

- 1.0Что такое листогибочный пресс?
- 2.0«Press Brake» и «Brake Press»: в чем разница?
- 3.0Как работает листогибочный пресс
- 4.0Почему металл подходит для гибки? Для чего используется листогибочный пресс?
- 5.0Основные компоненты листогибочного пресса
- 6.0Краткий процесс работы листогибочного пресса
- 7.0Распространенные типы листогибочных прессов
- 8.0Что такое листогибочный пресс с числовым программным управлением (ЧПУ)?
- 9.0Что такое листогибочный пресс с ЧПУ (листогибочный пресс с числовым программным управлением)?
- 10.0Каковы основные различия между листогибочными прессами с ЧПУ и NC?
- 11.0Каковы методы привода листогибочных прессов?
- 12.0Как настроить листогибочный пресс?
- 12.1Шаг 1: Изучите чертеж заготовки.
- 12.2Шаг 2: Выберите подходящий метод гибки и инструмент
- 12.3Шаг 3: Рассчитайте требуемую силу изгиба (тоннаж)
- 12.4Шаг 4: Установка и регулировка инструмента (закрепление штампов)
- 12.5Шаг 5: Настройка системы заднего упора
- 12.6Шаг 6: Программирование и проверка системы ЧПУ (листогибочный пресс с ЧПУ)
- 12.7Шаг 7: Сохраните настройки и начните работу.
- 12.8Схема рабочего процесса гибочного станка:
- 13.0Сравнение различных типов листогибочных прессов
- 14.0Факторы, которые следует учитывать при выборе листогибочного пресса
- 15.0Применение листогибочных прессов
- 16.0Распространенные неисправности листогибочных прессов и их решения
1.0Что такое листогибочный пресс?
А гибочный пресс — это машина для формовки металла, используемая для гибки листового металла под заданным углом или формой. Широко используется в производстве листового металла и конструкций. Основной принцип заключается в приложении концентрированного давления к линии изгиба металлического листа, заставляя его подвергаться пластической деформации.
В процессе гибки лист металла помещается на нижний штамп, а верхний пуансон движется вниз под давлением, вдавливая лист в профиль штампа. Форма пуансона и штампа соответствуют друг другу, что позволяет точно формировать металл по контуру штампа. Регулируя ход пуансона и прилагаемое давление, можно получить диапазон углов гибки, радиусов и длин.
Проще говоря, листогибочный пресс — это точный и контролируемый процесс формовки металла, который эффективно преобразует плоский металл в сложные формы путем приложения усилия с помощью пуансона и матрицы.
.jpg)
2.0«Press Brake» и «Brake Press»: в чем разница?
В металлообработке «гибочный пресс» обычно относится к машине, используемой для гибки металлического листа под заданным углом или формой. Этот процесс включает в себя размещение заготовки между пуансоном (верхний инструмент) и матрицей (нижний инструмент) и приложение давления до тех пор, пока лист не деформируется окончательно. Эти гибочные прессы широко используются в промышленном производстве благодаря своей высокой точности, повторяемости и универсальности, что делает их предпочтительным решением для ряда сложных гибочных задач.
Однако иногда термин «гибочный пресс» используется в более широком смысле для описания различных типов гибочного оборудования, включая:
Высокоточные электрические или гидравлические листогибочные прессы: Идеально подходит для промышленного производства, требующего высокой точности, скорости и автоматизации.
Простые ручные листогибочные прессы: Разработаны для небольших партий, тонких материалов или прототипирования. Хотя они могут обеспечивать определенную степень точности, их функциональность и автоматизация ограничены.
Эта семантическая вариация обычно возникает из-за различных сценариев использования или отраслевой терминологии. В технических документах рекомендуется различать электрические листогибочные прессы, гидравлические листогибочные прессы, или ручные листогибочные прессы чтобы избежать путаницы.
3.0Как работает листогибочный пресс
Основной принцип работы листогибочного пресса заключается в приложении давления через пуансон и матрицу, заставляя металлический лист подвергаться пластической деформации вдоль заданной линии изгиба. Вот как это обычно работает:
Лист металла помещается в V-образный паз нижнего штампа. Затем верхний пуансон опускается вертикально под гидравлическим или сервоуправлением, вдавливая металл в паз. По мере того, как пуансон движется вниз, лист деформируется вдоль краев штампа, в конечном итоге образуя желаемый изгиб.
