

- 1.0Что такое листопрокатный станок?
- 2.0Типы листопрокатных машин
- 3.0Как работает листопрокатный станок?
- 4.0Настройка усилия гибки для листогибочных/вальцовочных машин
- 5.0Предварительная гибка: четыре основные причины выбрать вальцовочный станок с этой функцией
- 6.0Какой листопрокатный станок подойдет для вашего проекта?
- 7.0Применение листопрокатных машин
- 8.0Как построить ручной листогибочный ролик из металлолома?
1.0Что такое листопрокатный станок?
1.1Определение листопрокатной машины
А листопрокатная машина (также известный как прокатный валок или листовой металлический валок) предназначен для формования плоских металлических листов в цилиндрические или другие изогнутые формы с помощью механической или гидравлической энергии. Типичные области применения включают изготовление труб, резервуаров, сосудов высокого давления и структурных компонентов. Хотя основная функция — прокатка плоских листов в цилиндры, некоторые модели могут выполнять обратный процесс — сплющивание ранее прокатанных листов — хотя такое использование встречается реже.
1.2Как работает листопрокатный станок?
1.3Что такое прокатка листового металла?
Прокатка листового металла (также называемая гибкой или формовкой пластин) — это фундаментальный процесс, в котором плоские металлические листы постепенно формируются в дуги или цилиндрические профили путем применения контролируемой силы. Этот метод позволяет выполнять высокоточную формовку сложных геометрических форм и имеет важное значение в современном производстве.
Метод основан на пластической деформации, при которой материал претерпевает постоянное изменение формы без образования трещин. Когда лист проходит через ролики, сжимающие силы заставляют металл течь и изгибаться. Получающаяся кривизна зависит от нескольких факторов: диаметра ролика, толщины и состава материала, приложенного давления и скорости прокатки. С развитием технологий процесс прокатки листов стал более эффективным, точным и легко автоматизируемым.

1.4Промышленное применение прокатки листов
Листопрокат играет важную роль во многих отраслях промышленности благодаря своей универсальности и надежности. Ниже приведены ключевые секторы и типичные области применения:
| Промышленность | Типичные применения |
| Строительство | Стальные конструкции, архитектурные фасады, мостовые элементы |
| Гражданская инфраструктура | Трубопроводы, резервуары, емкости для хранения, каркасные конструкции |
| Оборона | Броневые плиты, военно-морские компоненты, военная техника |
| Энергия | Резервуары для хранения, сосуды под давлением, секции ветрогенераторов, ядерное оборудование |
| Промышленное оборудование | Трубопроводные системы, теплообменники, детали машин |
| Производство | Корпуса, кожухи машин, корпуса компрессоров, корпуса турбин |
| Морской | Морские платформы, подводные трубопроводы, корпусные конструкции |
2.0Типы листопрокатных машин
Понимание классификации листопрокатных валков по количеству роликов, системе привода, методу управления и применению
2.1По количеству роликов
- Двухвалковые листопрокатные машины
Двухвалковые машины, предназначенные для легких задач, обычно используются для тонких листов в мелкосерийных операциях. Благодаря простой конструкции и компактным размерам они идеально подходят для лабораторий и основных задач прокатки.

- Трехвалковые листопрокатные машины
Наиболее часто используемая конфигурация, с тремя роликами, подходит для прокатки тонких и средних пластин и цилиндров большого диаметра. Известные своим балансом производительности и универсальности, они широко применяются в общем металлообрабатывающем производстве.

- Четырехвалковые листопрокатные машины
Оснащенные четырьмя роликами, эти машины обеспечивают большую точность прокатки и контроля, что делает их пригодными для более толстых пластин и более сложных геометрий. Они часто используются в высокоточных промышленных условиях, где требуется постоянная точность.

- Ролики с двойным зажимом пластин(Также считается типом двухвалковой конфигурации)
Эти машины компактны и предназначены для основных операций с тонкими листами металла. Распространены в небольших мастерских, удовлетворяют минимальным требованиям прокатки при низкой точности и низких уровнях нагрузки. - Машина для прокатки конусных пластин
Специально разработанный для прокатки конических заготовок, этот станок часто оснащен коническим прокатным приспособлением на основе трех- или четырехвалковой листопрокатной машины. Он подходит для изготовления конических компонентов, используемых в таких отраслях, как ветровые башни и резервуары для хранения.


