

1.0What Is Coiled Sheet Metal and How Is It Used?
Sheet metal stock is produced in varying widths and material thicknesses. This stock is typically coiled for efficient handling, transport, and further processing. Coiled sheet metal is processed in several ways:
- It can be slit into a number of individual coils of reduced width
- It may be sheared into rectangular or irregularly shaped blanks for further processing
- It may be fed directly into a stamping press or other machinery for parts production

2.0What Is Coil Slitting?
Slitting is a shearing process in which the width of an original, or master, coil is reduced into multiple narrower coils. A wide range of materials and thicknesses can be slit, ranging from thin foils to thick plates. Normally, the outside edges of the master coil are trimmed. This creates an accurate register cut, providing a reference point from which the other cuts can be made.
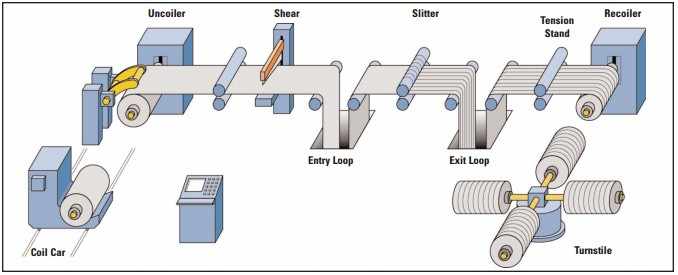
Slitting is performed on slitting lines, which consist of four basic devices:
- The uncoiler, or decoiler machine, tightly grips the master coil on its inside diameter using an expandable mandrel. The coil is fed into the slitter by either rotating or jogging the mandrel.
