

- 1.0Что такое рулонный листовой металл и как он используется?
- 2.0Что такое резка рулонной стали?
- 3.0Какие существуют типы линий продольной резки рулонной стали?
- 4.0Что такое гашение катушек?
- 5.0Что такое линии обработки рулонов?
- 6.0Как свариваются рулоны для непрерывной обработки?
- 7.0Часто задаваемые вопросы (FAQ)
1.0Что такое рулонный листовой металл и как он используется?
Листовой металл производится различной ширины и толщины. Обычно его сворачивают в рулоны для удобства транспортировки, погрузки и дальнейшей обработки. Рулонный листовой металл обрабатывается несколькими способами:
- Его можно разрезать на несколько отдельных рулонов меньшей ширины.
- Его можно разрезать на заготовки прямоугольной или неправильной формы для дальнейшей обработки.
- Его можно подавать непосредственно в штамповочный пресс или другое оборудование для производства деталей.

2.0Что такое резка рулонной стали?
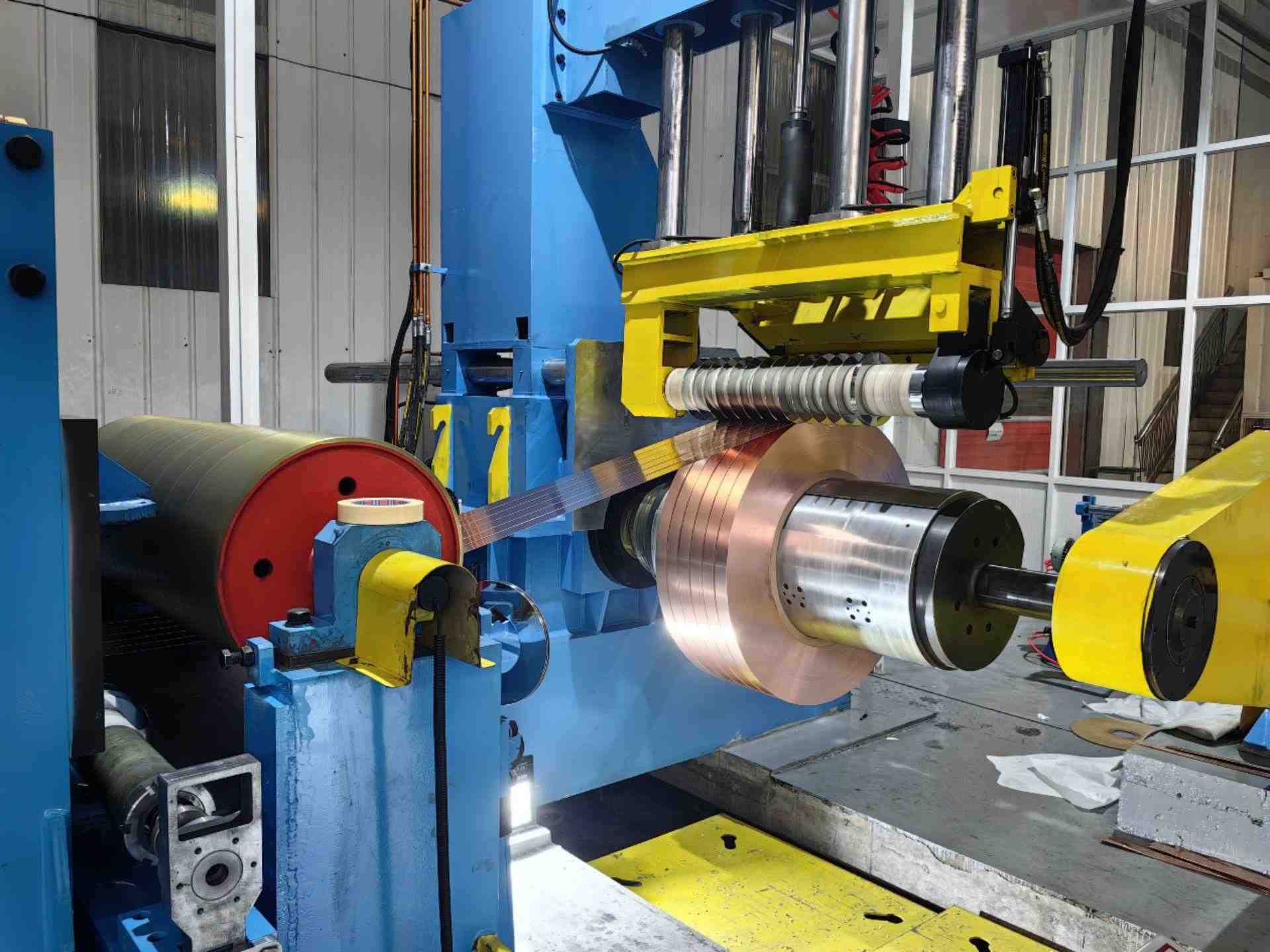
Продольная резка — это процесс резки, при котором ширина исходной (мастерной) катушки разделяется на несколько более узких рулонов. Резке поддаётся широкий диапазон материалов различной толщины, от тонкой фольги до толстых листов. Обычно внешние края мастер-катушки обрезаются. Это обеспечивает точный рез с привязкой, служащий точкой отсчёта для последующих разрезов.
