

1.0Введение в процесс гибки труб из нержавеющей стали
1.1Характеристики материала из нержавеющей стали и его гибкость
Нержавеющая сталь является важнейшим материалом в промышленном производстве благодаря своей высокой прочности, коррозионной стойкости и превосходной пластичности.
Твердый, но формуемый: При соблюдении правильных технологических процессов нержавеющую сталь можно сгибать в сложные формы, что делает ее пригодной для изготовления индивидуальных прототипов и прецизионных компонентов.
Преимущества отрасли:
- Прочность: Устойчивость к коррозии и окислению делает его идеальным для суровых условий.
- Эластичность и прочность: Обеспечивает как структурную стабильность, так и гибкость формовки.
1.2 Основные области применения гибки труб из нержавеющей стали в промышленности
| Промышленность | Типичные применения | Требования к процессу |
| Автомобильный | Выхлопные трубы, рамы шасси, топливопроводы | Высокоточная гибка, контроль пружинения, устойчивость к высоким температурам |
| Медицинский | Держатели хирургических инструментов, медицинские трубки | Стерильная обработка поверхности, прецизионная гибка с малым радиусом |
| Строительство | Поручни, декоративные конструкции, опоры для навесных стен | Высокие эстетические требования, гибка без следов |
| Энергия | Нефтепроводы, компоненты атомной энергетики | Гибка толстостенных труб, стойкость к коррозии под напряжением |
2.0Проблемы и решения при гибке труб из нержавеющей стали
2.1Характеристики материала и трудности гибки
- Высокая прочность и пластичность:Нержавеющая сталь сочетает в себе высокую прочность и хорошую пластичность, подходит для изготовления конструкционных деталей и промышленного оборудования.
- Вызовы:Высокая прочность → требует большего усилия изгиба, что увеличивает нагрузку на машину. Высокая пластичность → склонен к пружинению, что влияет на точность формовки
- Коррозионная стойкость:Повреждения поверхности при изгибе (например, царапины, вмятины) могут снизить коррозионную стойкость, поэтому следует избегать чрезмерного трения.
2.2Различия в обработке различных марок нержавеющей стали
| Тип нержавеющей стали | Особенности обработки | Проблемы с изгибом | Предлагаемые решения |
| Нержавеющая сталь 304 | Хорошая пластичность, широко используется | Значительная отдача, необходим контроль радиуса | – Конструкция штампа с компенсацией пружинения – Слегка перегните (+2°~5°) |
| Нержавеющая сталь 316 | С добавлением молибдена, более высокая коррозионная стойкость, но более твердая | Требует больших усилий, склонен к наклепу | – Используйте высокотоннажный гидравлический/ЧПУ трубогиб – Уменьшить скорость гибки |
| Дуплексная нержавеющая сталь | Высокая прочность, хорошая ударная вязкость, но труден в обработке | Склонность к растрескиванию, сложное управление пружинением | – Предварительный нагрев (200~300°C) – Используйте прогрессивную многопроходную гибку |
3.0Обзор методов гибки
Гибка труб из нержавеющей стали может осуществляться различными методами, каждый из которых подходит для определенных размеров труб, свойств материала и требований к точности. Выбор правильного процесса напрямую влияет на точность формовки, качество поверхности и надежность конструкции.
В этом разделе представлены пять распространенных методов гибки — ручная, гидравлическая, с ЧПУ, гибка вальцами и горячая гибка — с указанием их подходящих областей применения, типов оборудования и стандартных рабочих этапов.


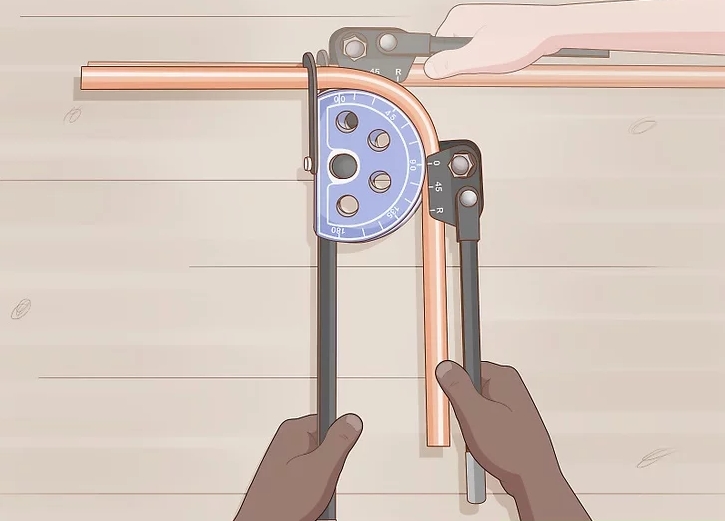
3.1Ручная гибка труб (Ручной трубогиб)
Применимые сценарии:Небольшие партии, трубы малого диаметра (обычно ≤25 мм), низкие требования к точности.
