุ่นประมาณ 240 MPa ตอบสนองความต้องการของการใช้งานโครงสร้างทั่วไปส่วนใหญ่ เช่น โครงอุปกรณ์ ตัวยึด และคานรอง
- คุณสมบัติเชิงกลที่สมดุล: ให้ความสมดุลที่ดีระหว่างความแข็งแกร่งและความเหนียว ทนทานต่อแรงกระแทกได้ดีกว่าโลหะผสมที่มีความแข็งแรงสูง เช่น 7075 ลดความเสี่ยงของการแตกหักแบบเปราะ
- ข้อได้เปรียบด้านน้ำหนักเบา: ความหนาแน่น 2.7 g/cm³ ทำให้เบากว่าเหล็กประมาณ 60% รองรับการออกแบบน้ำหนักเบาในอุตสาหกรรมการบินและอวกาศ ยานยนต์ และเครื่องจักร
- ความสะดวกในการผลิต: สามารถเชื่อมและตัดเฉือนได้ดี เข้ากันได้กับการตัดที่แม่นยำและทั้งการประกอบแบบยึดด้วยสลักเกลียวและเชื่อมสำหรับโครงสร้างที่ซับซ้อน
6.2การใช้งานทั่วไป
- โครงอุปกรณ์เครื่องกล คานรองรับสายพานลำเลียง ฐานเครื่องมือกล
- โครงสร้างทางสถาปัตยกรรม เช่น โครงห้องรับแสงแดด ราวบันได และส่วนรองรับรอง
- ส่วนประกอบการขนส่ง ได้แก่ โครงรถยนต์ ส่วนรองรับดาดฟ้าเรือ และโครงสร้างย่อยของอากาศยาน
- การใช้งานโครงสร้างทั่วไป เช่น ชั้นวาง สถานีงาน และสิ่งกั้นทางอุตสาหกรรม
6.3ข้อจำกัดและข้อควรพิจารณา
- ไม่แนะนำสำหรับ: โครงสร้างสะพานหลัก ชิ้นส่วนรับน้ำหนักแกนเครื่องจักรหนัก หรือระบบลงจอดของอากาศยาน ซึ่งต้องใช้โลหะผสมที่มีความแข็งแรงสูง เช่น 7075 หรือ 2024
- ข้อกำหนดที่สำคัญ:
- ต้องใช้กับงานชุบแข็ง T6 ส่วนงานชุบแข็ง O/T4 ไม่ให้ความแข็งแรงเพียงพอ
- อาจจำเป็นต้องคลายความเครียดหลังการเชื่อมเนื่องจากความแข็งแรงลดลงเฉพาะจุด
- การใช้งานกลางแจ้งควรได้รับการชุบอะโนไดซ์หรือเคลือบเพื่อป้องกันการกัดกร่อน
- ข้อควรพิจารณาในการออกแบบ: การออกแบบโครงสร้างต้องปฏิบัติตามการคำนวณภาระทางวิศวกรรม หลีกเลี่ยงการรวมตัวของความเค้น และรวมการเสริมแรงเมื่อจำเป็น


7.0อลูมิเนียม 6061 มีคุณสมบัติต้านทานการกัดกร่อนได้ดีหรือไม่?
