
- 1.0Что такое резка в металлообработке?
- 2.0Типы инструментов и машин для резки
- 2.1Срез жестяных изделий
- 2.2Сквозной надрез Тиннерса
- 2.3Ножницы для резки отверстий
- 2.4Кривая сдвига
- 2.5Гильотинная машина
- 2.6Рычажный ножничный механизм
- 2.7Круговые ножницы (роликовые ножницы)
- 2.8Электрические ножницы для жестяных изделий
- 2.9Режущие инструменты (пуансоны и матрицы)
- 2.10Машина для резки с электроприводом
- 3.0Конструкция и принцип работы ножниц
- 4.0Процесс стрижки: пошаговая операция
- 5.0Методы стрижки: методы резки и их применение
- 6.0Рабочие процедуры: выполнение работ по стрижке
- 7.0Правила техники безопасности при выполнении операций по стрижке
- 8.0Часто задаваемые вопросы
- 9.0Заключение
Резка — основополагающий процесс в производстве листового металла, позволяющий быстро и без стружки резать металл, придавая ему нужную форму. Независимо от того, являетесь ли вы мастером, техником или новичком в металлообработке, понимание принципов работы ножниц, используемых станков и правил техники безопасности крайне важно.
В этой статье мы расскажем вам о целях, преимуществах, инструментах, операциях и мерах безопасности при стрижке овец.
1.0Что такое резка в металлообработке?
Резка ножницами — это метод резки листового металла и стальных профилей без образования стружки. Он позволяет получать прямые или криволинейные пропилы заданной длины без удаления материала.
Преимущества резки по сравнению с пилением или долблением:
- Отсутствие потерь материала при резке
- Точное выравнивание по начерченным линиям
- Минимальная необходимая обработка поверхностей реза
- Более высокая скорость резки
- Прямые или криволинейные траектории резки
К распространенным методам стрижки относятся:
- Врезка
- Отсечение
- Вырезание
- Штамповка
2.0Типы инструментов и машин для резки
Для резки используются различные инструменты в зависимости от толщины материала и способа резки. Ниже приведены наиболее распространённые типы ножниц:
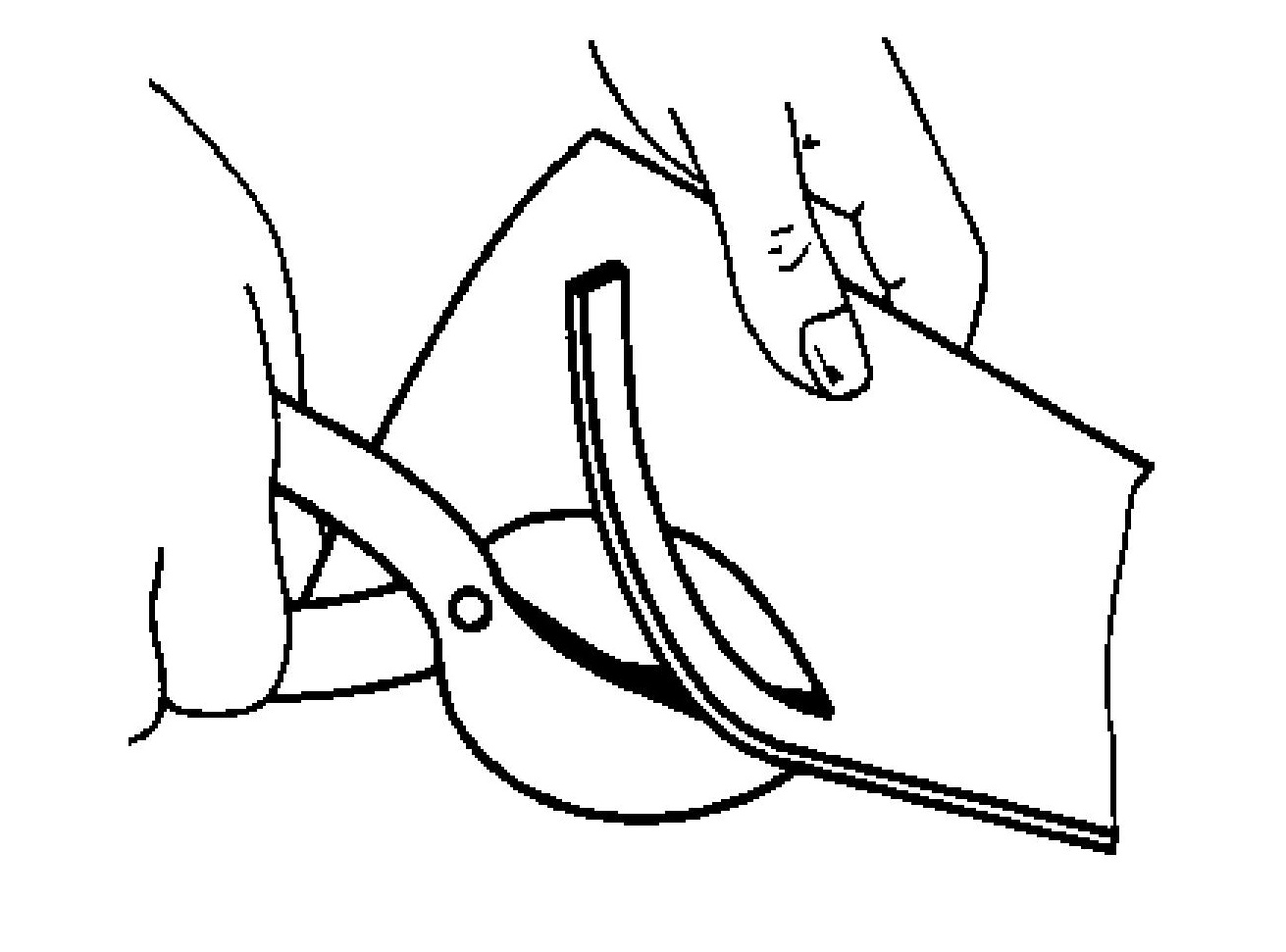
2.1Срез жестяных изделий
Используется для коротких прямых или криволинейных резов на тонких листах металла.
Максимальная толщина резки:
- Сталь – 0,7 мм
- Латунь – 0,8 мм
- Медь – 1,0 мм
- Алюминий – 1,0–2,5 мм
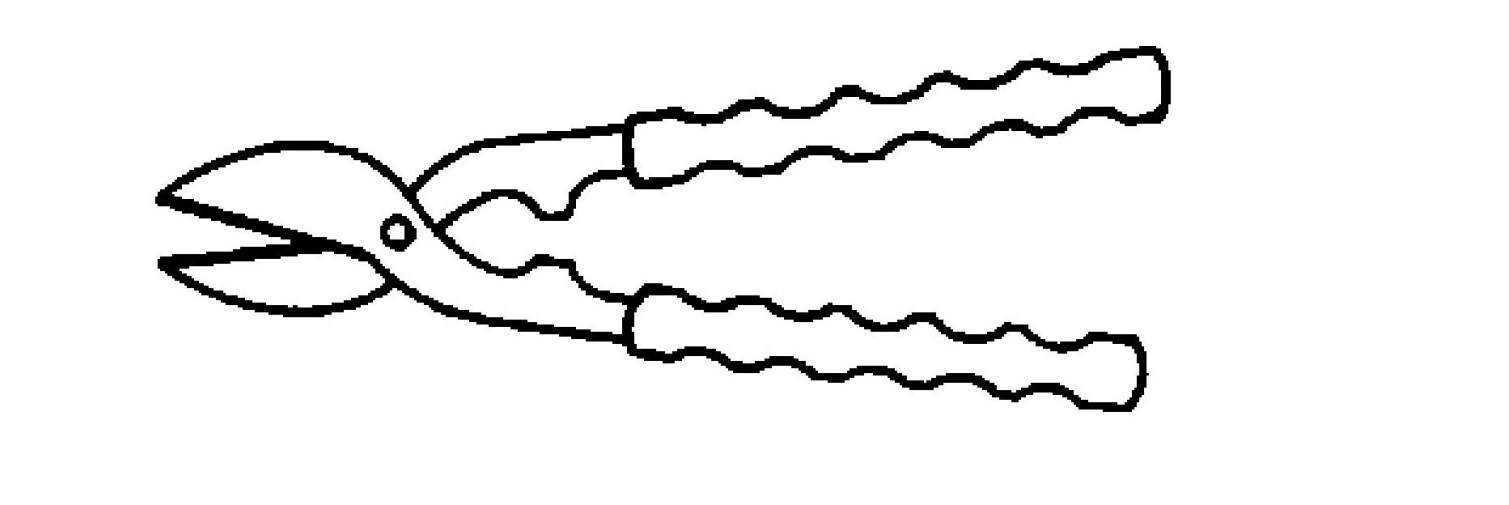
2.2Сквозной надрез Тиннерса
Предназначен для длинных прямых резов тонких листов. Материал проходит под рукой для безопасности.
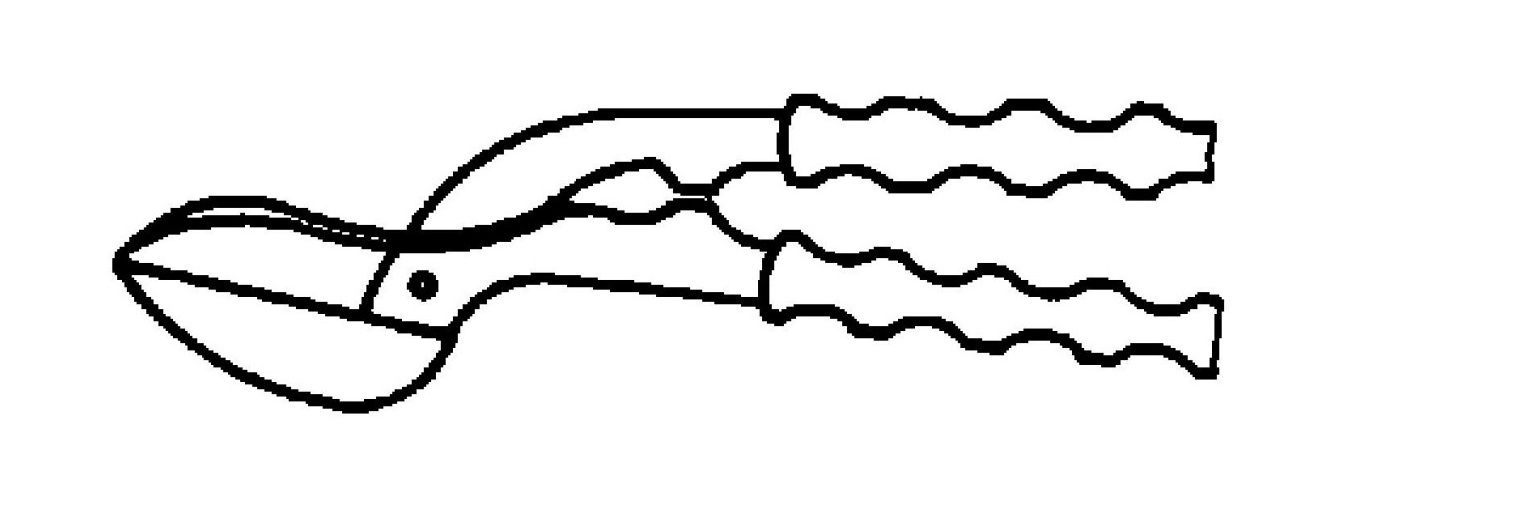
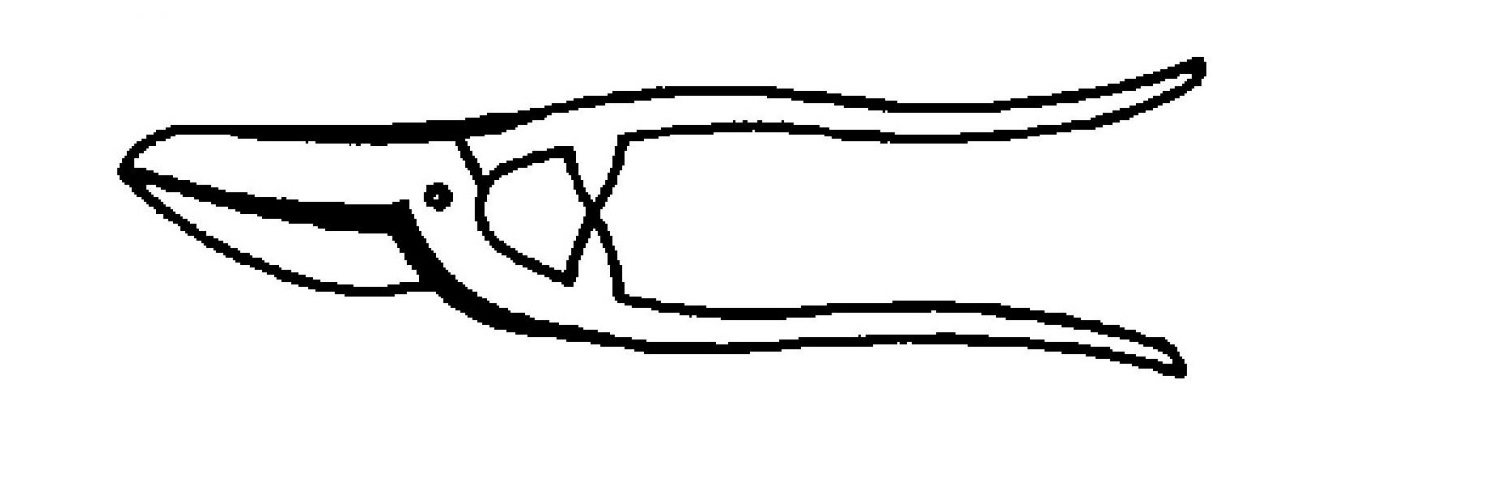
2.3Ножницы для резки отверстий
Используется для криволинейной резки тонкого металла. Одностороннее изогнутое лезвие не подходит для прямой резки.
