

- 1.0Почему пуансоны ломаются или трескаются?
- 2.0Распространенные причины появления трещин/сколов на пуансоне и рекомендуемые решения
- 3.0Распространенные неисправности перфоратора, причины и решения
- 4.0Правильный внешний вид пробки и общие признаки неисправности
- 5.0Распространенные типы оборудования для перфорации
- 6.0Напоминания о безопасности
- 7.0Часто задаваемые вопросы (FAQ)
1.0Почему пуансоны ломаются или трескаются?
Пуансон — высокопрочный инструмент, устанавливаемый на штамповочное оборудование и используемый, главным образом, для резки листового металла или других материалов с целью придания им заданной формы. В процессе штамповки пуансон должен выдерживать значительные сдвигающие и ударные нагрузки, что предъявляет высокие требования к свойствам материала, конструкции и условиям эксплуатации.
Хотя современные пуансоны, как правило, изготавливаются из ударопрочных инструментальных сталей и подвергаются прецизионной механической обработке и термообработке, различные факторы, возникающие в процессе эксплуатации, могут привести к сколам, поломке углов или образованию трещин. Эти неисправности не только влияют на качество продукции и срок службы оборудования, но и могут представлять серьёзную угрозу безопасности.
В этой статье представлен систематический анализ распространённых причин растрескивания и поломки пуансонов. В сочетании с типичным пробивным оборудованием и методами эксплуатации на месте, в ней также даны практические рекомендации по продлению срока службы пуансонов и обеспечению безопасного и стабильного производства.


2.0Распространенные причины появления трещин/сколов на пуансоне и рекомендуемые решения
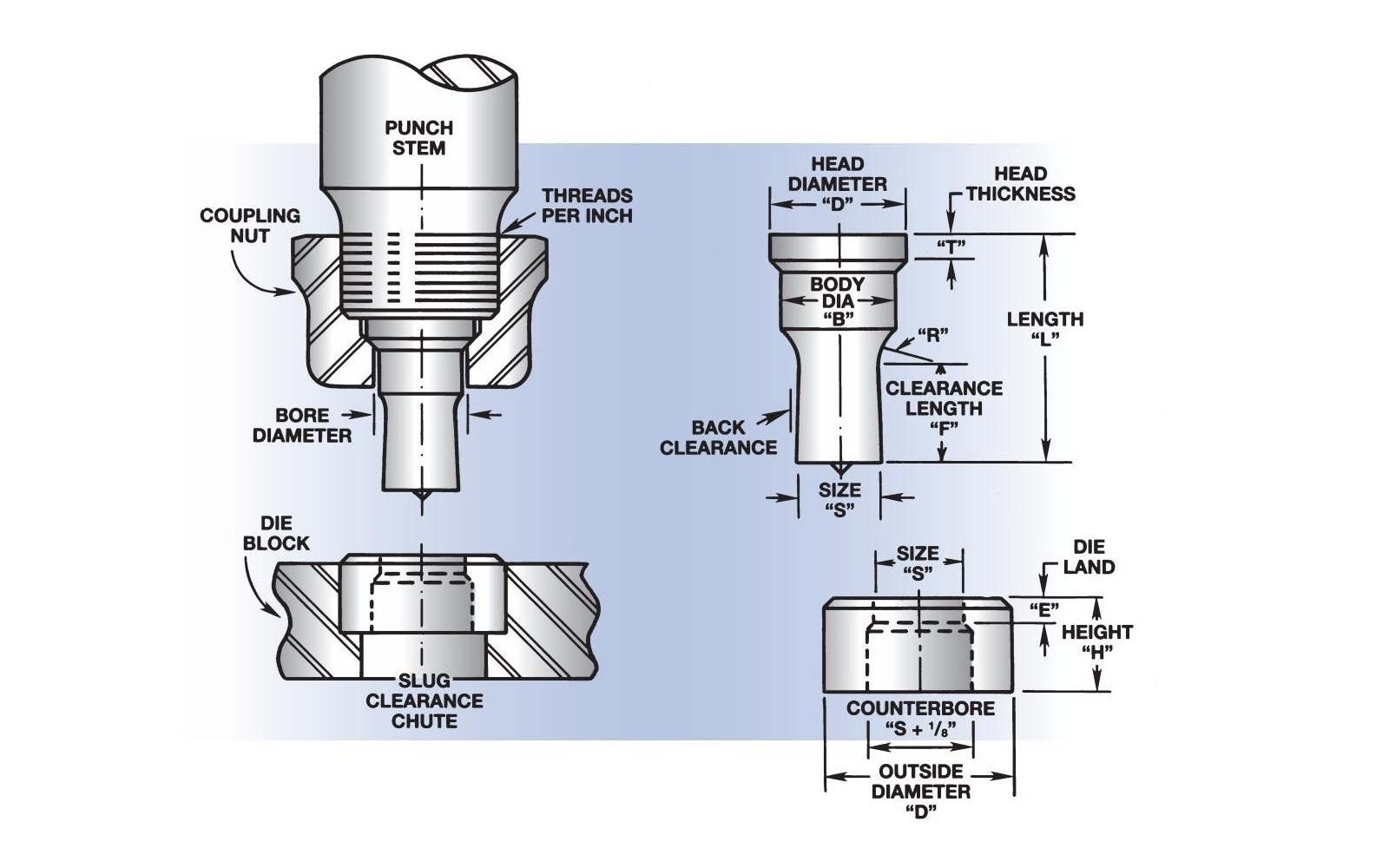
2.1Ослабленная гайка муфты
Проблема: Незначительное смещение во время штамповки приводит к неравномерному распределению силы.
Решение: Регулярно проверяйте и затягивайте соединительную гайку, чтобы обеспечить надежную установку пуансона.
2.2Несоосность пуансона и матрицы
Проблема: Пуансон неправильно совмещен с отверстием матрицы, что приводит к асимметричной нагрузке.
Решение: Отрегулируйте положение матрицы, чтобы обеспечить концентрическое совмещение пуансона и матрицы.
2.3Неправильная установка зазора
Стандартный номер оформления:
- Толщина материала 1/8″–1/2″: общий зазор 1/32″
- Толщина материала 1/2″–3/4″: общий зазор 1/16″
- Материал толщиной более 3/4 дюйма: общий зазор 3/32 дюйма
Решение: Выберите правильный зазор в зависимости от толщины материала, чтобы избежать повреждения пуансона или матрицы.
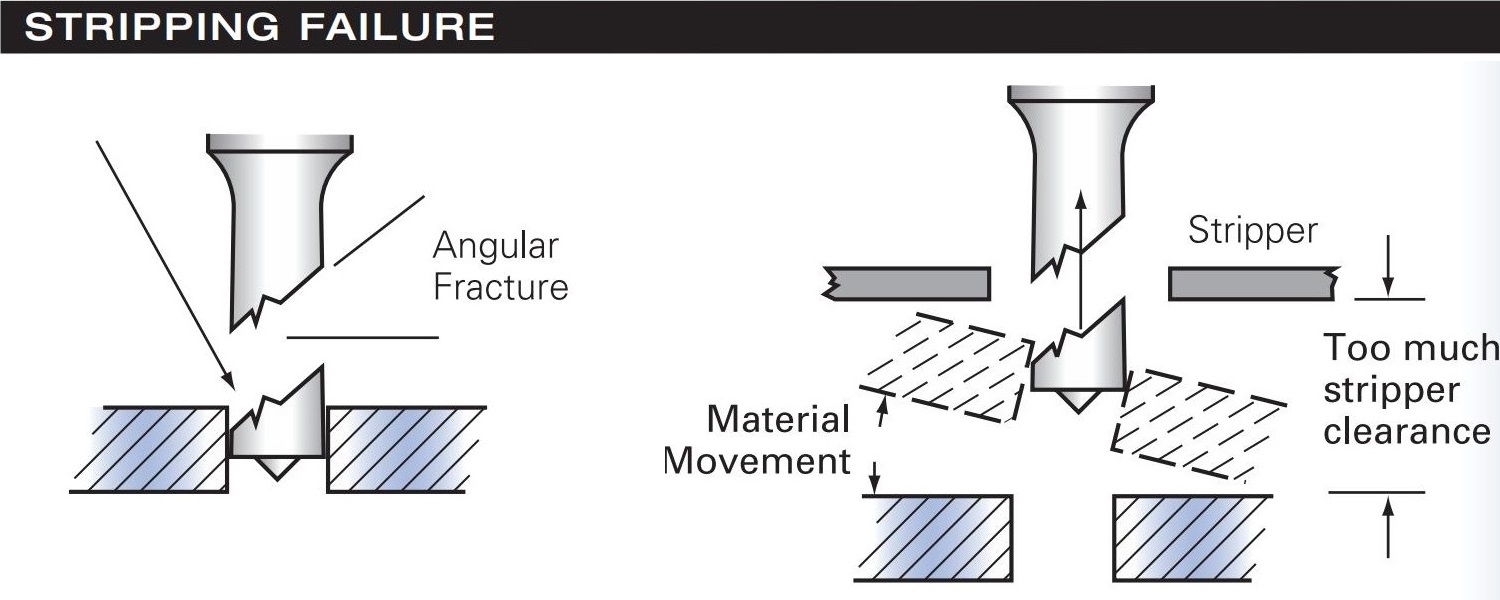
2.4Неравномерное снятие покрытия
Проблема: Во время подъема лист не удерживается должным образом, концентрируя нагрузку на одной стороне.