Изменяя форму или размер пуансона и матрицы, листогибочные прессы могут производить широкий диапазон углов и профилей гибки, отвечая требованиям сложных деталей из листового металла.

4.0Почему металл подходит для гибки? Для чего используется листогибочный пресс?
Одним из ключевых свойств металла является его относительно высокая пластичность — его способность растягиваться и формоваться без разрушения. Это делает металл гибким материалом для широкого спектра применений. В процессе производства металлические листы обычно начинаются в плоской или полосовой форме, но часто требуют изменения формы перед их конечным использованием.
Вот тут-то и вступает в игру оборудование для формовки металла, и листогибочный пресс является одним из самых важных и универсальных инструментов в отрасли.
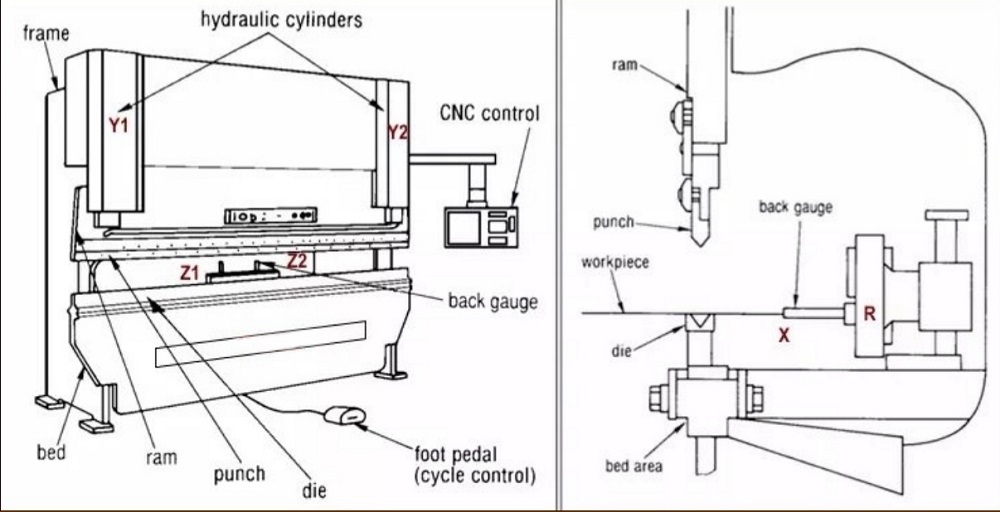
5.0Основные компоненты листогибочного пресса
- Рамка:Основная конструкция листогибочного пресса, как правило, сварная из высокопрочной стали. Она обеспечивает исключительную жесткость и грузоподъемность, гарантируя стабильность и точность в процессе гибки.
- Таран / Заслонка:Установленный на верхней балке, ползун перемещает пуансон вверх и вниз. Во время гибки он оказывает давление на металлический лист, заставляя его подвергаться пластической деформации.
- Пуансон и матрица:Пуансон образует верхний инструмент и крепится к плунжеру, в то время как матрица устанавливается на рабочем столе. Металлический лист помещается между ними и под давлением пуансона вдавливается в канавку матрицы, образуя желаемую форму. Различные размеры и профили пуансонов и матриц могут быть заменены для удовлетворения различных требований к гибке.
- Рабочий стол/кровать:Рабочий стол, расположенный у основания листогибочного пресса, служит платформой для поддержки как штампа, так и металлического листа во время гибки. Часто он включает в себя V-образный паз, помогающий формировать ряд изгибов.
- Гидравлическая или сервосистема:Гидравлический или сервопривод обеспечивает силу, необходимую для перемещения плунжера. Традиционные машины обычно используют гидравлические цилиндры для создания высокого давления, в то время как высококлассные модели используют сервоэлектрические приводы для большей точности, энергоэффективности и контроля.
- Задний датчик:Задний упор, установленный в задней части зоны гибки, помогает точно позиционировать металлический лист, гарантируя последовательность и повторяемость каждого изгиба.