Оборудование:Ручной трубогиб (с плашками разных размеров).
Этапы работы:
- Выберите кубик:Выберите подходящую гибочную плашку в зависимости от наружного диаметра трубы (OD).
- Починить трубу:Вставьте трубу в трубогиб, убедившись, что один конец упирается в позиционирующий блок, а начальная точка гибки совпадает с центром штампа.
- Отметьте положение изгиба:Используйте маркер, чтобы обозначить место начала изгиба.
- Ручное управление:Медленно потяните за ручку, чтобы согнуть трубу вокруг матрицы под нужным углом (см. угловую шкалу).
- Компенсация отскока:Так как нержавеющая сталь эластична, слегка согните ее (на 2°–5°), чтобы компенсировать упругое отклонение.
- Снимите трубу:Ослабьте зажим и проверьте угол изгиба и округлость.
3.2Гидравлический трубогиб (Гидравлический трубогибочный станок)
Применимые сценарии:Трубы среднего и большого размера (DN15–DN150), требования к точности средние и высокие.
Оборудование:Гидравлический трубогибочный станок (с гидравлическим насосом, штампами, зажимным устройством).
Этапы работы:
- Установить штампы:Установите соответствующие гибочную плашку, зажимную плашку и нажимную плашку в соответствии с диаметром трубы.
- Установить параметры:Установите угол изгиба (например, 90°) и скорость (более низкая скорость помогает избежать образования складок).
- Починить трубу:Поместите трубу в машину и закрепите ее зажимной плашкой, убедившись, что конец трубы совмещен с гибочной плашкой.
- Пусковой гидравлический насос:Нажмите кнопку, чтобы активировать гидравлический цилиндр, который вращает гибочную матрицу вокруг своей оси, чтобы согнуть трубу.
- Удерживать давление:Удерживайте давление в течение 2–3 секунд, чтобы уменьшить отдачу.
- Сброс и удаление трубы:Освободите гидравлическую систему, снимите трубу и проверьте ее на наличие вмятин или овальной деформации.
3.3Гибка труб с ЧПУ (трубогибочный станок с ЧПУ)


Применимые сценарии:Сложные 3D-гибы, крупносерийное производство, высокая точность (например, автомобильные выхлопные системы).
Оборудование:Трубогибочный станок с ЧПУ (привод от серводвигателя с системой управления ПЛК).
Этапы работы:
- Программирование: Введите параметры гибки (угол, радиус, скорость подачи) через панель управления или импортируйте чертежи САПР.
- Зажмите трубу: Загрузите трубу в загрузочную стойку; машина автоматически зажмет и выровняет ее.
- Автоматическая гибка:
- Зажимная матрица удерживает трубу на месте, а гибочная матрица вращается в соответствии с программой.
- Оправка предотвращает смятие трубы, а усилитель — образование складок.
- После каждого изгиба подающий узел перемещает трубу к следующей точке изгиба.
- Мониторинг в реальном времени: Лазерные датчики отслеживают фактические углы изгиба и автоматически компенсируют упругое отклонение.
- Выход продукта: После гибки труба автоматически выгружается для проверки качества (например, для проверки проходным калибром).
3.4Изгиб рулона



3-валковая гибочная машина
Конструктивные особенности: Трёхроликовая компоновка: Один верхний ролик (активный прижимной ролик) + два нижних ролика (фиксированные опорные ролики).
Метод регулировки: Верхний ролик движется вертикально, нижние ролики имеют фиксированное или регулируемое расстояние.