2.4Кривая сдвига
Идеально подходит для круговой или криволинейной резки тонких и средних листов толщиной до 4 мм. Лист можно вращать во время резки.
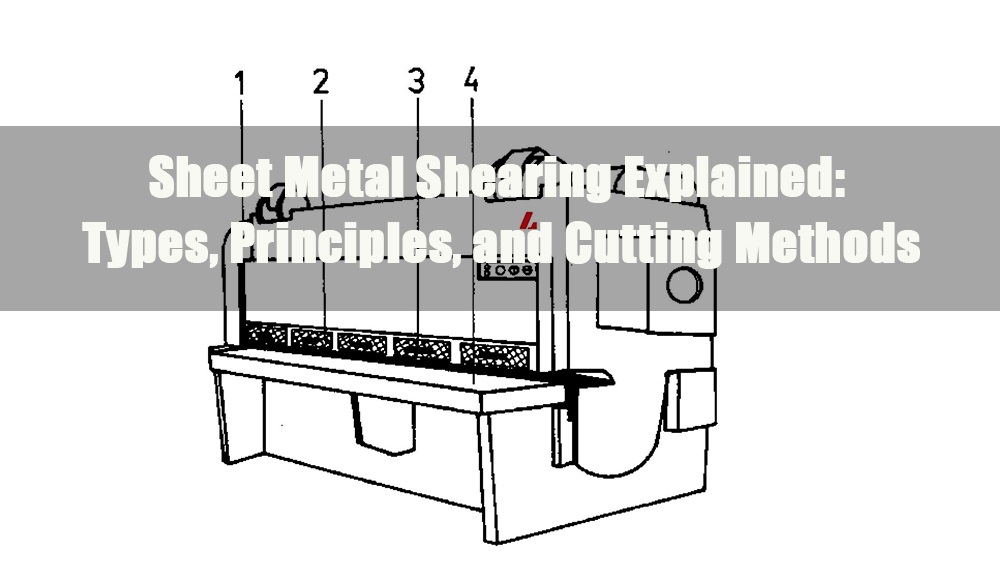
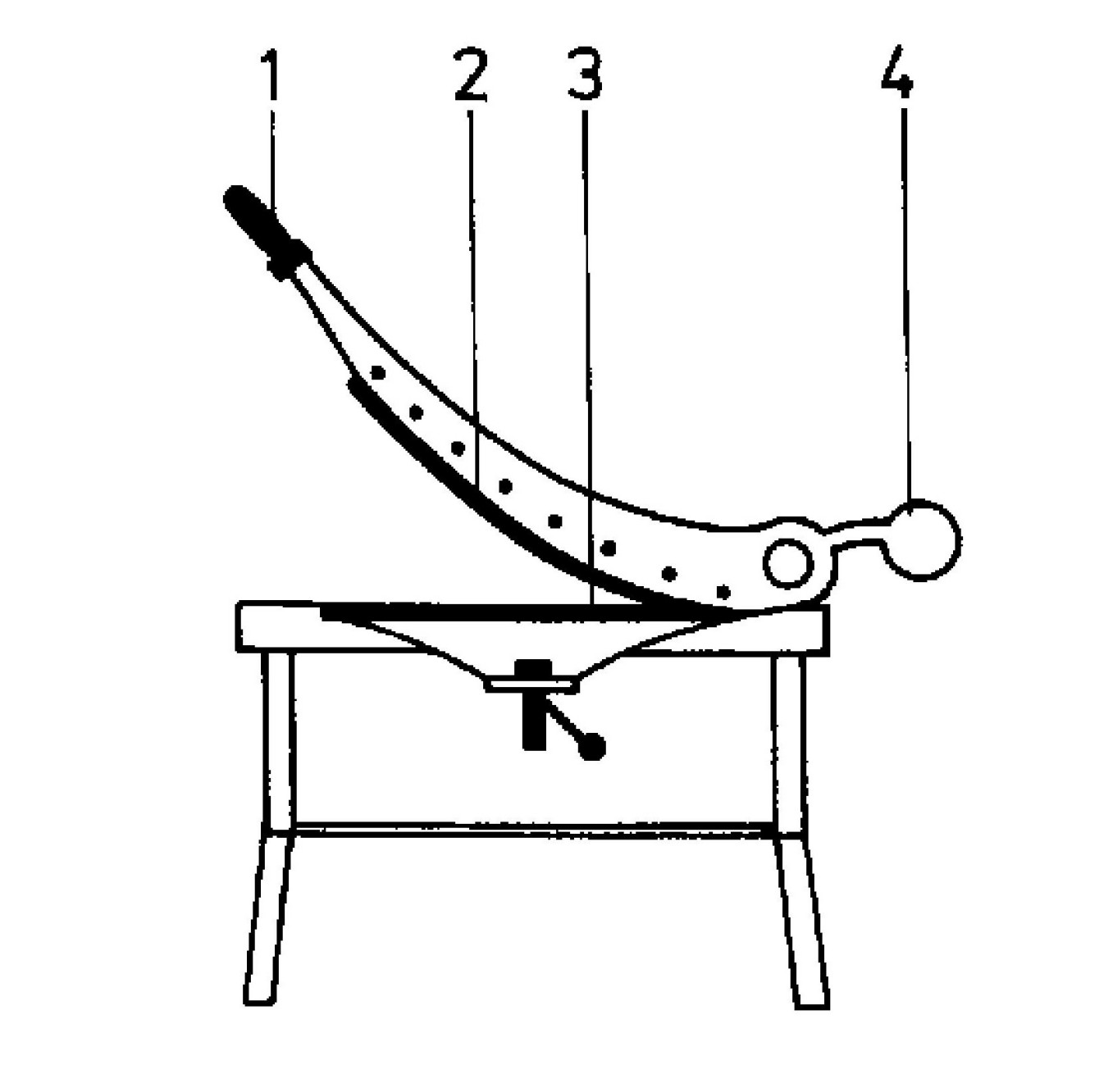
2.5Гильотинная машина
Используется для прямой резки тонких листов (~3 мм) на большую длину. Верхний нож движется вниз, навстречу нижнему. Доступны модели с ручным и электрическим приводом.
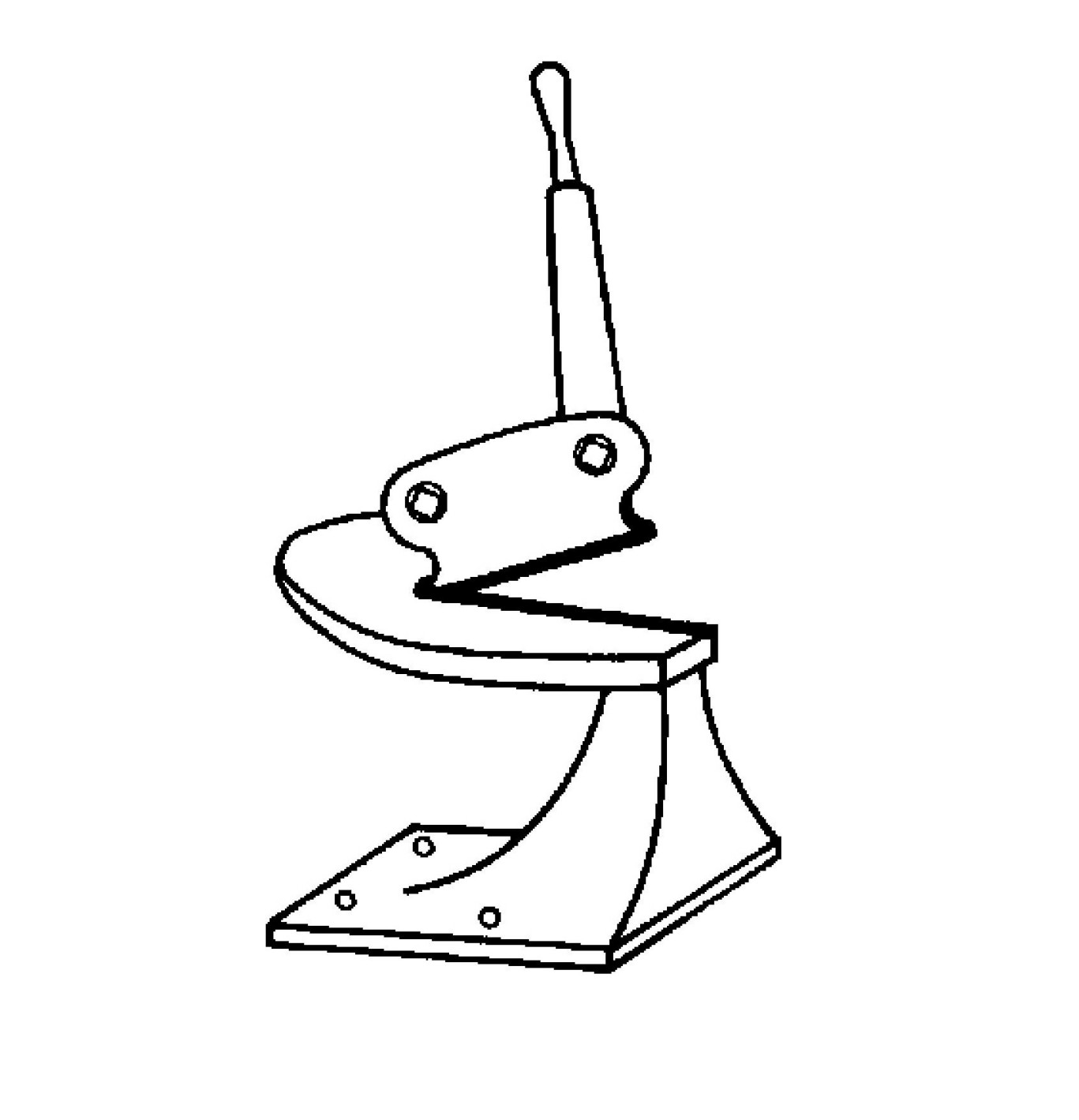
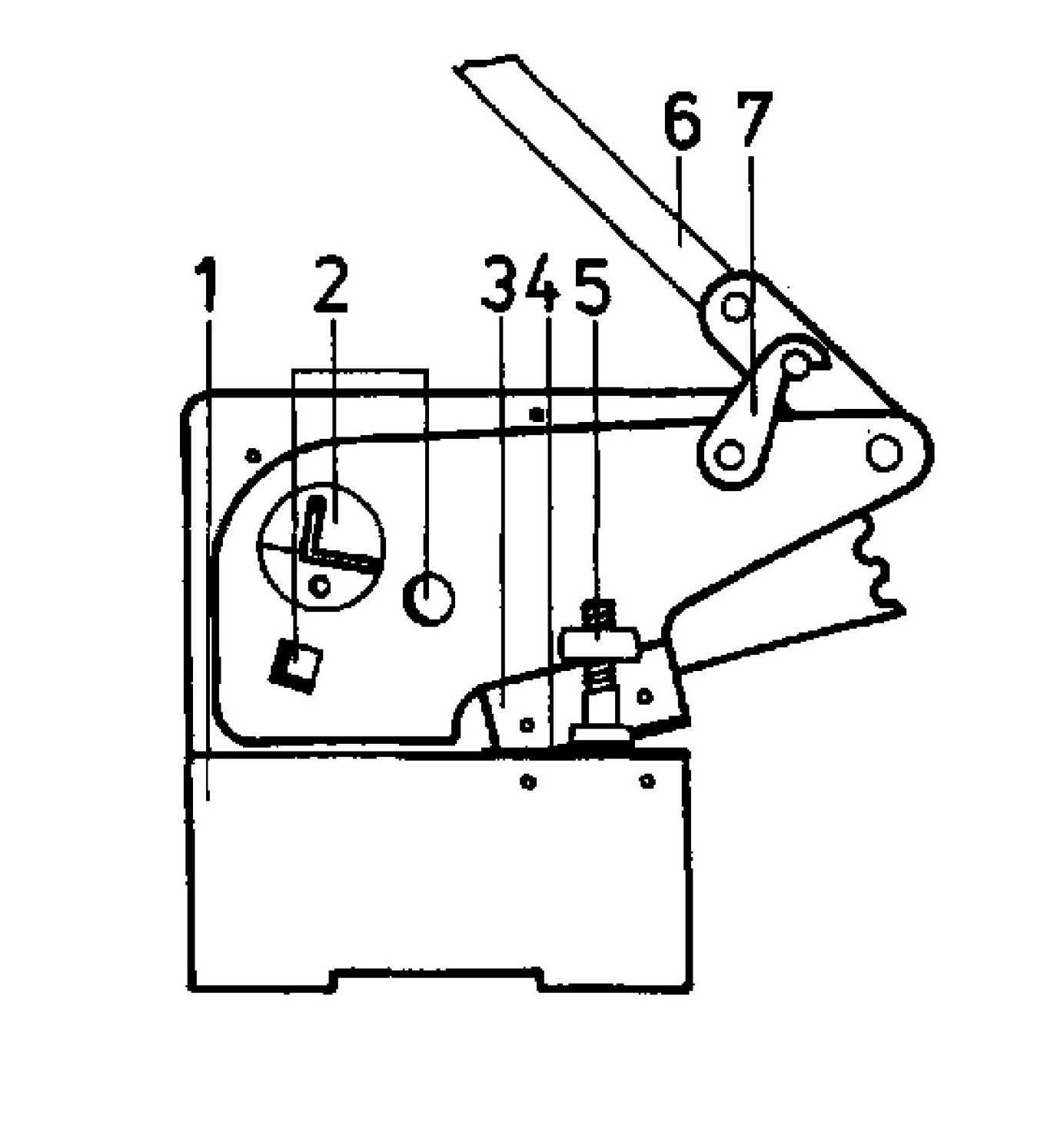
2.6Рычажный ножничный механизм
Выполняет короткие прямые или криволинейные пропилы листового металла средней толщины или стальных профилей. Верхний нож опускается вниз с помощью рычажной передачи. Блокировка предотвращает непреднамеренное перемещение ножа.
2.7Круговые ножницы (роликовые ножницы)
Используется для длинных криволинейных резов тонких и толстых листов. Оснащен вращающимися дискообразными лезвиями. Для толстых материалов может потребоваться несколько проходов.
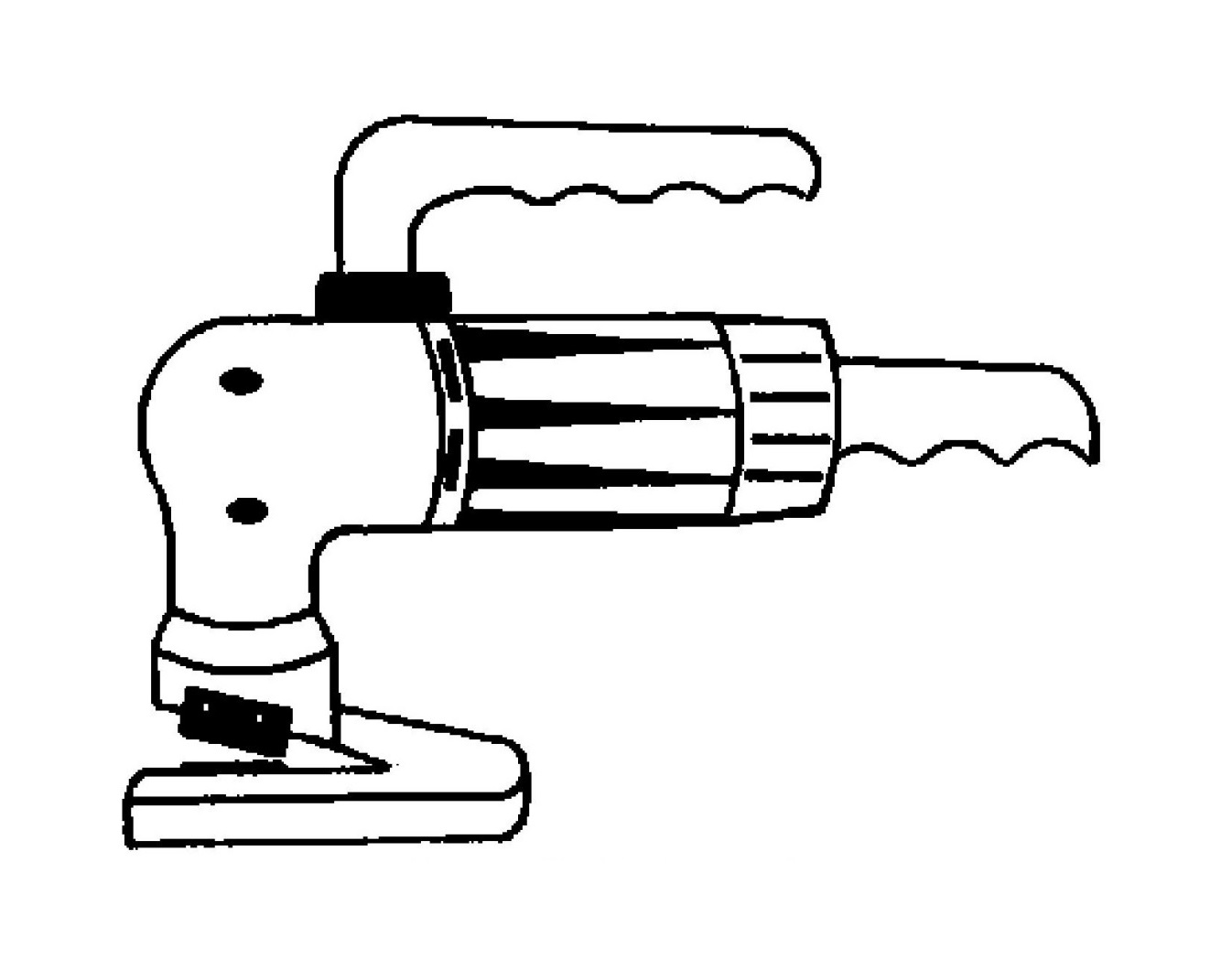
2.8Электрические ножницы для жестяных изделий
Используется для резки тонких листов по криволинейным траекториям. Верхний нож быстро движется вверх и вниз с помощью двигателя, а оператор направляет лист.
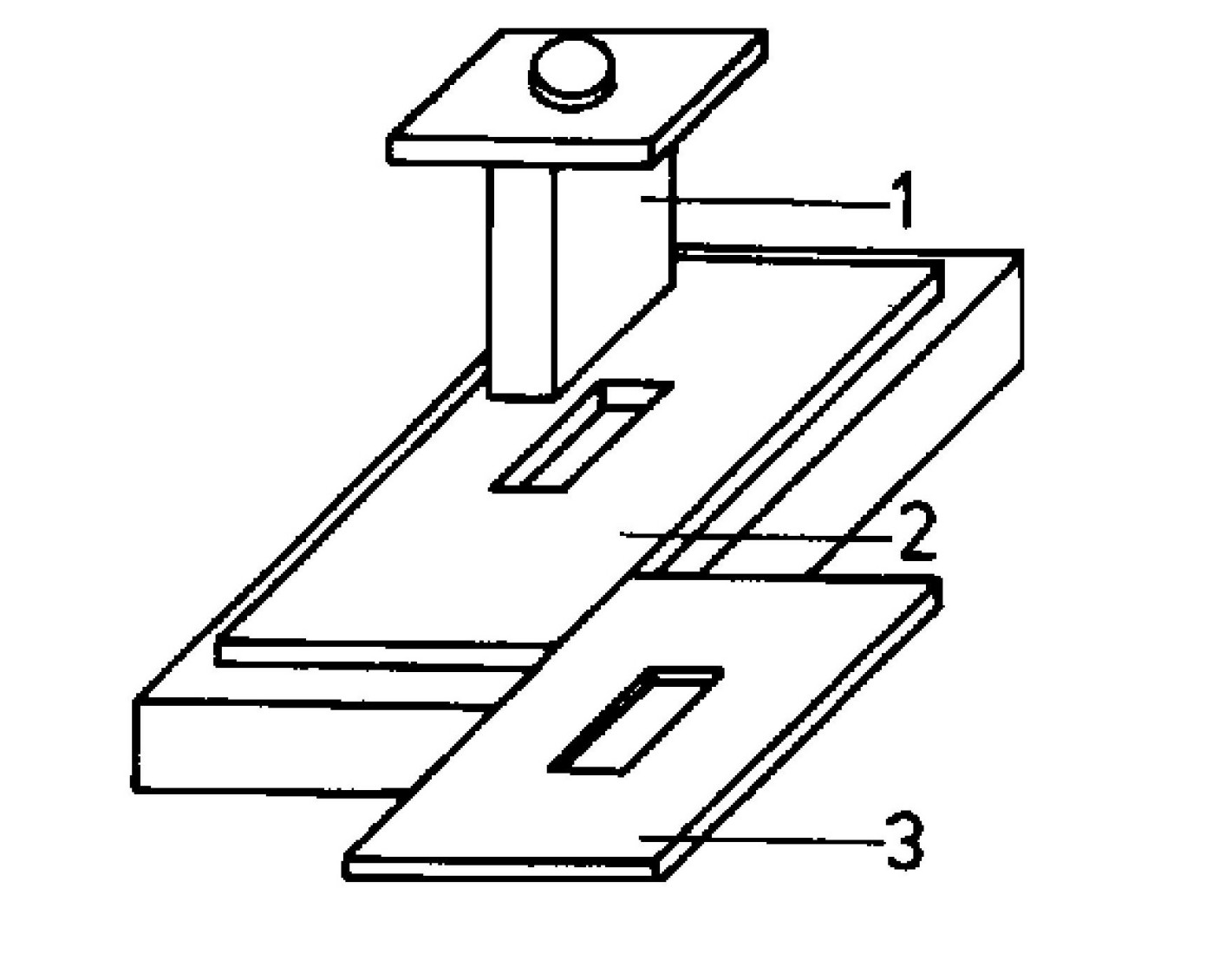
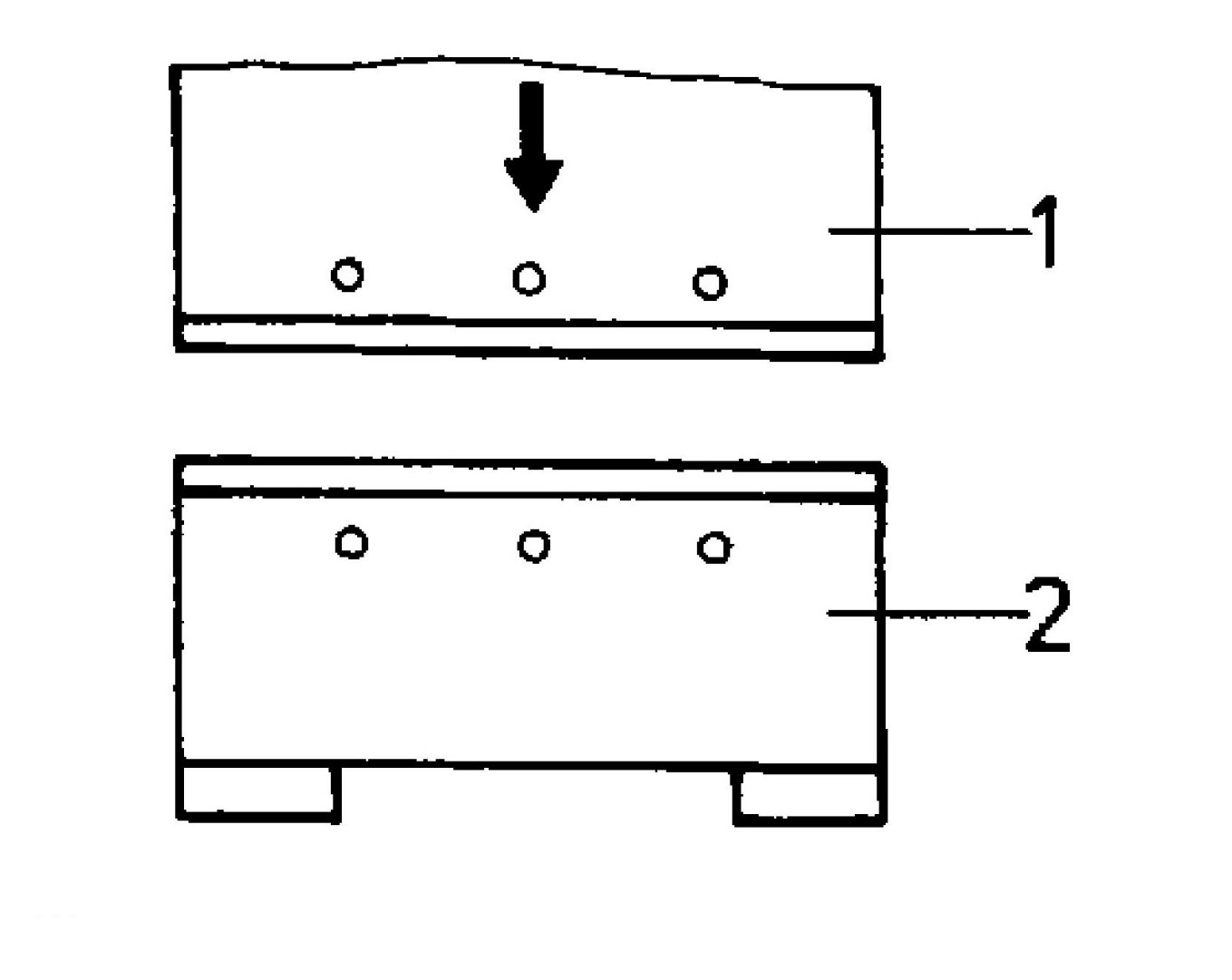
2.9Режущие инструменты (пуансоны и матрицы)
Используется для многократных идентичных резов в производстве. Пуансон точно входит в режущую пластину с зазором от 0,05 до 0,1 мм в зависимости от толщины листа.
Рекомендуемая литература:Устранение неполадок при перфорации: выравнивание, зазоры и советы по безопасности
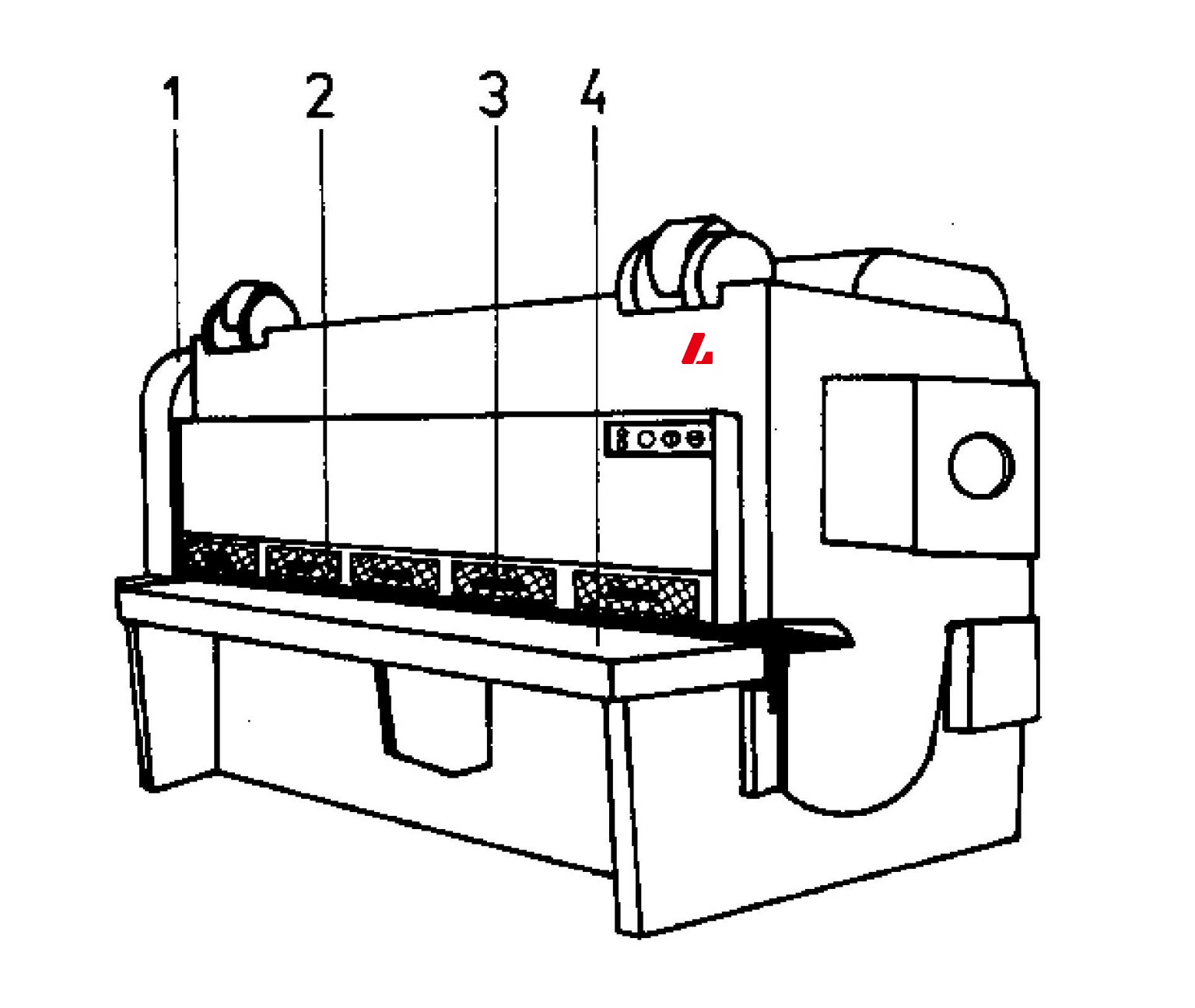
2.10Машина для резки с электроприводом
Для очень длинных или толстых листов металла (более 10 мм) и прочных профилей. Оснащен мощным приводом, гидравлическим прижимом и регулировкой зазора между лезвиями.

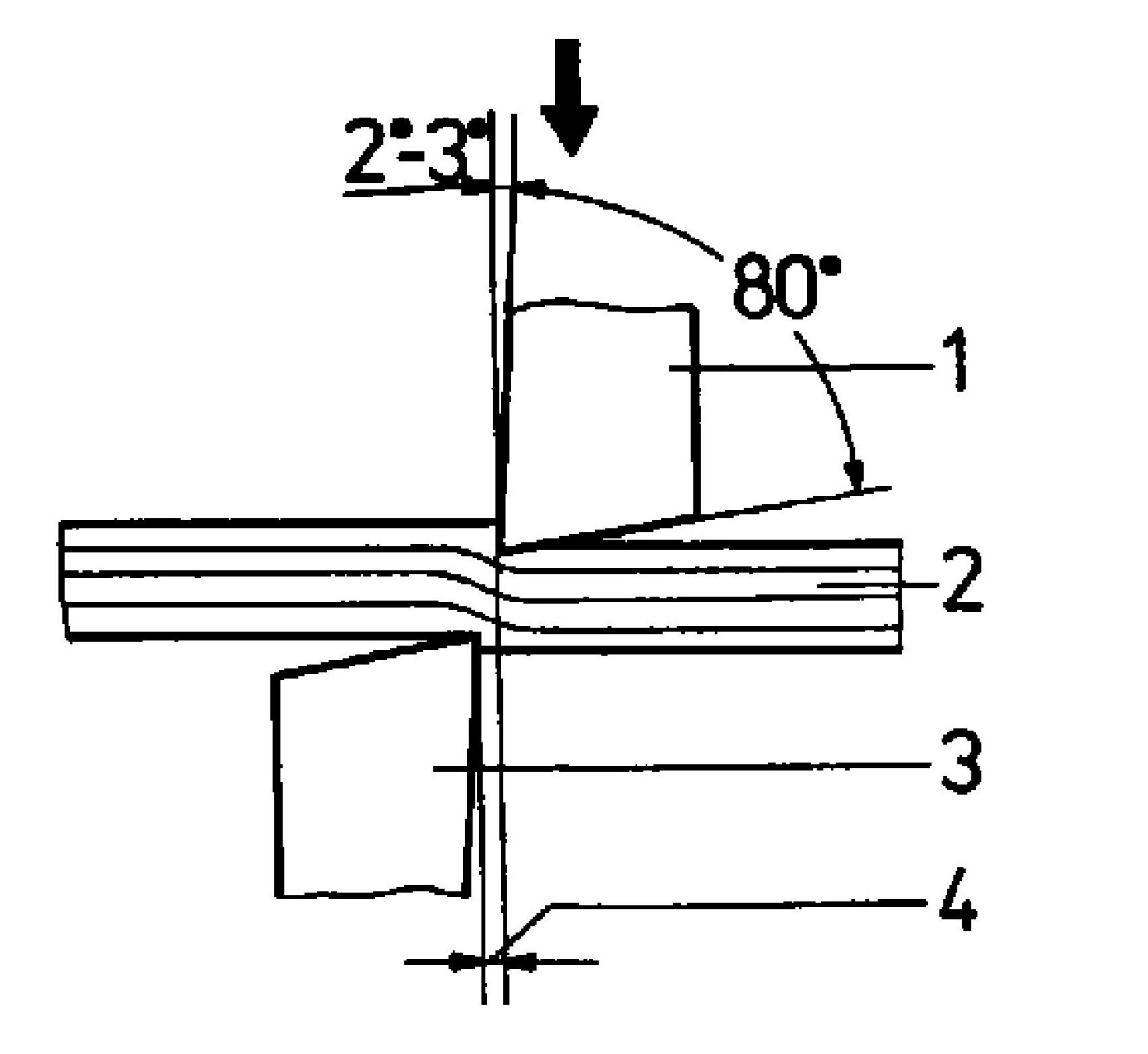
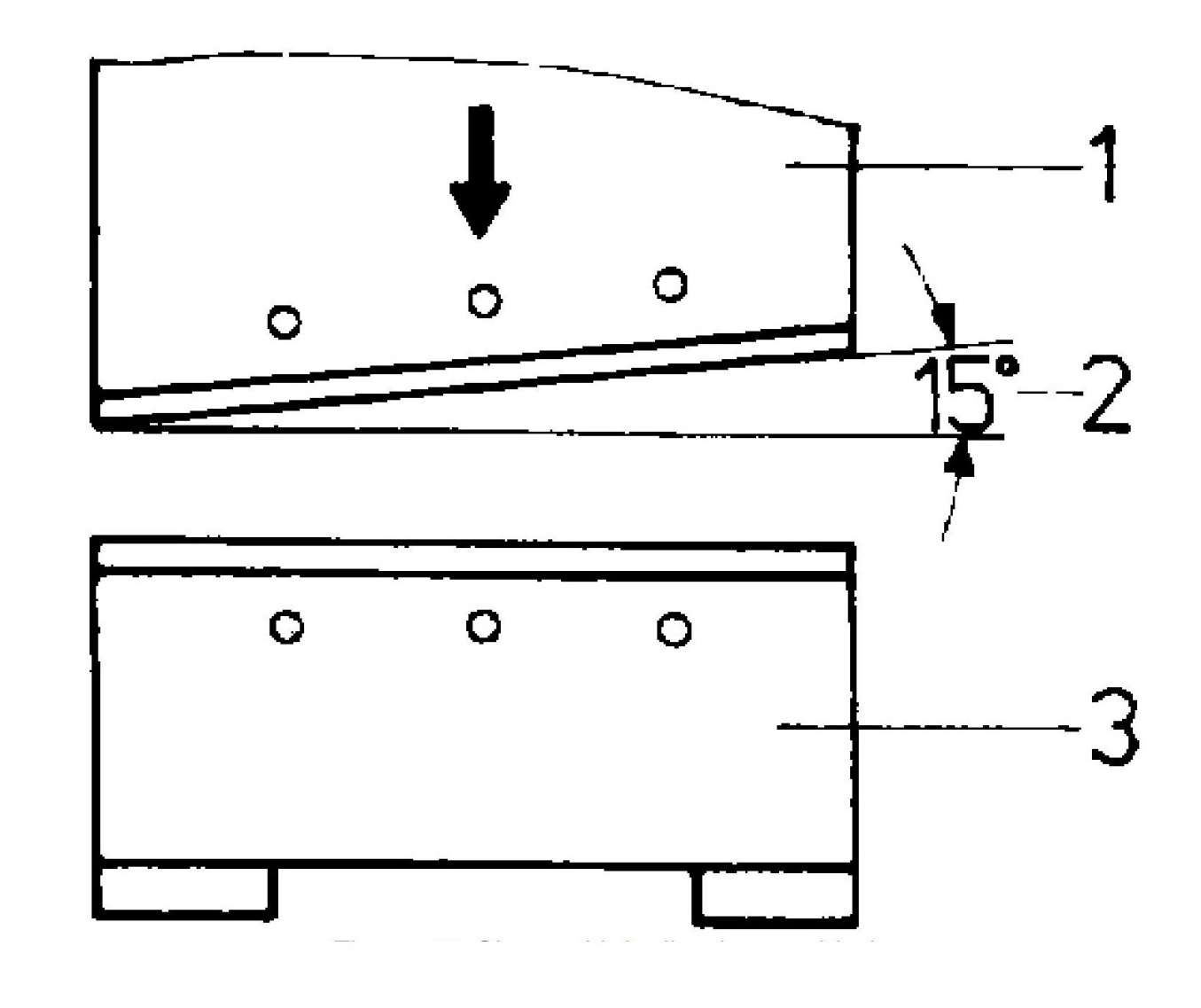
3.0Конструкция и принцип работы ножниц
Ножницы рассчитаны на высокие режущие усилия. Ключевые технические характеристики включают:
- Угол клина лезвия: около 80°, для устойчивости
- Угол наклона: 2°–3°, уменьшает трение
- Зазор между лезвиями: 0,05–0,1 мм × толщина листа, чтобы обеспечить чистоту реза.