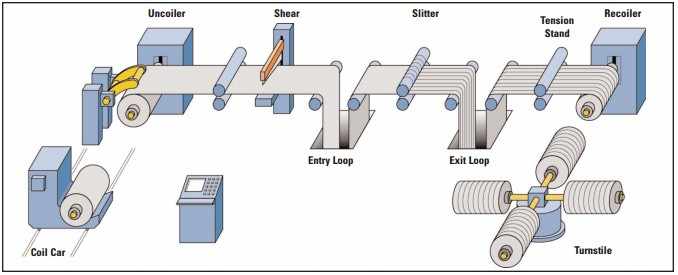
Продольная резка осуществляется на линиях продольной резки, которые состоят из четырех основных устройств:
- Разматыватель, или разматыватель, плотно обхватывает главный рулон по внутреннему диаметру с помощью раздвижной оправки. Рулон подается в машину продольной резки путем вращения или толчкового перемещения оправки.
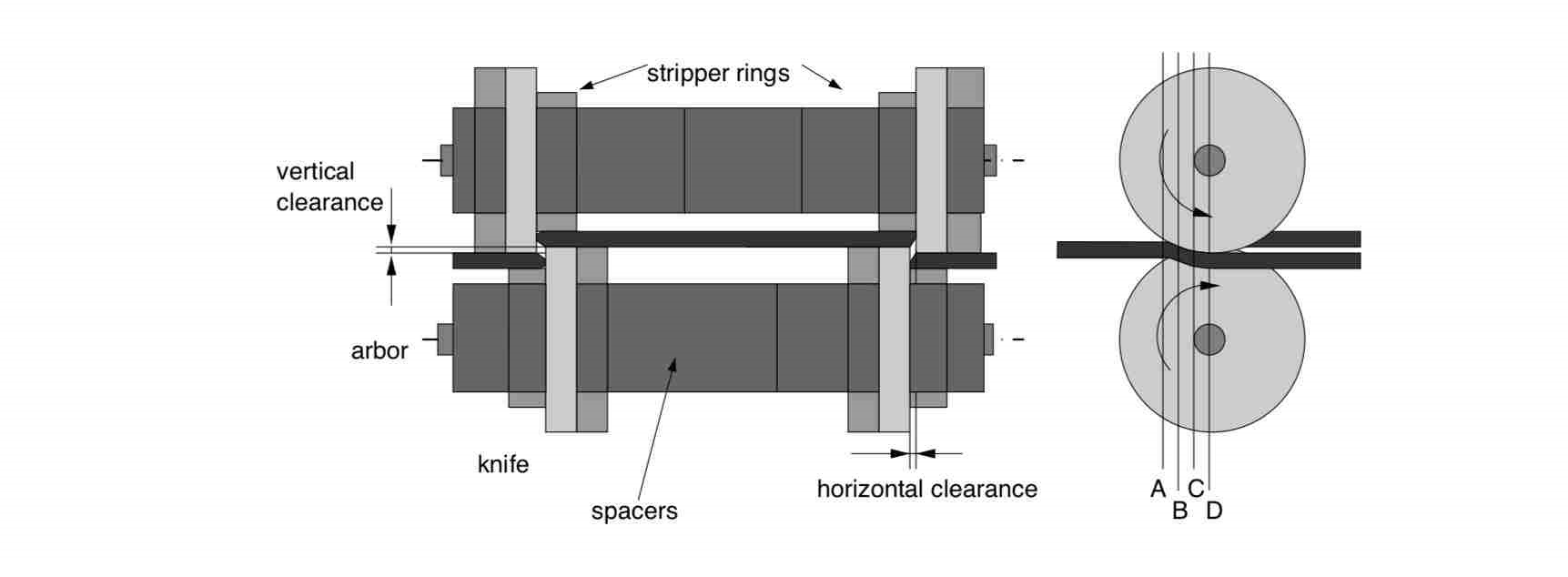
- Резак Он состоит из двух параллельных валов, на которых установлены вращающиеся режущие ножи. Эти ножи частично проникают в рулонную заготовку, вызывая трещину или разлом с обеих сторон заготовки, разделяя материал.
