

- 1.0Что такое резка фаски на трубах?
- 2.0Возможности резки фасок на станках лазерной резки труб
- 3.0Технические принципы резки под углом
- 4.0Важность и преимущества резки труб под углом
- 5.0Проблемы, связанные с традиционными методами резки трубных фасок
- 6.0Как выбрать станок для лазерной резки труб с возможностью снятия фаски
- 7.0Пошаговое руководство по эксплуатации станка для лазерной резки труб с фаской
- 8.0Распространенные современные процессы резки труб
- 9.0Распространенные проблемы и решения при лазерной резке труб с фаской
- 10.0Типичные области применения лазерной резки фасок для труб
- 11.0Заключение и практические рекомендации
Лазерная резка труб Технология получила широкое распространение в обрабатывающей промышленности, особенно в области точной обработки. Помимо обычных перпендикулярных разрезов, резка под углом превратилась в более совершенную технологию, которая значительно улучшает качество сварки и способствует созданию высокопрочных структурных соединений.
1.0Что такое резка фаски на трубах?
Резка фаски трубы относится к процессу удаления материала с края трубы под определенным углом. Этот угол имеет решающее значение для обеспечения надлежащей подгонки стыка, особенно когда две трубы необходимо соединить под определенным углом. Обычные углы фаски включают 15°, 30°, 45° и 60°, которые можно регулировать в зависимости от структурных требований.
По сравнению со стандартным перпендикулярным срезом, скос создает наклонную поверхность реза, что обеспечивает точную подготовку сварного шва, более плавную сборку и более прочные механические соединения.

Типичные области применения включают:
- Подготовка фаски перед сваркой
- Соединения под углом для нестандартных профилей труб
- 3D структурные трубные соединения
- Проектирование высокопрочных соединений в несущих узлах
2.0Возможности резки фасок на станках лазерной резки труб
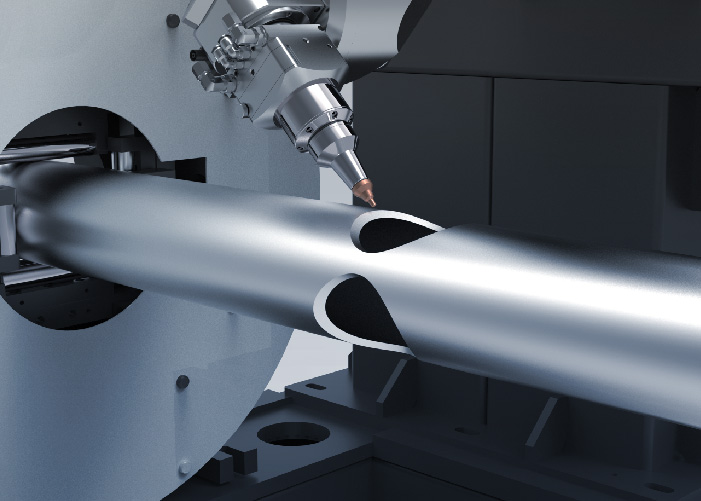
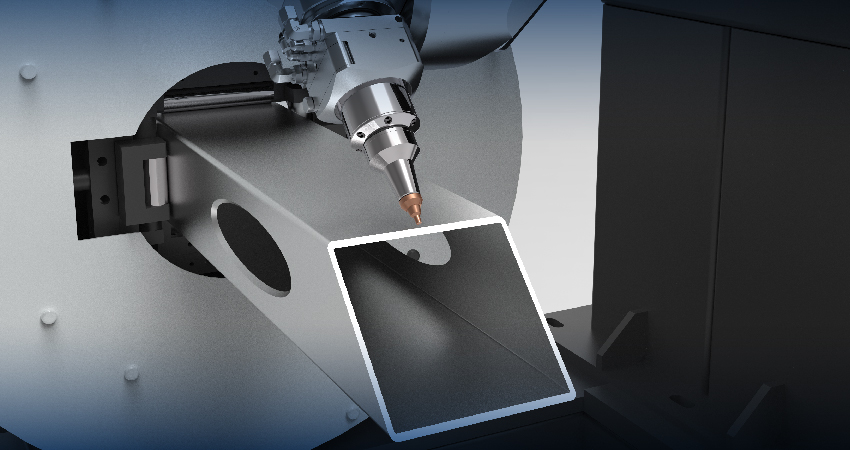
Скос станок для лазерной резки труб специализированная волоконная лазерная система, разработанная для резки металлических труб с наклонными или скошенными краями. В отличие от стандартных лазерных резаков, которые выполняют только прямые разрезы перпендикулярно поверхности трубы, системы резки под углом позволяют выполнять наклонные траектории резки, как правило, в диапазоне от 0° до 45° в зависимости от модели.