Решение: Осмотрите и отрегулируйте механизм съемника, чтобы обеспечить равномерное давление на рабочую поверхность.
3.0Распространенные неисправности перфоратора, причины и решения
3.1Сломанный кончик пуансона
- Отказ: Часть пуансона отламывается и остается в материале.
- Вероятная причина: Чрезмерный зазор съемника.
- Решение: Расположите съемник ближе к поверхности материала, чтобы обеспечить равномерное удерживающее давление.
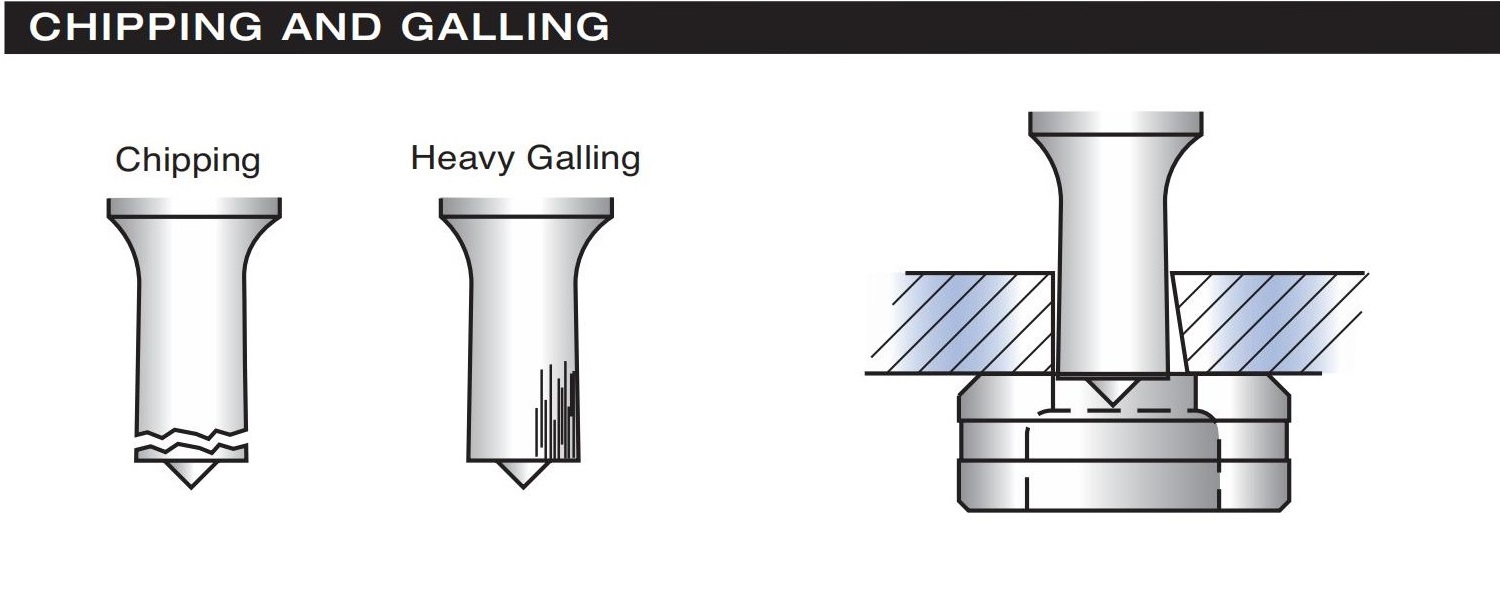
3.2Сколы или задиры на поверхности пуансона
- Отказ: На поверхности пуансона имеются локальные сколы или сильные задиры.
- Вероятная причина: Несоосность пуансона и матрицы, приводящая к заклиниванию.
- Решение: Выровняйте пуансон и матрицу, чтобы обеспечить одинаковый зазор по всему периметру.
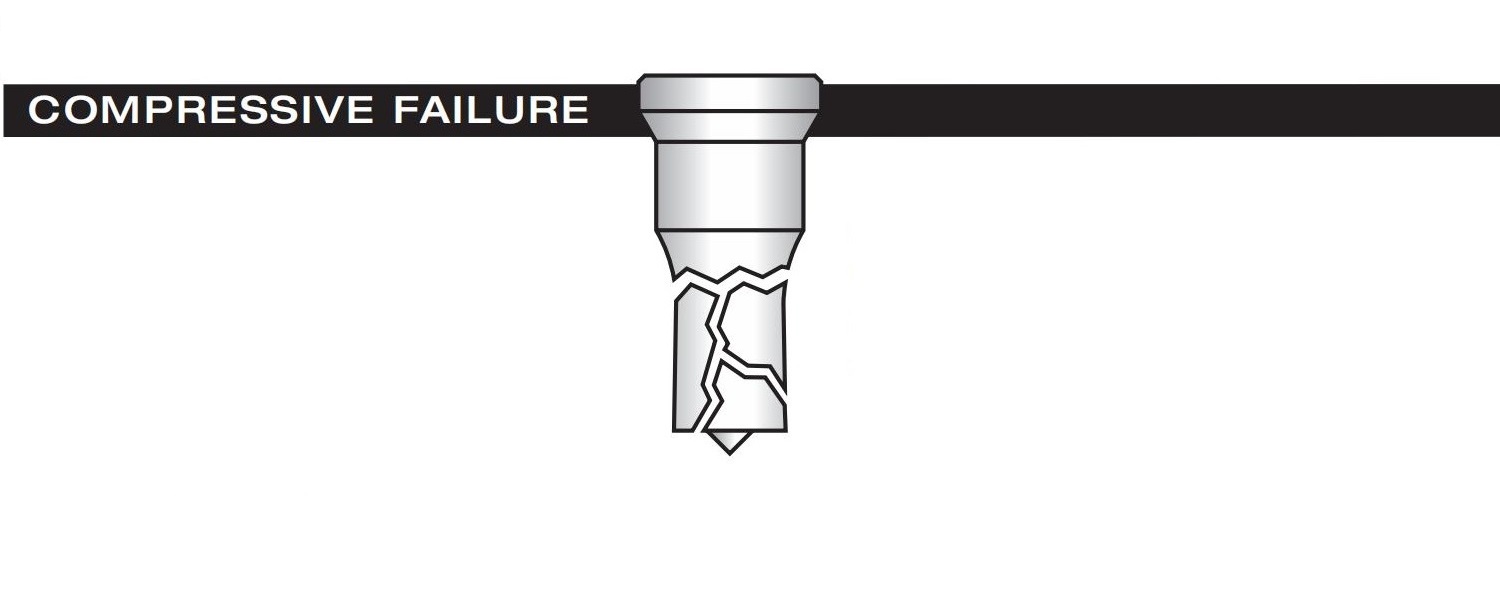
3.3Разрушение при сжатии
- Отказ: Весь рабочий конец пуансона разбивается.
- Вероятная причина: Перфорация очень твердых или толстых материалов, либо полное несоосность пуансона.
- Решение: Используйте высокопрочные пуансоны для сложных условий эксплуатации.
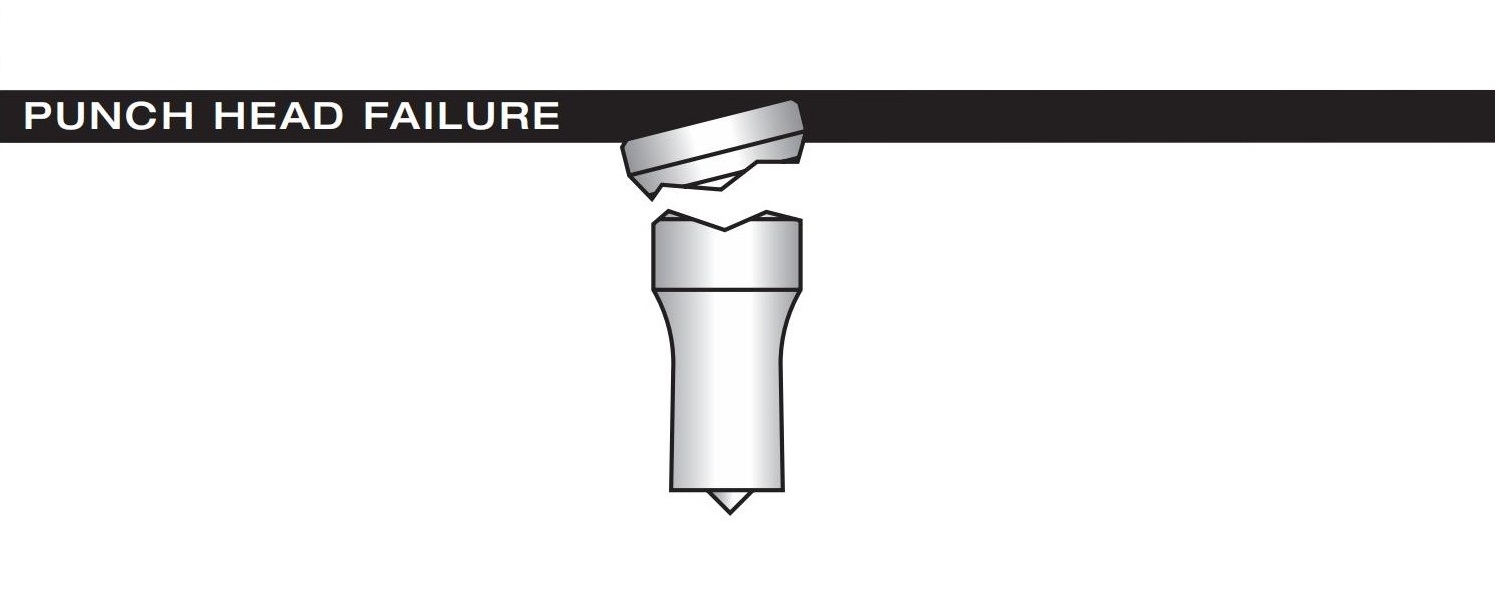
3.4Поломка головки пуансона
- Отказ: Головка пуансона ломается или отламывается.
- Вероятная причина: Ослабленная или изношенная соединительная гайка или неравномерный контакт штока пуансона.
- Решение: Регулярно проверяйте и подтягивайте соединительную гайку; следите за тем, чтобы поверхность стержня пуансона была гладкой и плоской.
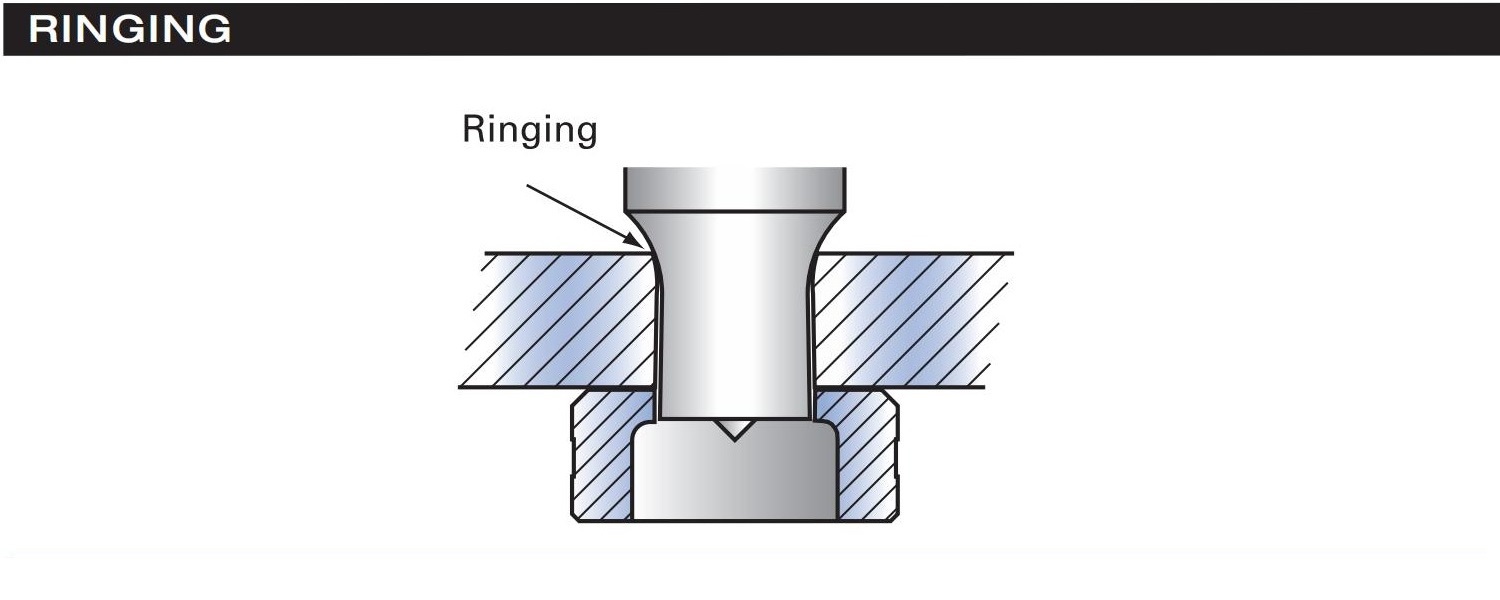
3.5Деформация материала (звон)
- Отказ: Материал демонстрирует признаки деформации или вздутия при каждом ударе.
- Вероятная причина: Пуансон слишком глубоко входит в матрицу, или материал слишком толстый для длины пуансона.
- Решение: Отрегулируйте глубину хода, чтобы ограничить проникновение пуансона в матрицу не более чем на 1/16 дюйма.
4.0Правильный внешний вид пробки и общие признаки неисправности
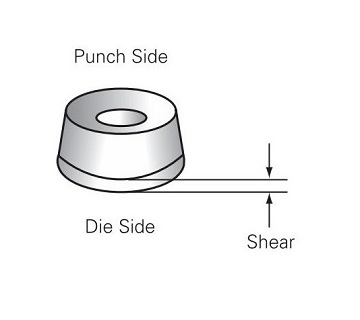
4.1Правильный внешний вид слизня (стандартная настройка)
- Сторона перфорации: Должны быть видны углубление в центральной точке и небольшой заусенец.
- Сторона штампа (при штамповке мягкой стали толщиной 1/8 дюйма или толще): Обычно имеет форму тарелки.
- Боковая стенка слизня: Чистая, блестящая поверхность среза должна быть видна на 10%–20% толщины материала.
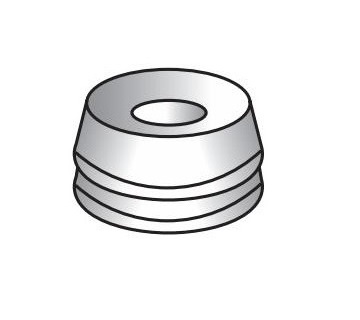
4.2Двойной сдвиг
- Индикация отказа: Две плоскости среза на заготовке.
- Причина: Недостаточный зазор между пуансоном и матрицей.
- Решение: Увеличить зазор между пуансоном и матрицей.
4.3Неровный заусенец
- Индикация неисправности: Вокруг заготовки заусенцы выглядят неровными или непоследовательными.
- Причина: Изношенный инструмент или несоосность пуансона и матрицы.
- Решение: Проверьте состояние инструмента; выровняйте или замените изношенные компоненты.
