

- 1.0Понимание предельной нагрузки на сдвиг на основе стандартов мягкой стали
- 2.0Ключевые факторы, влияющие на силу сдвига
- 3.0Роль переднего угла при резке металла
- 4.0Как свойства материала влияют на характеристики сдвига
- 5.0Сила сдвига и толщина металла: какова взаимосвязь?
- 6.0Минимальная толщина резки в зависимости от типа машины
- 7.0Почему зазор между ножами имеет значение при резке листового металла
- 8.0Типы ножей-ножей и их применение
- 9.0Основы износа, осмотра и обслуживания ножей
- 10.0Понимание процесса упрочнения при резке металла
- 11.0Эффекты упрочнения при обработке
- 12.0Чего следует избегать
- 13.0Срезающая способность и ножевая способность: в чем разница?
- 14.0Общая справочная таблица по пределу прочности на сдвиг (выдержка)
- 15.0Справочная таблица пределов прочности стали на сдвиг
- 16.0Дополнительные функции ножниц, повышающие точность резки
- 17.0Итоговый обзор: лучшие практики безопасной и эффективной стрижки
Промышленный Листорезные машины Необходимы для точной резки листового металла и пластинчатых материалов. Для обеспечения оптимальной производительности и безопасной работы крайне важно понимать, как оценивается срезающая способность и какие факторы влияют на эффективность резки. Данное руководство содержит всесторонний обзор основных принципов срезающего усилия, переднего угла, выбора ножей, свойств материалов и рекомендаций по техническому обслуживанию.


1.0Понимание предельной нагрузки на сдвиг на основе стандартов мягкой стали
Номинальная прочность на сдвиг обычно определяется максимальной толщиной реза мягкой стали под заданным передним углом. Стандартные механические свойства мягкой стали включают:
| Свойство | Ценить |
| Максимальная прочность на сдвиг | 50 000 фунтов на квадратный дюйм |
| Предел прочности на растяжение (UTS) | 55 000–70 000 фунтов на квадратный дюйм |
| Предел текучести (YS) | 35 000–50 000 фунтов на квадратный дюйм |
| Удлинение (в 2 дюймах) | 20–351ТП3Т |
Примечание: номинальные значения учитывают допуски на распространённые превышения допустимой толщины. Например, пластина толщиной 0,250 дюйма (0,6 мм) может быть на самом деле толще до 0,030 дюйма (0,7 мм) и всё равно соответствовать номинальным значениям.
2.0Ключевые факторы, влияющие на силу сдвига
Усилие сдвига должно превышать усилие, необходимое для резки материала. Основные факторы, влияющие на усилие сдвига:
- Прочность материала на сдвиг
- Угол наклона и толщина материала
- Пластичность и упрочнение
- Состояние и зазор ножа
- Глубина спинки и системы поддержки
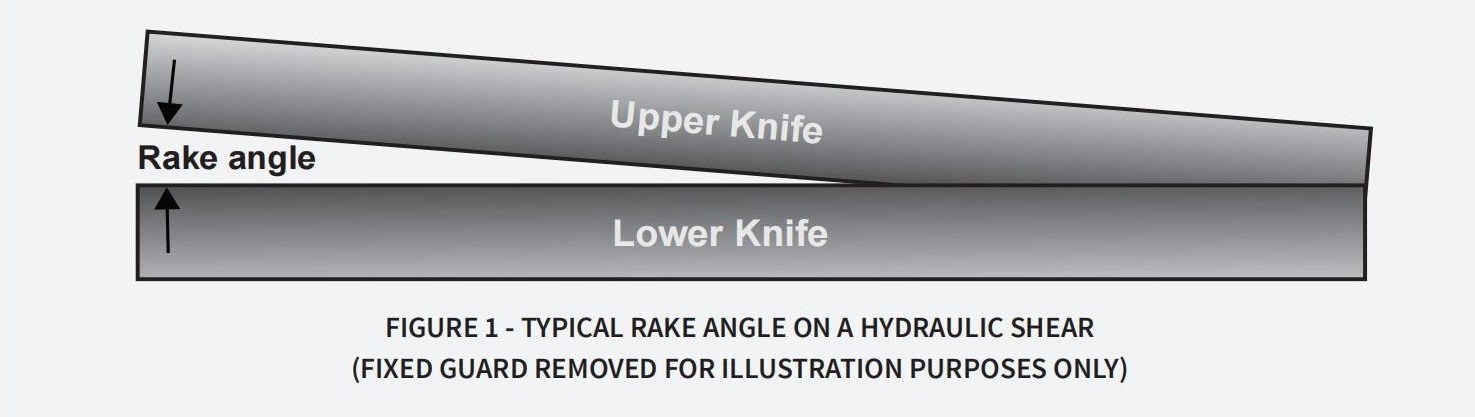
3.0Роль переднего угла при резке металла
Угол наклона Угол наклона между верхним и нижним лезвиями ножей существенно влияет на силу резания и поведение материала при резке:
- А большие грабли угол уменьшает требуемую силу
- Избыточный наклон может привести к деформации детали или более длинному ходу ножа.