7.1ข้อได้เปรียบหลักในการต้านทานการกัดกร่อน
การปกป้องตามธรรมชาติ: ชั้นออกไซด์ Al₂O₃ หนาแน่นเกิดขึ้นตามธรรมชาติบนพื้นผิว ช่วยปกป้องอย่างแข็งแกร่งจากบรรยากาศ น้ำจืด และสภาพแวดล้อมที่มีความเป็นด่างหรือกรดเล็กน้อย
- องค์ประกอบโลหะผสมที่ได้รับการปรับให้เหมาะสม: โครเมียมปริมาณเล็กน้อยช่วยปรับปรุงความละเอียดของเมล็ดพืชและความต้านทานต่อการแตกร้าวจากการกัดกร่อนจากความเค้น ลดความเสี่ยงจากการกัดกร่อนหลังการประมวลผลจากการตัดหรือการเชื่อม
- ตัวเลือกการป้องกันที่เพิ่มขึ้น: การชุบอะโนไดซ์ การเคลือบ หรือการสะสมอิเล็กโทรโฟเรติก สามารถทำให้ชั้นป้องกันหนาขึ้นได้อีก ซึ่งจะช่วยปรับปรุงประสิทธิภาพได้อย่างมีนัยสำคัญในสภาพแวดล้อมกลางแจ้งหรือที่มีความชื้น
7.2ประสิทธิภาพและข้อจำกัดด้านสิ่งแวดล้อม
| สิ่งแวดล้อม | ความต้านทานการกัดกร่อน | หมายเหตุ |
| บรรยากาศ / น้ำจืด | ดีเยี่ยมโดยไม่มีการกัดกร่อนในระยะยาวอย่างมีนัยสำคัญ | ฟิล์มออกไซด์ธรรมชาติโดยทั่วไปเพียงพอ |
| กรดอ่อน / ด่าง (pH 4–9) | ต้านทานระยะสั้นได้ดี | หลีกเลี่ยงการแช่เป็นเวลานาน ทำความสะอาดสิ่งปนเปื้อนบนพื้นผิวทันที |
| น้ำทะเล / สเปรย์เกลือ | ปานกลาง; เสี่ยงต่อการกัดกร่อนแบบหลุมและรอยแยก | การชุบอะโนไดซ์พร้อมการปิดผนึกเป็นสิ่งสำคัญ อาจเลือกใช้ 5052/5083 ก็ได้ |
| กรดแก่ / สื่อเคมี | ยากจน โดนโจมตีได้ง่าย | ไม่แนะนำให้ใช้หากไม่มีการเคลือบพิเศษ |
8.0อลูมิเนียม 6061 สามารถทำการอโนไดซ์ได้หรือไม่?
อะลูมิเนียม 6061 สามารถชุบอโนไดซ์ได้อย่างมีประสิทธิภาพ และเป็นหนึ่งในโลหะผสมชุบอโนไดซ์ที่ใช้กันอย่างแพร่หลายที่สุดในงานอุตสาหกรรม ในฐานะโลหะผสมที่อบชุบด้วยความร้อนในซีรีส์ 6000 (ระบบ Mg-Si) เคมีและโครงสร้างจุลภาคของอะลูมิเนียมช่วยสนับสนุนการสร้างชั้นออกไซด์อะโนไดซ์ที่ทนทาน ทนต่อการกัดกร่อน และการสึกหรอ พร้อมมอบความสวยงามที่ยอดเยี่ยม
8.1เหตุผลหลักสำหรับความเข้ากันได้ของการชุบอะโนไดซ์
- องค์ประกอบที่เสถียร: ปริมาณแมกนีเซียม (0.8–1.2 wt%) และซิลิคอน (0.4–0.8 wt%) มีความสมดุลกันอย่างดี ในขณะที่สารเจือปน เช่น เหล็ก (≤0.7 wt%) และทองแดง (≤0.15 wt%) ได้รับการควบคุมเพื่อป้องกันการรบกวนการก่อตัวของฟิล์มออกไซด์ วิธีนี้ช่วยให้มั่นใจได้ว่าชั้นแอโนดจะมีความสม่ำเสมอและหนาแน่น
- โครงสร้างจุลภาคที่เหมาะสม: หลังจากการบำบัดด้วยสารละลายและการบ่มเทียม (เช่น การชุบแข็ง T6) โครงสร้างเมล็ดพืชจะสม่ำเสมอ และอนุภาค Mg₂Si จะกระจายตัวได้ดี ทำให้เกิดพันธะที่แข็งแรงระหว่างฟิล์มอะโนดิกและสารตั้งต้น
8.2พารามิเตอร์กระบวนการทั่วไป
| ขั้นตอนกระบวนการ | พารามิเตอร์ที่สำคัญ |
| การเตรียมการก่อนการรักษา | การทำความสะอาดด้วยด่าง (5–10% NaOH, 40–60°C, 1–3 นาที) → การทำให้เป็นกลาง (10–15% HNO₃, อุณหภูมิห้อง, 30 วินาที) → ล้างออก |