6.0Краткий процесс работы листогибочного пресса
- Размещение материала:Лист металла кладется ровно на рабочий стол, для точного позиционирования используется задний упор.
- Выбор инструмента:Выбор подходящего комплекта пуансонов и матриц в соответствии с углом гибки и профилем заготовки.
- Зажим и подготовка:После того, как лист установлен на место, он зажимается матрицей и пуансоном, чтобы избежать любого перемещения во время гибки.
- Изгибное действие:Пуансон движется вниз, вдавливая пуансон в V-образный паз матрицы. Это формирует металл под заданным углом изгиба.
- Возврат и освобождение:После гибки пресс-форма возвращается в исходное положение, снимая давление с металлического листа.
- Удаление детали:Зажим открывается, и оператор извлекает готовую, сформированную заготовку — готовую к последующей обработке или производственному этапу.
7.0Распространенные типы листогибочных прессов
Листогибочный пресс можно разделить на шесть основных типов в зависимости от его привода и метода управления: механический листогибочный пресс, гидравлический листогибочный пресс, электрогидравлический листогибочный пресс, пневматический листогибочный пресс, серволистогибочный пресс и листогибочный пресс с ЧПУ. Вот краткое введение и плюсы и минусы для каждого:
Механический листогибочный пресс:
Механический листогибочный пресс перемещает ползун вверх и вниз с помощью маховика и шестерни, управляемой сцеплением.
Плюсы:
- Простая конструкция, простота эксплуатации и низкие затраты на техническое обслуживание
- Возможность обработки материалов, превышающих в некоторых случаях номинальный тоннаж
Минусы:
- Трудно точно контролировать скорость гибки
- Более низкая точность гибки и плохая повторяемость
- Менее безопасно; не рекомендуется для сложных операций
Гидравлический листогибочный пресс:
Гидравлический листогибочный пресс использует два гидравлических цилиндра вместо традиционной механической трансмиссии.
Плюсы:
- Большое усилие гибки, подходит для обработки листового металла в тяжелых условиях
- Более высокая точность для тонких операций гибки
- Лучший контроль над движением, позволяющий использовать несколько изгибаемых сегментов
Минусы:
- Сложная структура, требующая более высокой технической квалификации
- Более высокие затраты на техническое обслуживание; отказ компонентов может привести к значительному простою
- Возможный риск утечки гидравлической жидкости
- Операции должны проводиться в пределах номинального тоннажа.
Электрогидравлический серволистогибочный пресс:
Электрогидравлический листогибочный пресс — это интеллектуальный, высокоточный гибочный станок с ЧПУ и электрогидравлическим управлением.
Принцип действия:
- Левый и правый гидравлические цилиндры управляются отдельными серводвигателями.
- Датчики смещения позволяют контролировать положение плунжера в режиме реального времени.
- Системы ЧПУ координируют оба цилиндра, обеспечивая параллельность и точность.
Плюсы:
- Высокая точность и высокая повторяемость ±0,01 мм
- Энергосбережение и экологичность — поставка нефти по требованию без утечек
- Интеллектуальная функциональность — поддерживает графическое программирование, компенсацию угла, автоматическую настройку и т. д.
- Надежный — сохраняет стабильность в течение длительных производственных циклов
Минусы:
- Более высокие первоначальные инвестиции
- Требуются передовые технические знания для обслуживания

Пневматический листогибочный пресс:
Пневматический листогибочный пресс использует для привода ползуна сжатый воздух вместо гидравлической или механической системы.
Плюсы:
- Простая структура с более быстрым откликом
- Гибкое управление — легкий запуск и выключение
- Чистота и экологичность — никаких утечек жидкости
Минусы:
- Ограниченное изгибающее усилие — не подходит для толстых листов или тяжелых условий эксплуатации.
- Более низкая точность гибки, чем у гидравлических систем
Гибочный пресс с сервоприводом:
Электрогидравлический листогибочный пресс приводится в действие серводвигателем, а не цилиндрами.
Плюсы:
- Более высокая точность гибки и повторяемость
- Тихая работа и низкое потребление энергии
- Без масла — меньше обслуживания и экологически чистый
- Подходит для применений, требующих высоких стандартов чистоты.
