

- 1.0Что такое гибка листового металла?
- 2.0Основы гибки металла
- 3.0Ключевые соображения по проектированию гибки листового металла
- 4.0Основные виды гибки металла
- 5.0Основная терминология и геометрические параметры гибки
- 6.0Основные термины изгиба и геометрические параметры
- 7.0Сравнение пластичности распространенных металлов и рекомендации по гибке
- 8.0Распространенные проблемы при гибке металла и их решения
- 9.0Типы листогибочных машин
- 10.0Преимущества гибки листового металла с ЧПУ
- 11.0Сравнение гибки листового металла и других производственных процессов
- 12.0Подходящие сценарии производства для гибки листового металла
- 13.0Часто задаваемые вопросы (FAQ)
- 14.0Руководство по гибке листового металла PDF
1.0Что такое гибка листового металла?
Гибка листового металла — это производственный процесс, при котором к металлическому листу прикладывается внешняя сила, в результате чего он подвергается пластической деформации в определенном месте и принимает желаемый угол, обычно V- или U-образную форму.
Этот процесс также называют формовкой, фальцовкой, фальцовкой, отбортовкой или штамповкой. «Гибка штампом» подразумевает использование пуансона и набора штампов, в то время как «гибка» часто относится к операциям, выполняемым на листогибочном прессе.
Роль гибки в разработке продукта
Гибка листового металла обеспечивает инженерам, проектировщикам и производителям значительную гибкость в создании сложных геометрий из цельного куска металла, часто без необходимости вторичной сборки. Этот подход предлагает несколько ключевых преимуществ:
- Снижает необходимость в сварке и механическом креплении
- Повышает прочность конструкции и однородность деталей
- Снижает затраты на сборку и ручной труд
- Упрощает производство за счет минимизации использования сложной оснастки
Гибка обычно сочетается с другими процессами, такими как лазерная резка, чтобы создать эффективное решение для мелко- и среднесерийного производства. Это особенно подходит для приложений, требующих быстрого оборота и итерации дизайна для нескольких вариантов продукта.
2.0Основы гибки металла
Гибка металла — это процесс формовки, в котором сила прикладывается вдоль прямой оси для пластической деформации плоского листа под определенным углом или в определенной форме. Это широко используемый метод в производстве листового металла для производства компонентов с определенной геометрией.
Определение: Гибка металла заключается в изменении формы плоского листа вдоль линии сгиба для достижения желаемого угла или профиля. В ходе этого процесса материал подвергается сжатию с внутренней стороны и растяжению с внешней стороны.
Изменения структуры зерна: Внутренняя структура зерна металла перестраивается во время изгиба. Эта перестройка может повлиять на механические свойства, потенциально приводя к локальному упрочнению или снижению пластичности.
Направление зерна имеет значение: Как и дерево, металл имеет направление волокон, которое обусловлено процессом его производства.
- Изгиб параллельный к зерну увеличивает риск растрескивания.
- Изгиб перпендикулярно к волокну обеспечивает большую гибкость и прочность.
- Выбор правильной ориентации гибки имеет важное значение для сохранения целостности и производительности детали.
Соображения относительно радиуса изгиба:
- Слишком малый радиус изгиба может привести к растрескиванию или необратимому разрушению материала.
- Слишком большой радиус может помешать достижению желаемого угла или размеров детали.
- Оптимальный минимальный радиус изгиба зависит от таких факторов, как толщина материала, твердость и область применения.
3.0Ключевые соображения по проектированию гибки листового металла
При проектировании деталей из листового металла для таких производственных процессов, как лазерная резка и гибка с ЧПУ, важно учитывать характеристики и ограничения гибки на ранних стадиях. Ниже приведены некоторые из наиболее важных факторов, которые влияют на качество, технологичность и эффективность гибки листового металла. Для более подробного руководства см. наш Руководство по проектированию листового металла.
3.1Радиус изгиба
Во время изгиба внешняя поверхность материала растягивается, а внутренняя сжимается, в результате чего образуется изогнутая переходная зона. Радиус изгиба относится к радиусу кривизны на внутренней стороне изгиба.
Радиус изгиба зависит от типа материала, состояния отпуска (например, отожженный или нет) и геометрии инструмента.
Совет по дизайну: Используйте одинаковый радиус изгиба для всех изгибов детали, чтобы упростить настройку инструмента, сократить количество переналадок и снизить производственные затраты.
3.2Длина изгиба
Длина гиба определяется геометрией детали, но не должна превышать максимальную ширину формовки листогибочного пресса.
Типичное ограничение: Большинство листогибочных прессов с ЧПУ оптимизированы для гибки длиной до 2 метров.
Совет по дизайну: Для деталей большей длины проконсультируйтесь с производителем, чтобы подтвердить возможность и грузоподъемность.
3.3Зазор изгиба
Маленькое расстояние между соседними изгибами может привести к помехам в работе инструмента, особенно в U-образных профилях или деталях с длинными опорными ножками.
Обходные пути: Рассмотрите возможность использования инструмента с глубоким смещением или перепроектирования детали с целью включения сварных или винтовых соединений, если однократная операция гибки невозможна.
3.4Расстояние от отверстия до изгиба
Изгиб вызывает концентрацию напряжения вблизи линии изгиба. Если такие элементы, как отверстия или щели, расположены слишком близко к изгибу, они могут треснуть или деформироваться.
Правило большого пальца: Поддерживайте минимальное расстояние от отверстия до изгиба не менее 2,5 × толщина материала + радиус изгиба.
3.5Пружинный откат
После изгиба металл имеет тенденцию слегка пружинить из-за упругого восстановления. Это отклонение, известное как пружинение, обычно находится в диапазоне от 1°-2°.
Факторы влияния:
- Более высокая прочность на растяжение → большее упругое отталкивание
- Больший радиус изгиба и более широкое отверстие матрицы → большее упругое отталкивание
Методы компенсации:
- Используйте листогибочные прессы с ЧПУ с автоматической компенсацией пружинного возврата
- Слегка перегните деталь в конструкции, чтобы учесть отдачу.
3.6Допуски на изгиб
Все операции гибки по своей сути подразумевают размерные допуски, на которые влияют толщина материала, класс допуска и точность станка.
| Параметр | Стандартный допуск | Высокая точность допуска |
| Линейные размеры | ±0,1 мм | ±0,05 мм |
| Угол изгиба | ±1° | ±0,5° |
| Отклонение длины изгиба | ±0,2 мм на изгиб | ±0,1 мм на изгиб |
Идеальные углы в 90° или острые углы без радиусов обычно недостижимы при стандартной формовке листового металла.
3.7Требования к изгибающему усилию
Требуемое усилие прессования (тоннаж) зависит от нескольких факторов:
- Радиус изгиба (меньший радиус → большая сила)
- Тип материала и предел прочности на разрыв
- Толщина листа
- Длина изгиба
Если для некоторых изгибов требуется высокое давление формовки, необходимо заранее проверить грузоподъемность листогибочного пресса.
3.8Зона термического влияния (ЗТВ)
Такие процессы, как лазерная или плазменная резка, создают зону термического воздействия вблизи кромки реза. Это может привести к:
- Неравномерный изгиб из-за закалки материала
- Микротрещины около отверстий или краев
При использовании лазерной резки избегайте размещения высокоточных гибов слишком близко к зоне термического влияния, чтобы обеспечить постоянное качество формовки.
Минимальные расстояния для объектов вблизи изгибов
Чтобы избежать деформации или дефектов во время гибки, некоторые элементы должны быть размещены на безопасном минимальном расстоянии от линий гибки. В таблице ниже приведены рекомендуемые формулы расстояний, основанные на передовой отраслевой практике:
| Тип функции | Минимальные рекомендации по расстоянию* |
| Между завитком и внутренним изгибом | ±6 раз радиус завитка + толщина материала |
| Между завитком и внешним изгибом | ±9 раз радиус завитка + толщина материала |
| Между подолом и внешним изгибом | ±8 раз больше толщины листа |
| Между подгибом и внутренним изгибом | ±5 раз больше толщины листа |
| Между цековкой и изгибом | ±4 толщины листа + радиус изгиба |
| Между зенковкой и изгибом | ±3 толщины листа |
| Между отверстием и изгибом | ±2,5 длины материала + радиус изгиба |
| Между прорезью и изгибом | ±4 толщины листа + радиус изгиба |
| Между выдавленным отверстием и изгибом | ±3 толщины листа + радиус изгиба |
| Между полупробитым отверстием и изгибом | ±3 толщины листа + радиус изгиба |
| Между выемкой и изгибом в перпендикулярной плоскости | ±3 толщины листа + радиус изгиба |
| Между выемкой и изгибом в параллельной плоскости | ±8 раз толщины листа + радиус изгиба |
| Между ямочкой и изгибом | ±2 толщины листа + внутренний радиус углубления + радиус изгиба |
| Между ребром и изгибом, перпендикулярным ребру | ±2 толщины листа + радиус ребра + радиус изгиба |
4.0Основные виды гибки металла
Процессы гибки металла различаются по методу, характеристикам формовки и области применения. Каждый из них имеет свои плюсы и минусы в зависимости от геометрии детали, типа материала, точности и объема производства.
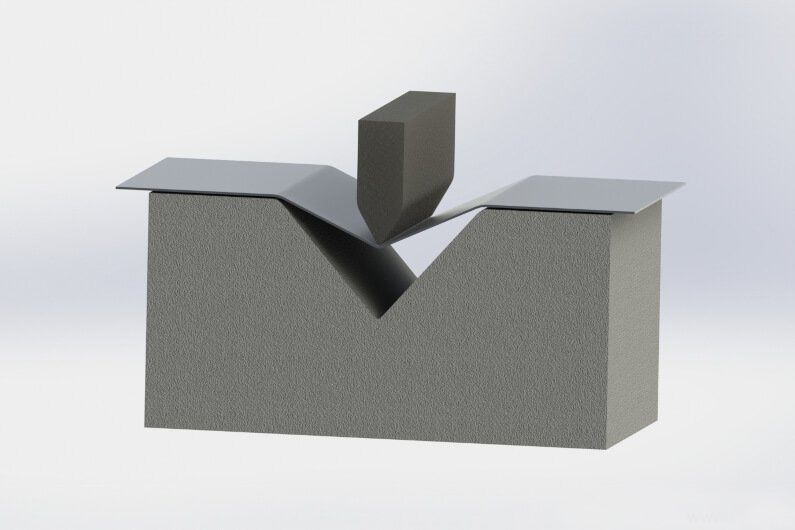
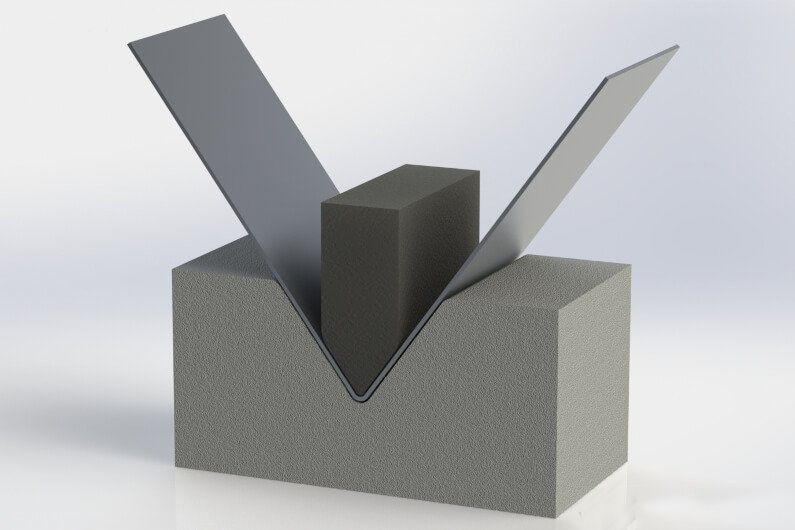
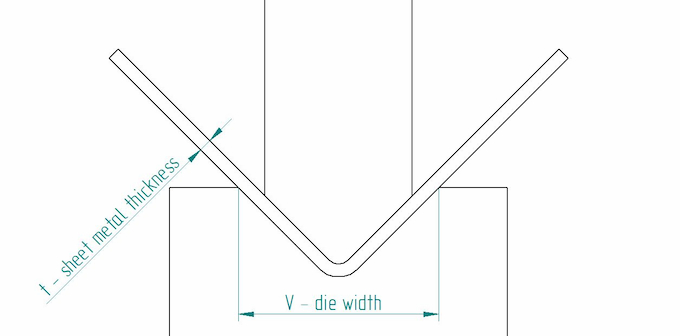
4.1Воздушная гибка
Широко используемый метод, при котором пуансон вдавливает лист в V-образную матрицу, не достигая ее полного дна. Контакт происходит в трех точках: кончик пуансона и края матрицы.
- Преимущества: Малый тоннаж, меньший износ штампа, гибкие углы с одним штампом.
- Ограничения: Увеличенная отдача пружины, рассчитана на компенсацию ЧПУ.
- Приложения: Детали из листового металла общего назначения
4.2Нижний изгиб
Пуансон проталкивает материал глубже в матрицу по сравнению с воздушной гибкой, но не с полной силой.
- Преимущества: Более высокая точность, минимальная отдача.
- Ограничения: Требует точной оснастки, большего тоннажа.
- Приложения: Детали среднего объема с жесткими допусками на угол.
4.3Чеканка
Гибка под высоким давлением, при которой пуансон полностью вдавливает лист в матрицу, исключая пружинение.
- Преимущества: Наивысшая точность, превосходная повторяемость.
- Ограничения: Высокая нагрузка и износ штампа, дорого.
- Приложения: Аэрокосмическая и автомобильная точная детализация деталей.
4.4Складной
Лист зажимается и складывается с помощью балки, движущейся вверх или вниз.
- Преимущества: Идеально подходит для больших панелей, минимальные повреждения поверхности.
- Приложения: Корпуса, воздуховоды HVAC, крупноформатные детали.
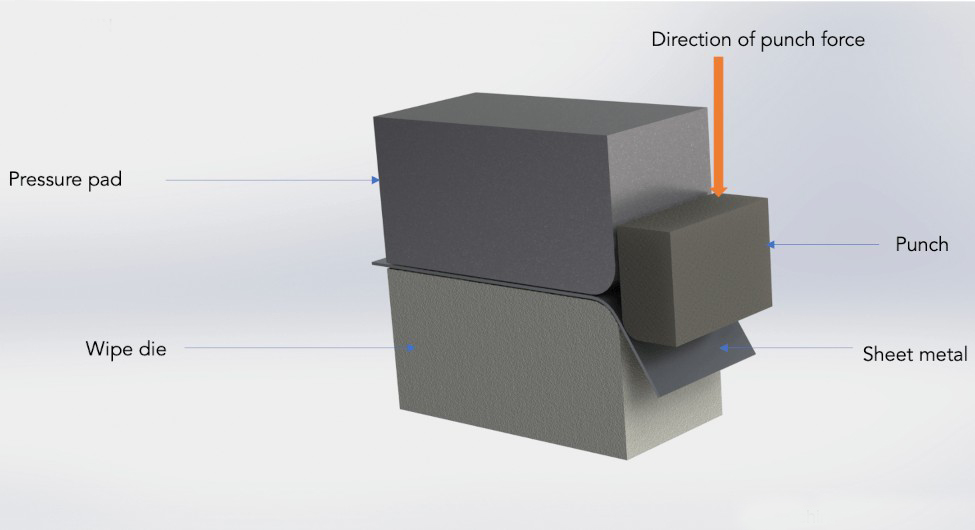
4.5Изгиб протирания
Лист зажимается, и пуансон проходит по краю, образуя изгиб.
- Преимущества: Хорошая отделка поверхности, подходит для одновременных гибок.
- Ограничения: Угол ограничен ~90°, сложная оснастка.
- Приложения: Эстетичные или мелкосерийные прецизионные детали.