Неправильный зазор между лезвиями может привести к неровным краям или изгибу листов.
Чрезмерный зазор приводит к ухудшению качества поверхности и деформации листа.
Использование правильно отрегулированного прижимного бруса предотвращает перемещение листа.
Параллельные лезвия срезают всю кромку сразу, требуя большего усилия. Большинство станков используют наклонное верхнее лезвие, чтобы уменьшить необходимое усилие резки.
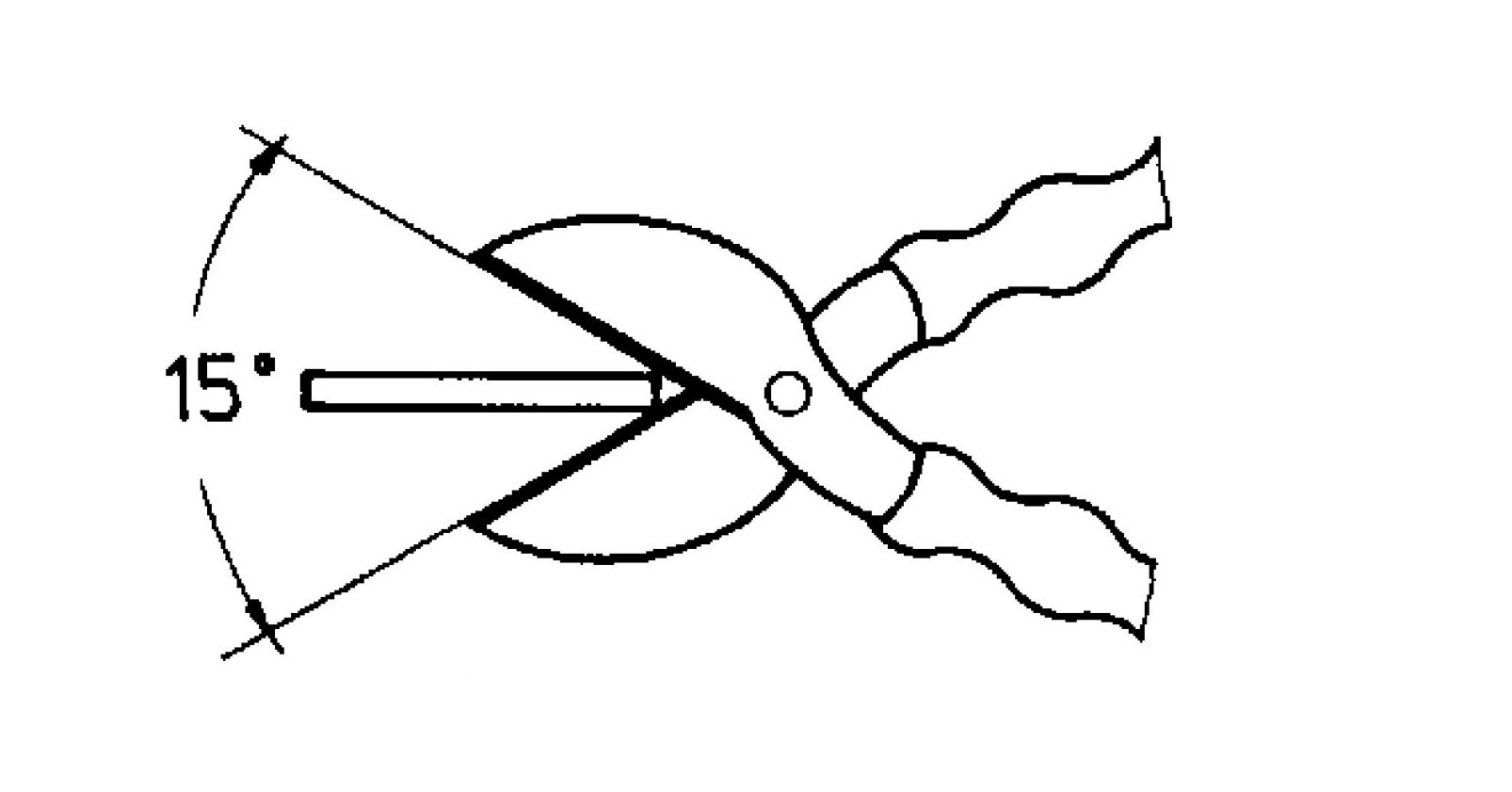
Глубокая подача заготовки в ножницы увеличивает рычаг, но также увеличивает риск проскальзывания заготовки. Передний угол лезвия (~15°) необходим для поддержания качества реза.
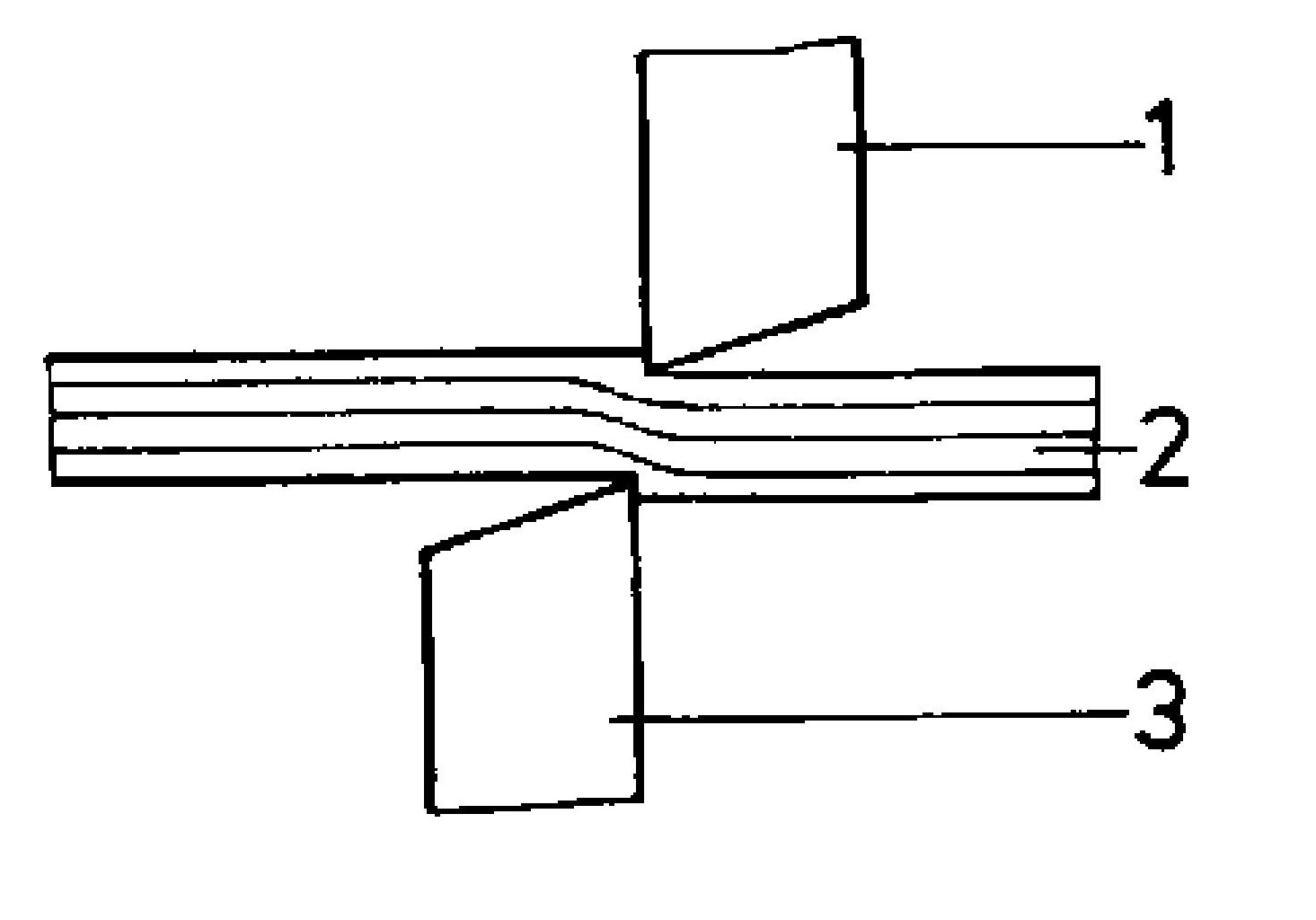
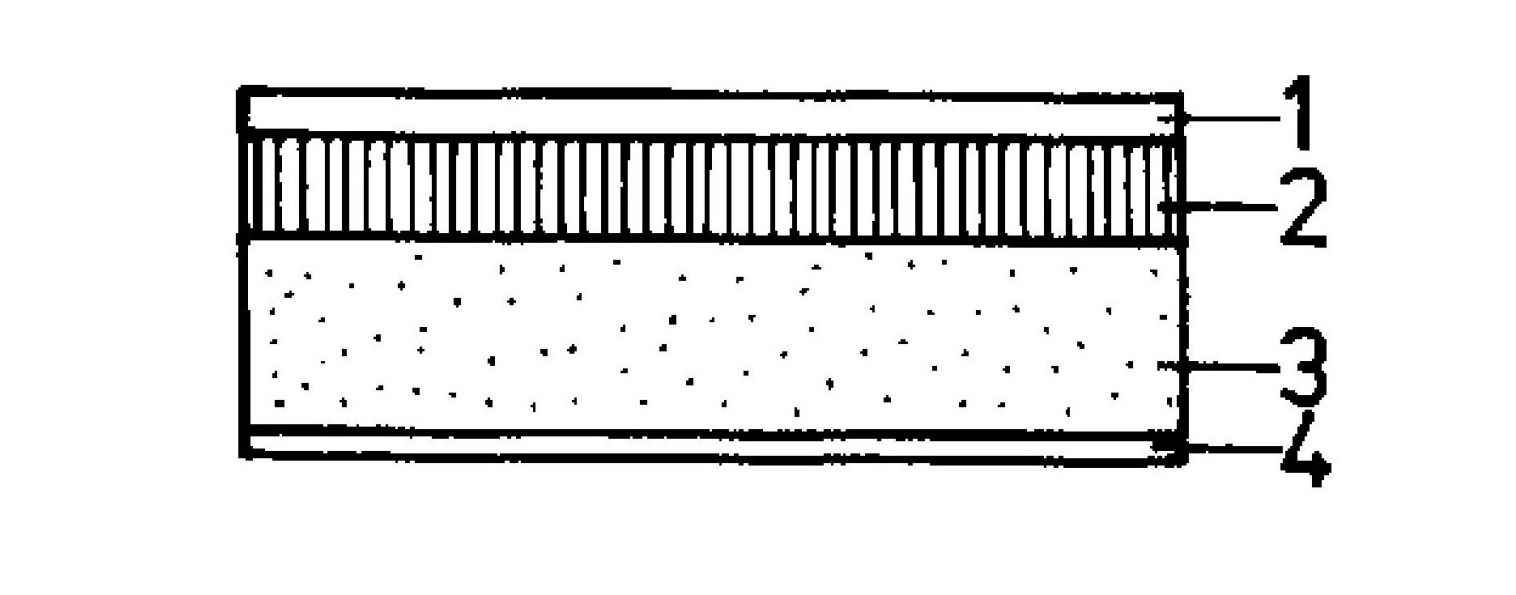
4.0Процесс стрижки: пошаговая операция
Процесс стрижки состоит из трех основных этапов:
4.1Выемка
Первоначальное вдавливание материала при соприкосновении лезвий с листом.