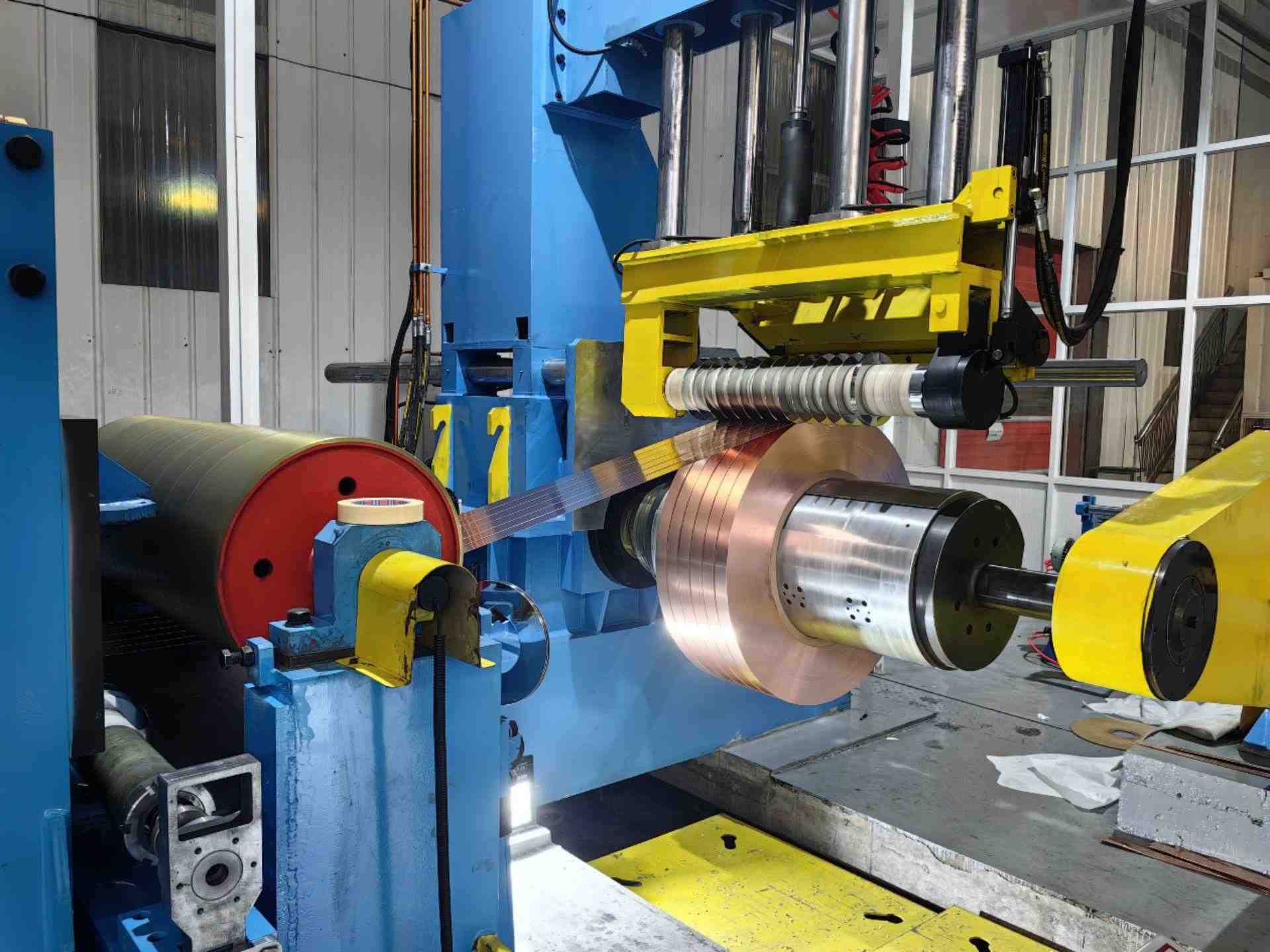
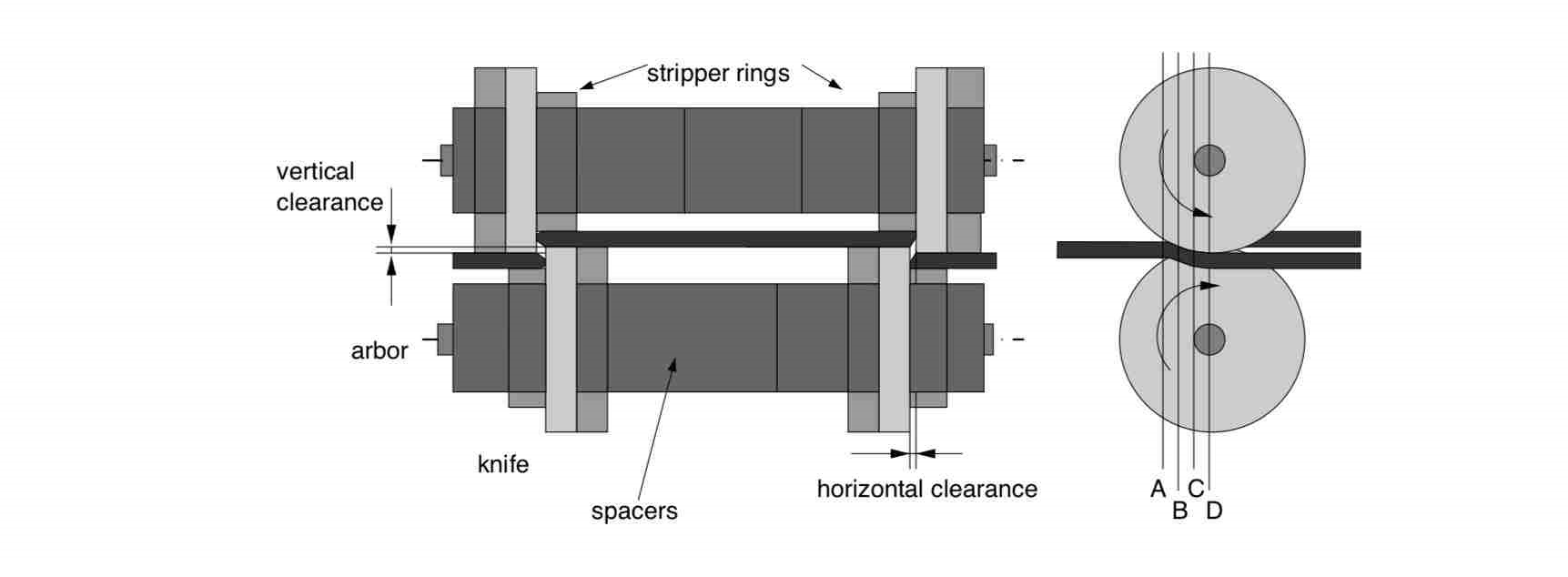
- The slitter which consists of two parallel arbors mounted with rotary cutting knives. These knives partially penetrate the coil stock, causing a crack or fracture on both sides of the stock, separating the material.
- A tensioning device is placed between the slitter and the subsequent recoiler. A tensioning device is needed because the master coil is crowned or larger in diameter in the center of its width than at the edges. Without a tensioning device, the slit material from the center of the master coil would take up more quickly, while the outboard strips would hang loosely.
- The recoiler, which takes up the slit coils on a driven, expandable mandrel. The recoiler mandrel is fitted with separator discs that prevent interleaving of the narrower coil widths.
Additional slitting line equipment can include:
- Scrap disposal machinery
- Edge conditioning equipment
- Packaging devices
There are two basic types of slitting lines:
- The pull-through slitting line
- The loop slitting line
3.0What Are the Types of Coil Slitting Lines?
