

- 1.0Основной принцип индукционного нагрева
- 2.0Типичные конфигурации индукционного нагрева
- 3.0Типичные сценарии применения индукционного нагрева
- 4.0Сценарии применения, классифицированные по частоте
- 5.0Основные преимущества индукционного нагрева
- 6.0Основные параметры процесса индукционного нагрева
- 7.0Базовая конфигурация и основные характеристики индукционного нагревательного оборудования.
- 8.0Часто задаваемые вопросы (FAQ)
Индукционный нагрев Электромагнитный нагреватель — это физическое явление в области электромагнетизма. Благодаря высокой эффективности, точности и экологичности, он играет решающую роль в промышленном производстве и широком спектре применений. В частности, он обеспечивает надежное и контролируемое решение для нагрева специализированного оборудования, такого как машины для закрытия концов труб.
1.0Основной принцип индукционного нагрева
Суть индукционного нагрева заключается в передаче и преобразовании энергии посредством электромагнитной индукции. Когда электрический ток протекает через первичную катушку, действующую как электромагнит, он генерирует переменное магнитное поле.
Если в это поле поместить проводящую заготовку (обычно металл, но также и проводящие материалы, такие как углерод или графит), она фактически образует короткозамкнутый вторичный контур, в котором индуцируются вихревые токи. По мере того, как эти вихревые токи протекают через материал, они сталкиваются с электрическим сопротивлением и выделяют тепло за счет эффекта Джоуля.
Если заготовка изготовлена из магнитного материала, возникает второй механизм нагрева в виде гистерезисных потерь, при котором многократная переориентация магнитных доменов под действием изменяющегося магнитного поля приводит к дополнительному выделению тепла.
Общее количество выделяемого тепла зависит от нескольких ключевых факторов:
- Электрическая энергия, используемая для создания переменного магнитного поля.
- Размеры и геометрия заготовки
- Свойства материала заготовки
- Степень сцепления между заготовкой и первичной обмоткой
2.0Типичные конфигурации индукционного нагрева
Индукционные системы нагрева, как правило, реализуются в двух основных конструктивных вариантах, каждый из которых подходит для различных задач:
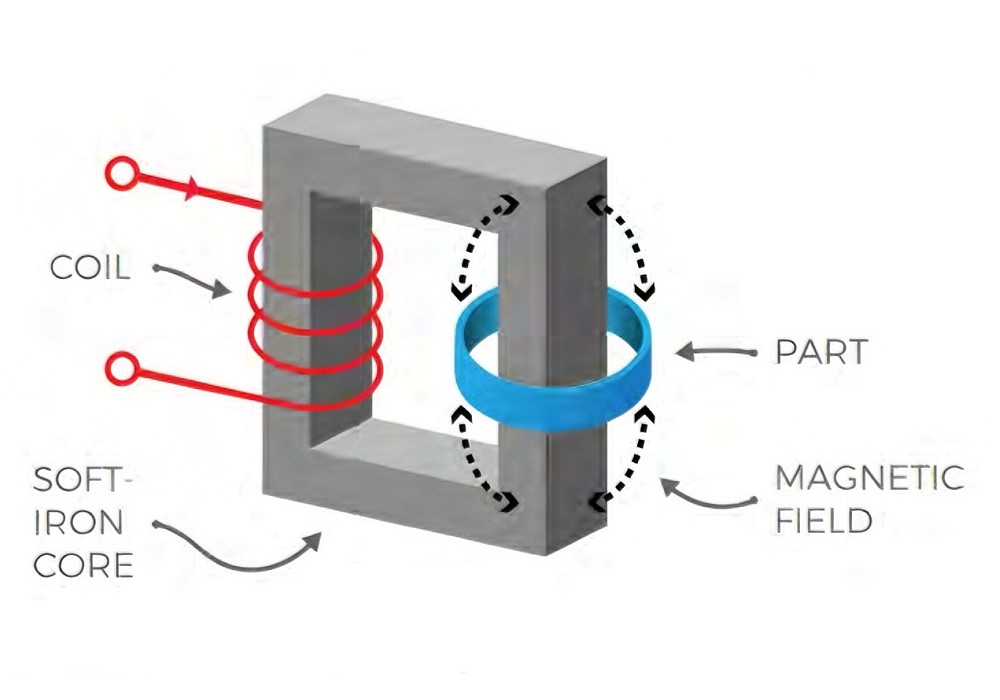
2.1Конфигурация мягкого магнитного сердечника
- Общий мягкий магнитный сердечник передает переменное магнитное поле от первичной катушки (с большим количеством витков) к заготовке.
- Заготовка выступает в роли одновитковой, закороченной вторичной катушки.
- Работает в соответствии с принципами сохранения коэффициента трансформации и электромагнитной энергии, обеспечивая низкое напряжение и очень высокий ток.
- Идеально подходит для задач концентрированного нагрева (например, для предварительного нагрева концов труб в машинах для закрытия концов труб).
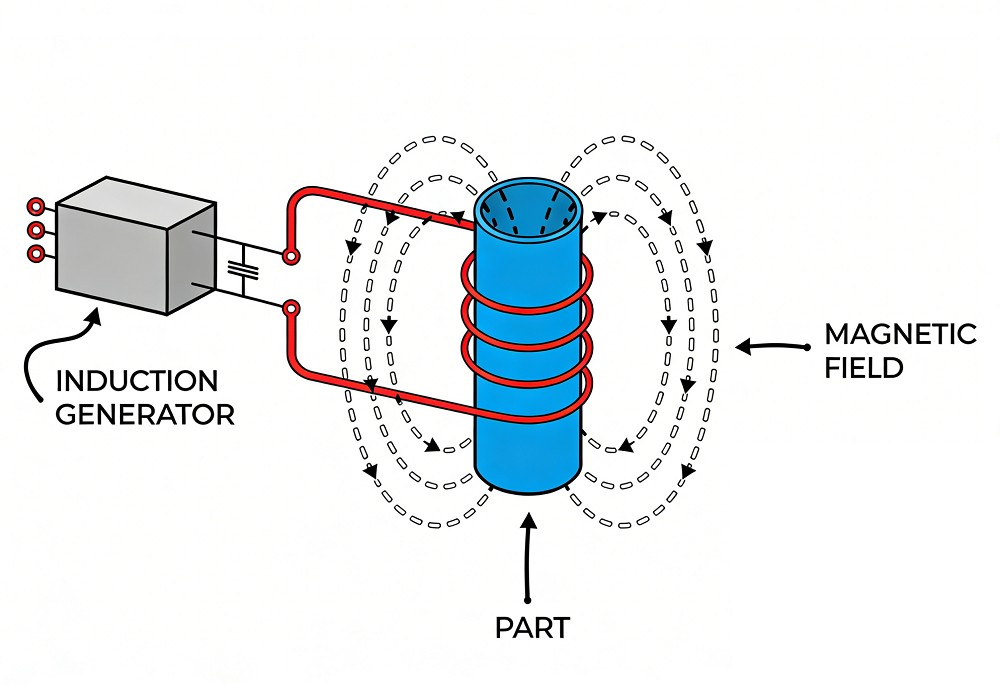
2.2Конфигурация прямого соединения
- Первичная обмотка расположена непосредственно вокруг заготовки.
- Заготовка помещена непосредственно в переменное магнитное поле (без мягкого магнитного сердечника).
- Обеспечивает более высокую эффективность обогрева
- Подходит для непрерывных высокопроизводительных производственных процессов.
3.0Типичные сценарии применения индукционного нагрева
Область применения индукционного нагрева обширна и обычно классифицируется в зависимости от уровня мощности, создаваемой в обрабатываемой детали:
3.1Мощные приложения
- Индукционная плавка
- Сварка, мягкая пайка и пайка твердым припоем (быстрый нагрев до температуры плавления/соединения).
3.2Приложения с низким энергопотреблением
- Термическая обработка: поверхностное/локальное упрочнение подшипников, шестерен, втулок, шкивов, муфт (повышает твердость и износостойкость).
- Термоусадочная сборка (термоусадочная посадка): нагрев компонентов для компенсации расширения во время сборки, охлаждение для плотной посадки с натягом.
- Специализированные приложения:
- Соединение металла со стеклом или пластиком.
- Косвенный нагрев (приготовление пищи, литье пластмасс под давлением, герметизация упаковки)
- Нагрев и герметизация торцов труб в Машины для закрытия концов труб
4.0Сценарии применения, классифицированные по частоте
Индукционный нагрев может быть адаптирован к конкретным требованиям в зависимости от частоты рабочего тока:
4.1Низкочастотный индукционный нагрев (50 или 60 Гц)
- Использует стандартную частоту сети.
- Экономичное решение с глубоким проникновением тепла.
- Обеспечивает постепенный и равномерный нагрев крупных заготовок.
4.2Индукционный нагрев средней частоты (5–500 кГц)
- Подходит для высокоэнергетической локальной или подповерхностной термообработки.
- Глубина проникновения тепла уменьшается с увеличением частоты.
- Позволяет точно нагревать выбранные участки заготовки.
| Диапазон частот | Глубина проникновения | Характеристики нагрева | Типичные применения |
| Низкие частоты (50–60 Гц) | Глубокий | Постепенный, равномерный нагрев большого объема | Крупные заготовки, общий нагрев |
| Средняя частота (5–500 кГц) | Средняя или мелкая глубина | Локализованный, контролируемый нагрев | Обработка поверхности или подповерхностного слоя, нагрев торца трубы. |






5.0Основные преимущества индукционного нагрева
По сравнению с традиционными методами нагрева (пламенный нагрев, печной нагрев, нагрев в масляной бане), индукционный нагрев обладает существенными техническими преимуществами:
- Быстрый нагрев: Мгновенный нагрев при подаче питания (без предварительного нагрева), сокращение времени ожидания производства и повышение производительности.
- Высокая энергоэффективность: Тепло генерируется непосредственно внутри заготовки (исключая потери тепла извне); отсутствие ненужных циклов нагрева/охлаждения системы; мгновенное отключение питания при отсутствии заготовки.
- Высокая чистотаОтсутствие прямого контакта между источником тепла (первичной катушкой) и заготовкой предотвращает коррозию, загрязнение остатками или разрушение материала от открытого пламени.
- Повышенная безопасностьКонструкция, изначально безопасная; не требует специальных мер безопасности для внешних источников тепла; не потребляет кислород из окружающей среды; не выделяет дыма или вредных выбросов.
- Простота управленияПолностью электрический привод с превосходной управляемостью; поддерживает дистанционное управление, интеграцию датчиков и мониторинг процесса нагрева в реальном времени посредством регистрации данных.
- Стабильное качество продукцииУдобное управление процессом обеспечивает равномерный нагрев обрабатываемых деталей; предопределенные профили нагрева позволяют получать высококачественную продукцию с минимальными остаточными внутренними напряжениями.
- Простая интеграция в производствоКомпактные размеры; удобная загрузка/выгрузка заготовок; не требует специальных мер безопасности для оператора или вытяжки дыма (снижает трудозатраты на модификацию линии и эксплуатационные расходы).
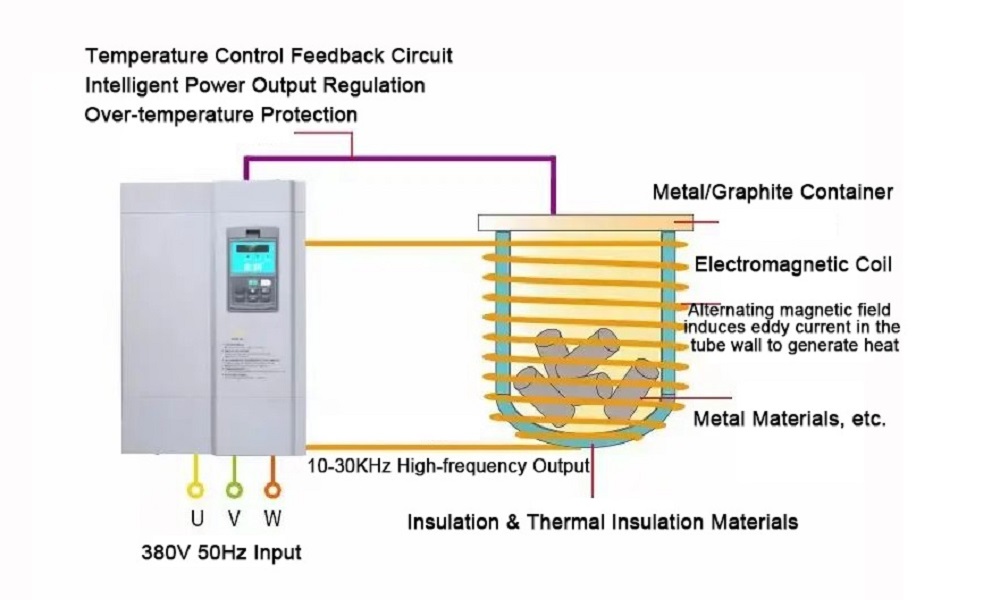
6.0Основные параметры процесса индукционного нагрева
Эффективность индукционного нагрева зависит от критически важных параметров процесса, которые должны быть точно определены с учетом характеристик обрабатываемой детали:
- ЧастотаОсновной фактор, определяющий глубину проникновения тепла (чем выше частота, тем меньше глубина проникновения); низкая частота для крупных заготовок, высокая частота для мелких компонентов/нагрева поверхности.
- ВластьОпределяет интенсивность нагрева заготовки; регулируется в зависимости от объема материала и целевой температуры.
- заданная температура: Конечная требуемая температура (единое фиксированное значение или температурно-временной профиль) для контролируемого нагрева и минимизации напряжений.
- Геометрия катушки/индуктораРазработан с учетом формы заготовки для оптимального соединения; напрямую влияет на эффективность нагрева и равномерность распределения температуры.
- Свойства материалаЗаготовка должна быть электропроводной (сопротивление влияет на глубину проникновения и выделение тепла вихревыми токами); магнитные материалы обеспечивают дополнительный нагрев за счет потерь на гистерезис (более высокая эффективность).
7.0Базовая конфигурация и основные характеристики индукционного нагревательного оборудования.
7.1Базовая конфигурация
С функциональной точки зрения, к основным компонентам относятся:
- Электромагнит (первичная катушка)
- Электронный генератор или источник питания от сети (подает переменный ток для создания магнитного поля).
- Для промышленного применения требуются дополнительные вспомогательные системы:
- Устройства для перемещения материалов
- Силовые шкафы
- системы управления технологическими процессами
- Пользовательские интерфейсы
- Системы охлаждения
7.2Основные технические характеристики
Промышленное индукционное нагревательное оборудование включает в себя следующие функции для удовлетворения производственных требований:
- Энергоэффективная работаЕмкостная компенсация корректирует коэффициент мощности, минимизируя фазовый сдвиг и потери активной мощности при работе с высокими токами.
- Компактные габаритыЗанимает ограниченную площадь относительно размера заготовки, что позволяет легко интегрировать его в различные производственные линии.
- Усовершенствованный контроль температуры:
- Базовое регулирование заданного значения температуры
- Нагрев с постепенным увеличением мощности (плавный нагрев)
- Дифференциальный контроль температуры (контроль разницы внутренней и внешней температуры с заданным максимально допустимым пределом).
- Удобство в эксплуатацииУпрощенный сенсорный интерфейс с поддержкой нескольких языков; отображение состояния системы в реальном времени (параметры, температура, коды неисправностей); информация о тревогах/сбоях.
- Широкие коммуникационные возможностиEthernet для удаленного управления параметрами; USB для экспорта технологических данных (поддерживает отслеживание качества).
- Индивидуальные решенияРазработка индивидуальных решений для конкретных функциональных требований или сценариев применения.
8.0Часто задаваемые вопросы (FAQ)
8.1Можно ли нагревать немагнитные материалы с помощью индукционного нагрева?
Да. Основное требование — электрическая проводимость (а не магнитные свойства). Немагнитные проводящие материалы (например, алюминий, медные сплавы) нагреваются за счет джоулева тепла от индуцированных вихревых токов. Поскольку отсутствует нагрев за счет потерь на гистерезис, параметры (мощность, частота) должны быть скорректированы для обеспечения достаточной эффективности.
8.2Подходит ли индукционный нагрев для операций по герметизации концов небольших труб в трубоукладочных машинах?
Да, это вполне применимо. Индукционный нагрев средней частоты (5–500 кГц) обеспечивает точный локальный нагрев концов труб для достижения требуемой температуры герметизации. Быстрый, чистый, бесконтактный нагрев гарантирует целостность герметизации и качество поверхности, а компактная конструкция оборудования позволяет легко интегрировать его в производственные линии.
8.3Как избежать внутренних напряжений в заготовке при индукционном нагреве?
Ключевым моментом является внедрение контролируемого профиля нагрева:
- Используйте плавный нагрев для постепенного увеличения входной мощности (это предотвратит резкое повышение температуры).
- Используйте дифференциальный контроль температуры для мониторинга и ограничения градиентов температуры между внутренним и внешним слоями атмосферы.
- Выберите соответствующие параметры частоты и температуры в зависимости от свойств материала, чтобы обеспечить равномерный нагрев.
Ссылка
https://en.wikipedia.org/wiki/Induction_heating


