

В этом руководстве представлен обзор принципов, компонентов оборудования, методов эксплуатации, типичных применений и технических преимуществ плазменно-дуговой сварки (PAW) и плазменно-дуговой резки (PAC). Оно призвано помочь производителям и техническим специалистам глубже понять процесс и повысить эффективность производства.
1.0Плазменно-дуговая сварка (PAW)
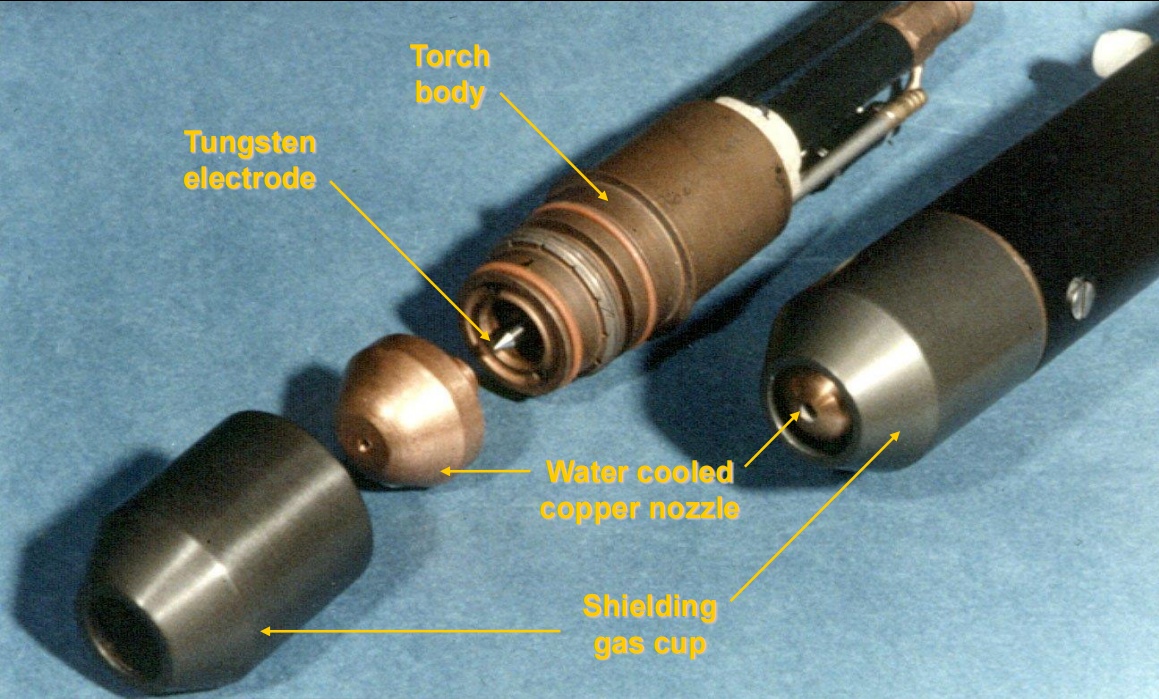
1.1Плазменная сварочная горелка:
Плазменная горелка является основным компонентом системы PAW. Ее внутренняя структура включает вольфрамовый электрод, медное сопло, систему водяного охлаждения и газовые каналы. Из-за чрезвычайно высоких температур, возникающих при сварке, горелка должна быть оснащена эффективным механизмом охлаждения — обычно системой циркуляции воды — для предотвращения перегрева и повреждения. Ручные горелки относительно большие и в основном используются для стационарных установок, требующих точного выравнивания соосности электрода и сопла.
1.2Газы для плазменной сварки:
Распространенные плазменные газы и их применение включают в себя:
- Чистый аргон: подходит для углеродистой стали, титана и циркония.
- Аргон + водород 5–15%: используется для нержавеющих сталей, никелевых сплавов и медных сплавов; увеличивает температуру дуги и провар сварного шва.
- Аргон + гелий ≥40%: применяется при сварке с высоким тепловыделением; повышает температуру дуги, но сокращает срок службы сопла.
Для защиты сварочной ванны от окисления используются защитные газы, такие как аргон, гелий или их смеси.
- Защитные газы: те же, что используются при сварке TIG.
- Расход защитного газа: 10–30 л/мин.
