
- 1.0Что такое сдвиг при обработке металлов давлением?
- 2.0Операции резки и механика инструментов
- 3.0Штамповка и резка: основные различия в обработке металла
- 4.0Распространенные типы методов резки листового металла
- 5.0Машины для резки: типы и принципы резки
- 6.0Как оптимизировать производительность стригальной машины
- 7.0Примеры применения: инновационные применения процессов резки
- 8.0Заключение и рекомендации
- 9.0Часто задаваемые вопросы (FAQ)
1.0Что такое сдвиг при обработке металлов давлением?
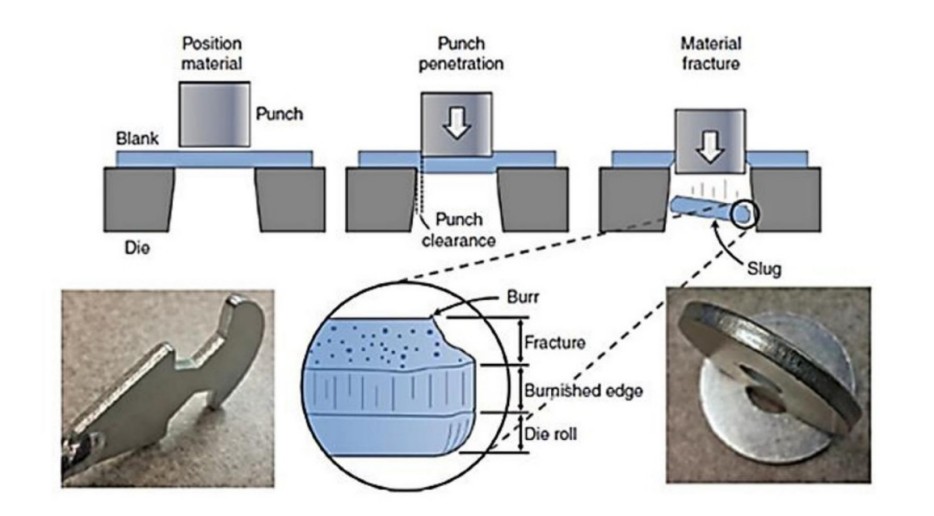
Резка — это механический процесс резки, используемый для разделения материалов, особенно листового металла, без образования стружки, обжига или плавления. Этот метод широко применяется в качестве подготовительная операция для последующего производства благодаря своей способности поддерживать точность и постоянство конечной продукции.
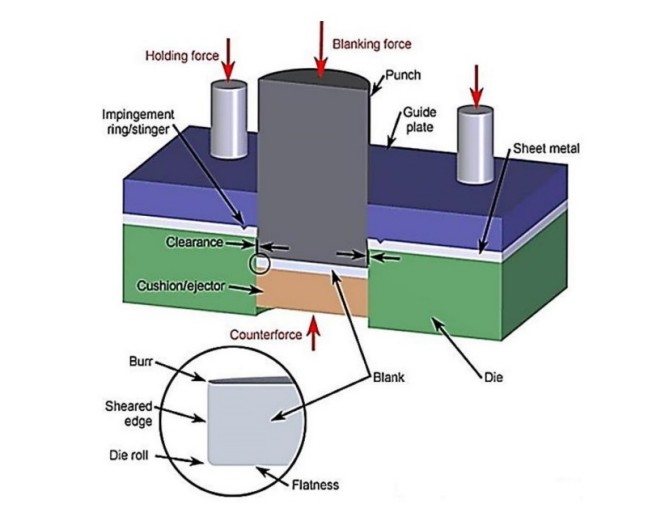
Стрижка также известна как резка листового металлаКогда усилие сдвига превышает предел прочности материала на сдвиг, материал разрушается и разделяется в месте приложения усилия. В процессе сдвига используются два основных инструмента: пуансон и матрица (или верхнее и нижнее лезвия), расположенные над и под листом соответственно (рис. 1).
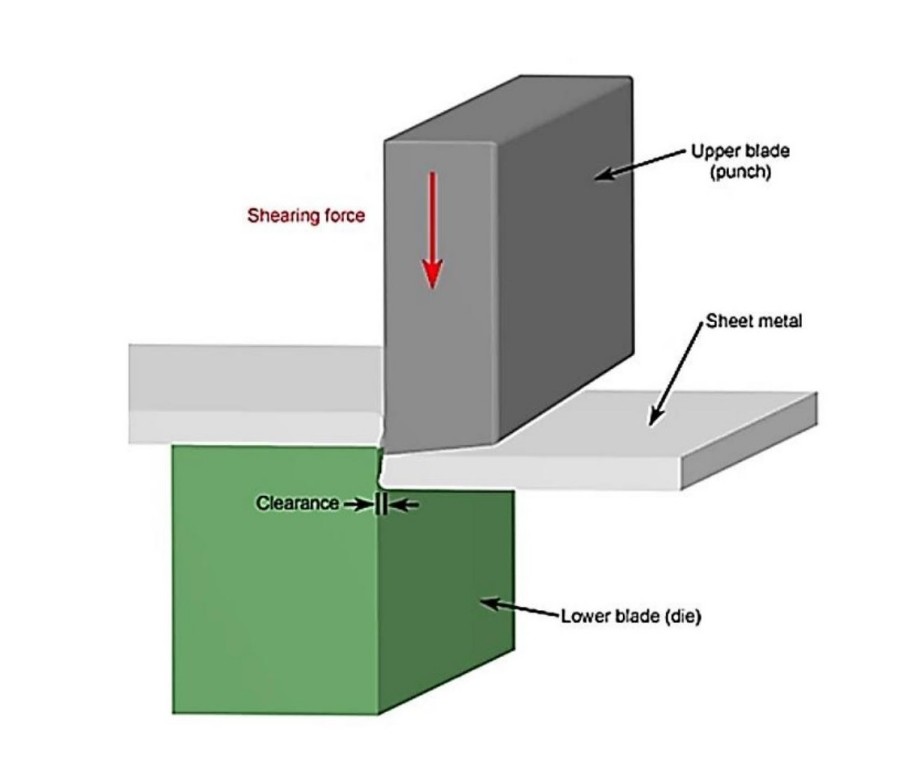
Зазор между верхним и нижним ножами обычно составляет от 21 до 101 толщины листа, в зависимости от механических свойств материала, таких как прочность на сдвиг. Правильный зазор обеспечивает эффективную резку и способствует пластическая деформация не повреждая материал.
2.0Операции резки и механика инструментов
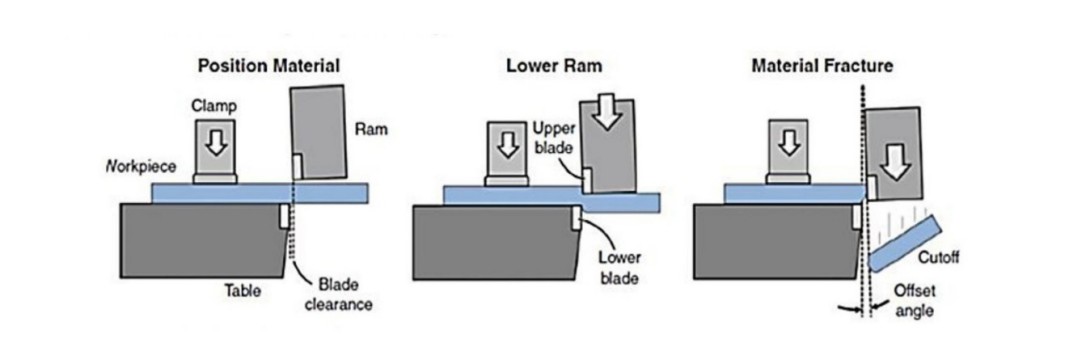
Когда два лезвия разрезают лист, эта операция обычно называется стрижка. Однако, когда лезвия расположены под углом или имеют другую конфигурацию, такие операции, как вырубка, прокалывание, надрезка или обрезка С точки зрения конструкции инструмента и поведения материала все эти процессы считаются процессами, связанными со сдвигом.
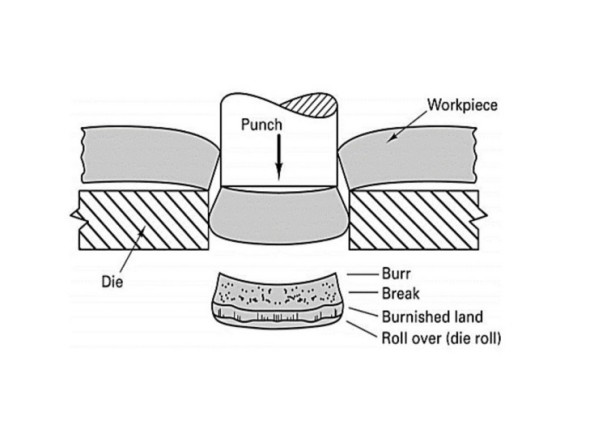
При типичной резке металла пуансон продавливает его через матрицу, вызывая локальную деформацию вдоль узкой зоны сдвига. Зазор между 5% и 10% толщины листа сохраняется. При работе в условиях сжатия это снижает вероятность образования трещин и увеличивает дробь с гладким краемПри достаточном давлении материал может быть полностью срезан с минимальным разрушением поверхности.
3.0Штамповка и резка: основные различия в обработке металла
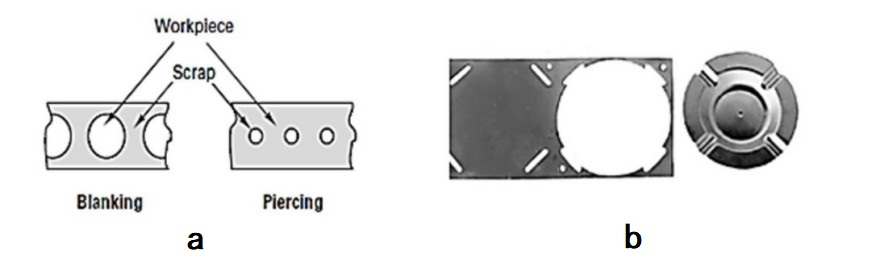
Хотя часто используются взаимозаменяемо, пробивка и резка Это разные процессы. Сдвиг подразумевает приложение сил смещения для разделения материала по прямой или криволинейной траектории. Штамповка же подразумевает создание замкнутые формы путем удаления материала, аналогично использованию дырокола для бумаги
Основные отличия включают в себя:
- Стрижка использует противостоящие линейные лезвия для разделения материала.
- Штамповка образует замкнутые объекты, например, круглые отверстия.
- Режущие кромки напрямую влияют на форму конечной детали.
4.0Распространенные типы методов резки листового металла
Существует несколько вариантов операций по стрижке, каждый из которых подходит для решения определенных задач:
- Простая стрижка
- Штамповка
- Продольная резка
- Бланкирование
- Выемка
- Отрезать
- Покусывание
- Бритье
- Обрезка
- Динкинг
- Лансинг
- Чистовая вырубка
4.1Продольная резка: резка рулонного металла на полосу
Продольная резка позволяет нарезать рулоны листового металла на более узкие полосы с помощью дисковые ножницы. Процесс непрерывный, быстрый и экономичный, дающий более точные результаты по сравнению с другими методами резки.
4.2Бланкирование: одношаговое извлечение формы
Вырубка подразумевает прорезание пробойником листового металла для удаления нужной формы (заготовки) и отделения ее от окружающего материала.