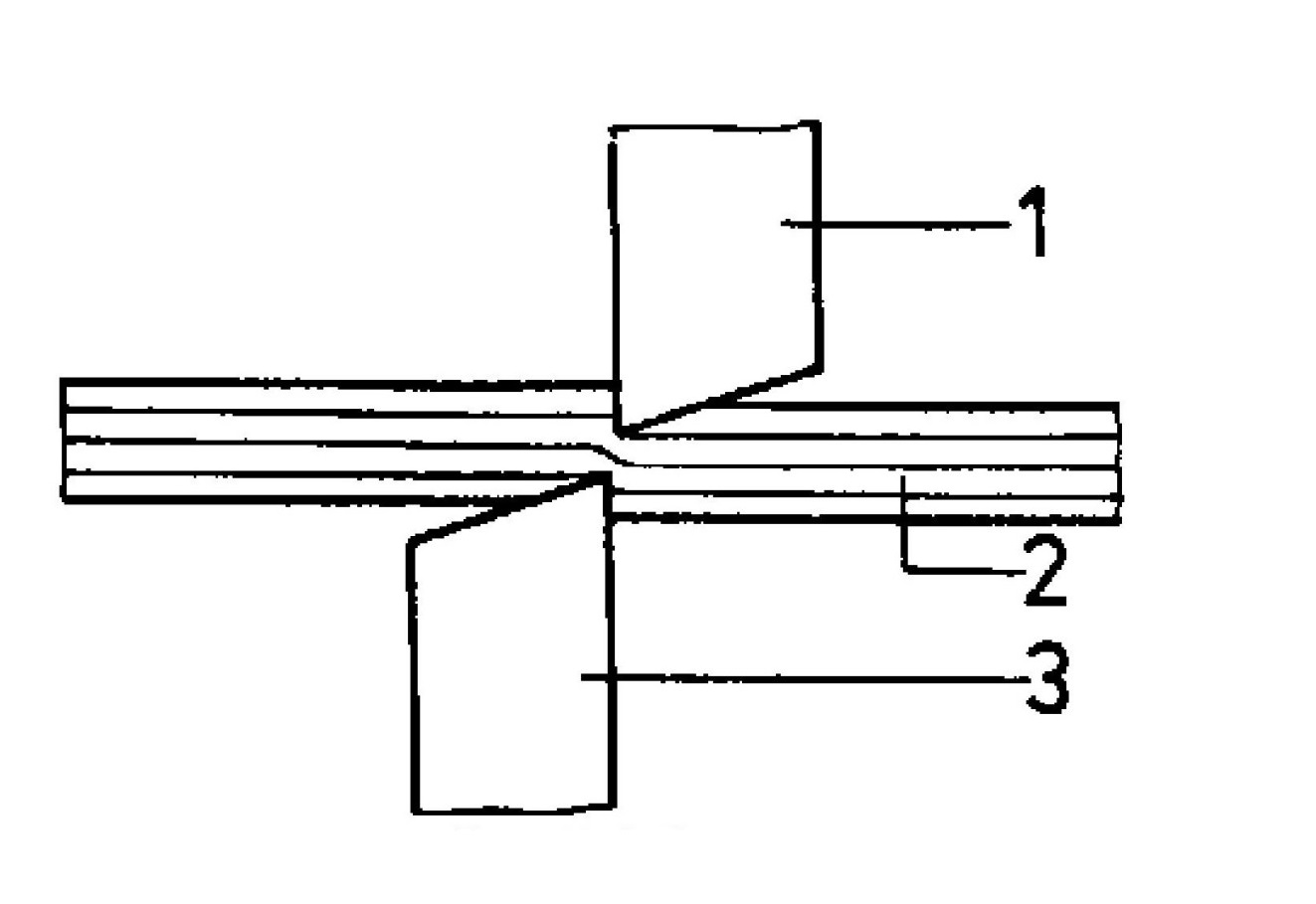
4.2Резка
Лезвия проникают и пробивают металлическую конструкцию.
4.3Разрыв
Окончательное разделение материала вследствие внутреннего напряжения и разрыва.
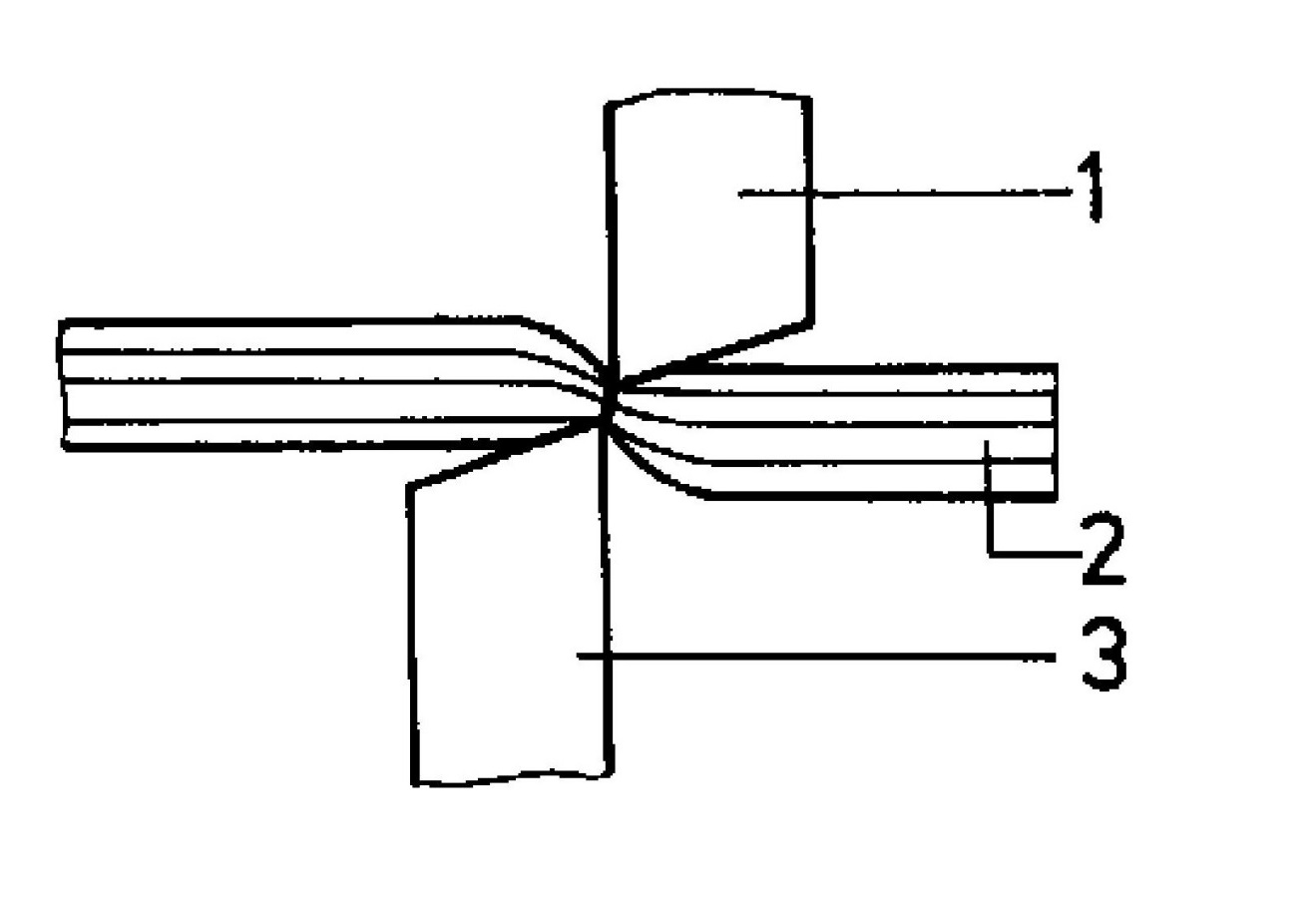
Эти этапы оставляют идентифицируемые зоны на срезах толстого листа.
5.0Методы стрижки: методы резки и их применение
Сдвиг можно классифицировать по типу и степени разделения материала:
5.1Врезка
Частичное сечение используется для подготовки листа к последующей гибке или фальцовке. Рез не проходит через весь материал, а ослабляет его по линии, обеспечивая точную и контролируемую деформацию.

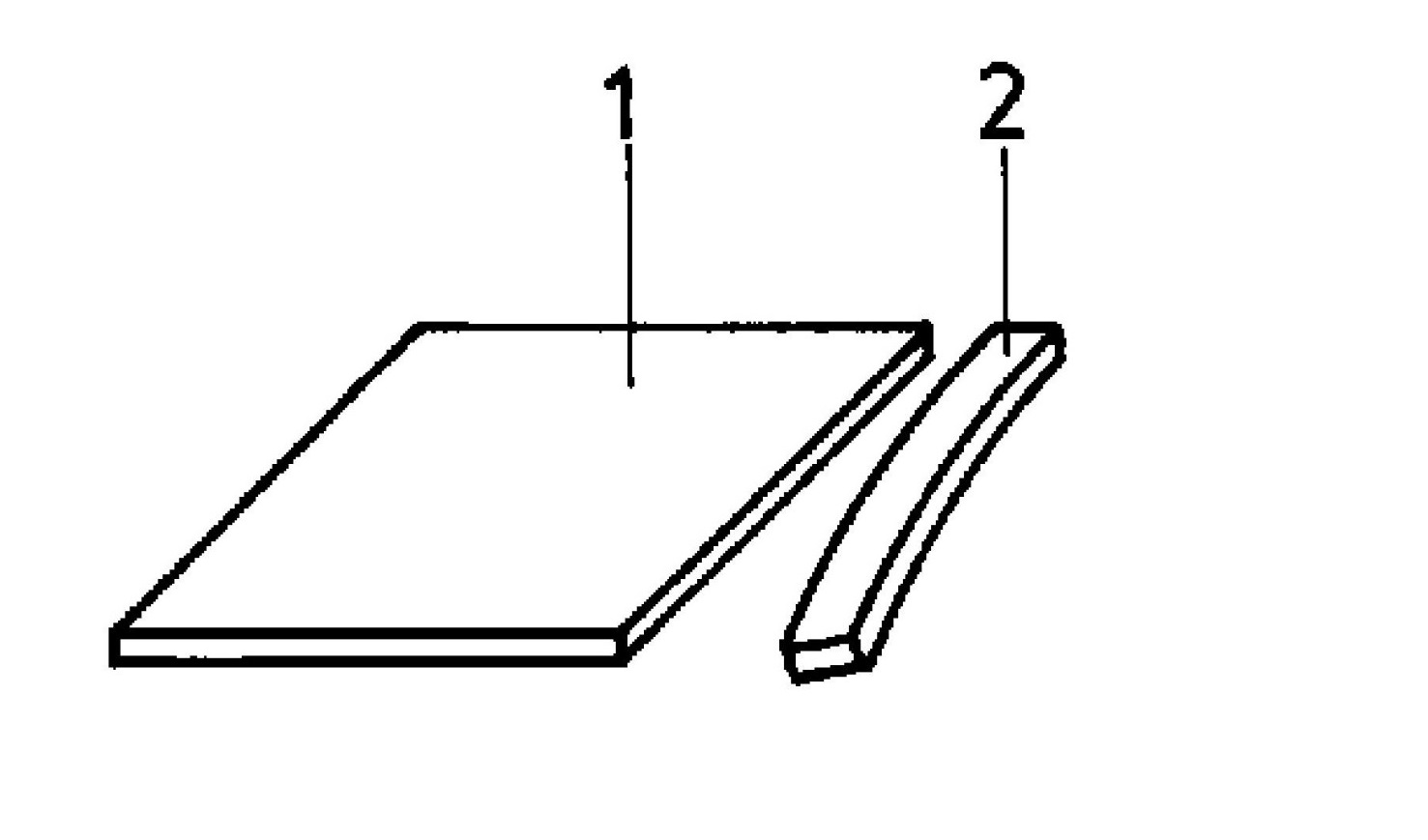
5.2Отсечение
Полный сквозной разрез, разделяющий заготовку на две части, обычно для удаления ненужного материала в виде обрезков. Это базовая операция резки, выполняемая ручными или машинными ножницами.
