

Введение: важность формовки конца трубы
В современном производстве надежность соединения и структурная целостность имеют решающее значение для безопасности и производительности системы. Формовка конца трубы играет решающую роль в обеспечении обоих.
В отличие от процессов гибки или намотки труб, более знакомых многим, формовка концов труб фокусируется на формировании геометрии трубы. открытый конец. Его назначение выходит за рамки улучшения соединения и включает в себя герметизацию, предотвращение утечек, выравнивание и структурное усиление.
Повсеместные применения: От тормозных магистралей в вашем автомобиле до медных трубок охлаждения в офисе ОВиК и даже линии подачи газа в медицинских приборах, формовка концов трубок присутствует в бесчисленном количестве промышленных и повседневных ситуаций.
1.0Что такое формовка конца трубы?
Формовка конца трубы — это процесс металлообработки, который изменяет форму конца трубы для поддержки таких функций, как соединение, герметизация, удержание или интеграция функций. Он включает в себя локализованную пластическую деформацию отверстия трубы с использованием механической или гидравлической силы, изменяя ее диаметр, профиль поперечного сечения или форму конца.
В отличие от гибки труб, формовка конца трубы не меняет маршрут трубы, а фокусируется на точной формовке открытого конца. Эта техника широко используется в таких отраслях, как автомобильные выхлопные системы, гидравлические линии, воздуховоды HVAC, мебельные конструкции и аэрокосмические топливные линии.
Основные характеристики:
- Зона обработки: Ограничено строго конечным участком трубы
- Тип процесса: Метод пластической деформации (холодная или горячая формовка)
- Совместимость материалов: Работает с низкоуглеродистой сталью, нержавеющей сталью, медью, алюминием, титановыми сплавами и даже термопластиками, такими как ПП и ПВХ.
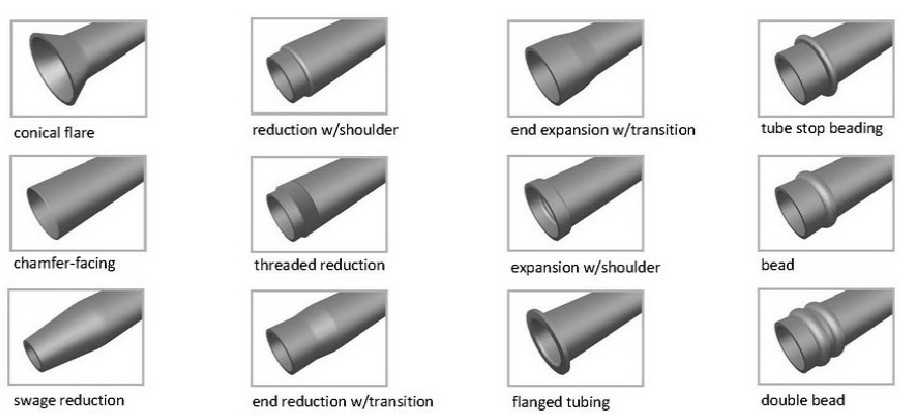
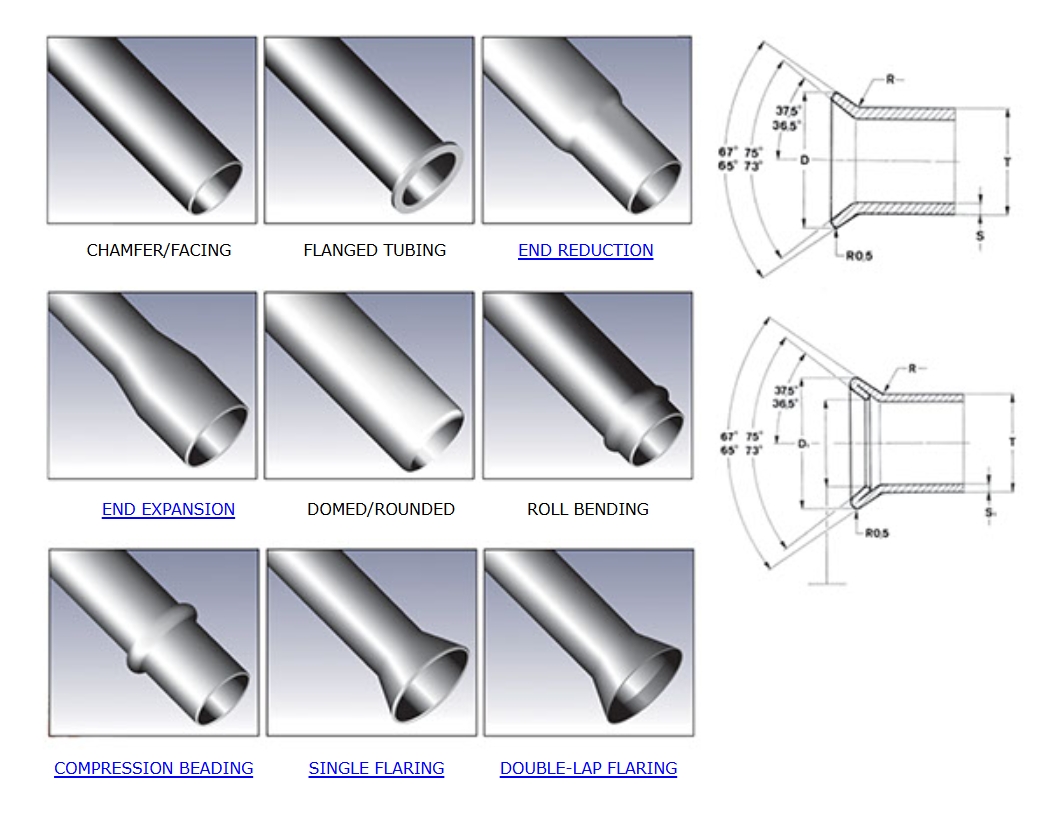
2.0Типы и структурные классификации формовки концов труб
2.1Снижение:
Используется для вставных посадок, структурных упоров или резьбовых соединений.
Общее оборудование: Машина для обжима концов труб, Машина для обжима труб
- Уменьшение плеча: После редукции образуется ступенька, пригодная для вложения или в качестве механического упора.
- Плавное уменьшение: Конический переход без выраженного уступа, подходящий для соединений со скользящей посадкой.
- Резьбовое уменьшение: Уменьшенный конец обработан для формирования наружной резьбы для крепления фитинга.

2.2Сжигание и расширение:
Предназначен для создания герметичных соединений, соединения фитингов или обеспечения переходов форм.
Общее оборудование: Машина для развальцовки концов труб, Машина для расширения труб, Машина для ротационной формовки концов
- Стандартная раструбная установка: Типичная геометрия раструба 37° или 45°, широко используемая в гидравлических системах и системах высокого давления.
- Расклешенный книзу подол: Раструб включает в себя плечо для дополнительной устойчивости соединения.
- Беллмут (20°/37°/45°): Конические раструбы для соединений с фитингами Marmon или SAE.
- Смещение вспышки: Факел формируется не в центре, его часто можно увидеть в нестандартных компонентах, таких как топливные воронки.
- Сферическая вспышка: Конец трубки имеет куполообразную форму, что позволяет использовать шаровые соединения.
2.3Бисероплетение:
В первую очередь для удержания шлангов, противоскольжения или усиления герметизации.
Общее оборудование: Машина для гибки труб, Машина для формовки вращающихся бисера
- Одиночная бусина: Круглый выступ около конца трубки для герметизации и удержания шланга.
- Двойная бусина: Два параллельных ребра, повышающих устойчивость к давлению и герметичность.
- Перевернутая бусина: Буртик формируется внутри стенки трубки и обычно используется для установки уплотнительных колец или уплотнений.
- Шарик Норма / Бусина Мармон: Предназначены для быстросъемных соединений в выхлопных системах автомобилей.

2.4Отбортовка:
Используется для создания интерфейсов для сварки, болтовых соединений или механических сборок.
Общее оборудование: Машина для отбортовки концов труб, Машина для формовки раструбов труб
- Фланец 90°: Конец трубы отогнут наружу под прямым углом, что идеально подходит для сварки или зажимных соединений.
- Конический фланец: С фланцами под углом от 20° до 45°, как правило, для сопряжения с фасонными фитингами.
2.5Другие особенности конца:
Опорное соединение, структурное усиление или особые функциональные требования.
Общее оборудование: Машина для формовки концов труб, торцевания и Машина для снятия фаски
- Скошенный конец: Край трубки имеет фаску для удаления заусенцев и облегчения установки.
- Накатка: Мелкий текстурированный рисунок на внешней поверхности трубки улучшает сцепление и удержание шланга.