2.2Методом привода

- Ручные листопрокатные машины
Управляемые рукояткой или педалью, ручные ролики идеально подходят для прототипов, задач DIY и образовательных целей. Они предлагают низкую стоимость и простоту использования, но ограничены легкими задачами с низкими требованиями к точности. - Механические листопрокатные машины
Приводимые в действие двигателями или редукторными системами, эти машины подходят для низких и средних нагрузок и мелкосерийного производства. Они просты в эксплуатации и идеально подходят для прокатки тонких листов в простые формы.

- Гидравлические листопрокатные машины
Используя гидравлические системы для управления роликами, эти машины выдерживают более высокие нагрузки и обеспечивают большую силу изгиба и точность. Распространенные гидравлические типы включают:- Гидравлические 3-валковые машины: Верхний валок имеет гидравлический привод, подходит для листов средней и большой толщины, требующих высокой точности и силы формовки.
- Гидравлические 4-валковые машины: Все четыре ролика имеют гидравлический привод, что обеспечивает повышенную точность и управляемость для сложных форм и тяжелых условий эксплуатации.
- Гидравлические симметричные машины: работают с симметричными верхними и нижними валками, идеально подходят для толстых листов и высокопрочных материалов, обеспечивая стабильность прокатки.
- Гидравлические листогибочные станки с ЧПУ: Объедините гидравлическую технологию с числовым программным управлением (ЧПУ) для автоматизации процесса прокатки. Они предназначены для крупносерийного производства, сокращая ручной ввод и увеличивая последовательность.
2.3По системе управления
- Листопрокатные станки с ЧПУ
Оборудованные компьютеризированными системами управления, ролики с ЧПУ предназначены для высокоэффективных, высокоточных задач, связанных со сложной геометрией. Они поддерживают повторяющиеся операции и обычно используются в условиях массового производства. - Гидравлические листопрокатные станки с ЧПУ
Эти машины объединяют гидравлическую мощность с программированием ЧПУ, чтобы обеспечить как высокую гибкость формовки, так и точность. Они идеально подходят для крупномасштабных операций, требующих автоматизации и возможности обработки различных материалов и форм.
2.4По сценарию применения

- Малые ручные пластинчатые ролики
Лучше всего подходят для задач с низкой нагрузкой и низкой точностью в лабораториях, небольших мастерских и для разработки прототипов. Эти машины доступны по цене и просты в эксплуатации. - Гидравлические ролики для тяжелых условий эксплуатации
Разработанные для крупномасштабного производства и толстых металлических листов, эти машины обеспечивают исключительную устойчивость и грузоподъемность. Они обычно используются в тяжелой промышленности, такой как производство сосудов высокого давления, производство больших труб и изготовление резервуаров для хранения. - Легкие механические пластинчатые ролики
Идеально подходит для тонких металлических листов и приложений с более низкими требованиями к точности. Они часто встречаются в мелкосерийном производстве, где бюджет, пространство и простота являются основными факторами.


3.0Как работает листопрокатный станок?
Принцип и работа листопрокатных машин
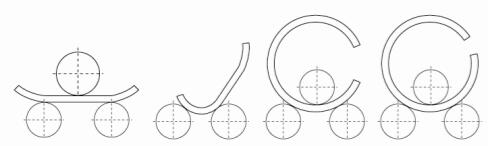
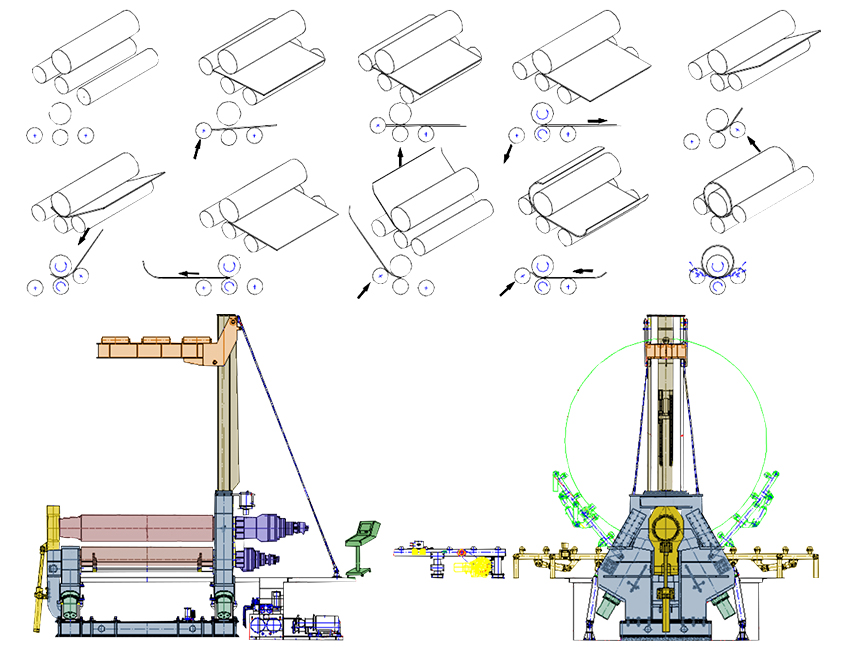
3.1Процесс работы листопрокатного станка
- Поднимите нижний валок и установите металлическую пластину.
Сначала поднимите нижний валок до уровня перфорационной пластины так, чтобы он оказался над двумя другими валками. Вставьте металлическую пластину между валками, убедившись, что она выровнена перпендикулярно поднятому прессовому валку. - Закрепите пластину и отрегулируйте ролики
После того, как металлическая пластина закреплена, опустите первый (верхний) ролик и отрегулируйте третий или четвертый ролик в правильное положение, чтобы обеспечить плавный проход. В этот момент пластина центрируется над перфорационной пластиной. - Операция предварительной гибки
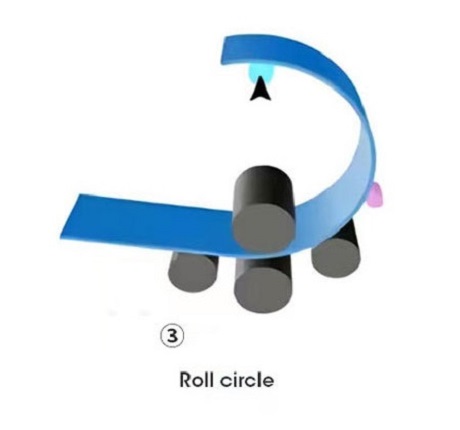
Поднимите боковой валок, который поддерживает металлическую пластину, чтобы создать «предварительный изгиб» или начальную кривизну. Этот шаг помогает обеспечить точность и округлость в конечной прокатанной детали. - Завершите процесс прокатки
Пропустите металлическую пластину через машину, пока она не пройдет за верхний валок. Затем опустите валок предварительной гибки и поднимите противоположный валок гибки в положение прокатки. Машина продолжает подавать пластину через ролики, зажимая и сгибая ее в нужную дугу или цилиндрическую форму. - Сварка и отделка
Наконец, два края металлической пластины свариваются вместе, образуя цельный цилиндр или желаемую форму.