Применимые сценарии:
- Типы труб: Круглая труба из нержавеющей стали, квадратная труба, плоская сталь и т. д. (средняя толщина стенки).
- Радиус изгиба: Подходит для дуг большого радиуса (например, перила, поручни, круглые конструкции).
Этапы работы:
- Отрегулируйте давление верхнего ролика: Установите давление верхнего ролика в зависимости от диаметра трубы и толщины стенки.
- Подача и выравнивание трубы: Пропустите трубу между тремя роликами, убедившись, что начальный конец трубы совмещен с роликами.
- Начальный предварительный изгиб:
- Запустите машину; верхний ролик нажимает вниз, и труба прокатывается, образуя начальный изгиб.
- Если концы труб не согнуты (из-за эффекта прямолинейности), при необходимости выполните предварительную гибку с помощью штампа.
- Прогрессивный изгиб:
- Повторяйте прокатку, постепенно регулируя давление верхнего ролика, пока не будет достигнута желаемая дуга.
- Проверьте округлость: Для проверки равномерности гибки используйте дуговой шаблон или лазерный измерительный прибор.
5-валковая гибочная машина
Пятикальковая компоновка: Два неподвижных нижних ролика (опорные) + два боковых ролика (направляющие) + один верхний ролик (активный прижимной).
Преимущества: Более устойчивая, чем конструкция с 3 роликами; подходит для высокоточной сложной дуговой гибки.
Применимые сценарии:
- Требования к высокой точности: Например, автомобильные выхлопные трубы, авиационные воздуховоды, прецизионные механические детали.
- Предотвращение образования складок на тонкостенных трубах: Боковые ролики уменьшают деформацию и предотвращают появление вмятин.
Этапы работы:
- Отрегулируйте расстояние между роликами:
- Установите положение нижних и боковых роликов в соответствии с диаметром трубы, чтобы обеспечить центральное выравнивание.
- Предварительно изогнутые концы (опционально):
- Если необходимо согнуть концы труб, используйте штампы или гидравлический пресс для предварительной гибки.
- Подача и выравнивание трубы:
- Вставьте трубу в 5-роликовую систему, обеспечив равномерный контакт со всеми роликами.
- Прогрессивная прокатка:
- Верхний ролик давит, боковые ролики направляют, и труба формируется путем многократной прокатки.
- Динамическая регулировка:
- Контролируйте радиус изгиба в режиме реального времени; точно настраивайте давление боковых роликов для управления пружинением.
- Окончательная проверка: Проверьте округлость, гладкость дуги и допуски размеров.
7-валковая гибочная машина
Семироликовая компоновка:
Три нижних ролика (основные опорные) + два боковых ролика (направляющие) + два верхних ролика (прижимные).
Преимущества: Идеально подходит для труб очень большого диаметра (>300 мм) или толстостенных труб (>10 мм) с высокой эффективностью.
Применимые сценарии:
- Крупные конструктивные детали: Например, нефтепроводы, каркасы судов, стальные конструкции мостов.
- Контроль деформации толстостенных труб: Несколько роликов распределяют давление, чтобы избежать локального напряжения.
Этапы работы:
- Позиция тяжелой трубы:
- Используйте подъемное оборудование для подачи трубы в 7-роликовую систему, обеспечивая горизонтальное выравнивание.
- Распределите давление ролика:
- Отрегулируйте гидравлическое давление для каждого ролика, чтобы избежать перегрузки или сплющивания трубы.
- Сегментная прокатка:
- Выполните начальную гибку, затем постепенно увеличивайте давление и завершите формовку с большим радиусом за несколько проходов.
- Синхронизированное управление:
- Все семь роликов работают синхронно через систему ПЛК, что обеспечивает равномерное движение и предотвращает скручивание.
- Снятие стресса:
- После гибки может потребоваться отжиг (нагрев до ~600°C и медленное охлаждение) для снижения остаточного напряжения.