| การชุบอะโนไดซ์ | อิเล็กโทรไลต์กรดซัลฟิวริก (15–20% H₂SO₄), 18–22°C, 12–18 V, 20–60 นาที |
| ความหนาของฟิล์ม | ประเภท II: 5–25 µm; การชุบอะโนไดซ์แบบแข็งประเภท III: 50–100 µm |
| หลังการรักษา | การปิดผนึกด้วยน้ำร้อนหรือการปิดผนึกด้วยเกลือนิกเกิล (95–100°C, 15–30 นาที) การย้อมสีตามตัวเลือก |
8.3การปรับปรุงประสิทธิภาพหลังการชุบอะโนไดซ์
- ความต้านทานการกัดกร่อน: ชั้น Al₂O₃ ที่หนาแน่นจะปิดกั้นอากาศ ความชื้น และสารกัดกร่อน ทำให้อัตราการกัดกร่อนของ 6061 ในสภาพแวดล้อมที่รุนแรง (เช่น การสัมผัสทางทะเล) ลดลงเหลือต่ำกว่า 0.05 มม./ปี
- ความแข็งของพื้นผิว: ฟิล์มอะโนไดซ์ทั่วไปจะอยู่ที่ 200–300 HV ในขณะที่การเคลือบอะโนไดซ์แบบแข็งจะอยู่ที่ 400–500 HV ซึ่งช่วยเพิ่มความทนทานต่อการสึกหรอได้อย่างมีนัยสำคัญสำหรับส่วนประกอบที่ต้องสัมผัสหรือเลื่อนบ่อยครั้ง
- ตัวเลือกด้านสุนทรียศาสตร์: โครงสร้างที่มีรูพรุนของฟิล์มอะโนดิกสามารถรับสีได้อย่างมีประสิทธิภาพ โดยให้สีที่เสถียรและทนต่อการซีดจาง เหมาะสำหรับการใช้งานด้านสถาปัตยกรรมและอิเล็กทรอนิกส์
9.0เหตุใดจึงควรเลือกอลูมิเนียมอัลลอยด์ 6061 แทน 5052 หรือ 7075?
อะลูมิเนียม 6061 ได้รับความนิยมอย่างแพร่หลายในงานอุตสาหกรรมเนื่องจากคุณสมบัติที่สมดุล มีความแข็งแรงปานกลางซึ่งทำได้โดยการอบชุบด้วยความร้อน ความสามารถในการกลึงและเชื่อมที่ดีเยี่ยม ทนทานต่อการกัดกร่อนแบบแข็ง และคุ้มค่า การผสมผสานนี้ทำให้ 6061 มีประสิทธิภาพดีในสภาวะการใช้งานที่ไม่รุนแรงมากนัก ในทางตรงกันข้าม 5052 (ไม่สามารถอบชุบด้วยความร้อนได้) และ 7075 (ความแข็งแรงสูงพิเศษ) เหมาะกับการใช้งานในวงแคบ และไม่สามารถตอบสนองความต้องการที่หลากหลายสำหรับโครงการวิศวกรรมทั่วไปได้
9.1ตารางเปรียบเทียบประสิทธิภาพ
| หมวดหมู่ประสิทธิภาพ | 6061-T6 | 5052-H32 | 7075-T6 | ข้อดีของ 6061 |
| ความแข็งแรงแรงดึง | 310 MPa (45 ksi) | 230 MPa (33 ksi) | 570 MPa (83 ksi) | ความแข็งแรงปานกลางตอบสนองความต้องการโครงสร้าง 80% โดยไม่ต้องแบกรับภาระต้นทุนของความแข็งแรงที่มากเกินไป |
| ความแข็งแรงผลผลิต | 275 MPa (40 ksi) | 195 MPa (28 ksi) | 500 MPa (73 ksi) | ความแข็งแรงที่เสถียรและผ่านการอบชุบด้วยความร้อน เหมาะสำหรับการรับน้ำหนักแบบไดนามิก เช่น แขนช่วงล่างรถยนต์ |
| ความต้านทานการกัดกร่อน (สเปรย์เกลือ) | ดีเยี่ยม (≤0.08 มม./ปี) | เหนือกว่า (≤0.05 มม./ปี) | ปานกลาง มีแนวโน้มที่จะเกิดการแตกร้าวจากการกัดกร่อนจากความเค้น | ความต้านทานกลางแจ้ง/ทางทะเลระดับปานกลางที่เพียงพอโดยไม่ต้องมีการรักษาป้องกันที่หนักหน่วง |