- Обратная продувка: то же, что и при сварке TIG, также требуется для сварки в замочную скважину.
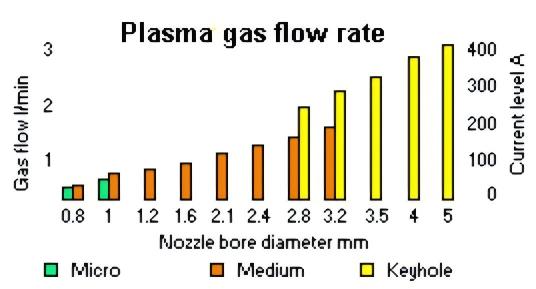
1.3Виды плазменно-дуговой сварки:
В зависимости от текущего ассортимента и области применения PAW подразделяется на:
- Микроплазма (0,1–15 А): подходит для точной сварки небольших деталей.
- Средний ток (15–200 А): подходит для большинства общих сварочных работ.
- Плазменная сварка «замочной скважины» (>100 А): предназначена для сварки с глубоким проплавлением толстых профилей.
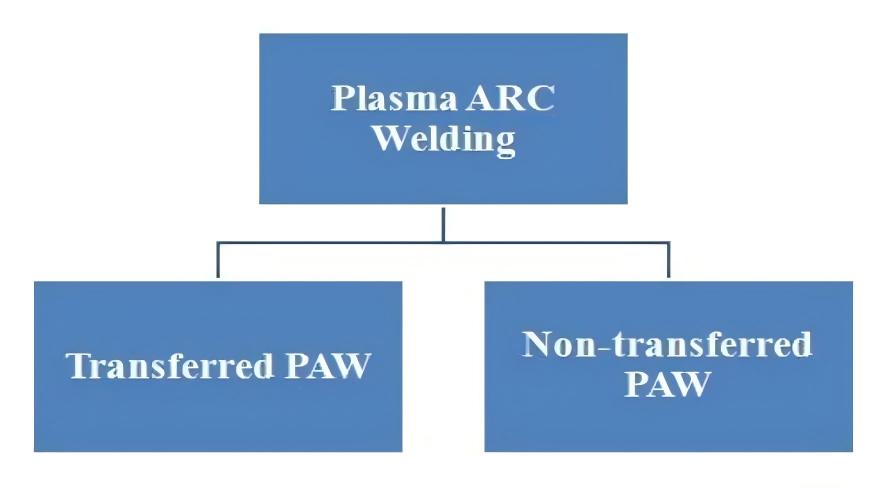
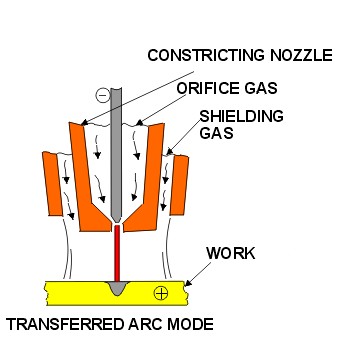
1.4Режим переноса дуги:
В этом режиме дуга устанавливается между электродом (–) и заготовкой (+), делая заготовку частью электрической цепи.
Основные характеристики:
- Высокая плотность энергии, идеально подходит для высокоскоростной сварки и толстых материалов.
- Дуга непосредственно контактирует с заготовкой, концентрируя подвод тепла.
- Обычно используется для сварки стали, алюминия, меди и титана.
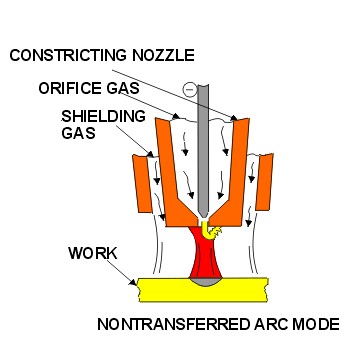
1.5Режим непереносимой дуги:
Здесь дуга образуется между электродом (–) и соплом (+), без вовлечения заготовки в цепь.
Основные характеристики:
- Тепло передается через плазменную струю, выбрасываемую из сопла.
- Подходит для сварки тонких материалов или обработки непроводящих деталей.
- Распространено при операциях резки и поверхностной обработке, например, при наплавке.
2.0Плазменно-дуговая резка (ПДР)
Введение в плазменно-дуговую резку:
Плазменная резка работает по принципу направления струи высокотемпературной плазмы на заготовку, расплавления материала и его сдувания для получения реза.
- Подходит для резки нержавеющей стали, алюминия и цветных металлов.
- Скорость плазменного газа чрезвычайно высока; температура дуги может достигать 20 000°C.
- Резка создает сильный шум; подводная резка может снизить уровень шума.
- Распространенными газами являются азот, аргон, гелий и их смеси.
2.1Плазменная резка:
Плазменная резка не требует предварительного нагрева. Высокотемпературная дуга мгновенно расплавляет материал, а высокоскоростная газовая струя удаляет расплавленный металл.
- Окислительная воздушная плазма: вовлекает в процесс кислород, увеличивая скорость резки.
- Выбор газа: в зависимости от материала выбираются воздух, азот, аргоново-водородные и азотно-водородные смеси.
- Применение: Подходит для листов нержавеющей стали, алюминия и тонкой углеродистой стали.
- Защитные газы: используются по мере необходимости в зависимости от области применения.
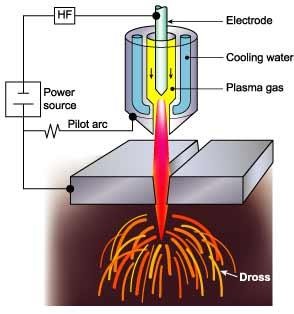
2.2Система плазменной резки:
Полная система плазменной резки обычно включает в себя:
- Источник питания: выход постоянного тока, обычно 50–350 А с напряжением холостого хода около 80 В.
- Высокочастотный стартер дуги.
- Блок водяного охлаждения.
- Плазменная горелка.
- Подача плазменного газа и опциональная внешняя защитная газовая защита.
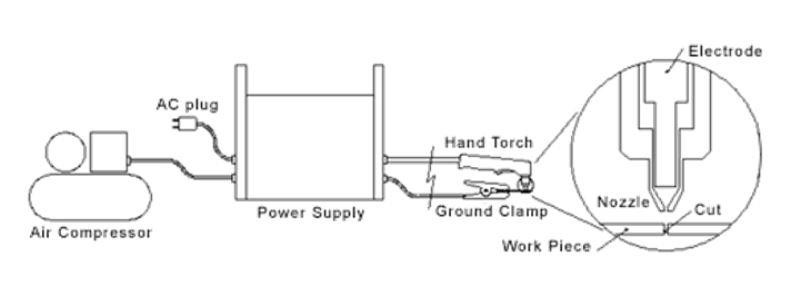
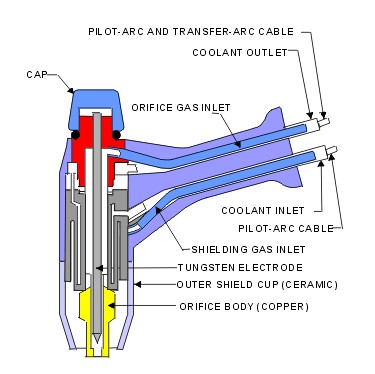
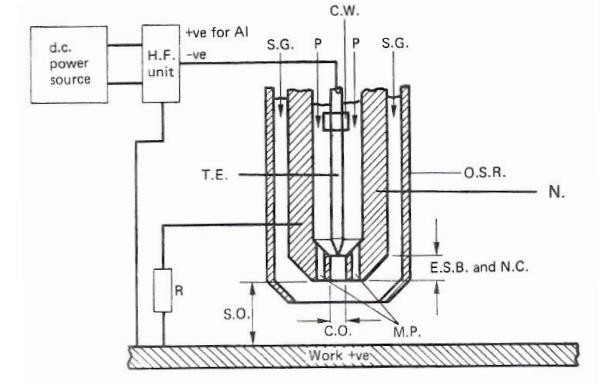
2.3Составные части плазменной дуговой горелки:
Основные компоненты горелки включают в себя:
- CW: Охлаждающая вода для сопла и электрода
- P: Плазменный газ; варьируется в зависимости от типа материала
- SG: Вспомогательный защитный газ
- TE: Вольфрамовый электрод
- OSR: наружная защитная керамика; предотвращает двойную дугу
- R: Сопротивление; ограничивает ток пилотной дуги
- ESB: Расстояние отступа электрода
- NC: Конструкция сопла
- CO: Конструкция отверстия; улучшает скорость газа
- SO: Расстояние отступа; приблизительно 6 мм
- MP: многопортовая конструкция; формирует плазменную дугу
- HP: высокочастотный разряд; инициирует зажигание дуги
- N: Медное сопло
2.4Реальные приложения
- А Машина для плазменной резки труб обрабатывает круглые трубы диаметром 20–219 мм, позволяя выполнять резку линий пересечения и отверстий за один цикл с помощью переносных систем ЧПУ.
- Полноразмерный Машина плазменной и газовой резки с ЧПУ (портального типа) поддерживает листы размером 0,8–160 мм, предлагая автоматическую компенсацию пропила и двухприводный портал для точности.
2.5Скорости резки при плазменно-дуговой резке:
Скорость резки напрямую влияет на качество и эффективность.
- Слишком медленно: приводит к более широкому пропилу и увеличению шлакообразования.
- Слишком быстро: может привести к неполному резу и чрезмерному разбрызгиванию.
Скорость резки должна соответствовать силе тока, размеру сопла и толщине материала.
Системы ЧПУ обеспечивают точный контроль скорости для получения стабильных результатов.
| Материал | Толщина мм |
Текущий усилители |
Резка скорость Мм/мин |
Газ |
| Алюминий | 1.5 5.0 12.0 25.0 |
40 50 400 400 |
1200 1500 3750 1250 |
А/H₂ А/H₂ А/H₂ А/H₂ |
| Нержавеющая сталь 18/8 |
2 5 12 25 |
50 100 380 500 |
1600 2000 1500 625 |
А/H₂ А/H₂ А/H₂ А/H₂ |
2.6Общие настройки для плазменно-дуговой резки:
Рекомендуемые общие настройки включают:
- Совместите электрод и сопло, чтобы сохранить стабильность дуги.
- Соблюдайте расстояние около 6 мм между соплом и заготовкой.
- Выберите тип газа и давление в зависимости от разрезаемого материала.
- Контролируйте интенсивность дуги и избегайте возникновения двойной дуги.
Функции переключателя режимов:
Режим просечно-вытяжной металл: Автоматически возобновляет работу пилотной дуги по мере необходимости при резке металлической сетки.
Режим резки (пластина/листовой металл): Используется для сплошных пластин или листов; продлевает срок службы расходных материалов.
Режим строжки/непереносимая дуга: Предназначен для строжки или задач, требующих непереносимой дуги.

3.0Эксплуатация ручного резака для плазменно-дуговой резки
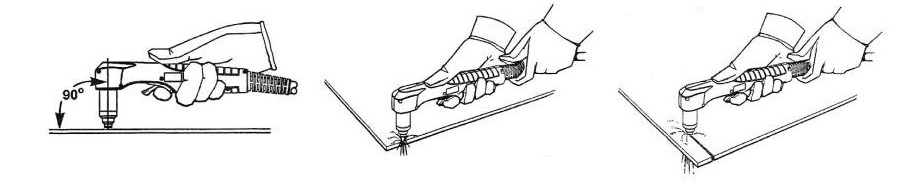
3.1Эксплуатация ручного резака: запуск с края
Наиболее распространенным методом ручной плазменной резки является резка по краю.
- Шаг 1: Расположение горелки: Держите сопло горелки в непосредственном контакте с краем заготовки или близко к нему.
- Шаг 2: Инициирование дуги: Зажгите дугу и сделайте короткую паузу, чтобы обеспечить полное проникновение через кромку.
- Шаг 3: Резка: После того, как дуга пробила сквозной проход, начинайте двигаться по желаемой траектории реза. Поддерживайте постоянную скорость и угол. Горелку следует держать перпендикулярно или слегка наклонить назад (10–15°), чтобы облегчить выброс шлака.