Сводка сравнения
| Тип машины | Количество роликов | Подходящие типы труб | Преимущества | Типичные применения |
| 3-х роликовая гибка | 3 | Трубы малого и среднего диаметра (≤150 мм) | Простая структура, низкая стоимость | Ограждения, поручни, декоративные детали |
| 5-роликовая гибка | 5 | Прецизионные тонкостенные трубы (≤200 мм) | Против морщин, высокая точность | Автомобильные выхлопные трубы, авиационные трубы |
| 7-роликовая гибка | 7 | Большие толстостенные трубы (≥300 мм) | Высокая грузоподъемность, подходит для труб большой грузоподъемности | Нефтепроводы, судовые конструкции |
Рекомендации по выбору
- Малая партия/простая дуга→ Использовать 3-х валковая машина (рентабельно и практично)
- Высокоточная/тонкостенная труба→ Использовать 5-валковая машина (лучшая устойчивость к деформации)
- Сверхбольшой диаметр / тяжелая промышленность→ Использовать 7-роликовая машина (многороликовая конструкция равномерно распределяет давление)
3.5Горячая гибка (индукционная трубогибочная машина)
Применимые сценарии:Толстостенные трубы (≥6 мм), большого диаметра (≥200 мм) или специальные сплавы.
Оборудование:Среднечастотный индукционный трубогибочный станок (включает индукционную катушку и систему охлаждения).
Этапы работы:
- Отметьте зону нагрева: Отметьте участок изгиба (ширина ≈ 3 диаметра трубы).
- Локальное отопление: Включите индукционную катушку, чтобы нагреть зону до 900–1100°C (оранжево-красный цвет).
- Изгиб: Гидравлический рычаг проталкивает нагретую секцию вокруг неподвижной матрицы, в то время как водяное охлаждение затвердевает.
- Отжиг (при необходимости): Нагрейте всю трубу до ~500°C и медленно охладите, чтобы снять внутреннее напряжение.
4.0Соображения относительно гибки труб из нержавеющей стали
При планировании процесса гибки труб из нержавеющей стали необходимо учитывать несколько ключевых факторов для обеспечения точности размеров и структурной целостности. Наиболее важными соображениями являются:
4.1Процесс контроля ключей
Оценка материала→Рассчитать минимальный радиус изгиба→Выбрать оборудование и штампы →Установить параметры процесса (скорость/температура) →Применить меры по предотвращению деформации →Пробный изгиб и регулировка →Последующая обработка и осмотр
4.2Характеристики материала
1. Марки нержавеющей стали:
аустенитный (например, 304, 316): Склонен к упрочнению при обработке; контролируйте скорость гибки, чтобы предотвратить растрескивание.
Мартенситный (например, 410): Высокая твердость; может потребоваться предварительный нагрев (рекомендуется горячая гибка).
2. Отношение диаметра к толщине (D/t):
Тонкостенная труба (D/t ≥ 20): Легко разрушается; поддерживайте оправкой или заполните песком.
Толстостенная труба (D/t ≤ 10): Требуется большее изгибающее усилие.
| Сгибать угол |
Трубка OD,в | ||||
| 1/4 | 1/4 | 5/16 | 3/8 | 1/2 | |
| Сгибать Радиус,дюйм | |||||
| 9/16 | 3/4 | 15/16 | 15/16 | 11/2 | |
| 30° | 0 | 0 | 0 | 0 | 1/16 |
| 45° | 1/16 | 1/16 | 1/16 | 1/16 | 1/16 |
| 50° | 1/16 | 1/16 | 1/16 | 1/16 | 1/8 |
| 55° | 1/16 | 1/16 | 1/8 | 1/8 | 1/8 |
| 60° | 1/8 | 1/16 | 1/8 | 1/8 | 3/16 |
| 65° | 1/8 | 1/8 | 3/16 | 3/16 | 1/4 |
| 70° | 1/8 | 1/8 | 3/16 | 3/16 | 5/16 |
| 75° | 3/16 | 3/16 | 1/4 | 1/4 | 3/8 |
| 80° | 3/16 | 3/16 | 5/16 | 5/16 | 7/16 |
| 85° | 1/4 | 1/4 | 3/8 | 3/8 | 9/16 |
| 90° | 5/16 | 5/16 | 7/16 | 7/16 | 11/16 |
Таблица радиусов изгиба труб из нержавеющей стали
4.3Радиус изгиба
Минимальный радиус изгиба (R):
Холодная гибка: R ≥ 1,5 × диаметр трубы
Горячая гибка: R ≥ 1,0 × диаметр трубы
Меньшие радиусы могут привести к истончению или образованию складок.