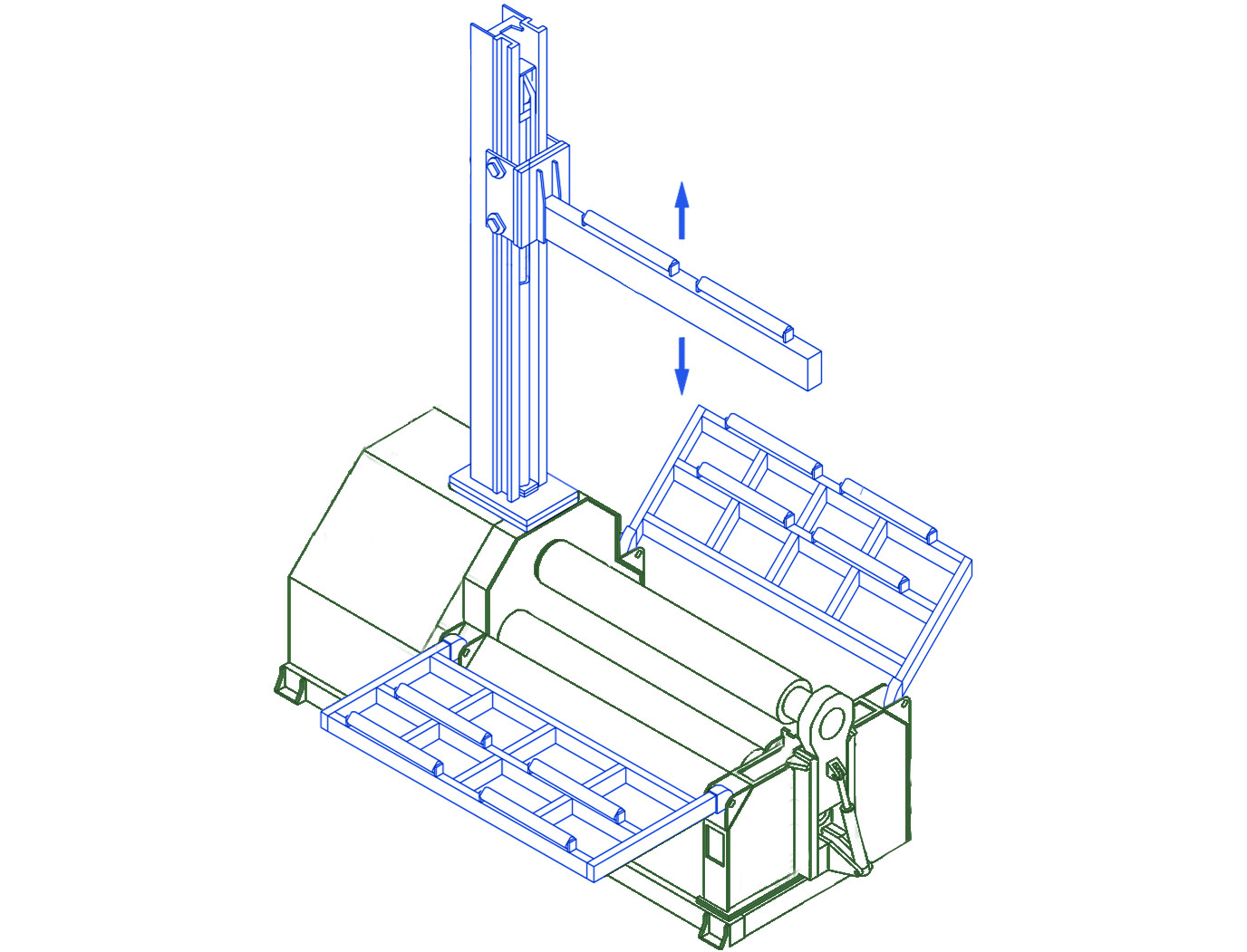
3.2Принцип работы листопрокатного станка
Хотя листопрокатные машины бывают разных типов и производят цилиндры разных форм или размеров, они, как правило, следуют схожей последовательности операций. Основное различие заключается в размерах конечного продукта, но все они направлены на создание единообразной круглой или цилиндрической формы.
Листопрокатные машины обычно приводятся в действие гидравлическими или механическими системами и оснащены тремя или четырьмя закаленными металлическими роликами. Четырехвалковые листопрокатные машины являются наиболее распространенными, поскольку они позволяют эффективно обрабатывать широкий спектр цилиндрических форм.
- Четыре ролла: Два регулируемых боковых ролика контролируют форму и размер конечного изгиба.
- Конфигурация рулона: Три нижних ролика и один большой верхний ролик работают вместе, обеспечивая точную гибку металлической пластины.
Хотя конкретные конструкции могут различаться в зависимости от потребностей применения, стандартная четырехвалковая гибочная машина остается наиболее широко используемой конфигурацией благодаря своей точности и универсальности.
3.3Этапы работы на четырехвалковой листогибочной машине
- Поднимите нижний ролик, чтобы выровнять его с перфорационной пластиной.
- Расположите металлическую пластину под прямым углом к нижнему ролику.