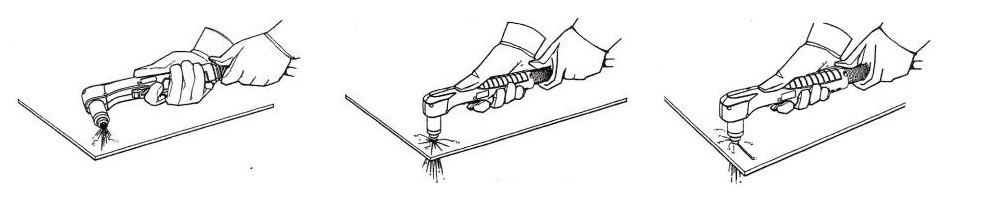
3.2Эксплуатация ручного фонарика: техника прокалывания
Прокалывание — критическая операция при резке пластин средней и большой толщины.
- Тонкие материалы (<2 мм): Начните дугу под углом 15–30°, затем поверните ее в вертикальное положение.
- Толстые материалы (≥2 мм): Во время зажигания дуги соблюдайте расстояние не менее 12 мм; после проплавления опустите его до высоты резки.
Внимание: брызги металла во время прокалывания могут повредить сопло и электрод — соблюдайте правильный контроль расстояния и угла.
Процедура пирсинга:
Шаг 1: Расположение горелки: Держите горелку на расстоянии примерно 1/8 дюйма (3 мм) от поверхности заготовки.
Шаг 2: Зажигание горелки и регулировка угла: Зажгите горелку, удерживая ее под небольшим углом, затем поверните ее в вертикальное положение, пока дуга не стабилизируется.
Шаг 3: Прокалывание и резка: Когда искры выходят снизу, дуга полностью пронзила материал. Продолжайте резку сразу после этого.
3.3Эксплуатация ручного резака: техника строжки
Строжка обычно применяется для удаления сварного шва или подготовки задней поверхности сварного шва.
- Используйте специальные насадки для строжки и защитные приспособления.
- Поддерживайте расстояние до зажигательной дуги около 12 мм.
- Наклоните резак на 20–40° и совершайте равномерные движения из стороны в сторону во время перемещения, чтобы контролировать ширину и глубину канавки.
- Для защиты горелки и окружающей среды рекомендуется использовать защитный теплозащитный экран.
Процедура плазменной строжки:
Шаг 1: Расположение горелки: Держите горелку на расстоянии примерно 1,5 мм от поверхности заготовки.
Шаг 2: Пилотная дуга и перенос дуги: Расположите горелку под углом 45° и зажгите дугу. После стабилизации дуга перейдет на заготовку.
Шаг 3: Операция строжки: Поддерживайте угол 45° на протяжении всего процесса. Перемещайте резак в направлении движения с равномерной подачей, чтобы сформировать канавку.
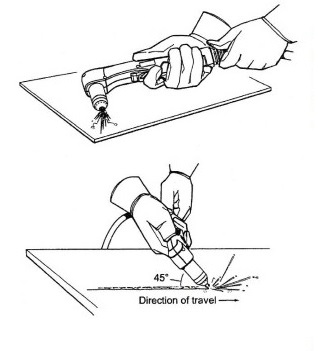
Примечание: Теплозащитный экран можно использовать для дополнительной защиты рук оператора и компонентов резака во время строжки.
3.4Советы по методам плазменной обработки
Для повышения качества резки и общей эффективности рекомендуются следующие передовые методы:
- Использование направляющих и роликов: Используйте направляющие резака или роликовые насадки для поддержания вертикальной ориентации и постоянной скорости перемещения.
- Соблюдайте надлежащую дистанцию: Держите сопло на правильном расстоянии от заготовки, чтобы избежать дефектов скоса и обеспечить однородность реза.
- Контроль ширины и направленности пропила: Изучите ширину реза и его направленное смещение; установите соответствующую компенсацию ЧПУ для получения точных размеров детали.
- Направление резки имеет значение: Направление движения (по часовой стрелке или против часовой стрелки) влияет на прямоугольность реза. Выберите направление в зависимости от желаемого контура и конечного качества кромки.
Вас интересуют комплексные решения по резке?
Познакомьтесь с нашими передовыми машинами плазменной резки труб и плазменно-пламенной резки с ЧПУ, которые позволят оптимизировать рабочие процессы изготовления труб и пластин. Свяжитесь с нами для получения подробных технических описаний и цен.