Современные станки оснащаются несколькими функциями резки под углом, такими как:
- Резка под фиксированным углом: Стандартные скосы, например 45°, для получения равномерных сварных швов
- Резка под переменным углом: Динамическая корректировка траектории для сложных 3D-фасок
- Односторонняя фаска: Угловые разрезы на одной стороне трубы
- Многогранная фаска: Четырех- или шестигранные угловые разрезы для сложных конструкций соединений
Совместимые материалы:
Углеродистая сталь, нержавеющая сталь, алюминиевый сплав, титановый сплав и другие стандартные промышленные материалы для труб.
3.0Технические принципы резки под углом
Суть резки под углом заключается в многоосевом управлении лазерной головкой. Обычно станки должны быть оснащены пятиосевым движением (X/Y/Z + ось вращения + ось наклона) или возможностями динамической 3D-регулировки.
Ключевые технические компоненты:
- Механизм наклона лазерной головки: Управляемая двигателями или механическими системами, лазерная головка наклоняется под заданным углом относительно нормали трубки, что позволяет выполнять точные угловые разрезы.
- Поддержка алгоритма Path: Система CAD/CAM должна генерировать G-код, поддерживающий наклонные траектории инструмента, чтобы гарантировать точные и контролируемые траектории резания.
- Компенсация угла падения: Регулировка смещения фокуса и изменения ширины пропила на наклонных поверхностях позволяет поддерживать точность резки.
- Регулировка подачи газа: Большие углы скоса требуют более высокого расхода и давления вспомогательного газа для предотвращения накопления шлака и обеспечения гладких кромок.
4.0Важность и преимущества резки труб под углом
- Этап подготовки к сварке: Резка кромок под углом является важнейшей частью подготовки к сварке, обеспечивающей прочность и устойчивость соединения.
- Улучшенное качество сварки: Формирует V-, K- или X-образные скосы, которые увеличивают глубину проплавления и площадь сварного шва, снижая риск неполного сплавления, образования трещин и концентрации напряжений.
- Повышение прочности суставов: Особенно полезен в высоконадежных приложениях, таких как напорные трубопроводы, структурные элементы и каркасы тяжелого оборудования.
- Более высокая эффективность сварки: Уменьшает необходимость в шлифовке и подкраске после сварки, сокращая общий производственный цикл.
- Интегрировано в автоматизированные системы: Резка фасок стала стандартным процессом в автоматизированных лазерных системах для получения сварных соединений высокой однородности и точности.
- Поддержка интеллектуального производства: Обеспечивает оптимизацию конструкции и точное производство на основе проектирования, что соответствует целям интеллектуального производства.
5.0Проблемы, связанные с традиционными методами резки трубных фасок
- Трудности сварки: Традиционные методы часто приводят к образованию слишком больших зазоров или неправильных углов скоса, что усложняет процесс сварки и требует ручной доработки.
- Ограничения точности: Газовая или плазменная резка не позволяет обеспечить точность на сложных углах и может привести к деформации, вызванной нагревом.
- Низкая скорость обработки: Традиционная резка занимает много времени и часто требует многократной корректировки для достижения желаемого скоса.
- Материальные отходы: Более низкая точность и необходимость вторичной обработки приводят к более высокому расходу материала и дополнительным затратам.
- Ограниченная гибкость: Механические и термические методы не обладают достаточной адаптивностью к различным материалам и толщинам стенок, что часто требует смены инструмента и модификации настроек.
6.0Как выбрать станок для лазерной резки труб с возможностью снятия фаски
Не все системы лазерной резки труб оснащены функцией резки скосов. При выборе машины обратите особое внимание на следующие характеристики:
- Пятикоординатная лазерная режущая головка: Обеспечивает динамическую регулировку с помощью поворотного и наклонного движения.