- Опустите верхний ролик и потяните металлическую пластину внутрь, пока она не расположится по центру перфорационной пластины.
- Поднимите первый (предварительный) валок, чтобы начать изгиб, и начните подавать через него пластину.
- Опустите валок предварительной гибки и поднимите противоположный валок, чтобы сформировать дугу.
- Продолжайте подавать тесто на пластину до тех пор, пока не сформируется полный цилиндр.
- Сварите два края пластины вместе, чтобы получился цилиндр.
4.0Настройка усилия гибки для листогибочных/вальцовочных машин
4.1Оценить рабочую нагрузку
Первым шагом в гибке листового металла является оценка требуемой рабочей нагрузки листопрокатного станка. Это гарантирует, что станок применяет правильное давление для достижения желаемого внутреннего или внешнего радиуса гибки. На этом этапе операторы учитывают такие переменные, как толщина листа и тип материала, чтобы обеспечить точность формовки. Правильная оценка нагрузки закладывает основу для точной и последовательной гибки.
4.2Закрепите металлическую пластину
После установки силы изгиба металлическая пластина должна быть надежно закреплена на рабочем столе гибочной машины. Это имеет решающее значение для предотвращения нежелательного движения во время гибки. Точное выравнивание обеспечивает равномерную деформацию и снижает риск неровностей или искажений. Правильное закрепление также повышает эксплуатационную безопасность и сводит к минимуму вероятность несчастных случаев.
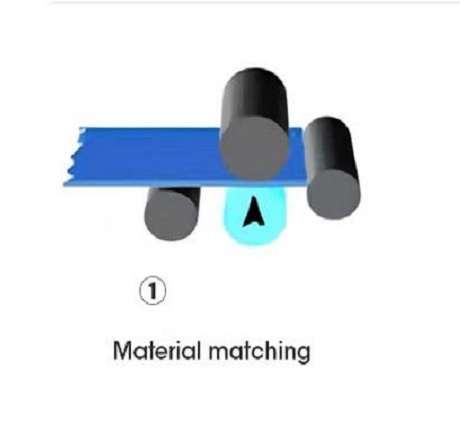
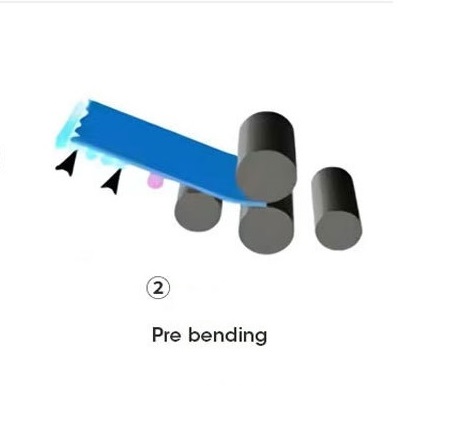
4.3Предварительный зажим/предварительная гибка
Перед началом фактической гибки операторы часто используют технику предварительного зажима или предварительного изгиба, чтобы слегка согнуть края пластины внутрь. Этот шаг помогает создать более плавный процесс гибки и предотвращает образование складок или дефектов кромок, обеспечивая естественный переход между плоскими и изогнутыми поверхностями. Он также минимизирует нагрузку на пластину, снижая риск деформации и улучшая общую точность гибки.
4.4Процесс гибки
После установки силы, закрепления пластины и завершения предварительной гибки можно начинать операцию гибки. Оператор активирует прокатный станок, и давление равномерно прикладывается по мере прохождения пластины через ролики, постепенно придавая ей желаемую форму. В ходе этого процесса может выполняться тонкая настройка для соответствия размерным спецификациям. С каждым проходом пластина подвергается контролируемой деформации, что приводит к плавной и постоянной кривизне. Из-за сложности этого процесса рекомендуется привлекать опытных операторов для обеспечения эффективности и точности.
5.0Предварительная гибка: четыре основные причины выбрать вальцовочный станок с этой функцией
5.1Устранение отходов
Предварительная гибка обеспечивает точное выравнивание обоих концов материала, значительно минимизируя отходы. Создавая оптимальную геометрическую форму для прокатки, она снижает ненужные потери материала. Опытные операторы играют важную роль в выполнении предварительной гибки для максимального использования материала.