- Натяжное устройство Устанавливается между продольно-резательным устройством и последующим разматывателем. Необходимо натяжное устройство, поскольку центральная часть рулона имеет выпуклую форму или диаметр больше, чем по краям. Без натяжного устройства нарезанный материал из центра рулона будет наматываться быстрее, в то время как крайние полосы будут свободно провисать.
- Откатчик, который наматывает рулоны на приводной раздвижной барабан. Барабан размотчика оснащён разделительными дисками, которые предотвращают чередование рулонов меньшей ширины.
Дополнительное оборудование линии продольной резки может включать:
- Оборудование для утилизации лома
- Оборудование для кондиционирования кромок
- Упаковочные устройства
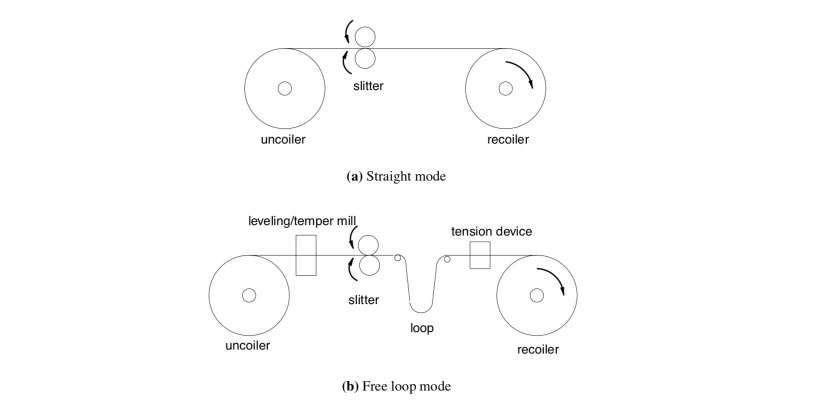
Существует два основных типа линии продольной резки:
- Линия продольной резки с протягиванием
- Линия продольной резки петли
3.0Какие существуют типы линий продольной резки рулонной стали?
На линии продольной резки с протягиваниеммоталка обеспечивает подачу мощности для протягивания рулонного материала с катушки разматывателя через резак и сматывания обработанных полос.
В линии продольной резки петельВ линию встроена яма. Обработанные рулоны рулонов подаются в яму, что помогает компенсировать разницу в длине полос в нарезанных рулонах. Бобинорезка обычно обеспечивает как размотку, так и резку материала, а моталка — его перемотку.


4.0Что такое гашение катушек?
Детали из листового металла среднего и большого размера изготавливаются из сложенных в стопку заготовок, подаваемых в штамповочный пресс. Эти заготовки изготавливаются из рулонного проката с использованием линии поперечной резки или вырубные прессы.
- Решающее значение для последующей обработки имеет необходимость сгладить естественную кривизну, или набор Для этого рулонный материал пропускается через выпрямитель или выравнивательПри прохождении листового металла через правильную машину он изгибается между противолежащими регулируемыми роликами. В результате этого изгиба материал становится плоским.