Минусы:
- Ограниченное изгибающее усилие — в основном для малотоннажных или легких конструкций
- Более высокие первоначальные инвестиции
Листогибочный пресс с ЧПУ — это полностью автоматизированный станок, сочетающий гидравлические или сервоприводы с компьютерным управлением для высокоточной и высокоэффективной гибки.
Функции:
- Полностью автоматизированное управление с высокой точностью и низкой погрешностью
- Программируется для сложных операций гибки
- Более высокая эффективность производства при снижении затрат на рабочую силу
- Применимо к таким отраслям, как аэрокосмическая, автомобильная, электронная и строительная.
⚡Примечание: «ЧПУ» относится к методу управления, а не к отдельной форме привода; ЧПУ может быть интегрировано с гидравлическими, электрогидравлическими или сервосистемами.
8.0Что такое листогибочный пресс с числовым программным управлением (ЧПУ)?
Определение:The Листогибочный пресс с ЧПУ это машина с числовым программным управлением, обычно имеющая упрощенную клавиатуру или систему управления PLC. Синхронизация движения ползуна механически приводится в действие торсионным стержнем, что делает ее удобным выбором для задач гибки средней или низкой точности.
Конструктивные особенности:
- Два цилиндра соединены торсионом для обеспечения синхронности их движения.
- Цилиндры перемещают плунжер вверх и вниз, выполняя гибку.
- Система управления упрощена — обычно она контролирует только положение заднего упора (ось X) и ползуна (ось Y).
Плюсы:
- Более низкая стоимость и более простая эксплуатация
- Подходит для малых и средних предприятий с менее высокими требованиями к точности.
Минусы:
- Синхронизация зависит от механических компонентов — торсион может деформироваться со временем
- Невозможность обнаружения или исправления ошибок в реальном времени
- Ограниченные возможности сложного программирования и многошаговых операций

9.0Что такое листогибочный пресс с ЧПУ (листогибочный пресс с числовым программным управлением)?
Определение:Листогибочный пресс с ЧПУ — это высокопроизводительный гибочный станок, который объединяет компьютеризированную систему управления с гидравлическими, электрогидравлическими или сервоприводами. Он может выполнять полностью автоматизированные, высокоточные и высокоэффективные операции гибки листового металла.
Метод контроля:
- Управляется промышленными вычислительными системами (такими как Delem, ESA или Cybelec)
- Мониторинг положения ползуна (Y1/Y2) и заднего упора (X, R, Z) в режиме реального времени
- Позволяет выполнять многошаговое программирование с графическими интерфейсами, компенсацией угла и обнаружением ошибок.
Поддержка приводной системы:
- Гидравлический (обычный или электрогидравлический)
- Чисто сервопривод (электрический листогибочный пресс)
Поддержка изгибающего типа:
- Давление вниз (обычное): ползун движется вниз, в то время как стол зафиксирован
- Направление давления вверх (редко): стол движется вверх, а ползун зафиксирован
Плюсы:
- Высокая точность (±0,01 мм) с повторяемым изгибом
- Возможность расчета последовательности изгиба, угла и компенсации
- Гибкое программирование — подходит для больших партий и сложных операций
- Высокая эффективность производства с быстрой настройкой и переналадкой
- Поддержка удаленного программирования и интеграции с Индустрией 4.0
10.0Каковы основные различия между листогибочными прессами с ЧПУ и NC?
| Элемент | Листогибочный пресс с ЧПУ | Листогибочный пресс с ЧПУ |
| Система управления | Простой цифровой контроллер (кнопочный) | Промышленный компьютер с графическим управлением |
| Синхронизация | Механическая синхронизация с помощью торсионного вала | Гидравлически или сервоуправляемая синхронизация |
| Точность | Средний; большие отклонения | Более высокая точность; автоматическое исправление ошибок |
| Сложность программирования | Поддерживает только простые операции | Поддерживает сложное программирование процессов |
| Степень автоматизации | Низкий | Высокий |
| Приложения | Общая обработка листового металла | Крупносерийная, высоко востребованная, гибка по индивидуальному заказу |
| Расходы | Ниже | Выше |
11.0Каковы методы привода листогибочных прессов?
