
- 1.0Что такое алюминиевый профиль?
- 2.0Основные характеристики алюминиевых профилей
- 3.0Распространенные алюминиевые сплавы, марки и их различия.
- 4.0Термическая обработка и состояния отпуска
- 5.0Основные классификации алюминиевых профилей
- 6.0Производство и обработка поверхности алюминиевых профилей
- 7.0Основные области применения алюминиевых профилей
- 8.0Контроль качества и техническое обслуживание алюминиевых профилей.
1.0Что такое алюминиевый профиль?
Алюминиевый профиль, также известный как алюминиевая экструзия или алюминиевый каркас, представляет собой металлический профиль, изготовленный преимущественно из алюминиевого сплава посредством ряда процессов, включая плавку, экструзию и обработку поверхности. Он имеет заданное поперечное сечение и стандартные или изготовленные на заказ размеры.
Ключевым процессом формования является экструзия: цилиндрические заготовки из алюминиевого сплава нагреваются примерно до 450–500 °C, а затем продавливаются через специально разработанную стальную матрицу под давлением от 100 до 1000 тонн. В результате получаются профили с равномерным поперечным сечением и точными размерами. После охлаждения и формования профиль сохраняет заданную матрицей геометрию. Благодаря оптимизации сплава и контролю процесса можно дополнительно улучшить механические и функциональные характеристики.
2.0Основные характеристики алюминиевых профилей
- Легкий и высокопрочныйБлагодаря плотности приблизительно 2,7 г/см³, алюминиевые профили значительно легче стали. Легирование существенно повышает прочность, способствуя снижению общего веса конструкции и повышению энергоэффективности.
- Коррозионная стойкостьЕстественный слой оксида алюминия на поверхности обеспечивает эффективную защиту от коррозии, что делает алюминиевые профили пригодными для использования на открытом воздухе и во влажных условиях.
- Отличная обрабатываемостьАлюминиевые профили легко экструдируются, режутся, свариваются и обрабатываются на станках с ЧПУ, что позволяет гибко адаптировать их под сложные конструктивные решения.
- Экологически устойчивыйАлюминий пригоден для вторичной переработки в объеме 1001 тонны на 300 тонн, а для производства переработанного алюминия требуется всего 5–101 тонна энергии, необходимой для производства первичного алюминия, что способствует развитию экологически чистого производства и достижению целей устойчивого развития.