5.2Дополнительная обрезка не требуется
В высокоэффективных производственных средах каждый ресурс имеет значение, особенно материалы, используемые для обрезки. Предварительная гибка обоих концов материала обеспечивает правильное выравнивание, устраняя необходимость в обрезке после прокатки. Это экономит и время, и материал.
5.3Экономия времени
В крупномасштабном производстве время равно деньгам. Каждая минута задержки увеличивает производственные затраты. Предварительная гибка помогает операторам быстрее формировать нужную форму, сокращая время работы на лист. Это приводит к производству большего количества деталей за тот же период времени, что повышает общую эффективность.
5.4Плавные изгибы с постоянным радиусом и толщиной
Предварительная гибка необходима для достижения высококачественных результатов прокатки. Она обеспечивает гладкость поверхности, поддерживая равномерную кривизну и толщину материала. Правильная предварительная гибка повышает точность формовки и минимизирует проблемы последующей обработки, гарантируя, что конечный продукт соответствует строгим стандартам качества.
6.0Какой листопрокатный станок подойдет для вашего проекта?
Выбор правильного листопрокатного станка зависит от ваших производственных потребностей, толщины материала, желаемой кривизны и бюджета. Ниже приведена разбивка распространенных типов листопрокатных станков и их характеристик:
6.13-валковая машина для первичной прокатки листов
Идеально подходит для легких применений, доступен в механической или гидравлической версии. Пластина зажимается между двумя вертикальными валками, в то время как третий смещенный валок движется вверх, чтобы согнуть пластину до нужного радиуса. Обычно используется для мелкосерийного производства, но требует больше ручного труда для больших объемов.
6.2Машина для прокатки листов с двойным зажимом
Подходит для широкого диапазона мощностей от легких до тяжелых. Доступно в конфигурациях с 3 и 4 валками, обычно с фиксированным верхним валком и двумя регулируемыми боковыми валками. Такая конструкция устраняет необходимость снимать и переставлять пластину, повышая эффективность производства, особенно для материалов средней толщины.
6.34-валковая листопрокатная машина
Имеет дополнительный валок под верхним валком для непрерывного зажима. Эта машина может выполнять предварительную гибку, прокатку и отделку в одном направлении, что значительно повышает эффективность. Идеально подходит для крупносерийного производства, особенно с более толстыми пластинами.