При изгибе металлической пластины обычно требуется значительное давление для получения пластической деформации. Это давление называется пресс-тоннаж — максимальная сила, которую может применить листогибочный пресс во время своей работы. Чем больше тоннаж, тем толще или длиннее металлическая пластина, которую можно обработать.
Для создания и передачи этого усилия листогибочные прессы обычно используют различные методы привода, в том числе:
- Гидравлический привод (обычно используется в листогибочных прессах с ЧПУ):
Использует гидравлическую систему для создания большого тоннажа — идеально подходит для гибки толстых пластин и тяжелых грузов. Это наиболее часто используемый метод в промышленности. - Сервопривод с электроприводом:
Использует серводвигатель для точного управления движением ползуна, обеспечивая высокую точность и быстрый отклик — идеально подходит для применений, требующих высокой точности и энергоэффективности. - Пневматический привод:
Работает на сжатом воздухе; простая конструкция — подходит для малых и средних объемов работ и более быстрых операций. - Механический привод:
Приводится в действие механизмами маховика и сцепления; традиционная конструкция — идеально подходит для тяжелого высокочастотного производства.
Обычно название листогибочного пресса отражает способ его привода, например: гидравлический листогибочный пресс, пневматический листогибочный пресс или сервоэлектрический листогибочный пресс.
12.0Как настроить листогибочный пресс?
Перед началом гибочных операций правильная настройка листогибочного пресса имеет решающее значение для обеспечения точности гибки, продления срока службы инструмента и поддержания эксплуатационной безопасности. Следующая стандартная процедура применима как к листогибочным прессам с ЧПУ, так и к листогибочным прессам с ЧПУ.
12.1Шаг 1: Изучите чертеж заготовки.
- Подтвердите свойства материала: материал (например, углеродистая сталь, нержавеющая сталь или алюминий) и предел текучести.
- Подтвердите геометрические размеры: толщину пластины, длину, угол изгиба, радиус изгиба.
- Определите требования к проектированию, включая:
- Длина фланца
- Направление изгиба (внутреннее или внешнее)
- Требования к допускам
- Требуется ли удаление заусенцев или выравнивание после гибки
12.2Шаг 2: Выберите подходящий метод гибки и инструмент
Метод гибки (в зависимости от требований к точности и усилию):
| Метод | Характеристики | Точность | Тоннаж |
| Воздушная гибка | Обычный; низкий износ инструмента | Середина | Стандарт |
| Нижний изгиб | Материал полностью помещается в матрицу | Выше | Воздушная гибка ×4–6 |
| Чеканка | Материал полностью вдавливается в угол матрицы | Самый высокий | Воздушная гибка ×8–10 |
Рекомендации по выбору инструмента:
- Пуансон/Верхний инструмент: Должны соответствовать толщине пластины и углу изгиба, чтобы избежать повреждений или перегрузки.
- Штамп/нижний инструмент: Отверстие матрицы обычно в 6–12 раз превышает толщину пластины.
- Соответствие материалов: Материал инструмента должен иметь такую же или большую твердость, чем материал пластины.
12.3Шаг 3: Рассчитайте требуемую силу изгиба (тоннаж)
Используйте диаграммы тоннажа, предоставленные производителем, или специализированное программное обеспечение.
Примите во внимание следующие параметры:
- Толщина (т)
- Ширина (Д)
- Прочность материала
- Отверстие матрицы (V)
Ссылка:
- Давление изгиба воздуха = базовое давление
- Нижнее изгибающее давление = воздушное изгибающее давление × 4–6
- Давление чеканки = давление изгиба воздуха × 8–10
⚡ Для обеспечения безопасной эксплуатации не превышайте номинальную грузоподъемность.
12.4Шаг 4: Установка и регулировка инструмента (закрепление штампов)
- Проверьте износ инструмента и равномерность толщины.
- Установите верхнюю и нижнюю матрицы и зафиксируйте их на месте.
- Отрегулируйте ход плунжера до соответствующих верхних и нижних пределов, чтобы избежать столкновения.
- При необходимости зарезервируйте специальные положения для отдыха в особых случаях.
