
- 1.0Что такое штамповочный пресс?
- 2.0Типы рам: прессы с С-образной рамой и прессы с прямой рамой
- 3.0Механические прессы: эксплуатация и приводные системы
- 4.0Гидравлические прессы: гибкость и контроль силы
- 5.0Выбор правильной прессы
- 6.0Преимущества обработки рулонов
- 7.0Механизмы подачи пресса
- 8.0Переработка лома
- 9.0Применение штамповочных прессов в различных отраслях промышленности
- 10.0Заключение
- 11.0Часто задаваемые вопросы (FAQ)
Штамповочные прессы играют ключевую роль в современном производстве листового металла, превращая плоские материалы в готовые изделия с точностью, эффективностью и минимальными отходами. В этом подробном руководстве рассматриваются основные типы штамповочных прессов, их основные компоненты, приводные механизмы, критерии выбора прессов и современные системы обработки рулонного металла.
1.0Что такое штамповочный пресс?
Штамповочные прессы используют силу движущегося ползуна (или ползуна) для передачи усилия на инструмент для придания изделию формы. Этот процесс часто приводит к минимальному или нулевому количеству отходов и требует минимального вмешательства оператора. В зависимости от сложности детали, её геометрии и масштаба производства используется широкий спектр прессов различных размеров и типов.
Сила движения нажимать Приводится в действие механически или гидравлически. Простая одномерная штамповка может быть выполнена на компактных настольных прессах с усилием всего пять тонн. Для крупногабаритных и сложных деталей требуются прессы с усилием в тысячи тонн. Скорость прессования варьируется в широких пределах: от 10–18 ходов в минуту для стандартных применений до 1800 ходов в минуту в высокоскоростных системах.


2.0Типы рам: прессы с С-образной рамой и прессы с прямой рамой
Как гидравлические, так и механические прессы классифицируются по типу рамы, на которой установлены подвижные компоненты. Наиболее распространёнными типами рам прессов являются:
2.1Пресс с С-образной рамой (Gap-Frame)
The Пресс с рамой «С» Обеспечивает лёгкий доступ к трём сторонам пресс-формы, занимает меньше места и часто более экономически эффективен, особенно в диапазоне от 35 до 60 тонн. Однако из-за открытой рамы С-образная рама подвержена угловому смещению, возникающему из-за прогиба конструкции под нагрузкой. Хотя это не всегда проблематично, для некоторых применений это может потребовать использования более тяжёлых (и более дорогих) рам.
Популярный вариант - это Пресс с открытой спиной и наклоном (OBI), который наклоняет раму назад для облегчения выгрузки деталей или отходов. В качестве альтернативы, Пресс стационарный с открытой спиной (OBS) используется более широко и выгружает детали или лом с помощью синхронизированных воздушных струй, механических устройств или конвейеров.
2.2Прямой пресс
Прессы с прямой стороной Оснащены вертикальными колоннами или стойками, которые исключают угловое отклонение. Это обеспечивает превосходный срок службы штампа и точность деталей.
Четыре основных компонента прямостороннего пресса включают в себя:
- Корона: Поддерживает двигатель, маховик и приводные механизмы
- Колонны: Поддерживайте коронку и включайте клинья для выравнивания и направления
- Кровать: Служит структурной основой
- Больстер: устанавливается на станине для поддержки и усиления штампа

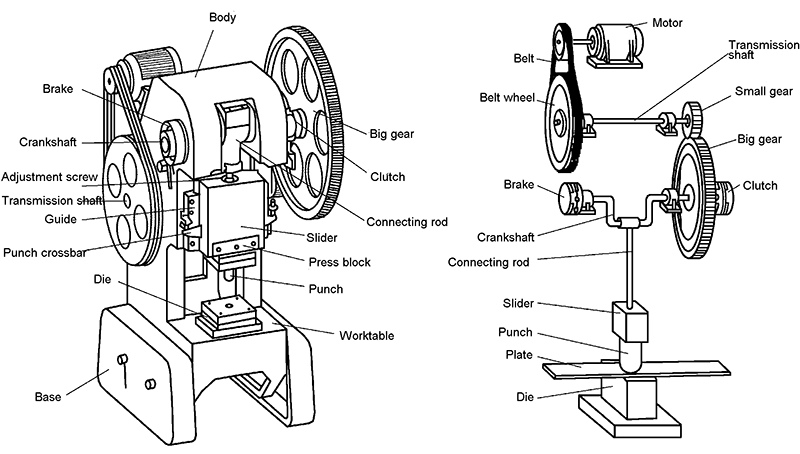
3.0Механические прессы: эксплуатация и приводные системы
Механические прессы работают с помощью электродвигателя, вращающего маховик. Маховик вращается вокруг коленчатого вала до тех пор, пока не войдет в зацепление со сцеплением, которое передаёт энергию через привод к ползуну или ползунку.