3.1Угол наклона на практике: снижение силы и влияние на качество:
Если R₂ = 2R₁ → тогда Сила₂ = ½ Силы₁
Рекомендация: используйте минимальный передний угол, обеспечивающий приемлемое качество реза без превышения пределов возможностей станка. Более высокие передние углы особенно полезны для нержавеющей стали и высокопластичных материалов.
4.0Как свойства материала влияют на характеристики сдвига
4.1Прочность материала и ее влияние на сдвиговую способность
Материалы, прочнее мягкой стали (с более высоким UTS/YS), требуют сниженная мощность.
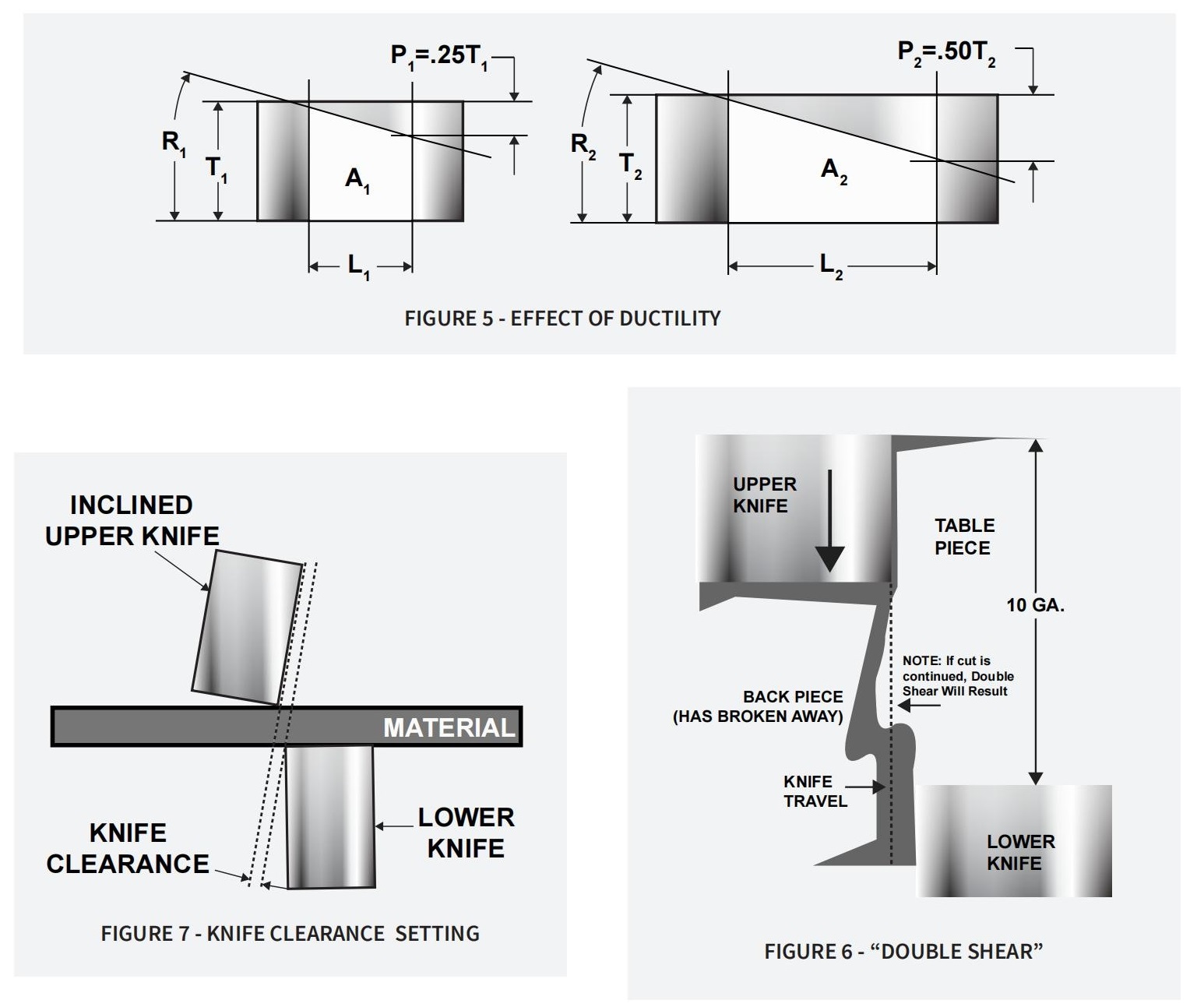
4.2Пластичность и проникновение ножа при резке листового металла
Материалы с удлинением выше 35% снижают производительность сдвига из-за более глубокого проникновения ножа.
Вот несколько примеров:
- углеродистые стали марок 1006, 1008, а иногда и 1010/1012
- ASTM A283 Марка A, A285 Марка A, A570 Марка 30 (при удлинении более 35%)
5.0Сила сдвига и толщина металла: какова взаимосвязь?
Сила сдвига увеличивается квадратично с толщиной:
Сила ∝ Толщина²
→ Если T₂ = 2T₁ → Сила₂ = 4 × Сила₁
6.0Минимальная толщина резки в зависимости от типа машины
Минимальные пределы зависят от зазора и остроты ножа. Примеры:
| Модель | Измерять | Дюйм | мм |
| 375 ГС | 26 ГА | 0.018″ | 0.45 |
| 500 ГС | 22 ГА | 0.030″ | 0.76 |
| 750 HS | 20 ГА | 0.036″ | 0.91 |
| Серия SE | 16 ГА | 0.060″ | 1.52 |
7.0Почему зазор между ножами имеет значение при резке листового металла
Правильный зазор ножей обеспечивает чистые и равномерные разрезы.
- Слишком мало: Двойной сдвиг, заусенцы, быстрый износ
- Слишком: Неточные разрезы, складывание
7.1Рекомендуемые настройки зазора ножей в зависимости от типа ножниц:
- Механические ножницы: 7%толщины материала
- Гидравлические ножницы: 7–15%, регулируемый с помощью прокладок стола
При работе с нержавеющей сталью соблюдайте минимальный зазор, чтобы избежать заусенцев и упрочнения детали.
8.0Типы ножей-ножей и их применение
Выбор правильного материала для ножа уравновешивает износостойкость и ударопрочность.
| Тип | Износостойкость | Ударопрочность | Идеальное использование |
| А | Самый высокий | Самый низкий | Тонкая мягкая/нержавеющая сталь |
| Б | Высокий | Низкий | Легкая нержавеющая сталь или алюминий |
| С | Середина | Середина | Универсальная резка |
| Д | Низкий | Высокий | Приложения с высокими ударными нагрузками |
| Э | Самый низкий | Самый высокий | Абразивные, хрупкие или ударопрочные материалы |
| С | Умеренный | Очень высокий | Нержавеющая сталь, инконель, хастеллой, пластичные сплавы |
Для частой резки нержавеющей стали (особенно при использовании стали >50%) рекомендуется тип S.
Для тонкой нержавеющей стали (≤10 GA) может быть достаточно типа А.
9.0Основы износа, осмотра и обслуживания ножей
Тупые или поврежденные ножи увеличивают усилие резания и могут повредить машины.
9.1Распространенные индикаторы износа ножей
- Банки
- Яркие зоны (указывают на двойной сдвиг)
- Плохая обработка кромок
9.2Факторы, ускоряющие износ ножей:
- Газопламенная резка или закаленные материалы
- Узорчатые листы (например, протекторная пластина)
- Неправильный зазор
- Резка материалов >300 BHN
9.3Влияние глубины задней части на силу сдвига:
- Регулярно меняйте и затачивайте ножи.
- Износ монитора в области квадратных дужек
- Избегайте резки пластин AR >360 BHN

10.0Понимание процесса упрочнения при резке металла
Глубина задней части — это расстояние от лезвия до задней кромки материала:
- Большая глубина → большая требуемая сила
- Используйте пневматические столы или угловые рычаги для поддержки тяжелых или пластичных материалов.
11.0Эффекты упрочнения при обработке
Материалы, подверженные упрочнению, такие как нержавеющая сталь и никелевые сплавы, требуют большего усилия для среза из-за повышенной твёрдости поверхности. Чтобы снизить этот эффект, используйте ножи с высокой ударопрочностью и соответствующей настройкой переднего угла.
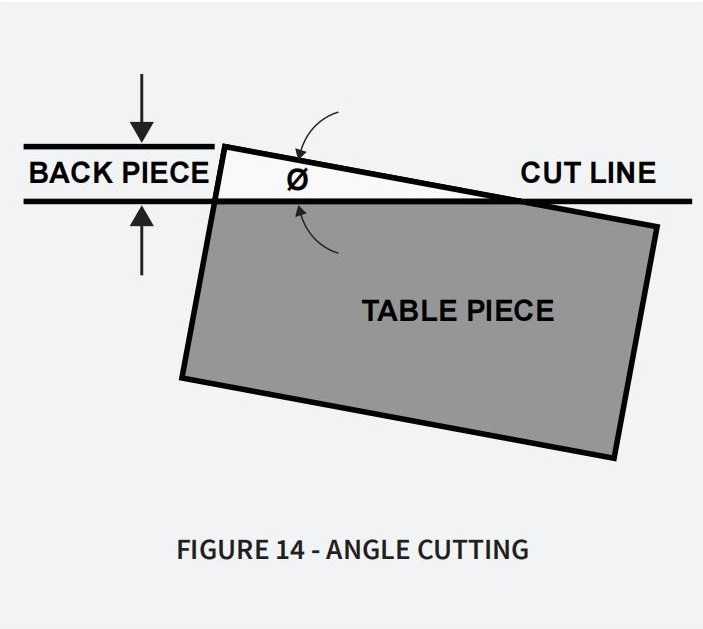
12.0Чего следует избегать
| Упражняться | Риск |
| Обрезка обрезков < 0,125″ | Повышенная нагрузка, защемление материала |
| Большой зазор ножа на тонких листах | Протирание вместо чистки |
| Многослойная резка | Низкое качество реза, перегрузка машины |
| Угловые разрезы < 20° | Отколы, разрушение при сдвиге |
13.0Срезающая способность и ножевая способность: в чем разница?
Понимание этого различия предотвращает преждевременный отказ:
| Параметр | Управляет | Зависит от |
| Прочность на сдвиг | Машина | Толщина² × Прочность на сдвиг × Передний угол |
| Емкость ножа | Материал ножа | Толщина × Прочность на сдвиг (независимо от угла наклона) |
Гидравлические модели часто оснащены защитой от перегрузки. Однако задержка приводит к ускоренному износу ножей.
14.0Общая справочная таблица по пределу прочности на сдвиг (выдержка)
| Класс ASTM | Прочность на растяжение (тыс. фунтов на кв. дюйм) | Предел текучести (тыс. фунтов на кв. дюйм) | Мин. удлинение (% в 2 дюйма) | Номинальная толщина мягкой стали | Эквивалентная максимальная вместимость (дюймы) |
|---|---|---|---|---|---|
| А36 | 58–80 | 36–51 | 23 | 0,188″ (приблизительно 7 GA) | 0.250 / 0.375 / 0.500 / 0.625 / 0.750 |
| А514 | 110–130 | ≥110 | 18 | 0,188″ (приблизительно 7 GA) | 0.281 / 0.375 / 0.500 / 0.625 / 0.750 |
| A572 Класс 50 | ≥65 | ≥50 | 21 | 0,188″ (приблизительно 5 GA) | 0.344 / 0.438 / 0.562 / 0.688 / 0.875 |
Примечания по использованию:
Данная диаграмма предназначена для оценки максимальной толщины резки для различных марок стали ASTM на металлорежущих станках, включая гидравлические ножницы, механические ножницы и системы резки с ЧПУ.
«Эквивалентная максимальная грузоподъемность» отражает типичную оценку сдвига, основанную на использовании мягкой стали в качестве базового материала.
14.1Пример:
- 250″ A572, класс 65→ Требуется оценка прочности на сдвиг 0,375″ мягкая сталь
- Т-1 (ASTM A514)на 750″ ножницы → Максимальная вместимость: 0.625″
15.0Справочная таблица пределов прочности стали на сдвиг
| Марка стали | Прочность на растяжение (тыс. фунтов на кв. дюйм) | Предел текучести (тыс. фунтов на кв. дюйм) | Мин. удлинение (%) | 12 GA (0,1046 дюйма) | 10 GA (0,1345 дюйма) | 0.188″ | 0.250″ | 0.281″ | 0.375″ | 0.500″ | 0.625″ | 0.750″ | 1.000″ | 1.250″ |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1008 CS Тип A/B/C | НС | 20–40 | 30 | 12 ГА | 10 ГА | 7 ГА | 0.250 | – | – | – | – | – | – | – |
| А1008 ДДС | НС | 17–29 | 38 | 14 ГА | 12 ГА | 10 ГА | 0.250 | – | – | – | – | – | – | – |
| Нержавеющая сталь A1008, класс 40 | 52 мин | 40 МИН | 20 | 12 ГА | 10 ГА | 7 ГА | 0.250 | – | – | – | – | – | – | – |
| A1008 HSLAS класс 50 класс 1 | 65 МИН. | 50 МИН | 20 | 13 ГА | 11 ГА | 8 ГА | 5 ГА | – | – | – | – | – | – | – |
| Нержавеющая сталь A1011, класс 36, тип 2 | 58–80 | 36–51 | 21 | 12 ГА | 10 ГА | 7 ГА | 0.250 | – | – | – | – | – | – | – |
| A1011 HSLAS Grade 70 Cl. 1 | 85 МИН. | 70 МИН | 14 | 14 ГА | 12 ГА | 9 ГА | 7 ГА | – | – | – | – | – | – | – |
| A1011 HSLAS-F класс 80 | 90 МИН | 80 МИН | 18 | 14 ГА | 12 ГА | 10 ГА | 7 ГА | 0.281 | 0.375 | 0.500 | – | – | – | – |
Примечания:
В этой таблице приведены общие рекомендации по расчету толщины среза на основе механических свойств материала.
Значения являются номинальными и должны быть сверены с производительностью конкретной режущей машины и конфигурацией лезвий.
Указанные значения GA (калибра) являются приблизительными и могут различаться в зависимости от стандарта (например, стальной калибр США или спецификация производителя).
На производительность резки влияют передний угол, зазор лезвия, состояние лезвия и твердость материала.
16.0Дополнительные функции ножниц, повышающие точность резки
- Прокладки для фиксации стола для быстрой регулировки зазора ножа
- Зазор между ножами(автоматизированные модели)
- Пневматический лист поддерживает для обработки больших или гибких материалов
- Задний угол поддерживает для предотвращения деформации на толстом или пластичном материале
17.0Итоговый обзор: лучшие практики безопасной и эффективной стрижки
- Начните с максимального переднего угла, затем уменьшайте его в зависимости от качества реза.
- Всегда подбирайте тип ножа в соответствии с материалом и толщиной.
- Контролируйте износ, поддерживайте зазор и регулярно меняйте ножи.
- Никогда не превышайте номинальную мощность ножниц или ножниц.
Применяя эти принципы и понимая физические процессы резки, операторы могут обеспечить безопасную, точную и долговечную работу своего режущего оборудования.