- Поток: На конце трубы нарезана наружная резьба для соединения с фитингами или клапанами.
- Щели и выемки: Частичные разрезы или канавки для позиционирования, сварки или соединения с нестандартными деталями.
- Торцы: Конец трубки имеет точную прямоугольную форму, что обеспечивает плоскостность герметизации или сварки.
- Особенности герметизации или остановки: Кольца или бусинообразные образования, используемые для блокирования жидкости или контроля глубины введения.









3.0Подробный обзор методов формовки концов сердечниковых труб
3.1Факельное сжигание:
Принцип процесса: Конец трубы радиально расширяется с помощью конической матрицы или оправки для формирования раструбной конструкции под заданным углом, что улучшает герметичность уплотнения или совместимость с фитингами.
Этапы процесса:
① Зажим трубы → ② Вставка оправки или конуса → ③ Материал расширяется вдоль инструмента → ④ Достигнут окончательный угол раструба
Распространенные методы:
Развальцовка штампа: Подходит для стандартизированных факелов (например, автомобильных топливопроводов); высокая эффективность и идеально подходит для массового производства
Вращающаяся развальцовка: Используется для нерегулярных или широкоугольных раструбов (например, герметизация систем отопления, вентиляции и кондиционирования воздуха, шаровых шарниров); более точная формовка
Основные параметры:
Типичные углы раструба: 37° (SAE), 45° (JIS), 90° (герметизация высокого давления)
Скорость истончения стенки должна быть в пределах 15%; ≤10% для деталей аэрокосмического класса.
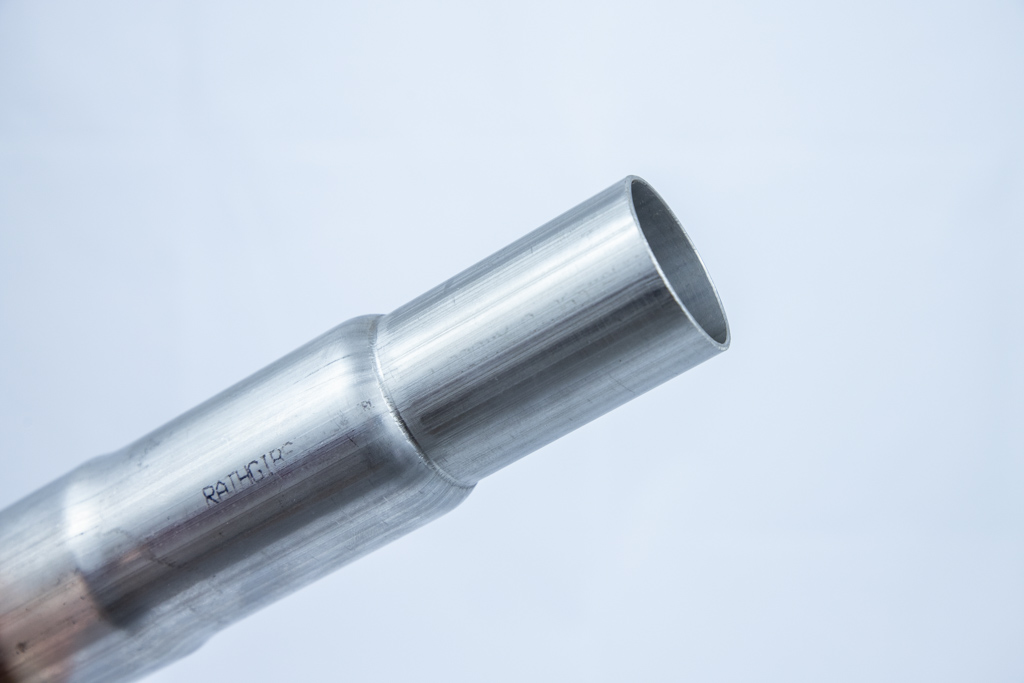
3.2Редукция/обжимка:
Принцип процесса: Радиальное сжатие конца трубы с помощью штампов уменьшает наружный диаметр при небольшом увеличении толщины стенки. Увеличение толщины при холодной штамповке ≤8%, при горячей штамповке до 15%.
Типичные области применения:
Многоступенчатая вложенность: Распространено в мебельных поручнях, телескопических трубках.