| ความสามารถในการเชื่อม (MIG/TIG) | ยอดเยี่ยม (≈85% คงความแข็งแรงของรอยเชื่อม) | ดี (≈75%) | อ่อนแอ ไวต่อรอยแตก และต้องใช้วิธีการเฉพาะทาง | เหมาะสำหรับการประกอบแบบโมดูลาร์ ไม่จำเป็นต้องมีการอบชุบด้วยความร้อนหลังการเชื่อม |
| ความสามารถในการตัดเฉือน (ความเร็วในการตัด) | ดี (≈800 ม./นาที) | ปานกลาง (≈600 ม./นาที มีแนวโน้มที่จะเป็นกรด) | แย่ (≈500 ม./นาที การสึกหรอของเครื่องมืออย่างรวดเร็ว) | ประสิทธิภาพการตัดเฉือนสูงและอัตราเศษวัสดุต่ำสำหรับการผลิตจำนวนมาก |
| ความสามารถในการอบชุบด้วยความร้อน | ใช่ (T6/T4 พร้อมความแปรผันของความแข็งแกร่ง) | ไม่ (เฉพาะงานเย็น) | ใช่ (มีความแข็งแรงสูงมากใน T6) | การปรับความแข็งแรงที่ยืดหยุ่นผ่านการอบชุบด้วยความร้อนช่วยปรับปรุงความสามารถในการปรับเปลี่ยนการออกแบบ |
10.0การอบชุบด้วยความร้อนของอลูมิเนียม 6061 (T6, T651)
6061 เป็นโลหะผสมที่สามารถอบชุบด้วยความร้อนได้ทั่วไปในซีรีส์ 6000 จึงมีความแข็งแรงผ่านการผสมผสานระหว่างการอบชุบด้วยสารละลาย การชุบแข็ง และการบ่ม กระบวนการนี้ส่งเสริมการเกิดตะกอนเสริมความแข็งแรง Mg₂Si ซึ่งช่วยเพิ่มความแข็งแรงและความแข็งได้อย่างมีนัยสำคัญ ในขณะเดียวกันก็ยังคงความสามารถในการตัดเฉือนและความต้านทานการกัดกร่อนไว้ได้ T6 และ T651 เป็นโลหะผสมที่อบชุบได้บ่อยที่สุด โดย T6 ให้ความแข็งแรงสูงสุด ขณะที่ T651 ให้ความสำคัญกับเสถียรภาพเชิงมิติเป็นหลัก
10.1หลักการสำคัญของการอบชุบด้วยความร้อน
- การบำบัดด้วยสารละลาย: โลหะผสมจะถูกให้ความร้อนจนถึงอุณหภูมิสูงเพื่อละลาย Mg₂Si และตะกอนอื่นๆ ลงในเมทริกซ์อะลูมิเนียม ทำให้เกิดสารละลายของแข็งอิ่มตัวเกินที่สม่ำเสมอ
- การดับอย่างรวดเร็ว: การทำความเย็นอย่างรวดเร็วจะล็อกสถานะอิ่มตัวเกินและป้องกันการตกตะกอนก่อนเวลาอันควร ทำให้เกิดการแข็งตัวในภายหลัง
- การเสื่อมสภาพ (ตามธรรมชาติหรือเทียม): การตกตะกอนที่ควบคุมของอนุภาค Mg₂Si ละเอียดที่กระจายตัวจะทำให้โลหะผสมแข็งแรงขึ้นโดยการตรึงจุดเคลื่อนตัว
หมายเหตุ: ต้องควบคุมอุณหภูมิและเวลาให้แม่นยำเพื่อหลีกเลี่ยงความร้อนสูงเกินไป (เมล็ดพืชหยาบ) หรือการบ่มไม่เพียงพอ (ความแข็งแรงไม่เพียงพอ)
10.2กระบวนการอบชุบด้วยความร้อน T6 และ T651
T6 Temper (การบำบัดด้วยสารละลาย + การบ่มเทียม) — ความเข้มข้นสูงสุด
เหมาะสำหรับส่วนประกอบโครงสร้างที่ต้องการความสามารถในการรับน้ำหนักสูง
| ขั้นตอนกระบวนการ | พารามิเตอร์ที่สำคัญ | วัตถุประสงค์ |
| การเตรียมการก่อนการรักษา | การทำความสะอาดด้วยด่าง (5–10% NaOH, 40–60°C, 1–3 นาที) → การทำให้เป็นกลาง (10% HNO₃, 30 วินาที) | กำจัดน้ำมันและออกไซด์ออกเพื่อให้แน่ใจว่าการบำบัดสารละลายเป็นไปอย่างสม่ำเสมอ |
| การบำบัดด้วยสารละลาย | 530–540°C (±5°C) 1–2 ชั่วโมง (1 ชั่วโมงสำหรับ ≤20 มม.; 1.5–2 ชั่วโมงสำหรับ 20–50 มม.) | ละลาย Mg₂Si อย่างสมบูรณ์และบรรลุสารละลายอิ่มตัวเกิน |