6.43-валковая листопрокатная машина
Универсальный вариант для общих применений. Обычно требует предварительного изгиба передней кромки перед прокаткой. Валки меняют направление в процессе. Хотя немного медленнее, чем 4-валковые машины, они имеют более простую механическую конструкцию.
6.52-валковая листопрокатная машина
Эти машины, предназначенные для тонких листов, используют валки с полиуретановым покрытием большого диаметра для быстрого формирования пластин в цилиндры малого диаметра. Лучше всего подходят для высокоскоростного специализированного производства с ограниченными возможностями формовки.
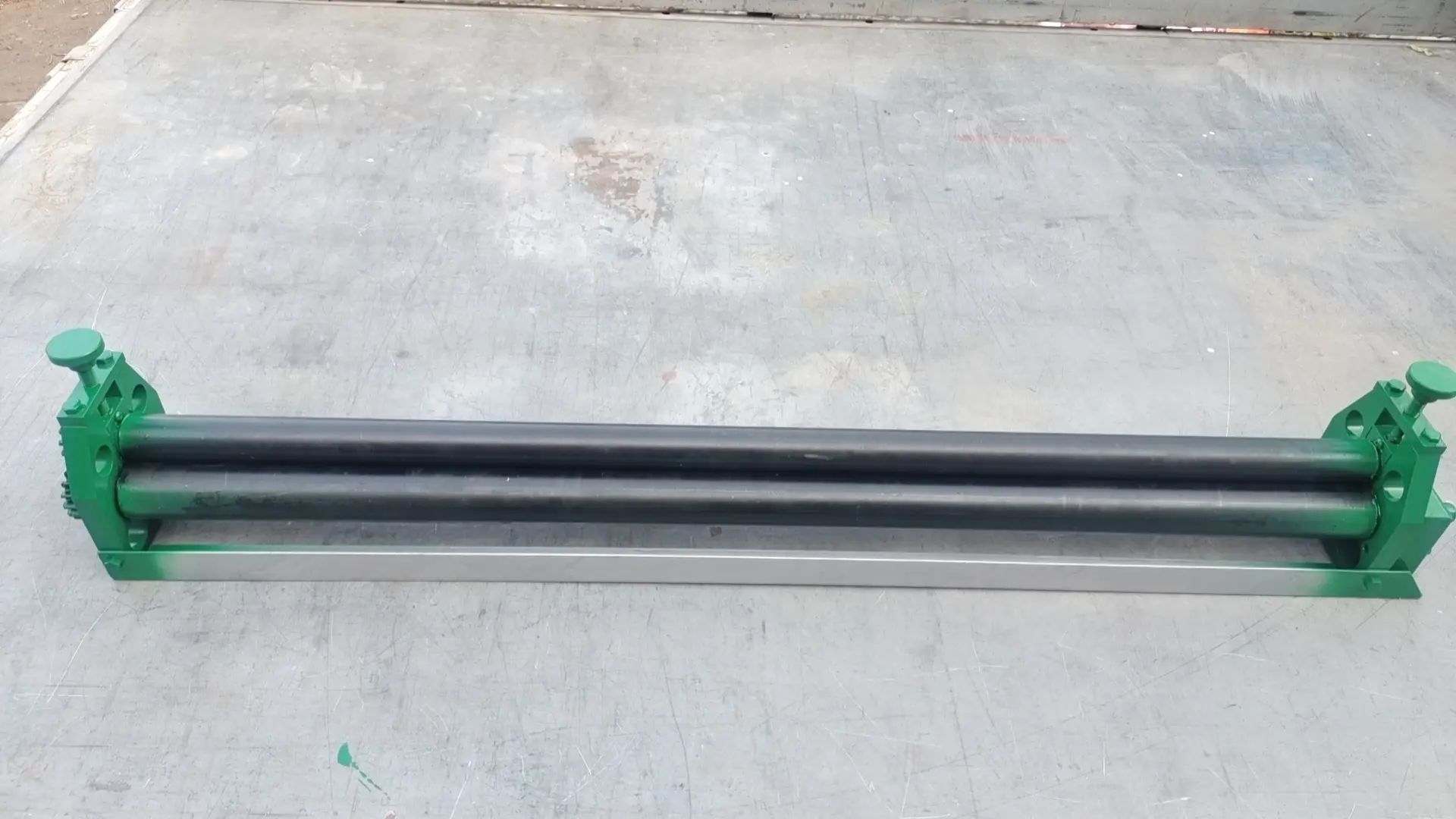
6.6Ручная листопрокатная машина
Используется для мелкосерийных операций и легких материалов. Обеспечивает низкую стоимость и простоту эксплуатации, идеально подходит для основных задач прокатки и производства на уровне хобби.
6.7Гидравлическая листопрокатная машина
Приводимый в действие гидравлической системой, этот тип способен обрабатывать большие нагрузки и достигать высокой точности. Широко используется в крупносерийном производстве и для прокатки более толстых материалов.
📩 Хотите узнать больше о выборе и настройке листопрокатных станков? Обратитесь в ALEKVS за экспертной консультацией!
7.0Применение листопрокатных машин
Листопрокатные машины широко используются в различных отраслях промышленности. Вот некоторые распространенные применения:
- Автомобильная промышленность: Используется для производства деталей кузова, таких как двери, капоты и крышки багажника, а также конструктивных элементов, таких как рамы и балки.
- Аэрокосмическая промышленность: Применяется при изготовлении деталей самолетов, таких как обшивка крыльев, панели фюзеляжа и корпуса двигателей.
- Индустрия бытовой техники: Необходим для формования деталей, используемых в холодильниках, духовках и стиральных машинах, таких как двери, корпуса и структурные панели.
- Строительная промышленность: Играет ключевую роль в производстве металлической кровли, облицовки стен и строительных конструкций.
- Электронная промышленность: Используется для изготовления компонентов электронных устройств, включая печатные платы, разъемы и прецизионные металлические корпуса.
8.0Как построить ручной листогибочный ролик из металлолома?