3.1Ключевые компоненты:
- Схватить: Передает энергию маховика на коленчатый вал
- Тормозная система: удерживает плунжер в положении при отключении
3.2Мощность силы
Грузоподъемность определяется усилием, оказываемым на определенном расстоянии от нижней точки гребка, на которое влияют:
- Скорость маховика
- Крутящий момент трансмиссии
Примечание: Передаточные числа в редукторных прессах не увеличивают усилие, но помогают оптимизировать скорость маховика для повышения крутящего момента.
3.3Высокоскоростные механические прессы
Прессы с производительностью 300 ходов в минуту и выше считаются высокоскоростными. Для небольших, но высокосерийных производств скорость может достигать 1400 ударов в минуту.
3.4Варианты трансмиссии
Существуют три основные схемы механического привода:
3.5Система прямого привода
- Приводной двигатель вращает маховик напрямую через ременную систему.
- Предлагает самая высокая скорость, меньшие потери энергии, и простота обслуживания.
- Недостаток: необходимо работать на максимальной скорости для достижения полного усилия формовки, а также может возникнуть угловое несоосность из-за крутящего момента на одном конце коленчатого вала.
3.6Системы редукторного привода
- Включать одинарная или двойная передача сокращения и эксцентриковые зубчатые передачи.
- Устраните угловое смещение.
- Предложите большую мощность для формование крупных или глубоко вытянутых деталей.
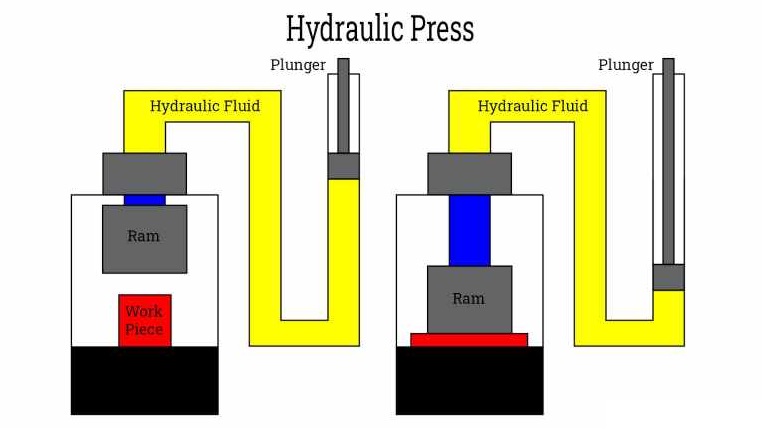
4.0Гидравлические прессы: гибкость и контроль силы
Хотя механические прессы доминируют на рынке, гидравлические прессы набирают популярность благодаря своей гибкости.
4.1Преимущества гидравлических прессов:
- Полный тоннаж доступен в любой позиции штриха.
- Идеально для глубокий рисунок который требует приложения силы в начале гребка.
- Регулируемый гладить улучшает зазор между деталями между циклами.
- Предустановка давление подходит для штампов различной высоты и толщины материала.
Гидравлические прессы позволяют лучший контроль, что делает их пригодными для применений, связанных с большими или нестандартными деталями.
5.0Выбор правильной прессы
Не существует универсального пресса, отвечающего всем требованиям. Выбор зависит от компромиссов между производительностью, стоимостью и эксплуатационными требованиями.
5.1Основные факторы отбора:
- Размер печати
- Мощность силы
- Доступность энергии
- Скорость и частота гребков
5.2Дополнительные соображения:
- Размер и сложность заготовок
- Количество операций штамповки
- Объем производства и цикличность
- Требуемые допуски и качество поверхности
- Общая стоимость системы (включая автоматизацию и управление)
По мере того, как операции становятся все более автоматизированными, ЧПУ-управление и твердотельные системы Становятся всё более важными. Аналогично, системы подачи материала должны соответствовать скорости и производительности пресса для поддержания производительности.
6.0Преимущества обработки рулонов
Высокообъемные штамповочные операции все больше зависят от подача рулонного материала для максимальной производительности. Современный системы подачи катушек обеспечивают непрерывную подачу материала, сокращают ручную обработку, минимизируют занимаемую площадь и трудозатраты, что делает их идеальными для автоматизированных линий прессования.
Особенно эффективным решением является Система разматывателя, выпрямителя и подачи «3 в 1», который объединяет разматывание, выпрямление и подача в одном компактном блоке. Такая конструкция упрощает настройку линии, сокращает время смены рулонов и обеспечивает синхронизированную работу со штамповочным прессом.
6.1Функции линии обработки рулонов
Полная система обработки рулонов обычно включает в себя:
- Разматывание листовой металл из рулонов
- Выпрямление/выравнивание для устранения кривизны катушки
- Кормление в прессу
- Переработка лома для управления отходами
Для выполнения этих функций используются различные конфигурации оборудования:
- Выигрышные барабаны поддерживать и разматывать металлическую катушку.
- Подставки для катушек подходят для работы с более толстыми или менее чувствительными к отделке материалами.
- Выпрямители или выравниватели использовать регулируемые ролики для устранения кривизны, обеспечивая ровный ввод листа в матрицу.
Во многих современных линиях штамповки Разматыватель, выпрямитель и подающее устройство 3-в-1 Заменяет отдельные станки, предлагая компактное и полностью синхронизированное решение. Эти комплексные системы повышают точность подачи и уменьшают несоосность, что особенно важно при высокоскоростном или прецизионном производстве.