- Умная система управления: Поддерживает программирование траектории скоса и предварительный просмотр моделирования.
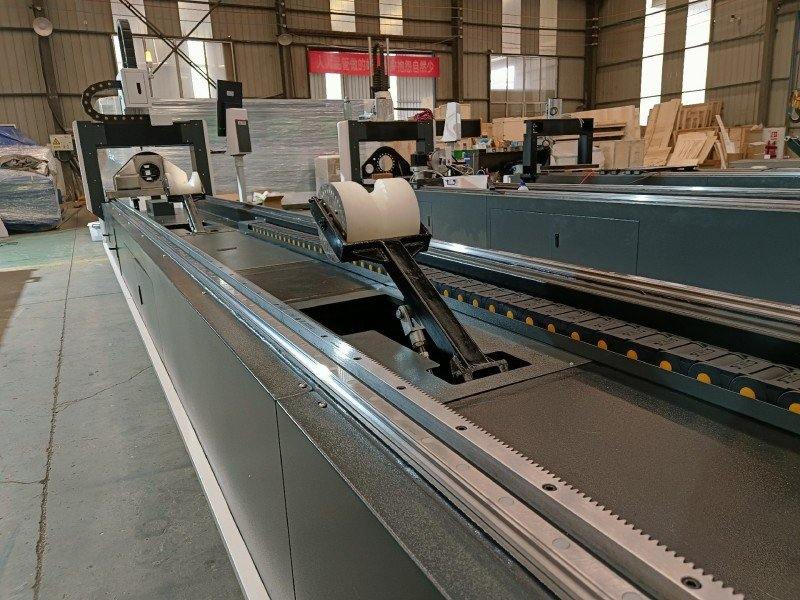
- Система поворотного патрона: Автоматически зажимает и вращает трубу, обеспечивая стабильные траектории резки фаски.
- Автоматическая система поддержки: Обеспечивает динамическую поддержку длинных трубок, предотвращая прогиб и вибрацию.
- Вспомогательные функции: Такие функции, как автофокусировка, охлаждающие устройства и пылеудаление, помогают повысить точность и безопасность эксплуатации.

7.0Пошаговое руководство по эксплуатации станка для лазерной резки труб с фаской
7.1Подготовительный этап
- Настройка материала: Подтвердите материал трубки, наружный диаметр и толщину стенки.
- Установка патрона: Установите трубку в автоматический патрон и выровняйте ее по центральной оси.
- Импорт модели: Загрузите 3D-модель резки с траекториями скосов, например, файл STEP.
7.2Конфигурация параметров
- Настройки угла: Установите угол резания в соответствии с проектом (например, скос 45°).
- Параметры лазера: Отрегулируйте мощность лазера (обычно 1500–3000 Вт) и давление газа.