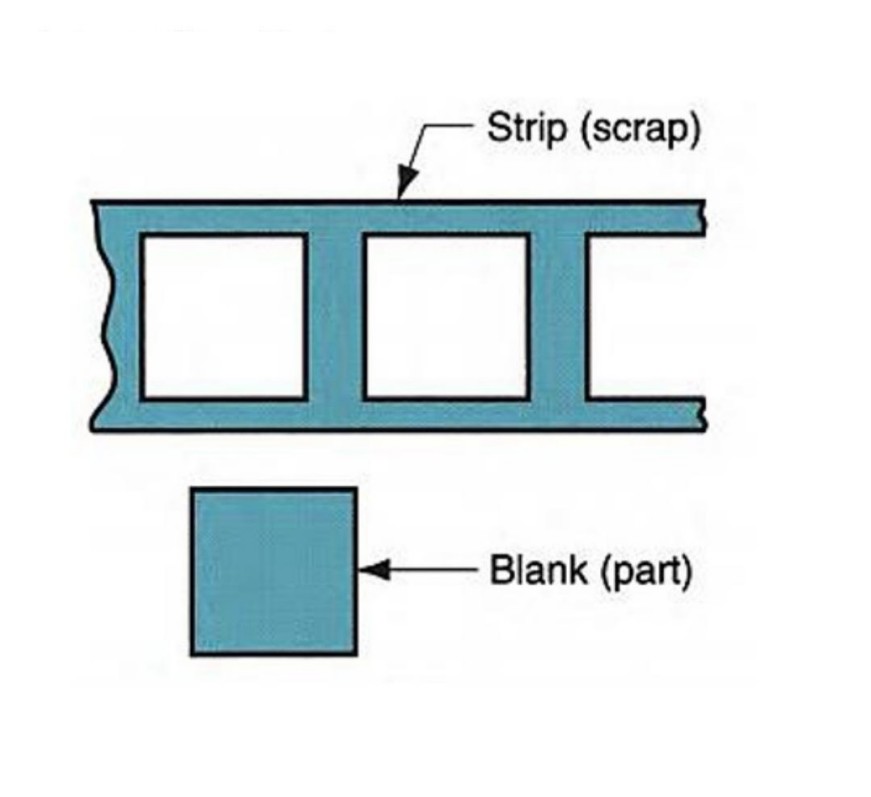
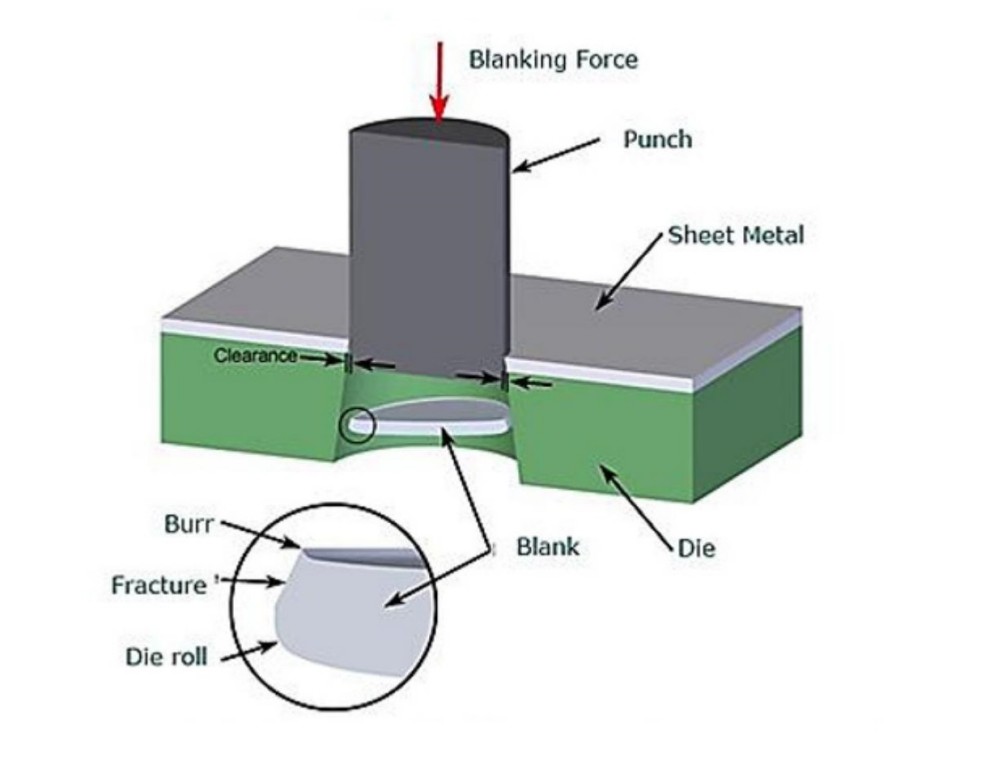
Гидравлический пресс приводит в движение вырубной штамп с высокой скоростью — до 1000 ударов в минуту—с зазором 10–20%, обеспечивающим чистое резание.
4.3Чистовая вырубка: высокоточная резка
Использование тонкой вырубки три контролируемые силы Для достижения превосходной плоскостности, минимальных заусенцев и допусков размеров вплоть до ±0,0003. Настройка аналогична обычной вырубке, но включает дополнительный контроль для более высокого качества результатов.
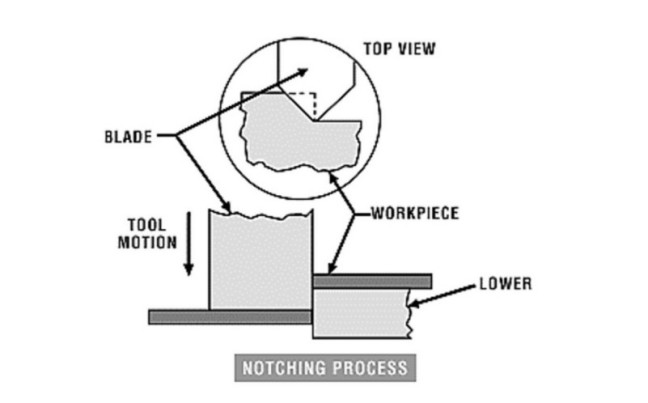
4.4Вырубка: удаление кромочных отходов
Вырубка удаляет обрезки с края заготовки. Обычно это ручной, малообъемный процесс идеально подходит для нестандартных форм и углов.
Преимущества:
- Регулируемые углы резки
- Возможность создания уникальных геометрических форм, невозможных при стандартной резке
5.0Машины для резки: типы и принципы резки
Машины-ножницы режут металлы с помощью ножницы Движение или прямое движение лезвия. Меньшие машины могут использовать угловое движение, в то время как более крупные машины полагаются на угол наклона и зазор для оптимизации производительности.

5.1Распространенные типы стригальных машин:
- Пневматические ножницы– Работает от воздушных цилиндров
- Гидромеханические ножницы– Приводится в действие гидравлическими двигателями
- Ножницы с сервоприводом– Подключен напрямую к серводвигателям
- Гидравлические ножницы– Обеспечить очень высокую силу резания
- Электрические ножницы – Приводятся в действие непосредственно электродвигателями (обычно в сочетании с механической или гидравлической трансмиссией)
- Ручные ножницы– Ручной привод с помощью рычага увеличения
6.0Как оптимизировать производительность стригальной машины
Процесс стрижки — трудоёмкий и требует точного контроля для максимальной производительности. Ключевые факторы:
- Убедитесь, что лезвия идеально прямые.
- Установите зазор в соответствии с толщиной материала
- Подтвердите правильные настройки заднего упора
- Стабилизируйте лист во время резки
- Регулярно проводите техническое обслуживание (очистка, замена компонентов)
Стрижка идеально подходит для бронза, латунь, алюминий и низкоуглеродистые стали, обеспечивая минимальные пропилы и допуски. Однако он не подходит для твердые, хрупкие материалы как вольфрам и для деталей длиной <3,2 мм.
7.0Примеры применения: инновационные применения процессов резки
7.1Случай 1: C2S2 – непрерывная резка полосы
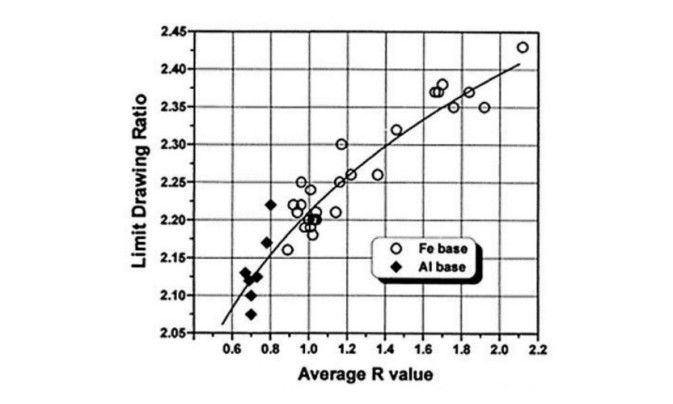
Для производства более легких транспортных средств, алюминий (Al) Листы заменяют более тяжёлые листы на основе железа. Равноканальное угловое прессование (ECAP)Инженеры вызывают сдвиговую деформацию, чтобы увеличить значение R металла и тем самым улучшить формуемость.
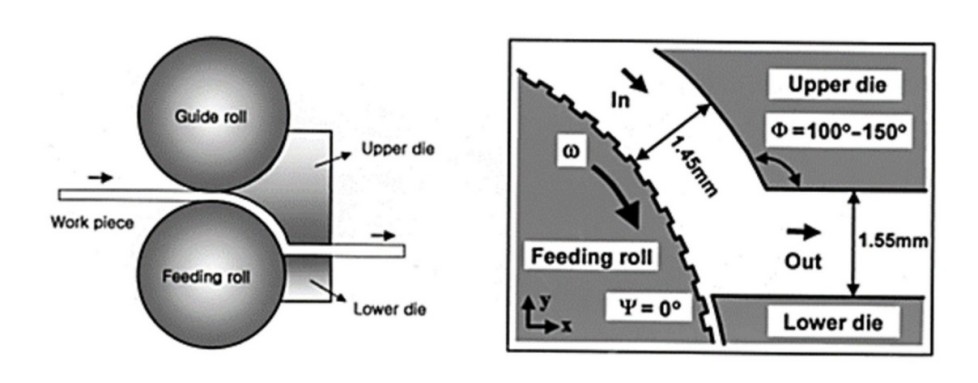
Система C2S2 использует двойные валки для создания равномерной деформации сдвига — она более эффективна, чем гидравлические прессы, и может обнаруживать дефекты поверхности во время работы.
7.2Случай 2: Резка медно-цинковых компонентов молнии
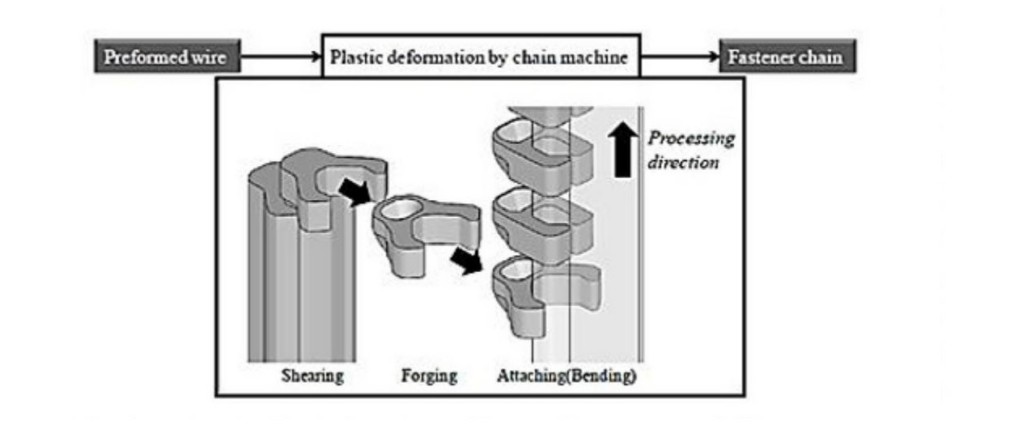
Используется в одежде и аксессуарах, Y-образная медная проволока из сплава Измельчается, куется и гнётся, образуя зубья застёжки-молнии. По мере усложнения конструкций для достижения точности формы требуется несколько итераций.