Подробная информация об оборудовании:
- Расплачиваться поддержка катушки и разматывание металла.
- Катушка колыбели используются для более толстых или нечувствительных к отделке материалов.
- Выпрямители или выравниватели корректируйте кривизну с помощью регулируемых роликов, обеспечивая подачу плоского материала в матрицу.

7.0Механизмы подачи пресса
Автоматизированные системы кормления сокращают трудозатраты и повышают эффективность. Существуют следующие типы:
7.1Слайд-ленты
Захваты перемещают катушку на заданное расстояние, отпускают и возвращают для следующего цикла.
7.2Рулонные подачи
- Самая распространённая система.
- Материал подается противодействующими роликами с прерывистым приводом.
- Позволяет катушке задержка во время нажатия.
- Часто имеют пневматический или гидравлический привод.
7.3Сервоприводы подачи (с цифровым управлением)
Ролики с независимым приводом позволяют:
- Кормление встряхиванием
- Зигзаг узоры
- Осциллирующие подачи
- Шаттл-корм
Сервоприводные системы обеспечивают точный контроль, увеличить количество ударов в минуту и уменьшить количество отходов.


8.0Переработка лома
Все линии штамповки рулонного проката генерируют некоторое количество отходов. С этим можно бороться двумя способами:
- Интегрированный лом выброс через штамповочный штамп
- Внешние системы утилизации отходов, либо с прессовым приводом, либо с независимым приводом
9.0Применение штамповочных прессов в различных отраслях промышленности
Штамповочные прессы незаменимы во многих отраслях промышленности благодаря своей универсальности, скорости и способности производить высокоточные детали в больших масштабах.
- Автомобильная промышленностьАвтомобильная промышленность, пожалуй, крупнейший потребитель штамповочных технологий, использует прессы для производства кузовных панелей, кронштейнов, усилителей и компонентов шасси. Высокоскоростные механические прессы обычно используются для производства деталей с неизменной геометрией и качеством поверхности.
- Производство бытовой техники: В секторе бытовой техники штамповочные прессы используются для изготовления корпусов, панелей управления, опорных рам и внутренних узлов для холодильников, духовок, стиральных машин и т. д. Возможность обработки листов большого формата имеет решающее значение в этом случае.
- Электроника и электрические компоненты: Прецизионные штамповочные прессы изготавливают клеммы, разъёмы, экранирующие компоненты и контактные пластины, используемые в печатных платах и узлах. Высокоскоростные прессы популярны благодаря возможности производить небольшие, хрупкие детали в больших объёмах.
- Аэрокосмическая промышленность и оборона: Компоненты самолетов, структурные усиления и специальные кронштейны часто изготавливаются с помощью прессов с прямой или гидравлической головкой, которые обеспечивают более высокую точность и усилие при более длинных ходах.
- Строительство и ОВК: Штамповочные прессы формируют элементы воздуховодов, кронштейны, панели и архитектурные профили. Автоматизированные линии подачи обеспечивают стабильную производительность в этих отраслях, работая с материалами различной толщины.
10.0Заключение
Штамповочные прессы — это разнообразные высокопроизводительные машины, необходимые для современного производства. Выбор между механической и гидравлической системами, правильный тип станины и внедрение современных систем подачи рулонов играют решающую роль в производительности и качестве деталей. По мере развития автоматизации и цифрового управления расширяются и возможности прессов, открывая путь к более быстрым, гибким и экономичным процессам штамповки в различных отраслях.
11.0Часто задаваемые вопросы (FAQ)
В чем разница между механическим и гидравлическим прессом?
Механические прессы работают быстрее и идеально подходят для высокоскоростной штамповки, в то время как гидравлические прессы обеспечивают полное усилие на протяжении всего хода и лучше подходят для глубокой вытяжки и сложных форм.
Как выбрать между С-образным и прямым прессом?
Прессы с С-образной рамой более компактны и экономичны, но могут прогибаться под большими нагрузками. Прессы с прямой рамой обеспечивают повышенную точность и улучшенную поддержку для крупногабаритных или высокопроизводительных операций.
С какими материалами могут работать штамповочные прессы?
Распространенные материалы включают мягкую сталь, нержавеющую сталь, алюминий, медь и металлы с покрытием. Толщина материала, предел прочности на разрыв и характеристики формовки должны соответствовать типу пресса.
Почему подача с помощью катушки предпочтительнее ручной подачи?
Подача рулонов обеспечивает бесперебойное производство, сокращает время обработки, повышает безопасность и позволяет работать на более высоких скоростях, что особенно важно при работе с большими объемами продукции.
Можно ли автоматизировать прессы?
Да, большинство современных штамповочных прессов могут быть полностью автоматизированы с помощью сервоприводов подачи, роботизированных манипуляторов деталей, устройств смены штампов и контроллеров прессов на базе ЧПУ.
Ссылки
https://pavithrasprings.com/press-components.html
https://www.iqsdirectory.com/articles/hydraulic-press.html