4.6Сгибание ног (бег трусцой)
Для создания Z-образных или смещенных профилей используется пошаговый метод.
- Преимущества: Гибкий, подходит для длинных деталей или арматуры.
- Ограничения: Возможный износ поверхности.
- Приложения: Соединители, ребра жесткости, направляющие.
4.7Изгиб рулона
Использует три или более роликов для постепенного сгибания листового металла в кривые или цилиндры.
- Преимущества: Плавные изгибы большого радиуса.
- Приложения: Цилиндры, конусы и башни в строительстве и энергетике.

4.8Поворотно-вытяжная гибка
Включает в себя матрицу и вращающийся толкатель; часто используется с оправками внутри трубы.
- Преимущества: Высокоточные многорадиусные гибы до 180°, низкий уровень пружинения.
- Ограничения: Сложная установка, дорогостоящее оборудование.
- Приложения: Трубчатые конструкции, такие как выхлопные системы, рамы велосипедов и мебель.
5.0Основная терминология и геометрические параметры гибки
Для обеспечения согласованности в проектировании, моделировании и производстве в гибке металла обычно используются несколько стандартных терминов и параметров. Ниже приведены основные определения:
| Срок | Определение |
| Линия сгиба | Линия на плоской модели, где происходит изгиб; разделяет два фланца. |
| Ось изгиба | Прямая ось, вокруг которой изгибается материал; перпендикулярна линии изгиба. |
| Нейтральная ось | Внутренний слой материала, который остается ненапряженным при изгибе. |
| Допуск на изгиб (BA) | Длина дуги нейтральной оси между двумя линиями изгиба. |
| Вычет изгиба (BD) | Сумма, вычитаемая из общей длины фланца, чтобы получить плоский рисунок. |
| К-фактор | Отношение расстояния от нейтральной оси до внутренней поверхности, деленное на толщину материала. |
| Внутренний радиус (IR) | Радиус на внутренней поверхности изгиба. |
| Внешний радиус (OR) | Радиус на внешней поверхности изгиба. |
| Длина ноги | Длина материала от изгиба до края фланца. |
| Фланец | Плоская часть детали по обе стороны изгиба. |
| Угол изгиба | Угол, образуемый между двумя фланцами после изгиба (обычно в градусах). |

6.0Основные термины изгиба и геометрические параметры
| Срок | Определение |
| Линия сгиба | Центральная линия на поверхности листа, указывающая место изгиба. |
| Внешняя линия пресс-формы (OML) | Теоретическая линия, образованная протяженными внешними поверхностями обоих фланцев. |
| Длина фланца | Расстояние по прямой от края листа до линии сгиба. |
| Расстояние между линиями пресс-формы | Расстояние от конца листа до OML; используется в расчетах развертки. |
| Откат назад | Расстояние от линии изгиба до OML; равно MLD минус длина фланца. |
| Ось изгиба | Ось, вокруг которой изгибается лист, обычно перпендикулярная поверхности. |
| Длина изгиба | Фактическая длина материала, участвующего в изгибе вдоль оси изгиба. |
| Радиус изгиба | Расстояние от оси изгиба до внутренней поверхности изгиба. OR = IR + Толщина. |
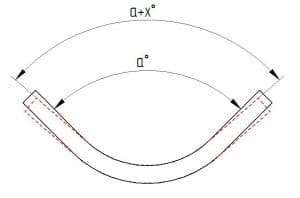
| Угол изгиба | Угол, образующийся между двумя фланцами после гибки. |
| Дополнительный угол | Дополнительный угол к углу изгиба (например, изгиб 90° → дополнительный угол 90°). |
7.0Сравнение пластичности распространенных металлов и рекомендации по гибке
| Материал | Пластичность | Рекомендации по изгибу |
| Алюминиевый сплав 6061 | Плохо – склонен к растрескиванию при холодном изгибе | Перед изгибом рекомендуется отжиг для улучшения пластичности. |
| Алюминиевый сплав 5052 | Отличный | Один из лучших сортов алюминия для гибки; редко трескается. |
| Отожженная легированная сталь (например, 4140) | Хорошо, в зависимости от сплава | Отжиг значительно улучшает пластичность и снижает риск образования трещин. |
| Латунь | Умеренная – зависит от содержания цинка | Больше цинка = меньше пластичность. Подходит для простых изгибов; сложные изгибы могут потребовать нагрева. |
| бронза | Бедный | Склонен к растрескиванию; обычно требуется нагрев. |