- Совместите центр инструмента и рабочего стола.
12.5Шаг 5: Настройка системы заднего упора
- Установите положение и высоту заднего упора (X, R, Z).
- Введите последовательность и параметры гибки согласно чертежу.
- Если операций несколько, включите проверку помех (ЧПУ), чтобы избежать столкновений.
12.6Шаг 6: Программирование и проверка системы ЧПУ (листогибочный пресс с ЧПУ)
- Ознакомьтесь с панелью управления (Delem, ESA, Cybelec и т. д.).
- Ввод или импорт программ гибки (толщина, материал, угол, номер инструмента).
- Выполните автономное программирование (необязательно) для предварительного просмотра траектории гибки.
- Испытание с использованием обрезков материала для проверки угла изгиба, упругого возврата, интерференции и других параметров.
- При необходимости скорректируйте программу на основе результатов испытаний.
12.7Шаг 7: Сохраните настройки и начните работу.
- Сохраните программу гибки для повторного использования в будущем производстве.
- Проверьте механизмы безопасности, аварийную остановку и соответствующие органы управления.
- Начните массовое производство и периодически проверяйте угол гиба и размеры в ходе процесса.
12.8Схема рабочего процесса гибочного станка:

Анализ чертежа → Выбор метода и инструментов гибки → Расчет усилия гибки → Установка и выравнивание инструментов → Установка заднего упора → Программирование ЧПУ и пробная гибка → Сохранение настроек и запуск производства.
13.0Сравнение различных типов листогибочных прессов
| Тип | Метод привода | Точность | Сила | Приложение | Преимущества | Недостатки |
| Механический листогибочный пресс | Маховик | Низкий | Середина | Общая обработка листового металла | Простота эксплуатации, легкость обслуживания | Плохой контроль, низкая точность, низкая безопасность |
| Гидравлический листогибочный пресс | Гидравлический цилиндр | Высокий | Высокий | Толстые пластины и крупные компоненты | Большая сила, сильный контроль | Сложная структура, склонная к утечкам |
| Электрогидравлический листогибочный пресс | Электрогидравлический сервоцилиндр | Очень высокий | Высокий | Автоматизированная и точная гибка | Высокая точность, энергосбережение, экологичность и автоматизированное управление. | Более высокая стоимость, сложная система |
| Пневматический листогибочный пресс | Давление воздуха | Середина | Низкий | Обработка легкого листового металла | Быстро, чисто, экологично | Ограниченная сила, не для толстой пластины |
| Сервоприводный листогибочный пресс | Электрический сервопривод | Высокий | Низкий | Прецизионные приложения с малой нагрузкой | Высокая точность, низкий уровень шума, энергосбережение | Ограниченная сила, более высокая стоимость |
| Листогибочный пресс с ЧПУ | ЧПУ управление + несколько приводов | Очень высокий | Зависит от привода | Автоматизированная обработка в различных отраслях | Автоматизированный, точный и эффективный | Более высокая стоимость, зависимость от программирования и обслуживания |
14.0Факторы, которые следует учитывать при выборе листогибочного пресса
- Тип и толщина материала: Разные материалы имеют разные свойства изгиба. Алюминий гнется легче, а нержавеющая сталь требует большего усилия. Толщина также напрямую влияет на требуемый тоннаж — убедитесь, что мощность машины достаточна.
- Способность к изгибу: Сюда входит максимальная сила изгиба и эффективная длина изгиба. Сила определяет, можно ли обрабатывать толстые или высокопрочные материалы, а длина определяет размер заготовки за одну операцию изгиба.
- Точность и повторяемость гибки: Точность относится к тому, является ли угол изгиба правильным, а повторяемость оценивает, являются ли последующие изгибы последовательными. Для более точных применений обычно требуются станки с ЧПУ.
- Ритм и мощность производства: В зависимости от объема и темпов производства следует выбирать более стабильную и эффективную машину для высокочастотных и крупносерийных применений.
15.0Применение листогибочных прессов
- Автомобильная промышленность: Используется для производства кронштейнов, компонентов шасси, панелей кузова и выхлопных систем — высокая точность гарантирует соответствие строгим стандартам и помогает повысить качество и безопасность транспортных средств.
- Аэрокосмическая промышленность: Обрабатывает высокопрочные материалы, такие как алюминиевые и титановые сплавы, для каркасов самолетов, компонентов крыльев и корпусов двигателей, требуя высокой точности и надежности.
- Бытовая техника: Используется при производстве панелей холодильников, корпусов стиральных машин, компонентов кондиционеров и т. д. — высокая точность и гибкость позволяют изготавливать детали точно по своему дизайну.
- Строительная промышленность: Обрабатывает конструктивные элементы зданий, металлические листовые конструкции и декоративные элементы, которые используются в строительных, архитектурных и кровельных работах.
- Производство мебели: Сгибает металлические листы для создания каркасов мебели, кронштейнов и декоративных элементов, добавляя им как структурную привлекательность, так и функциональность.
- Медицинское оборудование: Обрабатывает металлические компоненты для хирургических инструментов, диагностического оборудования и больничной мебели, соблюдая строгие стандарты точности и санитарии.
- Электронное и электрическое оборудование: Используется для изготовления шкафов управления, кронштейнов и корпусов, обеспечивая устойчивость конструкции и безопасность эксплуатации.
- Оборонная промышленность: Обрабатывает металл для изготовления броневых конструкций, корпусов военной техники и контейнеров для хранения боеприпасов, отвечая высоким стандартам прочности и ударопрочности.
16.0Распространенные неисправности листогибочных прессов и их решения
| Состояние неисправности | Возможные причины | Решения |
| Гидравлическое давление отсутствует или недостаточно | 1. Неправильное направление вращения двигателя или насоса 2. Засорение предохранительного клапана 3. Заедание электромагнитного клапана 4. Утечка в клапане регулирования давления | 1. Проверьте направление вращения двигателя и насоса. 2. Очистите предохранительный клапан. 3. Отремонтируйте или очистите электромагнитный клапан. 4. Отремонтируйте или замените клапан регулировки давления. |
| Слайдер опускается медленно или нестабильно | 1. Износ масляного цилиндра 2. Износ направляющей или плохая синхронизация 3. Низкий уровень гидравлического масла 4. Слишком высокая скорость подачи 5. Заправочный клапан заедает или не открывается | 1. Осмотрите уплотнения цилиндра. 2. Отремонтируйте направляющую. 3. Залейте гидравлическое масло. 4. Уменьшите скорость быстрой подачи. 5. Очистите заправочный клапан. |
| Утечки гидравлического масла | 1. Ослабленное соединение трубопровода 2. Уплотнения изношены или повреждены | 1. Затяните соединение трубопровода. 2. Замените уплотнения. |
| Изгиб неравномерный с обеих сторон | 1. Неравномерный износ штампа. 2. Верхний штамп не параллелен. | 1. Отрегулируйте высоту штампа или замените штамп. 2. Выровняйте или отрегулируйте верхний штамп. |
| Большой шум | Ослаблено соединение, изношены подшипники или повреждены компоненты | Проверьте и затяните соединения; замените неисправные компоненты или замените их. |
| Неисправности электрического управления | Соединение ослаблено, датчик неисправен или печатная плата неисправна | Проверьте точки соединения; замените датчик или отремонтируйте плату управления. |
| Перегрев машины | Радиатор засорен или система охлаждения неисправна | Очистите радиатор; проверьте и отремонтируйте контур охлаждения. |
| Ползунок не может медленно опускаться или изгибающая сила недостаточна | 1. Неисправен направляющий клапан (например, клапан 4/2). 2. Заедает заливной клапан. | 1. Осмотрите или замените направляющий клапан. 2. Очистите заправочный клапан. |
| Скорость возврата низкая, а давление высокое | Заправочный клапан открыт не полностью | Проверьте, полностью ли открыт заправочный клапан. |
Ссылки
www.ursviken.com/что-есть-пресс-тормоз-используется-для/
www.adhmt.com/how-does-a-press-brake-work/
www.epowermetals.com/metal-forming-and-welding-glossarymetal-forming-and-welding-glossary.html
https://www.alekvs.com/press-brake-machine/