- Настройка траектории резки: Определите точку прокалывания и маршрут резки, чтобы избежать зон тепловой деформации.
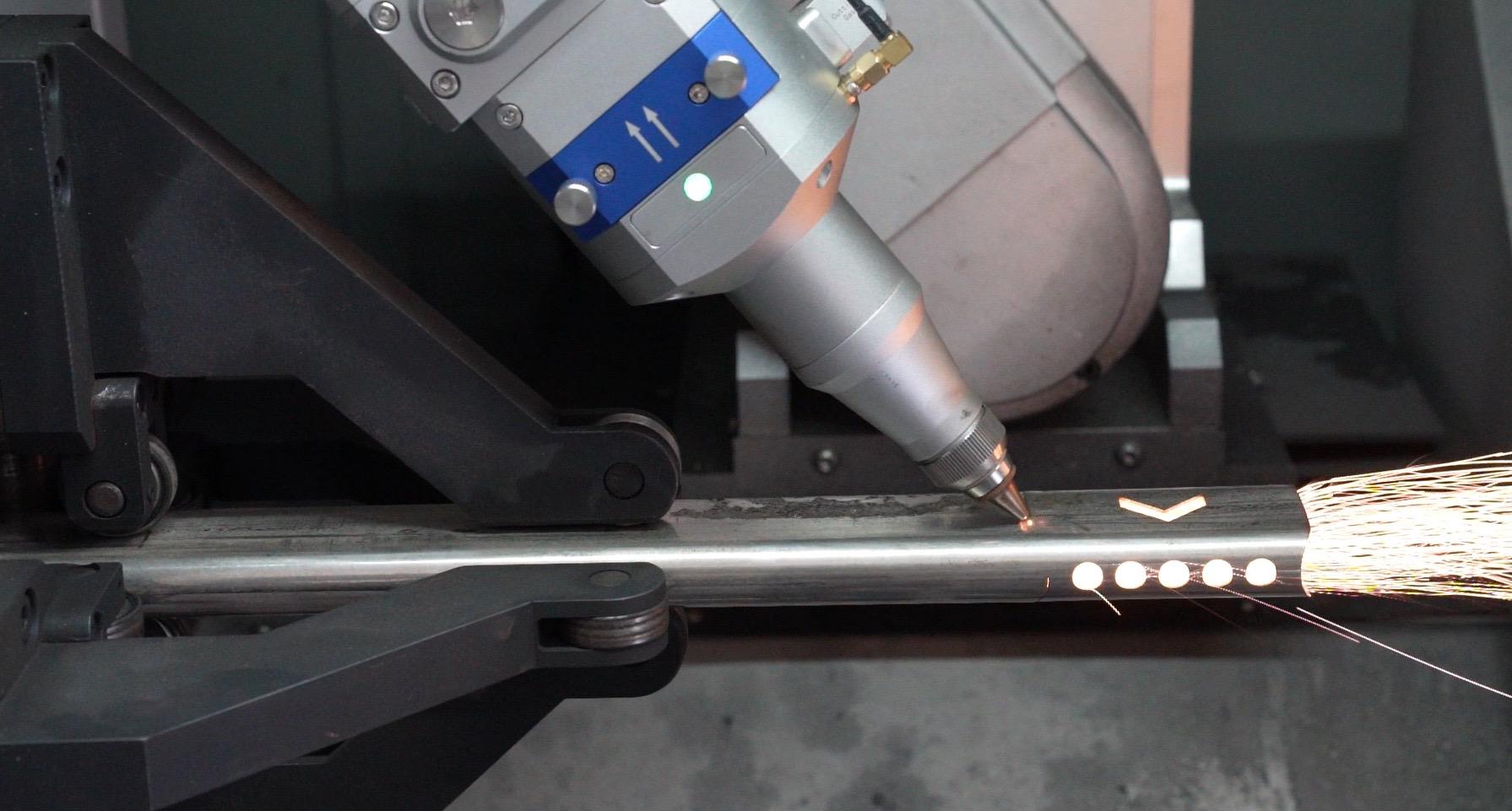
7.3Процесс резки
- Лазерная головка наклоняется на заданный угол и синхронизируется с вращением патрона.
- Траектория реза и угол наклона динамически регулируются для обеспечения точности скоса.
- Весь процесс контролируется в режиме реального времени для предотвращения отклонений угла или помех, вызванных вибрацией.
7.4Процедуры после резки
- Удаление заусенцев: Для очистки краев используйте шлифовальный круг или инструмент для снятия заусенцев.
- Проверка угла: Проверьте точность скоса с помощью транспортира или 3D-сканера.
- Проверка качества: Оцените качество поверхности, отклонение от перпендикулярности и геометрию скоса.
8.0Распространенные современные процессы резки труб
Поскольку структурные конструкции становятся все более сложными, а стандарты производства продолжают расти, были разработаны различные специализированные методы резки труб. Эти процессы не только удовлетворяют различным требованиям сборки, но и значительно улучшают качество сварки и структурные характеристики.