Эмпирическая формула:R = K × D (K — константа материала; для нержавеющей стали 304 K ≈ 2–3)
4.4Скорость и температура изгиба
Холодная гибка:Рекомендуется низкая скорость (гидравлическая: 5–10°/с), чтобы избежать растрескивания из-за упрочнения при обработке.
Горячая гибка:
- Температура нагрева: 900–1100°C для аустенитной нержавеющей стали
- Обеспечьте равномерный нагрев, чтобы предотвратить локальный перегрев.
- Достаточное время замачивания для толстостенных труб
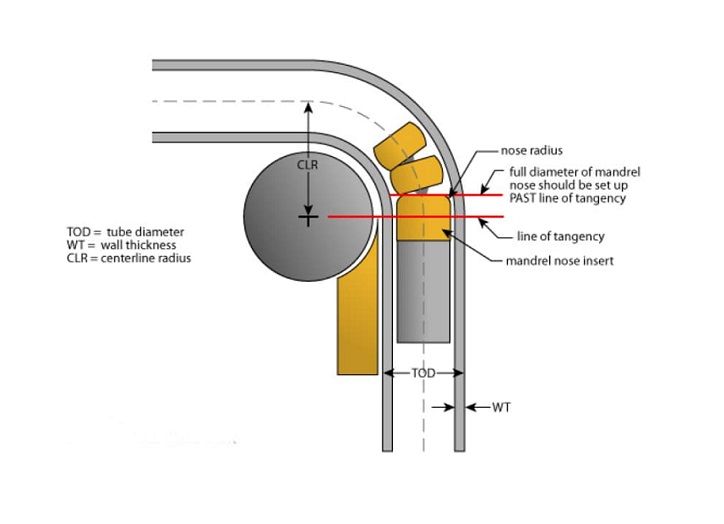
4.5Меры по предотвращению деформации
Выбор оправки:
Жесткая оправка (сталь): Для высокоточных изгибов
Гибкая оправка (типа шариковой цепи): Для сложных локтей
Кончик оправки должен располагаться на 1–2 мм впереди точки изгиба, чтобы компенсировать упругое отклонение.
Методы поддержки:
Заполнить тонкостенные трубы канифолью, легкоплавким сплавом или песком (особенно при горячей гибке)
Используйте штампы, подавляющие складки (нажимные подушки), для контроля образования складок на внутренней стенке
4.6Параметры штампа и оборудования
Соответствие штампов:
- Радиус канавки гибочной плашки должен соответствовать наружному диаметру трубы (допуск ±0,1 мм)
- Чрезмерный зазор может привести к овальной деформации
Сила зажима:Давление гидравлического зажима ≥ 1,5× предел текучести трубы
Компенсация отскока:
- Упругость из нержавеющей стали: обычно 2–5°
- Изгиб с помощью пресс-формы или коррекции программы ЧПУ
4.7Смазка и защита поверхности
Смазка:
- Высоковязкая смазка или паста на основе MoS₂ для снижения трения
- Избегайте использования хлорсодержащих смазочных материалов (вызывает коррозию под напряжением)
Защита поверхности:Наносите полиэтиленовую пленку или высокотемпературное антиокислительное покрытие во время горячей гибки, чтобы избежать царапин и окалины.
4.8Требования к постобработке
Снятие стресса:Холодногнутую нержавеющую сталь следует отжигать при температуре 300–400°C (особенно для толстостенных труб).
Коррекция округлости:Если овальность >5%, используйте механический расширитель или гидравлическую формовку для восстановления круглой формы.
5.0Распространенные проблемы и решения
| Проблема | Причина | Решение |
| Трещины на наружных стенах | Истончение стенки >20% или чрезмерная скорость | Увеличить радиус изгиба, уменьшить скорость или выполнить горячую гибку |
| Сморщивание внутренней стенки | Отсутствие оправки или недостаточная поддержка | Используйте оправку или противоскладочную накладку |
| Овальная деформация | Слишком большой зазор между матрицами | Используйте соответствующие штампы или увеличьте силу зажима |
| Чрезмерная отдача | Высокий модуль упругости материала | Спроектировать перегиб или применить многоступенчатую коррекцию |
Ссылки:




