

- 1.0Какие существуют нормальные виды износа металлорежущих инструментов?
- 2.0Что представляет собой процесс износа металлорежущих инструментов?
- 3.0Каков критерий износа (затупления) металлорежущих инструментов?
- 4.0Каков срок службы металлорежущих инструментов?
- 5.0Какие факторы влияют на срок службы металлорежущих инструментов?
- 6.0Как объективно определить срок службы металлорежущих инструментов?
- 7.0Часто задаваемые вопросы (FAQ)
Введение
Резка металла — это основа современного производства, а металлорежущие инструменты — ключевые элементы этой основы. От автомобильных компонентов до аэрокосмических конструкций, от прецизионных пресс-форм до деталей общего назначения — производство практически всех металлических изделий зависит от эффективных и надежных режущих инструментов.
Однако при непрерывной обработке износ инструмента неизбежен. Он напрямую определяет срок службы инструмента и, в свою очередь, влияет на эффективность производства, себестоимость обработки и стабильность качества продукции.
1.0Какие существуют нормальные виды износа металлорежущих инструментов?
Классификация отказов инструмента:
Выход инструмента из строя можно разделить на две основные категории: естественный износ и поломка инструмента. Естественный износ в основном включает следующие виды износа.
1.1Маска для лица Rake Face Wear:
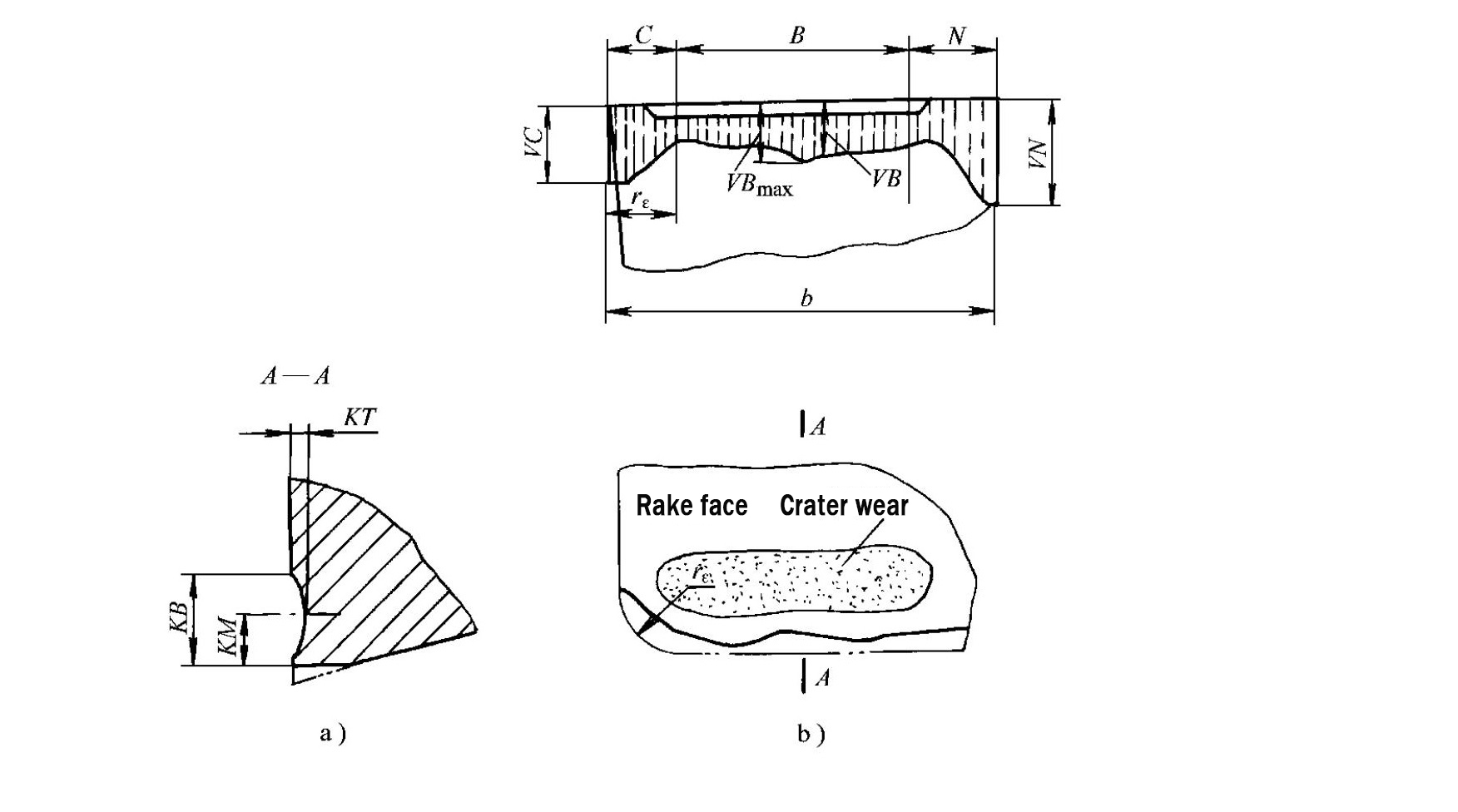
При резке на высоких скоростях и с большой толщиной резания, особенно при обработке высокотемпературных пластичных металлов, таких как сталь, интенсивное трение на передней поверхности резца приводит к образованию кратера в форме полумесяца.
Центр кратера соответствует самой высокой температуре резания на передней поверхности резца. Между кратером и основной режущей кромкой остается небольшой выступ. По мере продолжения резания кратер постепенно увеличивается в ширине и глубине, выступ сужается, и в конечном итоге происходит скол кромки.
Расстояние от центра кратера до основной режущей кромки (\(K_M\)) обычно составляет около 1–3 мм, а степень износа выражается максимальной глубиной кратера \(K_T\).
1.2Накладки на бока лица:
Между боковой поверхностью режущего инструмента и обрабатываемой поверхностью возникает сильное трение, быстро образующее узкую зону износа с нулевым углом зазора вблизи основной режущей кромки.
Этот тип износа возникает при низких скоростях резания и малой толщине резания, независимо от того, обрабатываются ли хрупкие или пластичные металлы.
Типичные характеристики износостойкой полосы на боковой поверхности:
- Зона носовой части инструмента (зона C): Из-за низкой прочности и плохого теплоотвода наблюдается наиболее сильный износ; максимальное значение выражается как \(V_C\).
- Боковая поверхность вблизи обрабатываемой детали (зона N): Склонен к образованию глубоких борозд (граничный износ); глубина обозначена \(V_N\).
- Средняя часть износостойкой ленты (зона B): Наблюдается относительно равномерный износ; максимальная ширина износа обозначается как \(V_{B\text{max}}\).
1.3Одновременный износ кромки и боков:
При обработке высокотемпературных пластичных металлов при умеренных скоростях резания и подаче часто одновременно происходит образование кратеров на передней и боковой поверхностях резца.
2.0Что представляет собой процесс износа металлорежущих инструментов?
Разделение сценического инвентаря:
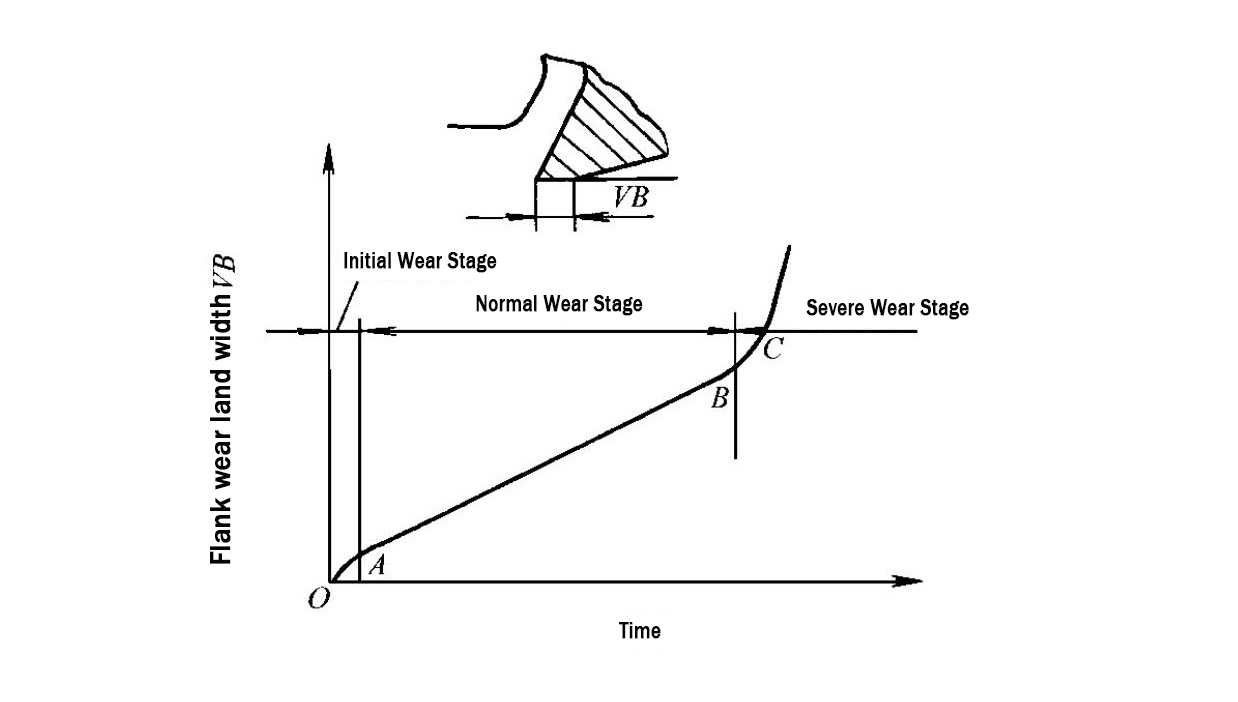
При заданных условиях резания, независимо от формы износа, износ инструмента увеличивается со временем резания и, как правило, проходит три стадии.
2.1Начальная стадия износа:
У недавно заточенных металлорежущих инструментов шероховатая поверхность и микроскопические дефекты, такие как микротрещины на боковой поверхности. Режущая кромка острая, а площадь контакта между боковой поверхностью и обрабатываемой поверхностью мала.
В результате сжимающее напряжение и температура резания сильно концентрируются на режущей кромке, что приводит к относительно высокой скорости износа.
2.2Этап нормального износа:
После начального периода износа шероховатая поверхность боковой грани становится более гладкой, площадь несущей поверхности увеличивается, сжимающее напряжение уменьшается, а скорость износа значительно снижается и стабилизируется. Затем металлорежущий инструмент переходит в стадию нормального износа.
2.3Стадия интенсивного износа:
Когда ширина износа боковой поверхности инструмента \(V_B\) достигает критического предела, трение резко возрастает, силы резания и температура резания быстро повышаются, а скорость износа резко ускоряется. Металлорежущий инструмент быстро выходит из строя и теряет свою режущую способность.
3.0Каков критерий износа (затупления) металлорежущих инструментов?
Основание для вынесения решения по делу Дуллинга:
Когда металлорежущий инструмент изнашивается до определенной степени, происходят следующие явления:
- Сила резания и температура резания значительно возрастают.
- Обработанная поверхность становится шероховатой, и точность размеров выходит за пределы допустимых отклонений.
- Цвет и форма микросхемы могут измениться, возможно появление вибрации или шума.
Эти явления указывают на то, что инструмент затупился.
Определение критерия притупления:
В соответствии с требованиями обработки необходимо указать максимально допустимое значение износа — это значение известно как критерий износа инструмента (затупления).
Причина выбора критерия:
Поскольку износ боковой поверхности является наиболее распространенным и легко измеряемым, в качестве критерия износа металлорежущих инструментов обычно используется среднее значение износа в средней части боковой поверхности, \(V_B\).
3.1Рекомендуемые значения \(V_B\) при различных условиях обработки
| Условия обработки | Рекомендуемое значение VB (мм) |
|---|---|
| Завершить токарную обработку | 0,1–0,3 |
| Черновая токарная обработка легированной стали или черновая токарная обработка заготовок с низкой жесткостью. | 0,4–0,5 |
| Грубая токарная обработка углеродистой стали | 0,6–0,8 |
| Грубая токарная обработка чугунных деталей. | 0,8–1,2 |
| Низкоскоростная черновая токарная обработка крупных стальных и чугунных заготовок. | 1,0–1,5 |

4.0Каков срок службы металлорежущих инструментов?
Определение срока службы инструмента:
Срок службы инструмента определяется как общее эффективное время резания с момента начала резания после заточки инструмента до достижения износом заданного критерия затупления. Время, не связанное с резанием, такое как установка инструмента, измерение, быстрое перемещение и обратные ходы, не включается.
Срок службы инструмента обозначается буквой \(T\) и измеряется в минутах.
Классификация срока службы инструмента:
- Металлорежущие инструменты с возможностью переточки: Срок службы инструмента — это фактическое время резания между двумя последовательными операциями переточки; общий срок службы инструмента — это время резания от первого использования до полного износа.
- Неперетачиваемые металлорежущие инструменты: Общий срок службы инструмента равен сроку службы инструмента.
5.0Какие факторы влияют на срок службы металлорежущих инструментов?
5.1Параметры резки:
Параметры резания являются одними из наиболее важных факторов, влияющих на процесс. Общая зависимость между сроком службы инструмента \(T\) и параметрами резания выглядит следующим образом:
$$
T = \frac{C_T}{v_c^x \cdot f^y \cdot a_p^z}
$$
Где:
- \(C_T\): Коэффициент ресурса инструмента, зависящий от материала инструмента, материала заготовки и условий резания.
- \(x, y, z\): Эмпирические показатели степени, обычно с \(x > y > z\)
Пример:
При токарной обработке углеродистой стали с давлением \(\sigma_b = 0,637\ \text{ГПа}\) с использованием твердосплавного токарного инструмента:
$$
T = \frac{C_T}{v_c^5 \cdot f^{2.25} \cdot a_p^{0.75}}
$$
Правило:
По мере увеличения \(v_c\), \(f\) и \(a_p\) срок службы инструмента \(T\) уменьшается. Наибольшее влияние оказывает скорость резания \(v_c\), за ней следует скорость подачи \(f\), а наименьшее — глубина резания \(a_p\).
Для повышения производительности и обеспечения длительного срока службы инструмента сначала выберите больший \(a_p\), затем больший \(f\) и, наконец, разумный \(v_c\).
5.2Параметры геометрии инструмента:
- Угол наклона (\(\gamma_o\)): Увеличение угла заточки снижает силу резания и температуру, продлевая срок службы инструмента. Чрезмерный угол заточки ослабляет прочность инструмента и снижает теплоотдачу, увеличивая риск поломки.
- Главный угол режущей кромки (\(\kappa_r\): Уменьшение этого параметра повышает прочность наконечника инструмента и улучшает теплоотвод. Чрезмерно малое значение \(\kappa_r\) увеличивает радиальную силу и может вызывать вибрацию в системах с низкой жесткостью.
- Дополнительные факторы: Уменьшение малого угла режущей кромки \(\kappa_r\) и увеличение радиуса закругления вершины инструмента \(r_\varepsilon\) оказывают аналогичное положительное влияние на срок службы инструмента.
5.3Материал инструмента:
Повышенная прочность при высоких температурах и износостойкость продлевают срок службы инструмента. В условиях ударной нагрузки, тяжелых нагрузок или при обработке труднодоступных материалов ударная вязкость и прочность на изгиб становятся определяющими факторами.
5.4Материал заготовки:
- Повышенная прочность и твердость увеличивают температуру резания и сокращают срок службы инструмента.
- Повышенная пластичность и прочность в сочетании с низкой теплопроводностью также повышают температуру резания и сокращают срок службы инструмента.
6.0Как объективно определить срок службы металлорежущих инструментов?
Основной принцип:
Разумный выбор ресурса инструмента повышает производительность и снижает затраты. Чрезмерно длительный ресурс инструмента требует малых параметров резания и снижает скорость съема металла. Чрезмерно короткий ресурс инструмента увеличивает время замены и переточки инструмента, что повышает общую стоимость.
6.1Рекомендуемые значения срока службы распространенных инструментов
| Тип инструмента | Рекомендуемый срок службы инструмента (мин) |
|---|---|
| Инструменты для токарной обработки из быстрорежущей стали | 60–90 |
| Сверла из быстрорежущей стали | 80–120 |
| Пайные твердосплавные токарные инструменты | 60 |
| Сменные твердосплавные токарные инструменты | 15–30 |
| Твердосплавные торцевые фрезы | 120–180 |
| инструменты для нарезки зубчатых колес | 200–300 |
| Токарные инструменты из быстрорежущей стали для автоматических станков | 180–200 |
6.2Дополнительные соображения:
- Сложность и точность инструмента: Сложные, высокоточные многолезвийные инструменты требуют более длительного срока службы, чем простые, низкоточные однолезвийные инструменты.
- Индексируемые инструменты: Быстрая замена вставок позволяет сократить срок службы инструмента и поддерживать остроту режущих кромок.
- Чистовая и черновая обработка: Инструменты для чистовой обработки требуют более длительного срока службы из-за меньших режущих нагрузок и более высоких требований к точности.
- Финишная обработка крупных заготовок: Увеличение срока службы инструмента позволяет избежать его замены в процессе работы.
- Обработка на станках с ЧПУ: Срок службы инструмента должен превышать одну рабочую смену и быть больше, чем время обработки одной детали.
7.0Часто задаваемые вопросы (FAQ)
В: Почему износ боковой поверхности инструмента является наиболее распространенным критерием затупления инструмента?
А: Износ боковой поверхности резца является наиболее распространенным видом износа при металлообработке, применимым как к хрупким, так и к пластичным металлам при низких и средних скоростях резания. Полоса износа имеет правильную форму, с равномерным износом в средней части (зона B), а среднее значение износа \(V_B\) легко измерить и контролировать. Поэтому \(V_B\) широко используется в качестве стандартного критерия затупления.
В: Какой параметр резания оказывает наибольшее влияние на срок службы инструмента?
А: Наибольшее влияние оказывает скорость резания (\(v_c\)), за ней следует скорость подачи (\(f\)), а наименьшее — глубина резания (\(a_p\)). Это подтверждается уравнением срока службы инструмента, где большие показатели степени указывают на большее влияние.
В: Чем отличается выбор ресурса инструмента при чистовой и черновой обработке?
А: Чистовая обработка предполагает меньшие режущие нагрузки и требует большего срока службы инструмента для обеспечения качества поверхности и точности размеров. Черновая обработка ориентирована на быстрое удаление материала и может использовать инструмент с меньшим сроком службы при больших параметрах резания.
В: Почему срок службы сменных инструментов меньше, чем у инструментов, изготовленных методом пайки?
А: Сменные пластины позволяют быстро заменять вставки без переточки, поддерживая остроту режущих кромок. Сокращенный срок службы инструмента обеспечивает более высокую эффективность резки при одновременном снижении стоимости инструмента.
В: Существуют ли особые требования к сроку службы инструмента при обработке на станках с ЧПУ?
А: Да. Обработка на станках с ЧПУ, как правило, автоматизирована и осуществляется непрерывно. Срок службы инструмента должен превышать одну рабочую смену и быть больше времени, необходимого для обработки одной детали, чтобы обеспечить стабильное и бесперебойное производство.