- Выпрямители только снимите комплект катушек
- Выравниватели снимите комплект катушек и исправьте распространенные дефекты, такие как:
- Волнистые края, где внешние края полосы длиннее краев центральной полосы
- Центральный прогиб(масловаренная), где центральная часть полоски длиннее краев
После правки и выравнивания заготовки разрезаются на заготовки нужного размера. Чаще всего это делается с помощью:
- Стационарный сдвиг или линии поперечной резки петлевого типа, где катушка останавливается во время резки
- Линии поперечной резки с летучими ножницами, где ножницы перемещаются и разрезают непрерывно движущийся рулонный материал
Заготовки правильной формы производятся методом прямой резки, в то время как сложные и неправильные формы производятся с вырубные прессы, который может быть высокоскоростным эксцентриковым или гидравлическим, с максимальной скоростью 80 ходов в минуту. Отверстия и щели также может быть произведена во время основной операции по вырубке.
5.0Что такое линии обработки рулонов?
Обработка рулонов значительно повышает эффективность операций штамповки листового металла, а также других технологических линий, таких как профилирование и производство воздуховодов. Поскольку катушка непрерывно питается через систему, производство бесперебойное.
Кроме того, линии обработки рулонов могут исключить необходимость использования отдельных вырубных прессов и снизить требования к хранению и обращению.
Основные компоненты линии обработки рулонов включают в себя:
- А разматыватель, выпрямитель и подающий механизм блок, объединяющий размотку рулона, выравнивание и подачу в одну интегрированную систему.
- Оборудование для выравнивания или правки чтобы обеспечить ровность рулона.
- Автоматические механизмы подачи рулонного материала, такие как слайд, ролик или захват подающие машины, используются для перемещения рулонного материала в пресс или систему продольной резки
- подающие ролики с независимым приводом, приводимые в движение серводвигателями с цифровым управлением.
6.0Как свариваются рулоны для непрерывной обработки?
Любое производство рулонов приводит к образованию определённого количества лома. В некоторых случаях переработка лома может быть функцией штамповочный штамп Сам. Чаще всего лом перерабатывается отдельные механизмы, который может быть срабатывающий под давлением или с независимым питанием.
Для высокопроизводительные операции с рулонамиДля этого необходим непрерывный и бесперебойный поток рулонного материала. станции сварки рулонов размещаются таким образом, чтобы передний край новой катушки можно было приварить к заднему краю предыдущей катушки, исключая необходимость вставлять новую катушку в линию.
Для облегчения сварки можно использовать катушечный или полосовой аккумулятор используется для удержания достаточного количества катушки для поддержания работы линии во время сварки.
ЗаключениеЛинии обработки рулонного металла предлагают оптимизированный, эффективный и масштабируемый метод обработки листового металла в промышленных производственных условиях. От систем продольной резки и вырубки до сварки и подачи — каждый компонент играет важнейшую роль в обеспечении максимальной производительности и точности.
7.0Часто задаваемые вопросы (FAQ)
В1: В чем разница между резкой рулона и вырубкой рулона?
A: Продольная резка рулонов подразумевает разрезание широкой основной катушки на несколько более узких витков, а вырубка рулонов — это резка рулонного материала на отдельные плоские заготовки или формы для штамповки. Продольная резка — это уменьшение ширины, а вырубка — это изготовление деталей заданного размера.
В2: Почему выравнивание так важно при обработке рулонов?
A: Выравнивание устраняет скручивание и устраняет дефекты формы, такие как волнистые края или выгиб в центре. Это обеспечивает ровное положение материала, что критически важно для высокоточной штамповки и формовки.
В3: Каковы преимущества использования линий обработки рулонов?
A: Линии обработки рулонов повышают эффективность производства, обеспечивая непрерывную подачу, сокращая отходы материала, сводя к минимуму ручную обработку и объединяя резку, выравнивание и подачу в одну оптимизированную систему.
В4: Какие типы материалов можно обрабатывать на линиях продольной резки?
A: Линии продольной резки могут обрабатывать широкий спектр материалов, включая алюминий, нержавеющую сталь, углеродистую сталь, медь и металлы с покрытием, от тонкой фольги до толстых листов.
В5: Можно ли обрабатывать рулоны без остановки линии?
О: Да. Использование станции сварки рулонов и аккумулятора позволяет соединять новые рулоны без остановки линии, обеспечивая непрерывное и бесперебойное производство.