- Низкие затраты на техническое обслуживаниеАлюминий не ржавеет и устойчив к деформации, что обеспечивает срок службы 50 лет и более при нормальных условиях эксплуатации.
- Функциональные физические свойстваБлагодаря хорошей тепло- и электропроводности в сочетании с немагнитными свойствами, алюминиевые профили идеально подходят для электроники, теплоотвода и прецизионного оборудования.
3.0Распространенные алюминиевые сплавы, марки и их различия.
| Серия/марка сплава | Основные легирующие элементы | Механические характеристики | Характеристики обработки поверхности | Типичные применения |
| 6063 | Si (0,2–0,6%), Mg (0,45–0,9%), Cu ≤0,1% | Предел прочности на растяжение ≈ 190 МПа, предел текучести ≈ 145 МПа, средняя прочность. | Превосходное качество анодирования, гладкая и однородная поверхность. | Архитектурное оформление, мебель, электронные радиаторы, двери и окна, декоративные конструкции, светодиодные профили. |
| 6061 | Si, Mg, Cu (0,15–0,4%), Cr (0,04–0,35%) | Предел прочности на растяжение ≈ 310 МПа, предел текучести ≈ 276 МПа, высокая прочность и твердость. | Качество анодирования немного уступает сплаву 6063, но свариваемость превосходная. | Прочные промышленные конструкции, рамы для оборудования |
| Серия 1000 | Высокочистый алюминий | Низкая механическая прочность | Отличная коррозионная стойкость и электропроводность. | Электротехнические применения, компоненты для рассеивания тепла, где чистота материала имеет решающее значение. |
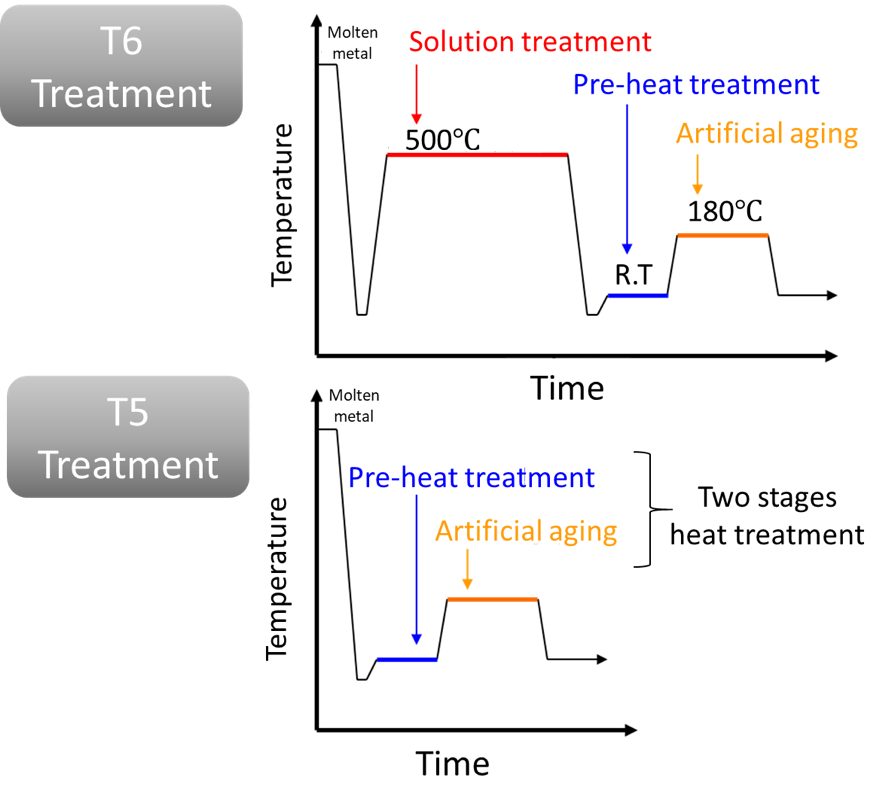
4.0Термическая обработка и состояния отпуска
| Состояние температуры | Твердость по Вебстеру | Процесс формирования | Характеристики производительности |
| Т5 | 8–12 | Контролируемое охлаждение и искусственное старение после экструзии | Сбалансированная прочность и технологичность |
| Т6 | Примерно 13,5 | Термическая обработка раствором с последующим искусственным старением. | Более высокая прочность и твердость по сравнению с Т5. |
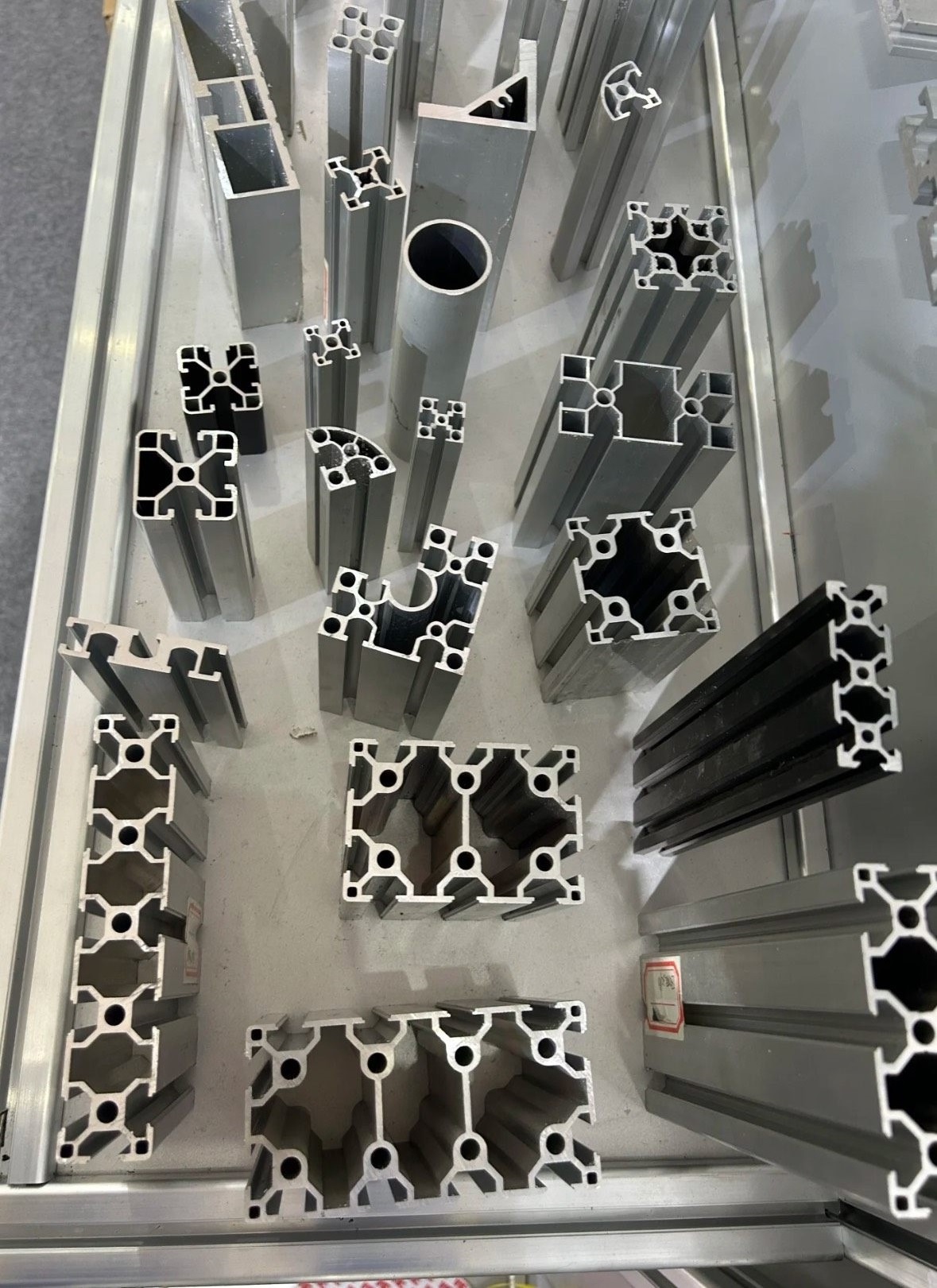
5.0Основные классификации алюминиевых профилей
5.1Классификация по степени индивидуализации
| Классификация | Функции | Типичные формы/области применения |
| Стандартные профили | Изготавливаются в стандартных для отрасли размерах и сечениях, отличаются высокой экономичностью и легкой доступностью. | Угловые профили L-образной формы, U-образные профили, Т-образные профили, квадратные и круглые трубы, плоские стержни, Z-образные профили; каркасы общего назначения, соединители, несущие конструкции. |