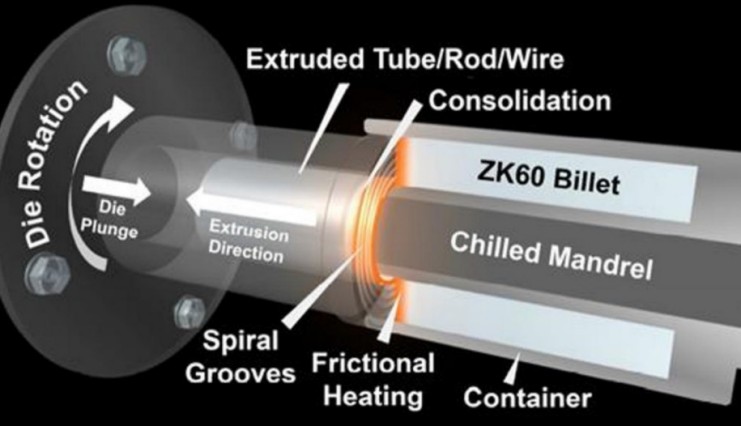
7.3Случай 3: ФОРМА для труб из магниевого сплава ZK60
Магниевые сплавы, особенно не содержащие редкоземельных элементов, обеспечивают снижение веса. Обработка и экструзия со сдвигом (SHAPE) улучшает механические свойства за счет улучшения микроструктуры и устранения недостатков второй фазы.
8.0Заключение и рекомендации
В этом исследовании освещаются ключевые моменты операции по резке, машины и передовые приложенияПроцесс резки очень эффективен для мягких и средних металлов и экономически выгодный для массового производства, но не идеально подходит для высокотвердых или прецизионных задач обработки поверхностей.
Рекомендация: Избегайте резки металлов длиной менее 3,2 мм или высокопрочных, хрупких металлов.
Будущее направление: Такие методы, как SHAPE и C2S2, демонстрируют перспективность улучшения свойств материалов посредством деформации сдвига.
9.0Часто задаваемые вопросы (FAQ)
В1: В чем разница между резкой и штамповкой?
А: Резка подразумевает резку материала по прямой или криволинейной траектории противолежащими лезвиями, подобно ножницам. Пробивка же, напротив, удаляет материал полностью, образуя замкнутую форму, подобно пробиванию отверстий пробойником. В обоих случаях используются похожие инструменты, но они различаются формой и целью удаления материала.
В2: Какие материалы лучше всего подходят для процесса резки?
А: Резка лучше всего подходит для пластичных, мягких и среднепрочных металлов, таких как алюминий, низкоуглеродистая сталь, латунь и бронза. не рекомендуется для твердых или хрупких материалов, таких как вольфрам, из-за износа инструмента и риска ненормальной деформации.
В3:Что такое тонкое гашение и чем оно отличается от обычного гашения?
А: Чистовая вырубка — это высокоточная версия вырубки, которая использует три приложенные силы Для получения гладких кромок, более жёстких допусков (до ±0,0003 дюйма) и минимальных заусенцев. Этот метод широко используется для изготовления прецизионных автомобильных и электронных компонентов.
В4: Как зазор влияет на операцию резки?
А: Зазор – это зазор между верхним и нижним лезвиями (пуансоном и матрицей). Обычно он варьируется от 2% – 10% от толщины материала. Правильный зазор обеспечивает чистоту реза, предотвращает образование заусенцев и заусенцев, а также снижает износ инструмента.
В5: Можно ли использовать резку при крупносерийном производстве?
А: Да. Стрижка хорошо подходит для массовое производство, особенно при обработке листового металла. Гидравлические и сервоприводные ножницы могут достигать скорости резки до 1000 ударов в минуту, что делает его высокоэффективным для непрерывной работы.