| Медь | Очень хороший | Чрезвычайно пластичный; подходит для сложных изгибов. |
| Холоднокатаная сталь | Умеренный | Менее пластичный, чем горячекатаный, но обеспечивает лучшую размерную стабильность. |
| Горячекатаная сталь | Хороший | Легче поддается формовке, чем холоднокатаная сталь. |
| Низкоуглеродистая сталь | Отличный | Идеально подходит для холодной гибки без нагрева. |
| Пружинная сталь | Хорошо в отожженном виде | Требуется отжиг после наклепа для обеспечения дальнейшей гибки. |
| Нержавеющая сталь (304, 430, 410) | Варьируется | 304 и 430 гнутся; 410 хрупкий и склонен к упрочнению. |
| Титан | Бедный | Высокая прочность затрудняет изгиб. Используйте большие радиусы изгиба и компенсируйте отдачу. |
Примечания:
- Для сложных изгибов отдайте приоритет 5052 алюминий, низкоуглеродистая сталь, или медь.
- Для твердых сплавов (например, 6061, бронза, пружинная сталь), отжиг или предварительный нагрев является ключевым фактором предотвращения растрескивания.
- Для таких материалов, как титан, нержавеющая сталь, и высокоцинковая латунь, пробный изгиб или Моделирование методом конечных элементов рекомендуется оценить риски пружинения и образования трещин.
Рекомендуемая литература: Что такое горячекатаный рулон (HRC)?
8.0Распространенные проблемы при гибке металла и их решения
| Испытание | Описание | Решения |
| Пружинный откат | После снятия изгибающего усилия металл упруго возвращается в исходное положение, вызывая отклонение угла. | – Изгиб конструкции для компенсации отдачи – Используйте листогибочные прессы с ЧПУ с обратной связью по углу – Выбирайте материалы с низкой прочностью на разрыв или высокой пластичностью |
| Трещины | Трещины образуются на внешнем изгибе, если радиус слишком мал или материал хрупкий. | – Используйте больший радиус изгиба, чтобы уменьшить деформацию – Предварительно отжечь материалы – Выбирайте пластичные материалы, такие как отожженная низкоуглеродистая сталь или мягкий алюминий. |
| Искажение / Деформация | Неравномерные силы или асимметричная конструкция детали вызывают деформацию или скручивание при изгибе. | – Обеспечить точное выравнивание штампа и распределение усилия – Проектируйте симметричные детали – Проверка однородности материала между партиями |
| Повреждение поверхности | Царапины, вмятины или отпечатки появляются из-за высокого давления, изношенных штампов или трения. | – Нанесите защитные пленки или полимерные накладки – Используйте не оставляющие следов или полированные штампы – Выполнение последующей обработки, такой как полировка или удаление заусенцев |
| Неточные углы | Отклонения возникают из-за низкой точности оборудования, пружинения или несоответствия штампов. | – Используйте системы ЧПУ с датчиками угла – Проверка и калибровка углов перед серийным производством – Установить таблицы компенсации для конкретных материалов |
| Непостоянная толщина | Различия в толщине листа влияют на качество и однородность гибки. | – Осуществлять строгий входной контроль материалов – Используйте датчики толщины и алгоритмы компенсации – Избегайте материалов с пограничной толщиной |
| Износ инструмента | Повторяющиеся нагрузки, особенно при работе с твердыми материалами, изнашивают штампы, снижая точность. | – Запланируйте регулярный осмотр и полировку инструмента – Используйте износостойкие материалы или штампы с покрытием – Вращайте штампы в высокочастотных работах |

9.0Типы листогибочных машин
Гибочные машины — это специализированное оборудование для точной гибки листового металла с использованием пуансонов и штампов. Несмотря на простоту, поддержание точности угла, повторяемости и целостности материала является сложной задачей. В основном они классифицируются по типу привода и управления следующим образом:
- Механический листогибочный пресс: Для выполнения гибочных движений используется плунжер с приводом от маховика и механическая трансмиссия.