| Специальные профили | Разработан для конкретных областей применения, с индивидуально настраиваемыми элементами (защелкивающиеся конструкции, встроенные каналы для организации кабелей, специальные монтажные поверхности). | Высокоточное оборудование, специализированные архитектурные компоненты. |
| Пользовательские профили | Разработано с использованием специализированной оснастки с учетом требований конкретного проекта, уникальных поперечных сечений и размеров. | Персонализированные инженерные и проектные сценарии |

5.2Классификация по структуре и применению
| Классификация | Функции | Типичные применения |
| Профили рамы | Надежные кромки панелей (стекла, пластиковых листов) сочетают в себе структурную прочность и декоративную привлекательность. | Дверные и оконные рамы, рекламные конструкции, выставочные стенды, отделка мебели. |
| Профили коробок | Прямоугольные или квадратные замкнутые сечения, исключительная жесткость и несущая способность, хорошая тепло- и электропроводность. | Строительство, автомобилестроение, машиностроение, электротехника |
| Светодиодные профили | Разработан специально для светодиодных лент, использует теплопроводность алюминия для рассеивания тепла, подходит для поверхностного или встраиваемого монтажа. | Светодиодные системы освещения обеспечивают равномерное распределение света и механическую защиту. |
| Угловые профили | L-образная форма, защищает и украшает стыки двух поверхностей, предотвращает повреждения от ударов. | Внутренняя и наружная отделка, защита оборудования. |
| Профили Sigma | Поперечное сечение, подобное греческой букве Σ, обладает высокой прочностью. | Несущие и крепежные элементы в промышленном оборудовании, заводских установках. |
| Профили полых балок | Полые конструкции без строгих ограничений по поперечному сечению (прямоугольные, квадратные варианты). | Горизонтальные опорные конструкции в зданиях и мостах, для работы с большими нагрузками. |
| Специализированные функциональные профили | Включает в себя профили для раздвижных окон SD (высокая устойчивость к атмосферным воздействиям), профили для навесных стен RCW (фасады высотных зданий, герметизация и защита), дверные профили (для крепления тяжелых стеклянных дверей), профили для жалюзи (вентиляция, естественное освещение, обеспечение конфиденциальности, водостойкость), Т-образные профили (фермы, угловые опоры). | Раздвижные оконные системы, навесные стены высотных зданий, массивные стеклянные дверные конструкции, системы вентиляции, ферменные конструкции. |