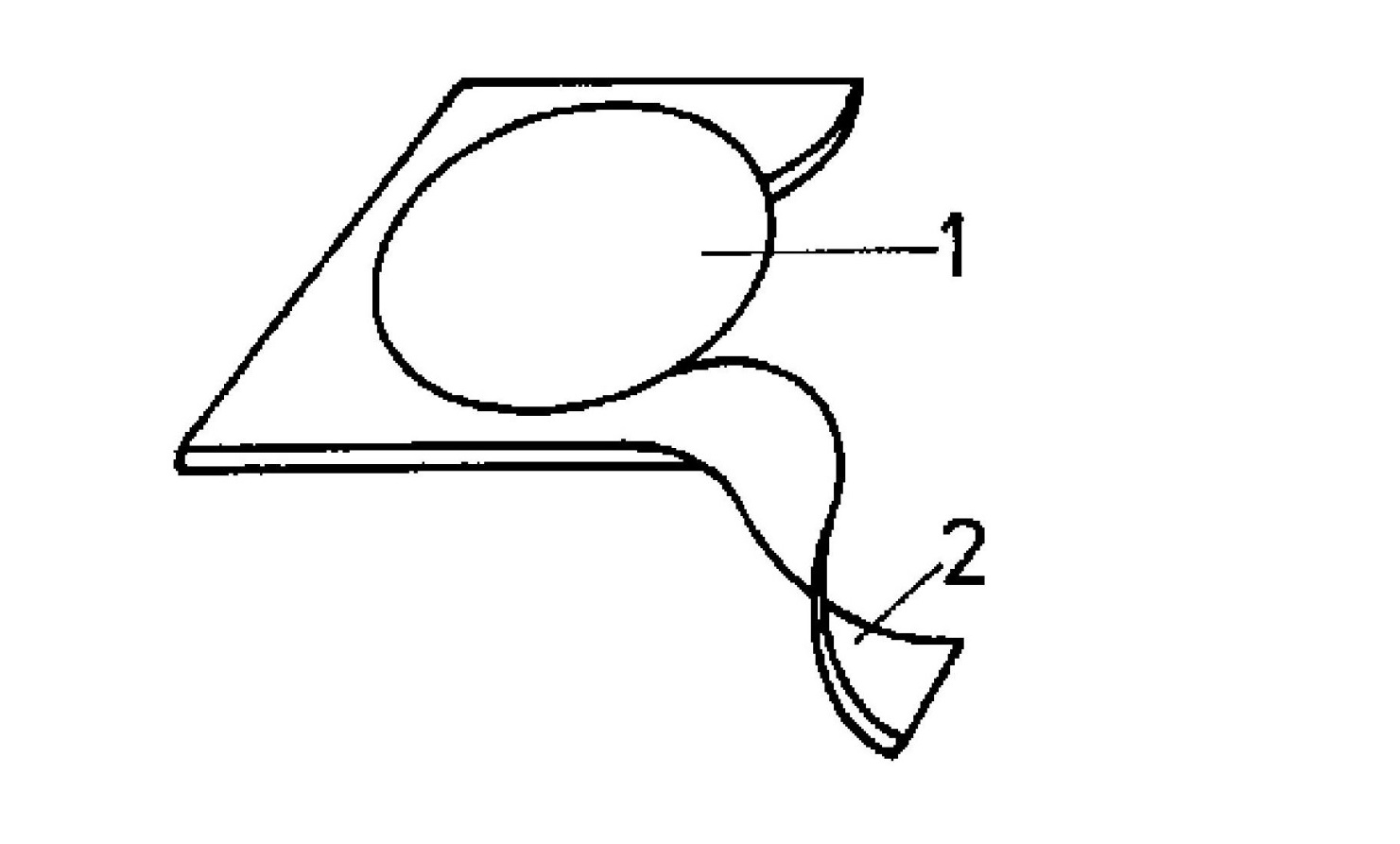
5.3Вырезание
Этот метод предполагает резку по замкнутому контуру, например, кругу или прямоугольнику, где внутренняя часть представляет собой желаемую заготовку, а внешняя часть отбрасывается. Этот метод обычно используется для получения функциональных форм из листового материала.
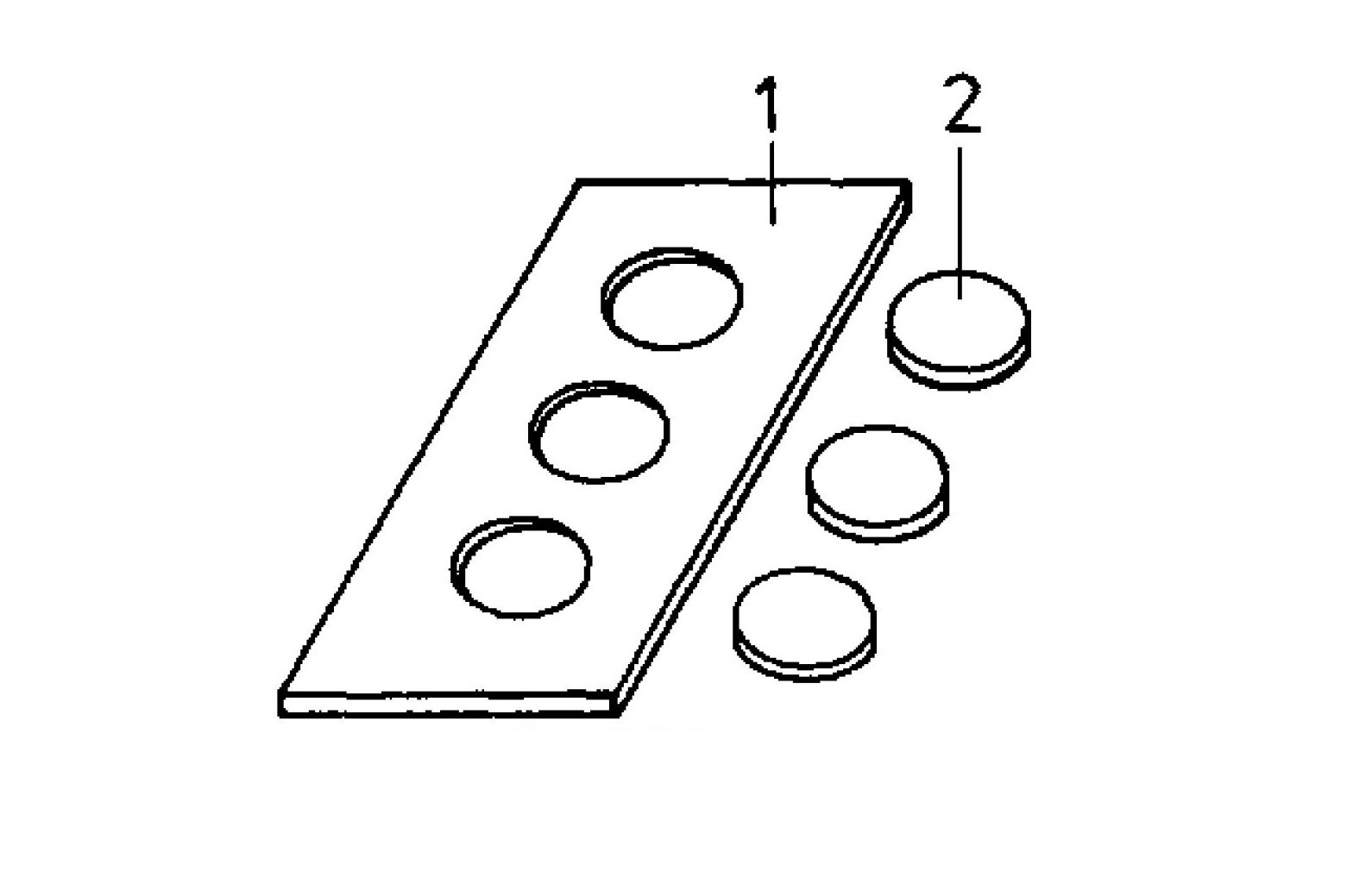
5.4Штамповка
Подобно вырубке, пробивка также осуществляется по замкнутой траектории. Однако при пробивке удаляемая внутренняя часть считается отходами, а оставшийся окружающий лист образует заготовку. Это одна из самых распространённых операций в промышленной обработке листового металла.
5.5Интегрированная прессовка в современном производстве
В современных производственных процессах прессы способны выполнять все вышеперечисленные методы резки — резку, отрезку, вырубку и пробивку — с использованием специально разработанных комплектов пуансонов и штампов. Эти станки обычно используются в штамповочных машинах с последовательным расположением штампов. гидравлические прессы, и Прессы с С-образной рамой используется в массовом производстве.
Пресс-машины предлагают:
- Высокая повторяемость и последовательность
- Сокращение времени цикла
- Сложная многоэтапная резка за один проход
- Интеграция с системами кормления и автоматизации
Благодаря этой интеграции они стали незаменимыми инструментами в таких отраслях, как автомобилестроение, производство бытовой техники и электроники.
6.0Рабочие процедуры: выполнение работ по стрижке
6.1Врезка с помощью ножниц Тиннера
- Аккуратно разметьте лист
- Откройте челюсти примерно на 15°, выровняйте по линии
- Частично закройте разрез, избегая разрыва.
- Продвигайтесь шаг за шагом к полной длине
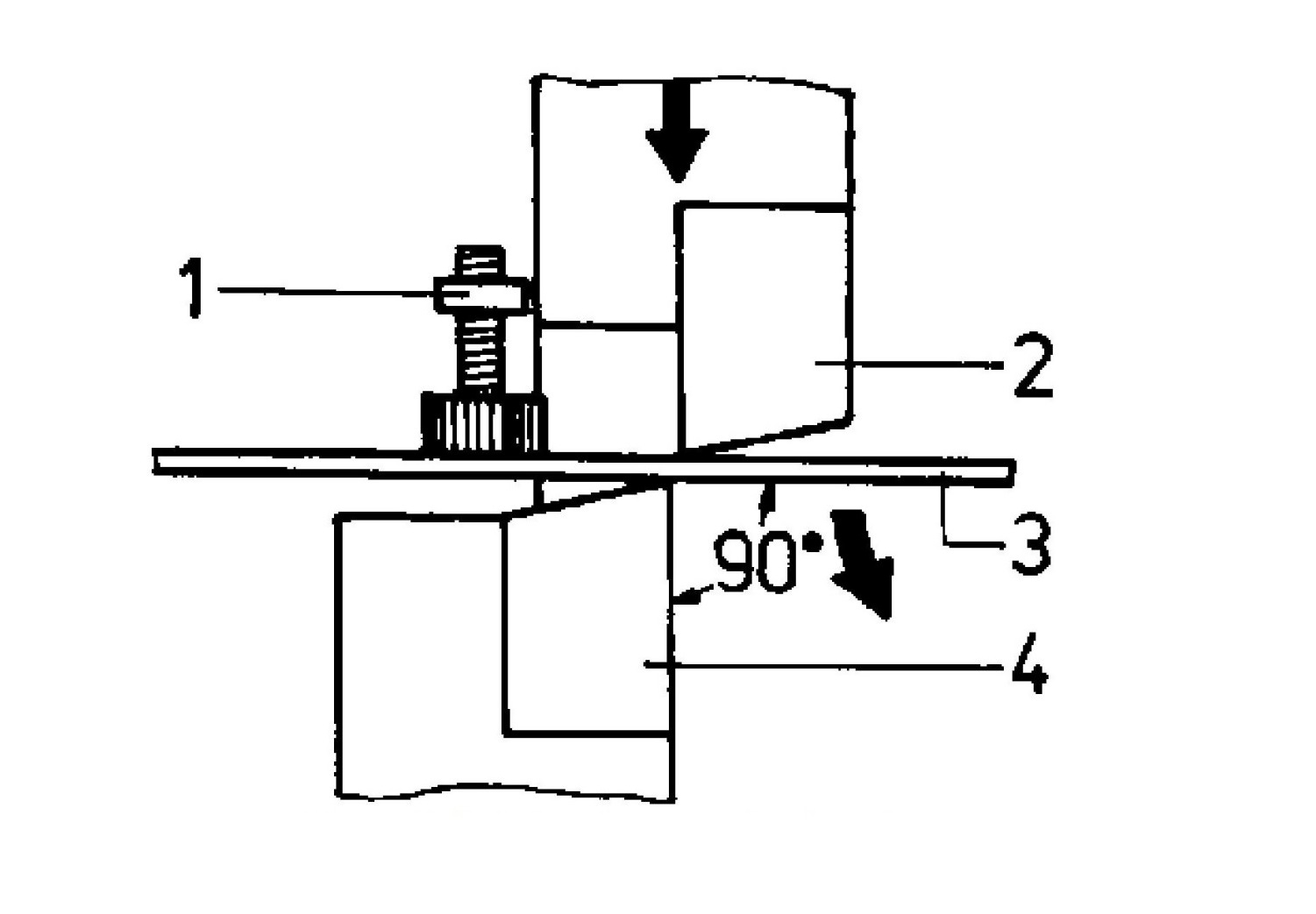
6.2Резка рычажными ножницами
- Разметьте и выровняйте лист
- При необходимости отрегулируйте зазор лезвия.
- Задействуйте прижимную планку и разблокируйте рычаг.
- Опускайте лезвие плавно, избегая полного хода, чтобы предотвратить появление трещин.
- Заблокируйте рычаг после резки и удалите обрезки.