Преимущества и особенности:
Высокая скорость, подходит для применений с высокой частотой циклов; высокая механическая жесткость обеспечивает хорошую повторяемость; не подходит для гибки на воздухе или задач точного управления; более низкая безопасность и гибкость по сравнению с современными машинами. - Пневматический листогибочный пресс: использует сжатый воздух для приведения в действие поршней, создавая направленную вниз силу, подходит для тонких листов и небольших деталей.
Преимущества и особенности:
Прост в эксплуатации и экономически эффективен; лучше всего подходит для малотоннажного мелкосерийного производства; подходит для ограниченного пространства или при низких требованиях к энергопотреблению. - Гидравлический листогибочный пресс: Использует гидравлические системы для привода плунжера, обеспечивая более высокие и стабильные усилия гибки.
Преимущества и особенности:
Точно контролируемое давление и ход; подходит для толстых или высокопрочных металлов; может быть интегрирован с ЧПУ для сложных задач гибки; широко используется в высокоточных приложениях. - Листогибочный пресс с ЧПУ: Самый современный гибочный станок, сочетающий в себе гидравлические, серво, электрические и компьютерные технологии.
Преимущества и особенности:
Высокая степень автоматизации с программно-управляемыми последовательностями многогибов; функция компенсации угла и коррекции пружинения для получения стабильных результатов; идеально подходит для гибкого производства с несколькими типами продукции и небольшими партиями.
10.0Преимущества гибки листового металла с ЧПУ
Среди всех технологий изготовления листового металла, Гибка с ЧПУ часто недооценивается, однако он дает несколько существенных преимуществ:
- Нет необходимости в специальных штампах: В отличие от штамповки, гибка с ЧПУ не требует специального инструмента, что снижает затраты на разработку и обслуживание пресс-форм.
- Короткие сроки выполнения: Идеально подходит для быстрого выполнения заказов, значительно сокращая цикл от проектирования до готового продукта.
- Высокая повторяемость и точность: Оборудование с ЧПУ обеспечивает постоянный контроль углов и размеров гибки, гарантируя однородное качество во всех партиях.
- Широкие возможности автоматизации: Легко интегрируется с автоматизированными системами загрузки/выгрузки и роботизированными гибочными модулями для повышения производительности.
11.0Сравнение гибки листового металла и других производственных процессов
| Процесс | Лучший сценарий применения | Типичная точность (допуск) | Применимая толщина материала (мм) | Требуется ли изготовление специального инструмента? | Минимальный объем заказа | Время выполнения (CAD до первой части) |
| Лазерная резка | Сложная геометрия, партии малого и среднего размера, все масштабы | ±0,10 мм | 0,5 – 20,0 | Нет | 1 – 10 000 шт. | Менее 1 часа |
| Гибка на станке с ЧПУ | Детали с несколькими прямыми углами или изгибами, средние и большие | ±0,18 мм | 0,5 – 20,0 | Нет | 1 – 10 000 шт. | Менее 1 часа |
| Штамповка с ЧПУ | Детали с большим количеством отверстий, тиснение, детали среднего и большого размера | ±0,12 мм | 0,5 – 4,0* | Нет (кроме специальных штампов) | 1 – 10 000 шт. | Менее 1 часа |
| Штамповка | Стандартная геометрия, высокая точность, крупносерийное производство | ±0,05 – ±0,10 мм | 0,5 – 4,0* | Да (стоимость от $250 до >$100,000) | ≥ 5000 шт. | 25 – 40 дней |
| Стрижка | Простые формы, линейные разрезы, низкая точность тонкого листового металла | ±0,50 мм | 0,5 – 4,0* | Нет | 1 – 10 000 шт. | Менее 1 часа |
*Примечание: диапазоны толщины, отмеченные *, могут различаться в зависимости от типа материала и возможностей оборудования.