5.3Другие методы классификации
| Основа классификации | Типы | Критерии отбора |
| Процесс производства | Экструдированные профили, литые профили, прокатанные профили | Исходя из требований к эффективности производства и характеристикам продукции. |
| Отделка поверхности | Профили с заводской обработкой поверхности, анодированные профили, профили с порошковым покрытием. | В соответствии с условиями применения и эстетическими требованиями. |
6.0Производство и обработка поверхности алюминиевых профилей
6.1Ключевые моменты производственного процесса
Процесс экструзии обеспечивает алюминиевым профилям исключительную гибкость в проектировании, позволяя производить как простые сплошные прутки, так и сложные многогнездные поперечные сечения. Полный производственный процесс включает в себя нагрев заготовки → нагрев контейнера → нагрев матрицы → экструзия → закалка → правка → резка по длине → укладка на поддон → выдержка → отгрузка. Каждый параметр процесса напрямую влияет на качество конечного продукта.
Требования к управлению технологическим процессом
- Для обеспечения точности размеров и стабильных механических характеристик необходимо постоянно контролировать температуру, давление и скорость охлаждения при экструзии.
- Экструзионные фильеры необходимо отполировать и предварительно нагреть до 440–480°C (для фильеров с отверстиями время выдержки ≥1,5 часа); контейнер нагревают до 380–430°C и регулярно очищают.
- Заготовки проверяются на наличие дефектов и нагреваются в соответствии с толщиной стенки (≥1,4 мм: 440–540°C; <1,4 мм: 400–540°C).
- Начальное давление экструзии не должно превышать 210 кг/см²; сброс давления для дегазации производится при 110–160 кг/см². Температура на выходе должна быть ≥500°C, а толщина стыка должна контролироваться в пределах 15–30 мм.
Закалка и старение
Это критически важные этапы для улучшения механических свойств. Для сплава 6063 (термостойкость Т6) требуется принудительное воздушное охлаждение со скоростью охлаждения ≥80 °C/мин до температуры ниже 170 °C. Сплав 6061 можно закаливать с использованием сильного воздушного охлаждения, водяного тумана или водяного охлаждения. Выдержка позволяет легирующим элементам осаждаться, значительно повышая прочность.
