
- 1.0Что такое накатка резьбы?
- 2.0Прокатка против резки: наглядное сравнение
- 3.0Преимущества накатки резьбы перед нарезанием
- 4.0Материальные соображения: индекс формуемости
- 5.0Руководство по проектированию накатанной резьбы
- 6.0Инструмент для накатки резьбы
- 7.0Рабочие параметры: скорость и подача
- 8.0Проверка и измерение резьбы
- 9.0Заключение
- 10.0FAQ: Распространенные проблемы при накатке резьбы
В мире точной обработки резьба встречается повсюду — от крепежных деталей в аэрокосмической отрасли до автомобильных компонентов, от медицинских имплантатов до промышленного оборудования.
Традиционно резьбу нарезают резанием: удаляя материал метчиками, плашками или однолезвийными инструментами. Хотя резание эффективно, оно имеет определённые ограничения: более низкую скорость производства, более слабую резьбу и более высокие затраты при крупносерийном производстве.
Однако есть более быстрая, прочная и экономичная альтернатива: Накатка резьбы.
Накатка резьбы — это процесс холодной штамповки, а не операция резки. Вместо удаления металла, накатка резьбы вытесняет и реформирует материал под давлением, создавая нити с исключительной прочностью, точностью и качеством поверхности.
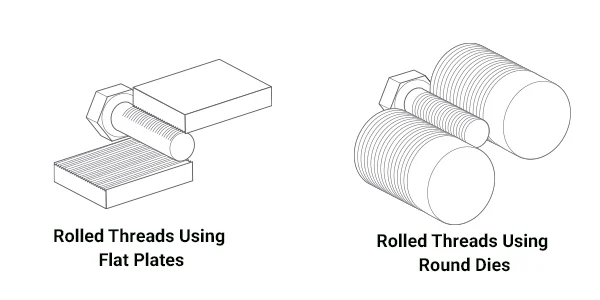
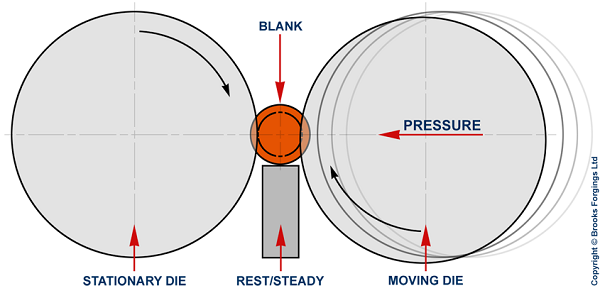
1.0Что такое накатка резьбы?
Накатка резьбы - это процесс холодной штамповки При этом цилиндрическая заготовка прессуется между закаленными штампами для пластической деформации материала в форме резьбы. В отличие от резки, которая разрушает структуру зерен материала, прокатка сохраняет и выравнивает поток зерна по направлению резьбы, создавая более прочные и устойчивые к усталости детали.
Основные характеристики резьбонакатного процесса:
- Не вычитающий процесс— чипы не производятся
- Эффект деформационного упрочнения— материал становится твёрже и прочнее
- Превосходная отделка поверхности— из-за выглаживания штампа во время прокатки
- Высокая точность— постоянная форма и размер

2.0Прокатка против резки: наглядное сравнение
Различия между нарезанной и накатанной резьбой существенны и влияют на прочность, качество отделки, эффективность и общую стоимость. В таблице ниже представлены основные различия:
| Особенность / Аспект | Нарезание резьбы | Накатка резьбы |
| Тип процесса | Удаление материала (резка) | Холодная штамповка (вытеснение) |
| Сила | Базовый уровень | До 30% прочнее за счет упрочнения |
| Отделка поверхности | Более грубая обработка может потребовать вторичной отделки. | Гладкая, непрерывная, высококачественная отделка |
| Точность / Профиль | Зависит от остроты инструмента и мастерства оператора | Высокая повторяемость, точный профиль |
| Материальные отходы | Генерирует чипы | Минимальные или нулевые материальные отходы |
| Скорость производства | Умеренный | Более быстрый и непрерывный процесс |
| Срок службы инструмента | Короткий или средний износ инструмента при резке | Дольше, в зависимости от твердости материала |
| Время выполнения | Длиннее из-за ступенчатой резки | Более короткие и вторичные операции |
| Идеальные материалы | Большинство металлов, легче для мягких металлов | Предпочтительны более мягкие металлы; использование более твердых металлов возможно, но сокращает срок службы штампа |
| Распространенные проблемы | Заусенцы, следы от инструментов, микротрещины | Зазубрины, потертые гребни, проблемы с шагом/спиралью |
Из этого сравнения становится ясно, что Накатка резьбы обеспечивает значительные преимущества в прочности, качестве поверхности и эффективности, что делает его предпочтительным выбором для крупносерийного производства или применений, требующих прочной резьбы.
3.0Преимущества накатки резьбы перед нарезанием
Почему стоит выбрать прокатку вместо резки? Преимущества очевидны:
- Более низкая стоимость
Сокращение отходов материала и увеличение срока службы инструмента напрямую влияют на снижение производственных затрат. - Более высокая эффективность
Прокатка значительно быстрее резки, особенно при крупносерийном производстве. - Более прочные нити
Накатанные нити могут иметь до 30–40% повышенная прочность на растяжение и усталость жизнь по сравнению с нарезанными нитями. - Лучшая отделка поверхности
В результате прокатки материал полируется, образуя гладкую, закаленную поверхность. - Повышенная точность
Накатанные резьбы обеспечивают более жесткие допуски и единообразные профили при выпуске больших партий.
4.0Материальные соображения: индекс формуемости
Не все материалы реагируют на прокатку одинаково. Индекс формуемости Используется для оценки пригодности материала для накатки резьбы. Обычно:
- Более мягкие материалы прокатываются легче, но могут давать среднюю чистоту поверхности.
- Более твердые материалы сокращают срок службы штампа, но часто обеспечивают превосходное качество поверхности.
Общее поведение материала при накатке резьбы
| Материал | Твёрдость | Поверхность резьбы | Умереть Жизнь |
| Латунь (345, 360) | < 75 руб. | Хорошо / Плохо | Средне–высокий |
| Алюминий (2024-Т4, 6061-Т6) | < 120 руб. | Отлично / Хорошо | Высокий |
| Нержавеющая сталь (302, 440) | < Рк 32 | Отличный | Средний–низкий |
| Сталь (1018, 12Л14) | < Рк 24 | Отлично / Удовлетворительно | Середина |
Элементарные эффекты:
- Сера в сталь и висмут в алюминии может привести к образованию чешуйчатых дефектов, которые снижают качество поверхности.
- Такие элементы, как сера, свинец и висмут, улучшают обрабатываемость (резанием), но затрудняют холодную формовку (прокатку).
Вывод: выбор правильного материала или баланс между обрабатываемостью и формуемостью имеет решающее значение.
5.0Руководство по проектированию накатанной резьбы
Правильная конструкция бланка и его характеристики гарантируют успешную прокатку:
Диаметр заготовки
Рекомендуемый диаметр заготовки ≈ : Максимальный диаметр делительной окружности – 0,002″
Коэффициент регулировки: каждое изменение заготовки на 0,001 дюйма изменяет основной диаметр примерно на 0,003 дюйма
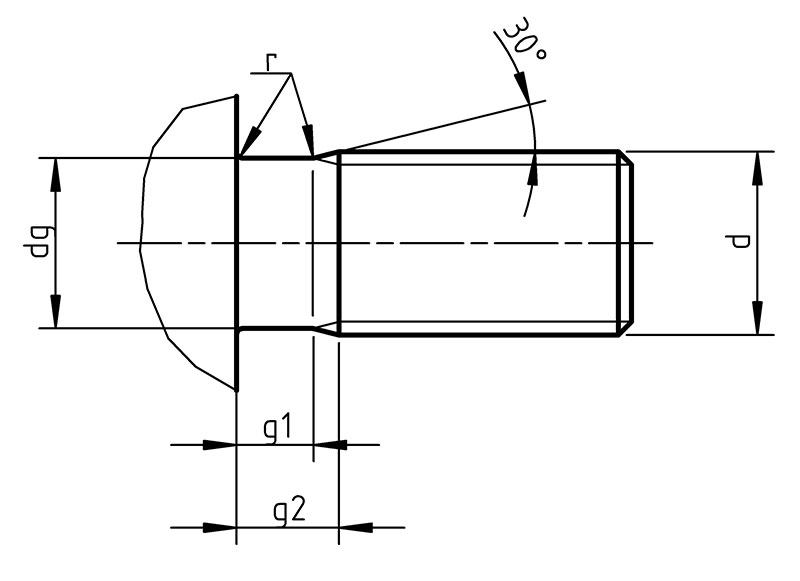
Угол фаски
Типичный: 30° (после прокатки образуется угол ~45°)
Для более твёрдых материалов: используйте 25°–28°, чтобы продлить срок службы штампа.
Зазор между плечами
Поддерживайте шаг ≥ 1,25–1,5 × между началом резьбы и уступом
Длина нити в зависимости от длины рулона
Формула: Рабочая поверхность валка = (2,5 × шаг) + длина резьбы
6.0Инструмент для накатки резьбы
Роллы
- Поставляются в нескольких вариантах для разных ориентаций деталей
- Материал, термообработка и покрытия влияют на производительность и срок службы инструмента
- Большее количество «заходов» на валок позволяет увеличить частоту вращения и продлить срок службы инструмента
Инструменты для бритья
- Обеспечить легкую регулировку, повторяемость и жесткость
- Может быть спроектирован для различных размеров деталей и типов опор
Вложения
- Радиальный зажим— быстро зажимает и прокатывает в радиальном направлении
- Осевая концевая прокатка— идеально подходит для нитей, длина которых превышает ширину рулона
- Тангенциальный— быстро для большого объема, но вызывает боковые силы
- Осевой вращательный перенос— позволяет накатывать резьбу рядом с плечами
7.0Рабочие параметры: скорость и подача
Накатка резьбы часто является самая быстрая операция в цепочке процессов.
- Общие рекомендации: Частота вращения заготовки ≈ 300 × число оборотов
- Более высокие скорости прокатки обычно улучшают качество поверхности.
- Правильная смазка имеет решающее значение для снижения трения и продления срока службы штампа.
8.0Проверка и измерение резьбы
Контроль гарантирует соответствие накатанной резьбы функциональным требованиям. Распространенные методы включают:
- Кольцевые калибры типа «проход/непроход»— простой и широко используемый
- Микрометры резьбовые / Трехпроводной метод— точное измерение диаметра делительной окружности
- Трехроликовые калибры (Johnson Gage)— для оценки функциональной пригодности
- Функциональные и сегментированные датчики— для оценки формы резьбы и углов наклона профиля
- Манометры NPT / NPTF— для конической трубной резьбы
Основные параметры для проверки:
- Диаметр заготовки
- Диаметр делительной окружности
- Большой диаметр
Для трубной резьбы, Датчики L1/L2 и секстантные датчики используются для обеспечения герметичности и правильной формы резьбы.
9.0Заключение
Накатка резьбы — это гораздо больше, чем альтернатива нарезанию резьбы. Это превосходный производственный процесс Для производства высококачественной резьбы. Благодаря использованию холодной штамповки, накатка резьбы обеспечивает:
- Более высокая прочность
- Более низкая стоимость
- Более высокая эффективность
- Превосходная точность и качество поверхности
- В сочетании с правильным материалом, конструкцией, инструментами, рабочими параметрами и методами контроля накатка резьбы может значительно повысить эксплуатационные характеристики изделия и производительность производства.
Для отраслей, где сила, точность и экономическая эффективность имеют наибольшее значение, накатка резьбы быстро становится новый стандарт в производстве ниток.
10.0FAQ: Распространенные проблемы при накатке резьбы
Почему в прокатанных нитках видны кусочки или чешуйки?
Обычно это происходит, когда материал заготовки содержит нежелательные примеси (например, серу, висмут или свинец) или при плохой подготовке поверхности. Эти включения могут облегчить механическую обработку, но затрудняют холодную штамповку, вызывая образование флокенов при прокатке.
Что является причиной неправильного шага или хода резьбы?
Неправильный шаг/заход часто возникает из-за несоосности валков, неправильных параметров настройки или износа инструмента. Также это может быть следствием неправильной скорости подачи относительно конструкции валков.
Почему у моих накатанной резьбы несоответствующий угол наклона винтовой линии?
Несоответствие угла наклона спирали обычно указывает на неправильную геометрию валков, неправильный выбор валков или ошибки настройки натяжного устройства.
Почему результаты прокатки различаются между деталями или партиями?
Изменения твёрдости материала, качества смазки или стабильности работы машины могут привести к нестабильности условий прокатки. Поддержание контролируемых параметров процесса имеет решающее значение.
Можно ли накатывать резьбу на полых заготовках, закрытых отверстиях или некруглых заготовках?
Эти заготовки представляют собой серьёзную проблему. Некруглая или неоднородная форма заготовки препятствует правильному формированию резьбы, что приводит к её ослаблению, деформации или неполной нарезке.
Почему мои темы заполнены по центру, но не по концам?
Это происходит, когда углы фаски недостаточны, диаметры заготовок неверны или проникновение ролика не отрегулировано должным образом на входе и выходе резьбы.
Что является причиной плохого качества поверхности накатанной резьбы?
Шероховатая или матовая поверхность обычно указывает на недостаточную смазку, износ резьбонакатных роликов или слишком низкую скорость прокатки.
Почему форма моей нити искажена?
Неправильная форма резьбы (скруглённые боковые поверхности, неправильная форма вершины) часто возникает из-за неправильного размера заготовки, чрезмерной твёрдости материала или износа валков. Правильная подготовка заготовки и использование острых валков помогают избежать этого.
Почему гребни моих нитей не полностью сформированы?
Неполные гребни обычно возникают из-за заготовок недостаточного размера, недостаточного проникновения валков или недостаточного давления прокатки. Решить эту проблему можно, отрегулировав диаметр заготовки и обеспечив правильную настройку инструмента.
Что является причиной появления задира на накатанной резьбе?
Задиры или царапины на гребнях являются признаком нарушения соосности, недостатка смазки или чрезмерного давления при прокатке. Для предотвращения этого дефекта крайне важно соблюдать правильную регулировку соосности и смазку.
Ссылки
brooksforgings.co.uk/processes/thread-rolling
www.fasteners.eu/tech-info/ISO/4755/
www.earnestmachine.co.uk/what-are-the-differences-between-cut-and-rolled-threads/
www.uccomponents.com/rolled-vs-cut-fastener-threads-which-is-better-for-your-application/