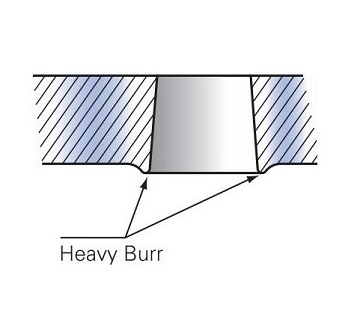
4.4Тяжелый заусенец
- Индикация отказа: Большой заусенец на торцевой стороне заготовки.
- Причина: Чрезмерный зазор между пуансоном и матрицей.
- Решение: Уменьшите зазор матрицы в соответствии с толщиной материала.
5.0Распространенные типы оборудования для перфорации
Пуансоны широко используются в следующих типах оборудования:
- Пуансонный пресс
Традиционные механические или гидравлические пробивные прессы используются для общих штамповочных операций. - Револьверный координатно-пробивной пресс с ЧПУ
Подходит для сложных форм и пробивки нескольких отверстий, оснащен автоматической сменой инструмента для высокой эффективности. - Прогрессивный штамповочный пресс
Идеально подходит для прогрессивной штамповки с несколькими станциями, где каждый шаг автоматически связан для непрерывного формования. - Гидравлический пробивной станок
Обычно используется для штамповки в таких отраслях, как производство стальных конструкций, уголковой стали и электротехнических шкафов. - Машина для обработки железа
Универсальный станок, используемый в металлообрабатывающих цехах для пробивки, резки, вырубки и гибки стальных листов и профилей. Особенно полезен для металлоконструкций и мелкосерийного производства.
6.0Напоминания о безопасности
Операторы несут ответственность за соблюдение правил OSHA и ANSI B11.5 соблюдение стандартов безопасности путем использования надлежащего инструмента и соблюдения стандартных рабочих процедур для обеспечения безопасности персонала и оборудования.
- Перед началом работы всегда проверяйте надежность установки пуансонов и матриц.
- Никогда не помещайте руки в зону штампа во время работы машины.
- Во время работы используйте защитные очки, защитную обувь и защитные перчатки.
- Перед использованием убедитесь, что защитные устройства (например, световые завесы) работают исправно.
- Перед заменой или обслуживанием пуансонов отключите питание.
- Регулярно проверяйте соединительные гайки, устройства для зачистки и зазор между пуансоном и матрицей.
- К работе с пробивным оборудованием допускается только обученный персонал.
- Немедленно остановите машину и проверьте, нет ли необычных шумов или плохого качества перфорации.
7.0Часто задаваемые вопросы (FAQ)
В1: Почему пуансоны ломаются или трескаются?
A1: Сколы или трещины на пуансоне обычно возникают из-за ослабленных соединительных гаек, несоосности с матрицей, неправильного зазора или неравномерной зачистки, что приводит к неравномерному усилию на пуансоне.
В2: Как предотвратить сколы и трещины на пуансоне?
A2: Регулярно затягивайте стяжные гайки, обеспечивайте правильное совмещение пуансона и матрицы, устанавливайте правильный зазор в зависимости от толщины материала и регулируйте съемник для равномерного распределения давления.
В3: Что такое зазор между пуансоном и матрицей и как его следует устанавливать?
A3: Зазор — это зазор между пуансоном и матрицей. Рекомендуемые значения: общий зазор 1/32 дюйма (3,7 мм) для материалов толщиной 1/8–1/2 дюйма (3,7 мм), 1/16 дюйма (3,7 мм) для материалов толщиной 1/2–3/4 дюйма (3,7 мм) и 3/32 дюйма (3,7 мм) для материалов толщиной более 3/4 дюйма (3,7 мм).
В4: Что делать, если удары кулаками часто ломаются?
A4: Соберите сломанные пуансоны и образцы материалов, отправьте их поставщику или производителю для анализа и рассмотрите возможность использования более прочных пуансонов или корректировки параметров процесса.
В5: Какие меры предосторожности следует соблюдать при работе с пробивным оборудованием?
A5: Убедитесь, что инструменты надежно установлены, используйте соответствующие средства индивидуальной защиты, держите руки подальше от зоны штампа во время работы, регулярно проверяйте устройства безопасности и отключайте питание перед обслуживанием.