6.2Основные методы обработки поверхности
| Метод лечения | Принцип процесса | Характеристики производительности | Ограничения | Типичные применения |
| Анодирование | Образование плотного слоя оксида алюминия посредством электрохимической реакции (толщина 5–25 мкм). | Высокая твердость, превосходная коррозионная и износостойкость, возможность окрашивания в различные цвета, срок службы до 20 лет. | Непроводящий материал, обеспечивающий равномерность цвета, чувствителен к контролю технологического процесса. | Архитектурные элементы, электронные радиаторы |
| Порошковое покрытие | Электростатическое нанесение порошка с последующим отверждением при температуре 180–200 °C. | Широкий выбор цветов и вариантов отделки (матовая, глянцевая), превосходная устойчивость к атмосферным воздействиям, не выцветает, не содержит растворителей, экологически безопасен. | Яркие оттенки могут выцветать, могут возникать дефекты поверхности (эффект «апельсиновой корки», отслоение пудры). | Навесные стены, наружные сооружения |
| Механическая обработка поверхности | Шлифовка, полировка, пескоструйная обработка для создания выразительных текстур | Шлифовка скрывает царапины, полировка создает зеркальный блеск, пескоструйная обработка обеспечивает матовую, не отражающую свет поверхность. | — | Декоративные компоненты, высокоточное оборудование |
| Электрофоретическое покрытие | Частицы покрытия осаждаются под действием электрического поля, образуя гладкий однородный слой. | Высокая адгезия, ударопрочность, превосходная плотность покрытия по сравнению с анодированием. | Ограниченный выбор цветов (серебристый, шампань, черный), возможны цветовые вариации. | Архитектурные двери и окна, мебельные профили |
| Проводящее анодирование | Формирование тонкого оксидного слоя (0,5–5 мкм) | Сохраняет электропроводность, обеспечивая при этом базовую защиту. | — | Электронные компоненты |
| Печать с эффектом текстуры древесины методом термотрансферной печати | Имитация текстуры натурального дерева на поверхности профиля. | Улучшите декоративную привлекательность, сочетая в себе эксплуатационные характеристики алюминия и эстетику дерева. | — | Мебель, архитектурное оформление |

6.3Основной инструмент и оборудование
- Экструзионные матрицы: Основная оснастка для профильного формования, разработанная по индивидуальному заказу в соответствии с геометрией поперечного сечения; качество штампа напрямую определяет точность размеров и формы, что требует регулярного технического обслуживания для предотвращения дефектов, связанных с износом.
- Крепёжные приспособления и зажимные системыИспользуется для позиционирования и фиксации профилей во время обработки; правильная конструкция обеспечивает точное позиционирование, предотвращает перемещение и вибрацию, поддерживает жесткие допуски и стабильность партии, а также продлевает срок службы инструмента.
- Режущие инструментыВключая пильные полотна, сверла, фрезы, метчики и развертки; инструменты должны обладать высокой точностью и превосходным качеством обработки поверхности, а также оптимизированным материалом, покрытием и геометрией режущей кромки для алюминия; из-за склонности алюминия к прилипанию к инструментам при высоких скоростях и температурах рекомендуется использовать специализированные инструменты и специальные смазочные материалы.
6.4Наиболее часто используемое технологическое оборудование
- Высокоскоростные электрошпиндельные обрабатывающие центрыСпособна к многонаправленной обработке в диапазоне 180° вокруг экструдированной поверхности; может обрабатывать до трех сторон квадратных профилей за одну установку, подходит для сложных задач обработки.
- Специализированные станки для производства алюминиевых профилейУпрощенные станки для резки и сверления; просты в эксплуатации, подходят для обработки конструктивно простых компонентов.
- Станки для резки алюминияРазработан специально для алюминиевых профилей; высокая точность резки, кромки без заусенцев, подходит для различных поперечных сечений и толщин, поддерживает резку фиксированной длины для дверей, окон и предварительной обработки рам.
- Станки для гибки алюминиевых профилейИспользуется для гибки профилей с точным контролем угла (регулировка от 0° до 180°); позволяет обрабатывать тонко- и толстостенные профили, придавая им дуги, прямые углы и другие сложные формы, отвечающие требованиям архитектурного и промышленного дизайна.

6.5Ключевые факторы обработки профилей
- Выбор оборудованияВыбор оборудования следует основывать на сложности процесса и геометрии детали, чтобы обеспечить совместимость с требуемым инструментом, стабильное качество и оптимизированные производственные циклы.
- Контроль износа инструментаЭффективная смазка, системы удаления стружки и регулярное техническое обслуживание снижают износ инструмента, поддерживают точность обработки и продлевают срок его службы.
- Мониторинг процессовСистемы мониторинга и регистрации данных обработки обеспечивают полную прослеживаемость, гарантируя, что все детали обрабатываются в соответствии с постоянными параметрами для стабильного и надежного производства.
- Гарантия безопасностиПолностью автоматизированное оборудование сводит к минимуму контакт оператора с движущимися компонентами; на каждом этапе процесса требуется использование соответствующих средств индивидуальной защиты.
6.6Методы вторичной (глубокой) обработки
- Обработка на станках с ЧПУПодходит для высокоточных компонентов, позволяет изготавливать сложные отверстия и пазы с допусками до ±0,01 мм; для резки стали 6061 требуются несколько более низкие скорости, чем для стали 6063, из-за более высокой твердости; типичные области применения включают прецизионные разъемы и электронные корпуса.