12.0Подходящие сценарии производства для гибки листового металла
Гибка листового металла — гибкий и эффективный процесс формовки металла, широко используемый в различных секторах промышленного производства. Он особенно подходит для точной обработки листов металла средней и тонкой толщины. С развитием автоматизации и технологий ЧПУ его область применения и экономическая эффективность продолжают расширяться.
Широкий спектр применимых материалов и толщин
Гибка листового металла может применяться к различным металлам, включая:
Распространенные металлы: углеродистая сталь, нержавеющая сталь, алюминий;
Специальные металлы: медь, латунь, титан, никелевые сплавы и т. д.
Хотя термин «листовой металл» обычно относится к металлическим листам толщиной менее 3 мм, современное гибочное оборудование позволяет обрабатывать материалы толщиной до 20 мм, особенно для промышленных деталей, требующих больших радиусов и высокой структурной прочности.
Применения в различных отраслях промышленности
Гибка листового металла играет важную роль в следующих секторах:
- Автомобили и транспорт: Кузовные панели, кронштейны шасси, приборные панели;
- Бытовая техника: Корпуса холодильников, стиральных машин, кондиционеров;
- Офисное и домашнее оборудование: Картотечные шкафы, металлические столы и стулья, светильники;
- Промышленное оборудование: Электрические ящики управления, шкафы, рамы конвейеров;
- Строительство: Системы воздуховодов, поручни, металлические ограждения.
Снижение затрат и повышение эффективности
Современный Листогибочные прессы с ЧПУ может работать совместно с лазерными режущими станками для изготовления сложных форм путем резки и гибки одного металлического листа, что часто устраняет необходимость в дополнительных крепежах или сварке:
- Уменьшает отходы материалов;
- Упрощает процессы сборки;
- Сокращает сроки поставки;
- Снижает затраты на рабочую силу.
13.0Часто задаваемые вопросы (FAQ)
Каковы основные правила гибки металлических листов?
Допуск угла изгиба должен контролироваться в пределах ±1°.
Соблюдайте безопасное расстояние между резьбовыми отверстиями или прорезями и линией изгиба (обычно не менее 2,5 толщин листа плюс радиус изгиба).
По возможности используйте одинаковые радиусы изгиба для всех изгибов.
Для повышения жесткости конструкции рекомендуется, чтобы длина фланца была не менее чем в 4 раза больше толщины листа.
Как согнуть легкие металлические листы?
- Ручная гибка: Используйте простые инструменты, такие как плоскогубцы или молотки, для выполнения небольших угловых гибов на тонких листах, подходящих для прототипов или небольших партий.
- Изгиб зажима: Закрепите металл в тисках и медленно сгибайте его, прикладывая механическое усилие.
- Точная гибка: Используйте гибочные инструменты, такие как листогибочные прессы или прокатные станки, чтобы точно контролировать угол гибки.
Какова стандартная последовательность гибки листового металла?
Обычно рекомендуется сначала сгибать короткие края, а затем длинные, особенно для полностью закрытых четырехсторонних деталей или деталей, которые будут свариваться позже. Это помогает уменьшить помехи и повышает эффективность сборки.
Какие металлические материалы подходят для гибки?
- Мягкая сталь (низкоуглеродистая сталь): Наиболее распространен, прост в формовке, имеет низкую стоимость.
- Холоднокатаная сталь (ХКС): Гладкая поверхность, подходит для прецизионных деталей.
- Горячекатаная сталь (HRS): Подходит для более толстых пластин, экономически эффективен.
- Отожженная легированная сталь: Хорошая прочность, подходит для изгибов средней сложности.
- Алюминиевые сплавы (например, 5052, 6061): Легкий, но требует учета риска отскока и образования трещин.
14.0Руководство по гибке листового металла PDF
Подробности обработки листового металла.pdf
Ссылки:
fractory.com/листовая-металл-гибка/
salamanderfabs.com/latest-news/what-is-sheet-metal-bending/
www.komaspec.com/about-us/blog/guide-to-sheet-metal-bending/