Формирование сопла: Используется для выравнивания потока на входе сопла; типичный угол конусности составляет 12°–15°
3.3Отбортовка:
Внешний фланец: Конец трубы отгибается наружу, образуя фланцевую поверхность для болтового или герметичного соединения. Высота фланца обычно составляет от 1,2 до 2 толщин стенки.
Внутренний фланец: Конец завальцован внутрь, образуя канавку для уплотнительного кольца. Глубина канавки должна точно соответствовать диаметру кольца (рекомендуемый допуск составляет ±0,05 мм).
3.4Обработка канавок:
Принцип процесса: Ролики оказывают давление, образуя симметричную канавку в стенке трубы, часто используемую для зажимных соединений или установки уплотнений.
Отраслевые стандарты:
NFPA 1963 (соединительная муфта для пожарного шланга): глубина канавки 1,2±0,1 мм, ширина 2,0±0,2 мм
Трехвалковые машины достигают точности ±0,05 мм; лучше, чем одновалковые системы (±0,15 мм)
Заметки по проектированию:
Минимальный радиус основания канавки должен быть ≥0,3×толщина стенки, чтобы избежать концентрации напряжений и образования трещин.
3.5Вспомогательные методы формования
Конечный изгиб: Небольшой изгиб под углом 15°–30° на конце трубы, обычно используемый для прокладки выхлопных газов или регулировки зазоров.
Сглаживание и закрытие: Конец трубки сплющивается и герметизируется с помощью штампов; часто используется в ножках мебели или демонстрационных конструкциях. Длина сплющивания должна быть не менее 3 диаметров трубки для достаточной прочности.
Снятие фаски и заусенцев: Концы трубок должны быть скошены, чтобы предотвратить повреждение уплотнений или накопление напряжений. Рекомендуемый угол: 45°; глубина: 0,2–0,5 мм.
3.6Основные различия между формовкой концов труб и гибкой труб
Определение Перспективы:
Формовка конца трубы: Сосредоточен на изменении геометрии открытого конца трубки посредством локализованной пластической деформации. Этот процесс изменяет диаметр, поперечное сечение или конечные характеристики для поддержки таких функций, как соединение, герметизация, позиционирование или интеграция.
Гибка труб: Изменяет общий путь или форму трубки, создавая изгибы или угловые отклонения. Основная цель — изменить маршрут трубки в соответствии с требованиями установки или пространственной компоновки.
Зона формования:
Формовка конца трубы: Действует только на локализованную конечную секцию трубки, обычно в пределах нескольких миллиметров или сантиметров от отверстия. Формовка строго контролируется для получения функциональных конечных особенностей.
Гибка труб: Применяется к любой секции по длине трубы, изменяя ее пространственную ориентацию. Обычно затрагивает более длинные сегменты и влияет на всю трассировку трубы.
Назначение и функциональные различия:
Формовка конца трубы: Направлено на улучшение производительности соединения конца трубы. Общие цели включают:
- Факельное сжигание для вставки и герметизации
- Сокращение для спаривания и остановок
- Отбортовка для болтовых или сварных соединений
- Проточка канавок для размещения зажима
Эти особенности улучшают герметизацию, предотвращение утечек, выравнивание и структурное усиление.
Гибка труб: Предназначен для перенаправления пути труб и соответствия среде установки. Помогает избегать препятствий и поддерживает сложные пространственные конфигурации.
4.0Что такое машина для формовки концов труб?
Машина для формовки концов труб — это оборудование, предназначенное для выполнения операций формовки, таких как сжатие, развальцовка, редукция, отбортовка, снятие фаски, прокатка и закрытие, на открытых концах труб. Ее основная цель — улучшить герметичность, надежность соединения и прочность конструкции на конце трубы.
Распространенные методы формовки
| Метод формования | Описание |
| Факельное сжигание | Расширяет конец трубки, придавая ему форму колокола, что облегчает установку и герметизацию. |
| Сокращение | Сужает диаметр конца трубки для сопряжения с более мелкими компонентами. |
| Бисероплетение | Образует приподнятый фланец или буртик на конце трубы для повышения прочности или размещения уплотнительных колец. |
| Снятие фаски | Удаляет заусенцы, сглаживая края трубы и облегчая сборку. |
| Закрытие | Уплотняет конец трубы, обычно используется в выхлопных системах или для удержания жидкости. |
| Проточка канавок | Создает кольцевые канавки или гофры для механических соединений или герметизации. |
Основные структурные компоненты
- Рама и станина машины: Поддерживает всю систему и обеспечивает стабильность работы.
- Формовочные штампы: Изготавливается на заказ в соответствии со специфическими процессами, определяющими окончательную форму трубы.
- Гидравлическая или сервосистема: Обеспечивает точное формовочное или зажимное усилие.
- Зажимной узел: Фиксирует трубку на месте во время формования, предотвращая ее смещение.
- Система управления (ПЛК или сенсорная панель): Обеспечивает программируемое управление и настройку параметров.
Методы классификации
По приводному механизму
- Гидравлическая машина для формовки концов труб:
Обеспечивает высокую тягу; подходит для формовки материалов с высоким сопротивлением, таких как толстостенная сталь или нержавеющая сталь. Способен выполнять сложные операции, такие как развальцовка, редукция, валикообразование и проточка канавок. Обычно используется в автомобильных выхлопных системах и промышленных трубопроводах. - Пневматическая машина для формовки концов труб:
Простая структура и быстрый отклик; идеально подходит для быстрой обработки тонкостенных трубок малого диаметра. Часто используется для легких компонентов и лабораторных трубок. - Сервоэлектрическая машина для формовки концов труб:
Высокая точность формовки, отзывчивое управление и низкое потребление энергии. Поддерживает высокую повторяемость и подходит для автоматизированных линий и точного производства.


По количеству рабочих станций
- Одностанционные машины:
Компактная конструкция для одного процесса формовки, например, развальцовки, редуцирования или закрытия. Подходит для мелкосерийных работ или модульных этапов производства. - Двухстанционные машины:
Возможность выполнения двух последовательных операций (например, редукция + отбортовка, развальцовка + проточка канавок). Обеспечивает баланс между компактной компоновкой и эффективностью производства. - Многостанционные машины:
Поддерживает три или более этапов формовки в последовательности (например, уменьшение + развальцовка + проточка канавок + закрытие) с одной настройкой. Улучшает автоматизацию и выход, идеально подходит для крупносерийного и сложного производства деталей.
По уровню автоматизации
- Ручные машины: Бюджетный и простая конструкция. Требует ручной загрузки и эксплуатации. Подходит для прототипирования, ремонтных работ или временного использования в лаборатории.
- Полуавтоматические машины: Действия по формованию стержней автоматизированы; ручная загрузка/выгрузка по-прежнему требуется. Обеспечивает баланс между стоимостью и эффективностью для малых и средних объемов производства.
- Полностью автоматические машины: Оснащен автоматическими системами подачи, позиционирования и смены штампов. Может работать автономно или быть интегрированным в автоматизированные линии для непрерывной обработки без участия оператора — идеально подходит для крупносерийного производства.
5.0Формовка конца трубы – часто задаваемые вопросы (FAQ)
В чем разница между формовкой концов труб и гибкой труб?
Формовка конца трубы фокусируется на формировании открытого конца трубы без изменения ее общего пути. Сгибание трубы, с другой стороны, изменяет форму и маршрут трубы.
Каковы распространенные типы формовки концов труб?
К типичным типам относятся редукция, развальцовка и расширение, отбортовка, отбортовка, а также дополнительные функции, такие как снятие фаски, накатка и нарезание резьбы.
Каковы стандартные углы раструба, используемые при развальцовке?
Распространенные углы раструба включают 37° (стандарт SAE), 45° (стандарт JIS) и 90° (используется для герметизации высокого давления). Каждый угол служит различным целям герметизации и соединения.
Каковы типичные области применения процесса восстановления?
Редукция в основном используется для соединений со скользящей посадкой, многоступенчатого вложения и формирования сопла. Она уменьшает диаметр конца трубы, часто с небольшим увеличением толщины стенки.
В чем разница между развальцовкой и отбортовкой?
Развальцовка подразумевает изгибание конца трубы наружу для создания соединительной поверхности, часто для сварки или болтового соединения. Фланец — это более стандартизированная развальцованная форма, предназначенная для структурированного уплотнения и установки.
Какова основная цель проточки?
Проточка канавок образует углубление в стенке трубы для установки зажимов или уплотнительных колец, что повышает надежность соединения и эффективность уплотнения.
Ссылки
gjsteel.com/capabilities/формовка-конца-трубы
proto1mfg.com/2021/07/27/формирование-конца-трубы-типы-формования-конца-трубы
www.rs-traut.de/en/products/формовка-труб