- Резка и сверлениеК методам резки относятся распиловка и лазерная резка; лазерная резка обеспечивает высокую точность и гладкие кромки, идеально подходящие для тонкостенных или сложных профилей; сверление требует контролируемой скорости подачи, а тонкостенные профили должны быть надежно закреплены, чтобы предотвратить деформацию и плохое качество отверстий.
- Гибка и сваркаСплав 6061 обладает лучшей свариваемостью, чем 6063, и требует последующей термической обработки для восстановления прочности; сплав 6063 более склонен к растрескиванию во время сварки, что требует тщательного выбора технологического процесса.
7.0Основные области применения алюминиевых профилей
- Строительная промышленностьИспользуется в системах навесных фасадов, дверях и окнах, конструкциях для крепления солнечных батарей, мостах, стадионах, каркасах высотных зданий, плинтусах и т. д. Термоизолирующие профили для окон и дверей в сочетании с изоляционными лентами обеспечивают превосходные тепло- и звукоизоляционные характеристики, отвечающие современным требованиям энергоэффективности зданий.
- Транспортная отрасльПрименяется в шасси самолетов и автомобилей, системах охлаждения и элементах интерьера. Благодаря своей легкости способствует повышению топливной эффективности, а высокопрочные алюминиевые сплавы широко используются в аэрокосмической отрасли для снижения веса и повышения производительности.
- Электронная и электротехническая промышленностьШироко используется для радиаторов, корпусов оборудования и систем организации кабелей. Высокая теплопроводность и электромагнитная защита обеспечивают защиту чувствительных электронных компонентов, одновременно повышая эффективность рассеивания тепла.
- Новая энергетическая отрасльИспользуется в системах крепления солнечных панелей и компонентах ветряных турбин. Устойчивость к экстремальным погодным условиям и возможность вторичной переработки хорошо соответствуют требованиям устойчивого развития сектора возобновляемой энергетики.
- Промышленная и машиностроительная промышленностьПрименяется в рамах машин, верстаках, конвейерных системах и промышленных защитных кожухах. Модульные системы из алюминиевых профилей обеспечивают быструю сборку и переконфигурацию, поддерживая гибкость, необходимую для автоматизированных производственных линий.
- Декоративная и мебельная промышленностьИспользуется в витринах, каркасах мебели и светодиодных декоративных светильниках. Алюминиевые профили сочетают в себе эстетику и функциональность и могут быть обработаны для соответствия различным стилям дизайна и интерьерам.


8.0Контроль качества и техническое обслуживание алюминиевых профилей.
8.1Стандарты качества и контроль качества
- Соответствие стандартамПроизводство соответствует международно признанным стандартам, включая ISO 9001 (системы управления качеством), ISO 14001 (системы экологического менеджмента), а также соответствующим стандартам EN, ASTM и DIN для алюминиевых профилей, что обеспечивает строгий контроль механической прочности, допусков на размеры и долговечности.
- Методы тестированияРегулярные испытания включают проверку прочности на растяжение, твердости и коррозионной стойкости. Для обеспечения стабильности и согласованности производства внедрены статистический контроль процессов и мониторинг в режиме реального времени.
- Сертификация и соответствие требованиямСертификация сторонними организациями используется для проверки соответствия продукции требованиям, обеспечивая надежную гарантию качества для различных сценариев применения.
8.2Рекомендации по ежедневному техническому обслуживанию
Алюминиевые профили требуют минимального ухода. Для удаления пыли и масляных отложений достаточно регулярной очистки чистой водой или нейтральными моющими средствами. Следует избегать использования агрессивных чистящих средств. При использовании на открытом воздухе необходимо периодически осматривать поверхностные покрытия, а любые повреждения следует оперативно устранять для продления срока службы.
Ссылка
https://www.tuofa-cncmachining.com/tuofa-blog/t6-temper-aluminum.html=
https://www.unionfab.com/blog/2025/04/aluminum-6061-vs-6063
https://news.cision.com/otto-fuchs-drilling-solutions/i/strength-to-weight,c2242389