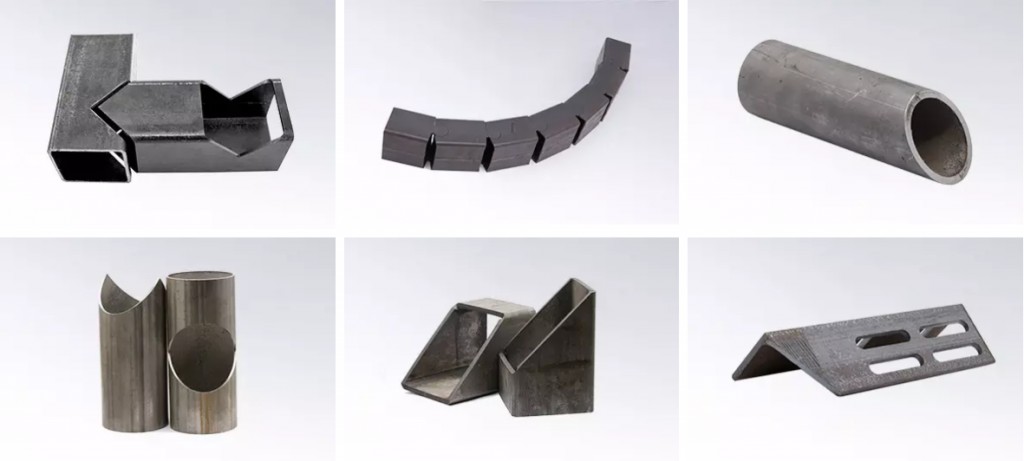
8.1Резка под углом
Резка фаски подразумевает обрезку конца трубы или края пластины под заданным углом, в первую очередь для подготовки к сварке. За счет создания фаски этот процесс повышает прочность сварного шва и целостность соединения. Он широко используется при изготовлении трубопроводов и конструкций.
8.23D контурная резка
3D контурная резка использует многоосевые лазерные системы для следования сложным трехмерным профилям. Идеально подходит для нестандартных форм труб и сложных компонентов, этот метод обеспечивает точные контурные разрезы, которые соответствуют подробным спецификациям сборки.
8.3Формовка и резка концов труб
Сюда входят такие процессы, как развальцовка, сужение и резка фланцевых концов для облегчения эффективных соединений на концах труб. Обычно применяется в трубопроводных системах и механических узлах для обеспечения надежности уплотнения и прочности соединения.
8.4Обрезка веток
Резка ответвлений используется для создания выпускных отверстий на основной трубе, часто в сочетании с пересечением (или седловыми) разрезами. Этот процесс необходим для проектирования трубопроводной сети и обеспечивает плавную компоновку и сборку сложных трубопроводных систем.
8.5Многогранная резка
Эта техника нацелена на несколько сторон трубы или профиля, позволяя выполнять одновременные или последовательные разрезы для подготовки точных соединительных интерфейсов. Она особенно подходит для высокоточных многоугловых соединений труб.
8.6Совместная резка фасок
Совместная резка фаски формирует определенные формы фаски на соединительных поверхностях, чтобы обеспечить герметичность и механическую прочность при соединении нескольких секций труб. Она играет решающую роль в долгосрочной надежности трубопроводных установок.
9.0Распространенные проблемы и решения при лазерной резке труб с фаской
| Проблема | Возможная причина | Рекомендуемое решение |
| Неточный угол скоса | Лазерная головка не откалибрована; направляющие изношены или ослаблены | Выполните повторную калибровку; осмотрите и закрепите направляющие. |
| Грубый пропил или обильный шлак | Недостаточное давление газа или смещение фокуса | Увеличить давление кислорода/азота; перефокусировать лазерный луч |
| Столкновение лазерной головки со стенкой трубки | Недостаточная очистка пути в программировании | Оптимизируйте траекторию скоса; отрегулируйте начальную точку или добавьте зазоры |
| Точность резки, на которую влияет вибрация | Недостаточная поддержка трубы или нестабильный зажим патрона | Используйте автоматическую систему поддержки; обеспечьте надежный зажим патрона |
| Следы ожогов на режущей поверхности | Чрезмерная мощность лазера или низкая скорость резки | Уменьшите мощность лазера или увеличьте скорость резки; точно настройте параметры |
| Неровный обрезной край | Отклонение между заданным путем и фактическим разрезом | Регулярно проверяйте и калибруйте оборудование; повышайте точность траектории |
| Несоответствие фаски при сварке | Непостоянные углы скоса или низкая точность резки | Используйте высокоточную лазерную систему; обеспечьте постоянный выходной путь |
| Деформация материала | Чрезмерная зона термического влияния или высокий уровень термического воздействия | Оптимизируйте параметры резки; используйте подходящий вспомогательный газ для снижения нагрева |
| Низкая скорость резки | Недостаточная мощность лазера или расфокусированный луч | Увеличьте мощность; отрегулируйте фокусировку до оптимальной точки |
| Сильное окисление на поверхности среза | Недостаточный расход газа или плохая чистота газа | Увеличьте расход газа; используйте газ более высокой чистоты, чтобы предотвратить окисление |
10.0Типичные области применения лазерной резки фасок для труб
Подготовка к сварке
Цель: Для создания скосов на сварных швах для сварки с полным проплавлением или высокопрочных соединений.