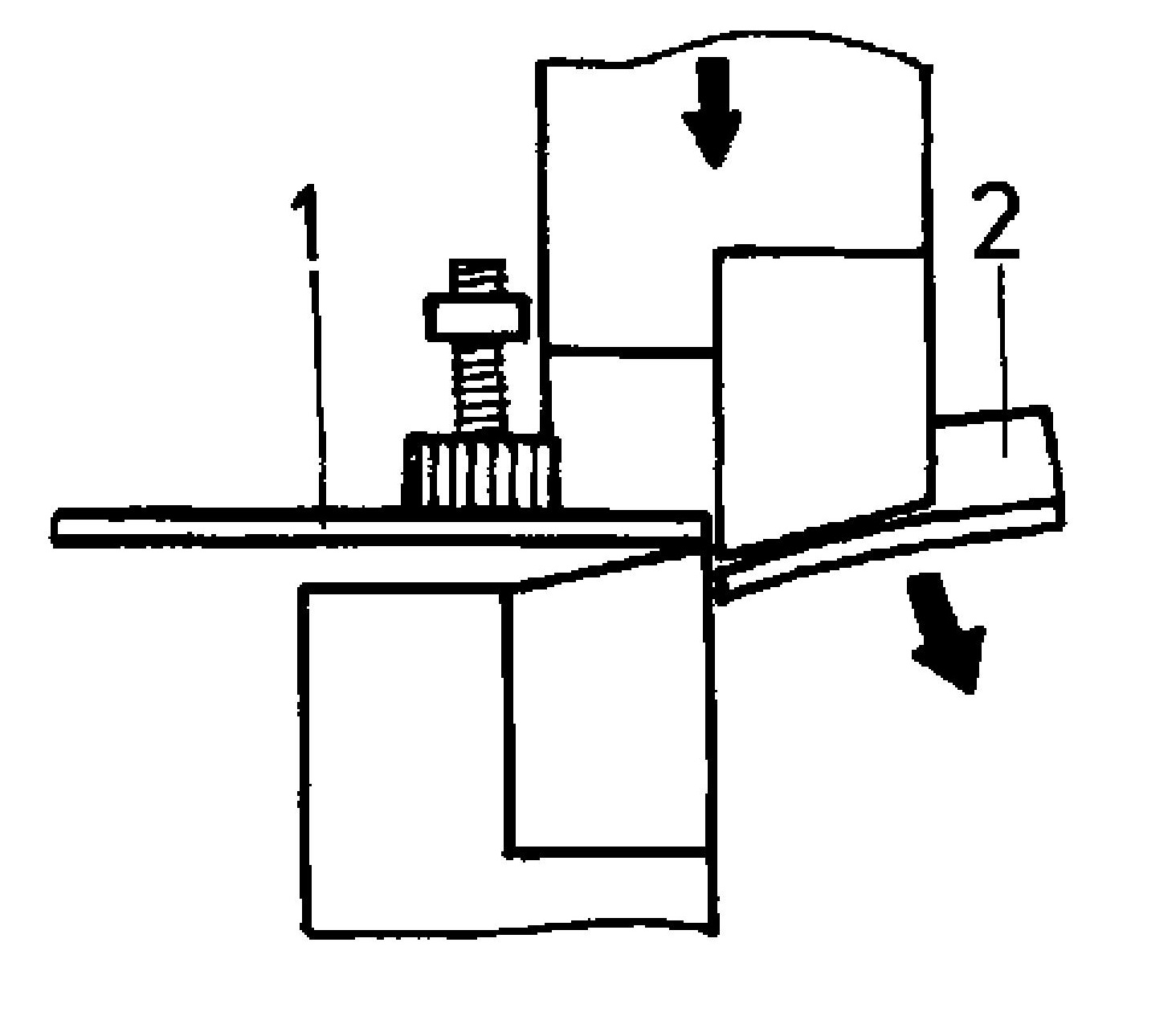
Всегда кладите обрезки справа от линии вашего взгляда.
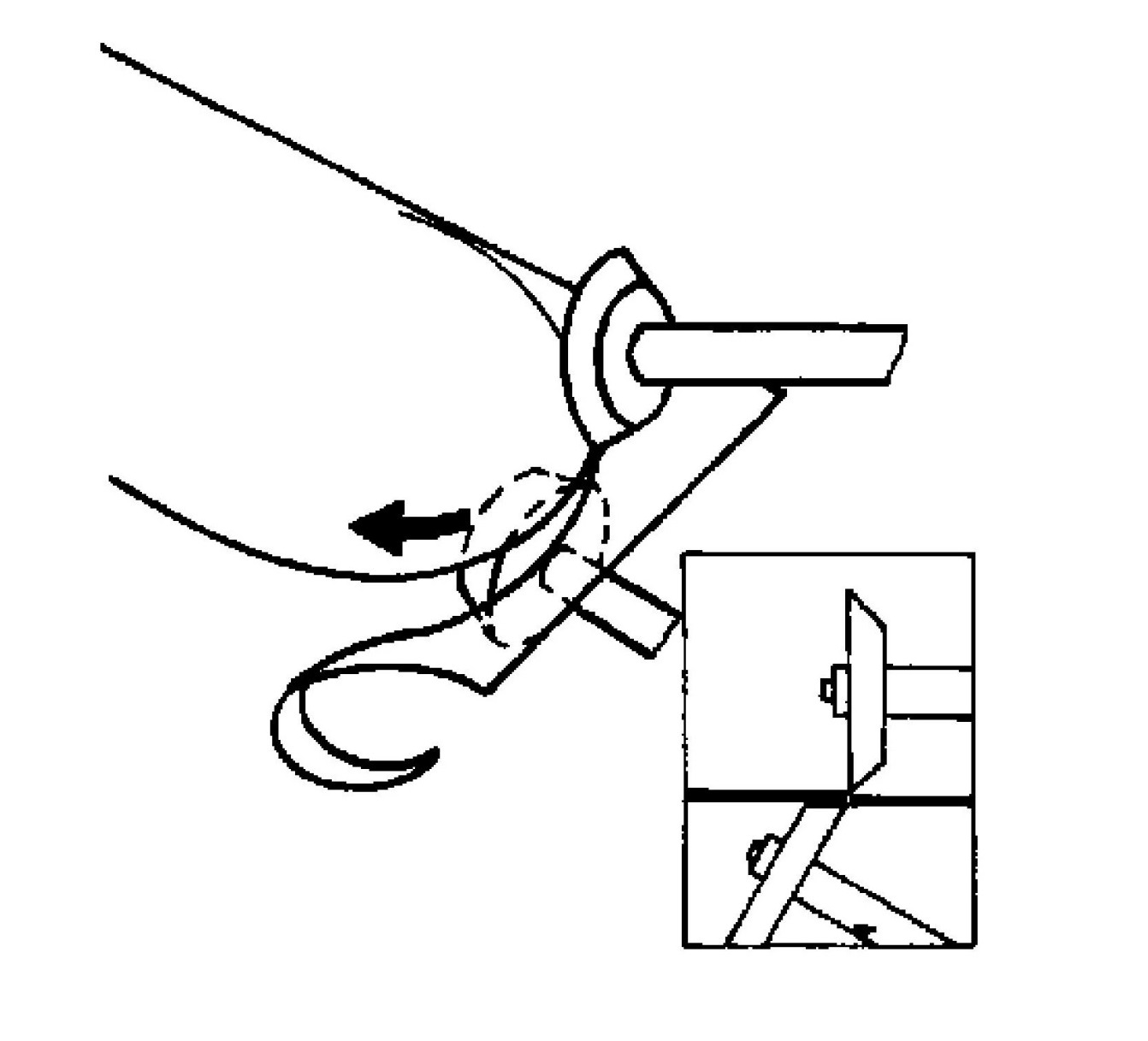
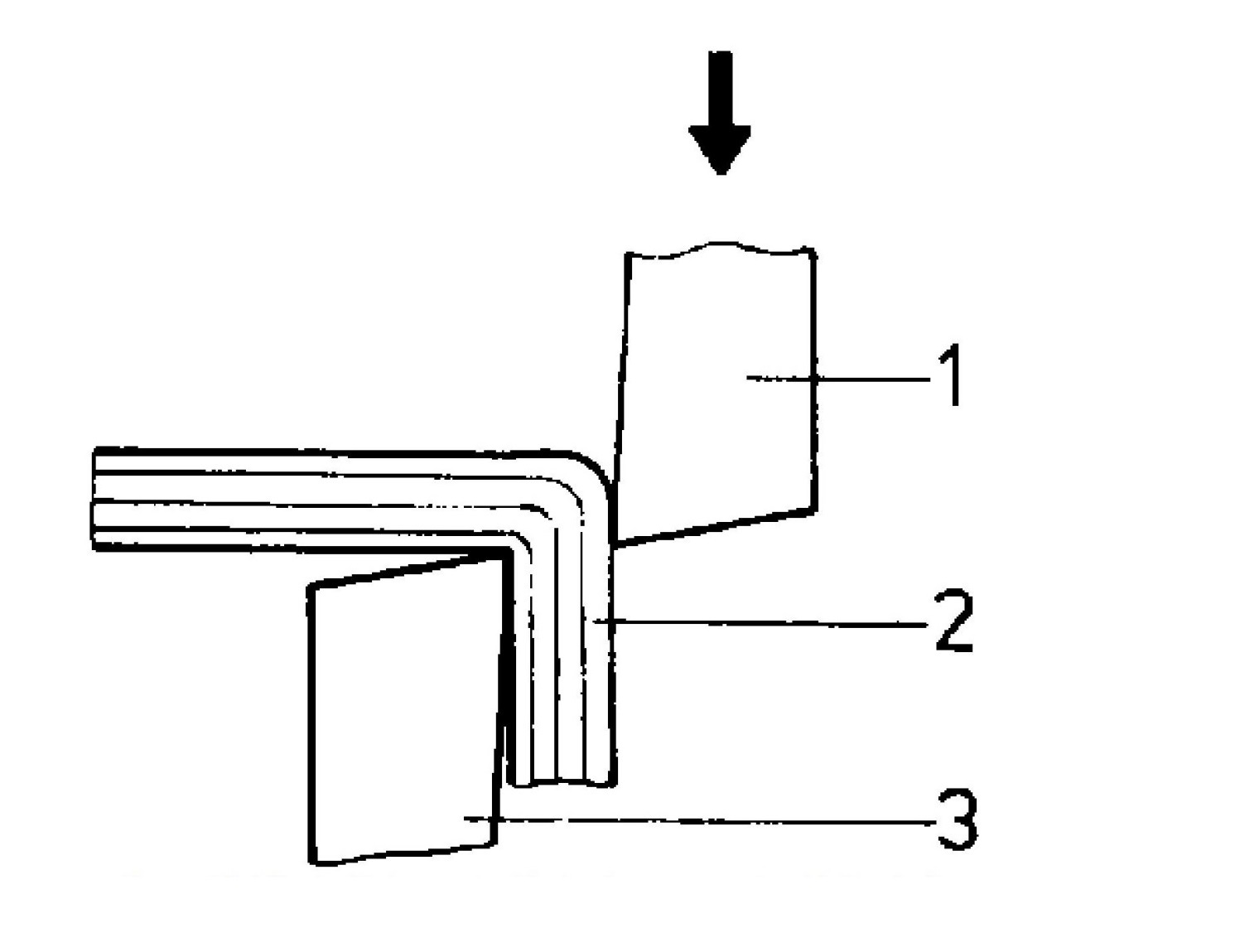
6.3Отрезка угловых профилей с помощью рычажного ножа
- Отметьте внутреннюю поверхность
- Вставьте держатель лезвия в профилированную часть.
- Соответствуйте передовым тенденциям
- Разблокируйте и с силой потяните рычаг вниз.
- Выбрасывайте отходы немедленно

7.0Правила техники безопасности при выполнении операций по стрижке
- При работе с листовым металлом надевайте перчатки.
- Держите руки подальше от зоны лезвия.
- Используйте только правильно обслуживаемые инструменты.
- Закрепите ручные рычаги после резки.
- Используйте секционные ножи для структурных профилей
- Соблюдайте все инструкции производителей оборудования.
- Немедленно утилизируйте изогнутые или острые отходы, чтобы избежать травм.
8.0Часто задаваемые вопросы
Что произойдет, если зазор между лезвиями слишком большой?
Низкое качество поверхности, заусенцы и изгиб листа.
Почему угол клина лезвия такой большой?
Обеспечить стабильность и долговечность режущей кромки.
В чем разница между вырезанием и штамповкой?
При вырезании внутренняя часть сохраняется, при штамповке внутренняя часть является отходами.
Почему важен передний угол 15°?
Это снижает требуемое усилие резания и улучшает качество резки.
Почему секции конструкций необходимо резать секционными ножами?
Плоские лезвия могут расколоться или сломаться при резке сплошных сечений.
9.0Заключение
Резка — быстрый, эффективный и надежный метод обработки листового металла и стальных профилей. Правильный выбор инструмента, настройка станков и соблюдение правил техники безопасности гарантируют качественный результат и снижают риски при обработке металла.