| การดับไฟ | การดับน้ำ (≤30°C) การแช่ภายใน 10 วินาที อัตราการทำความเย็น ≥150°C/นาที | รักษาสถานะอิ่มตัวเกิน |
| การแก่ชราแบบเทียม | 170–175°C (±3°C) 8–12 ชั่วโมง | ควบคุมปริมาณน้ำฝนให้ถึงจุดสูงสุด |
| การทำให้เย็น | อากาศเย็นถึงอุณหภูมิห้อง | ทำให้การกระจายตัวของตะกอนคงที่ |
คุณสมบัติเชิงกลทั่วไปสำหรับ 6061-T6 (ตามมาตรฐาน ASTM B221):
- ความแข็งแรงแรงดึง: 310 MPa (45 ksi)
- ความแข็งแรงการยืดหยุ่น: 275 MPa (40 ksi)
- การยืดตัว (50 มม.): 17%
- ความแข็งบริเนลล์: 95 HB
T651 Temper (โซลูชัน + การยืดคลายความเครียด + การแก่ชราเทียม) — เสถียรภาพมิติสูง
T651 เป็นรุ่นปรับปรุงของ T6 มีการเพิ่มขั้นตอนการยืดเพื่อคลายความเค้นหลังการชุบแข็งเพื่อขจัดความเค้นตกค้าง เหมาะอย่างยิ่งสำหรับชิ้นส่วนที่มีความแม่นยำ เช่น การอัดขึ้นรูปอากาศยานและระบบเครื่องจักรกล
| ขั้นตอนกระบวนการ | พารามิเตอร์ที่สำคัญ | วัตถุประสงค์ |
| การเตรียมการเบื้องต้น → การบำบัดด้วยสารละลาย → การดับ | เหมือนกับ T6 | บรรลุถึงความอิ่มตัวเกินสำหรับการเสื่อมสภาพ |
| การยืดกล้ามเนื้อเพื่อคลายเครียด | การยืดดึง 1–3% (1–2% สำหรับการอัดขึ้นรูป 2–3% สำหรับแผ่น) 5–10 มม./นาที | ปลดปล่อยความเครียดตกค้างที่เกิดจากการดับและลดการเสียรูปให้น้อยที่สุด |
| การแก่ชราแบบเทียม | เช่นเดียวกับ T6 (170–175°C, 8–12 ชั่วโมง) | บรรลุความแข็งแกร่งสูงสุดพร้อมเสถียรภาพที่ได้รับการปรับปรุง |
| การยืดผม | การแก้ไขเล็กน้อยตามความจำเป็น | รักษาความคลาดเคลื่อนของมิติให้เข้มงวด (เช่น ความตรง ≤0.1 มม./ม.) |
ข้อดีของ T651:
- ความเค้นตกค้าง ≤50 MPa (มากกว่า 60% ต่ำกว่า T6)
- เสถียรภาพมิติที่ยอดเยี่ยม ความผิดเพี้ยนของเครื่องจักร ≤0.05 มม./ม.
- คุณสมบัติเชิงกลที่มีความสม่ำเสมอสูง โดยมีการเปลี่ยนแปลง ≤5% ในแต่ละส่วน
10.3ความแตกต่างที่สำคัญระหว่าง T6 และ T651
| หมวดหมู่ | T6 | T651 |
| ความแตกต่างของกระบวนการ | ไม่มีการยืดคลายเครียด | รวมการยืด 1–3% หลังจากการดับ |
| ความเครียดตกค้าง | สูง (≈120–150 MPa) | ต่ำมาก (≤50 MPa) |
| เสถียรภาพของมิติ | ปานกลาง; มีแนวโน้มที่จะเกิดการบิดเบือน | ดีเยี่ยม เหมาะกับงานกลึงที่มีความแม่นยำ |
| การใช้งานทั่วไป | ส่วนประกอบโครงสร้างทั่วไป (ขายึด ตัวเรือน ท่อ) | ชิ้นส่วนความแม่นยำ (รูปทรงอากาศยาน, ไกด์เครื่องจักร) |
| ระยะเวลาการผลิต | สั้นกว่า | ยาวขึ้นเนื่องจากการยืดและการยืดตรง |
| ค่าใช้จ่าย | เส้นฐาน (1.0) | สูงกว่า (1.2–1.3) |
อ้างอิง:
titanium.com/alloys/aluminum-alloys/aluminum-alloy-6061/
asm.matweb.com/search/specificmaterial.asp?bassnum=ma6061t6