Распространенные типы скосов:
- V-образный скос (односторонний 30°/45°)
- Y-образный скос
- Скос типа К (симметричный 45° с обеих сторон)
- X-образный скос (используется для стыковых соединений толстостенных труб)
Типичные сценарии:
- Сварка нефте- и газопроводов
- Сборка сосудов высокого давления
- Соединения ферм с толстостенными трубами
- Изготовление резервуаров для хранения из нержавеющей стали
Монтаж конструкций и каркасов
Цель: Многоугольное соединение труб в узлах конструкции для повышения точности сборки и несущих характеристик.
Типичные компоненты:
- 3D пространственные каркасы (треугольные фермы, мостовые конструкции)
- Рамы фитнес-оборудования (разнонаправленные трубчатые соединения)
- Умный дом или металлические конструкции мебели (например, ножки стола)
Преимущества:
- Нет необходимости в ручной шлифовке фаски
- Высокая угловая точность с минимальными зазорами в стыках
- Улучшенный внешний вид сварного шва и структурная стабильность
Производство автомобилей
Приложения:
- Сварные соединения выхлопной системы (колена из нержавеющей стали или титана)
- Трубопроводы шасси (антивибрационные или арматурные соединения)
- Соединение рамы аккумуляторного лотка (для электромобилей и гибридных автомобилей)
Технические особенности:
- Резка тонких стенок под углом без деформации
- Высокая однородность сварочных зазоров
- Подходит для крупномасштабного автоматизированного производства
Железнодорожный транспорт и аэрокосмическая промышленность
Приложения:
- Легкие трубчатые конструктивные элементы
- Скошенные соединения для оптимизации распределения напряжений
- Подготовка канавки под сварку для обеспечения усталостной прочности конструкции
Материалы: Высокопрочная сталь, титановые сплавы, алюминиево-магниевые сплавы
Основные характеристики:
- Малый допуск угла (в пределах ±0,2°)
- Чисто обработанные поверхности (нет необходимости во вторичной отделке)
Стальные конструкции и системы навесных фасадов
Приложения:
- Сборная фаска уголков и круглых труб для узловых соединений
- Оптимизированные сварные швы для эстетики и целостности конструкции
- Диагональное соединение алюминиевых профилей навесных фасадов
Преимущества:
- Заменяет традиционный процесс распиловки + снятия фаски
- Повышает точность и эффективность сборки на месте
- Поддерживает интегрированное в BIM моделирование и программирование траектории инструмента
Изготовление трубопроводов и напорных систем
Применимые отрасли: Энергетика, электроэнергетика, химическая промышленность, пищевая промышленность и фармацевтика
Ключевые приложения:
- Сварка под углом напорных трубопроводов
- Чистая резка фаски на санитарных трубах из нержавеющей стали
- Наклонные отверстия для Y- и T-образных трубных соединений
Технические требования:
- Высокоточные углы скоса с кромками без заусенцев
- Чистые внутренние стенки без шлака и окисления (соответствуют стандартам GMP и ASME)

11.0Заключение и практические рекомендации
Интеграция технологии резки фасок знаменует собой новую эру в обработке труб лазером, обеспечивая более высокую точность и более сложную геометрию. Для достижения стабильной и эффективной резки фасок производители должны:
- Выбирайте лазерные резаки для труб с возможностью одновременного движения по 5 осям
- Используйте специализированное программное обеспечение для проектирования траектории скоса
- Обеспечить обучение операторов функциям машины и параметрам процесса
- Регулярно обслуживайте систему, чтобы обеспечить точность и повторяемость движений.
При правильном использовании оборудования и управлении процессом резка фасок не только повышает качество продукции, но и снижает затраты на ручной труд, а также повышает общую конкурентоспособность производства.
Ссылки
https://en.wikipedia.org/wiki/Pipe_Cutting