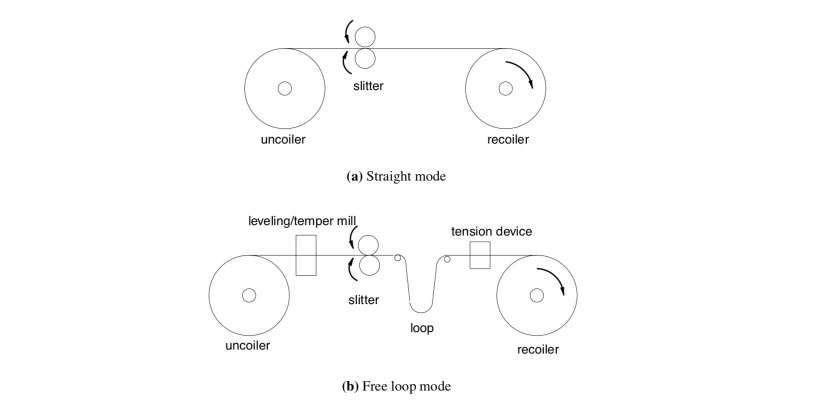
On pull-through slitting lines, the recoiler provides the power to pull the coil material off the uncoiler reel, through the slitter, and recoil the processed strips.
In loop slitting lines, a pit is incorporated into the line. The processed coil strips are looped into the pit, which assists in absorbing the strip length differential within the slit coils. The slitter typically provides the power to both uncoil and slit the material, while the recoiler provides the power to rewind the material.


4.0What Is Coil Blanking?
Medium to large-sized sheet metal parts are produced from stacked blanks fed into a stamping press. These blanks are generated from coiled stock using either cut-to-length shearing lines or blanking presses.
- Critical to subsequent processing is the need to flatten the naturally occurring curvature, or the set of the master coil stock. To achieve this, the coiled material is fed through a straightener or leveler. As the sheet metal material moves through the straightener or leveler, it gets flexed between opposing, adjustable rollers. This flexing results in flattening of the material.
- Straighteners only remove the coil set
- Levelers remove the coil set and correct common defects such as:
- Wavy edges, where the outer strip edges are longer than the center strip edges
- Center buckling(oil-canning), where the center of the strip is longer than the edges
After straightening and leveling, the blanks are sheared to size. This is most commonly accomplished using:
- Stationary-shear or loop-type cut-to-length lines, where the coil is stopped during shearing
- Flying-shear cut-to-length lines, where the shear travels and cuts the continuously moving coil material
Regularly shaped blanks are produced by direct shearing operation, while complex and irregular shapes are produced with blanking presses, which may be high-speed eccentric or hydraulic, with a maximum of 80 strokes per minute. Holes and slots may also be produced during the basic blanking operation.
5.0What Are Coil Processing Lines?
Coil processing significantly improves the efficiency of sheet metal stamping operations as well as other processing lines, such as roll-forming and ductwork manufacturing. Because the coil is fed continuously through the system, production is uninterrupted.
In addition, coil processing lines can eliminate the need for separate blanking presses and reduce storage and handling requirements.
The basic components of a coil processing line include:
- A decoiler, straightener & feeder unit, which combines coil unwinding, flattening, and feeding into one integrated system.
- Straightening or leveling equipment to ensure the coil stock is flat.
- Automatic coil stock feed mechanisms, such as slide, roll, or gripper feeder machines, are used to move coil stock into the press or slitting system
- independently powered feed rolls driven by digitally controlled servomotors.
6.0How Are Coils Welded for Continuous Processing?
All coil production will generate an amount of scrap. In some cases, scrap processing can be a function of the stamping die itself. Most often, scrap is processed by separate mechanisms, which may be press-actuated or independently powered.
For high production coil operations, a continuous and uninterrupted flow of coil stock is needed. To achieve this, coil-to-coil welding stations are placed so that the leading edge of the new coil can be welded to the trailing edge of the previous coil, eliminating the need to thread a new coil into the line.
To facilitate the welding, a coil or strip accumulator is used to hold enough coil to keep the line running while the weld is taking place.
Conclusion: Coil processing lines offer an optimized, efficient, and scalable method for handling sheet metal in industrial manufacturing environments. From slitting and blanking to welding and feeding systems, every part plays a critical role in ensuring maximum productivity and precision.
7.0Frequently Asked Questions (FAQ)
Q1: What is the difference between coil slitting and coil blanking?
A: Coil slitting involves cutting a wide master coil into several narrower coils, while coil blanking refers to cutting coil stock into individual flat blanks or shapes for stamping. Slitting is about width reduction, and blanking is about producing part-sized pieces.
Q2: Why is leveling important in coil processing?
A: Leveling removes the coil set and corrects shape defects like wavy edges or center buckling. This ensures the material lies flat, which is critical for high-precision stamping and forming operations.
Q3: What are the advantages of using coil processing lines?
A: Coil processing lines improve production efficiency by allowing continuous feeding, reducing material waste, minimizing manual handling, and integrating slitting, leveling, and feeding in one streamlined system.
Q4: What types of materials can be processed on slitting lines?
A: Slitting lines can handle a wide range of materials, including aluminum, stainless steel, carbon steel, copper, and coated metals, from thin foils to thick plate stock.
Q5: Can coils be processed without stopping the line?
A: Yes. Using a coil-to-coil welding station and an accumulator allows new coils to be joined without stopping the line, enabling continuous, uninterrupted production.




