

Как пользоваться ручным трубогибом
В этом руководстве содержатся пошаговые инструкции, основные формулы и практические советы по устранению неполадок, которые помогут пользователям выполнять точные и последовательные гибки. От простых гибов на 90° до многоплоскостных и обратных гибов, каждый раздел предназначен для повышения точности и уверенности гибки в различных приложениях.
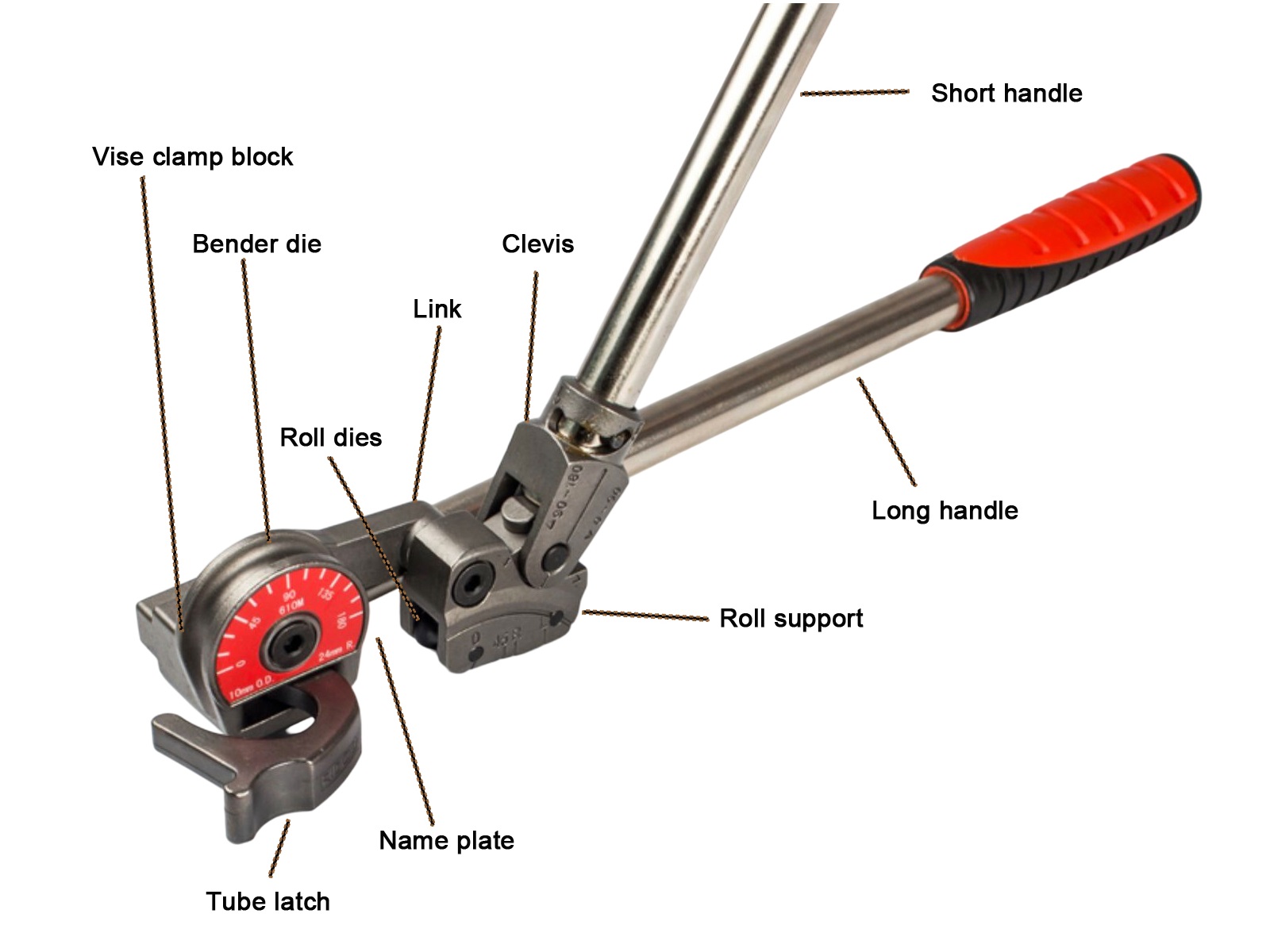
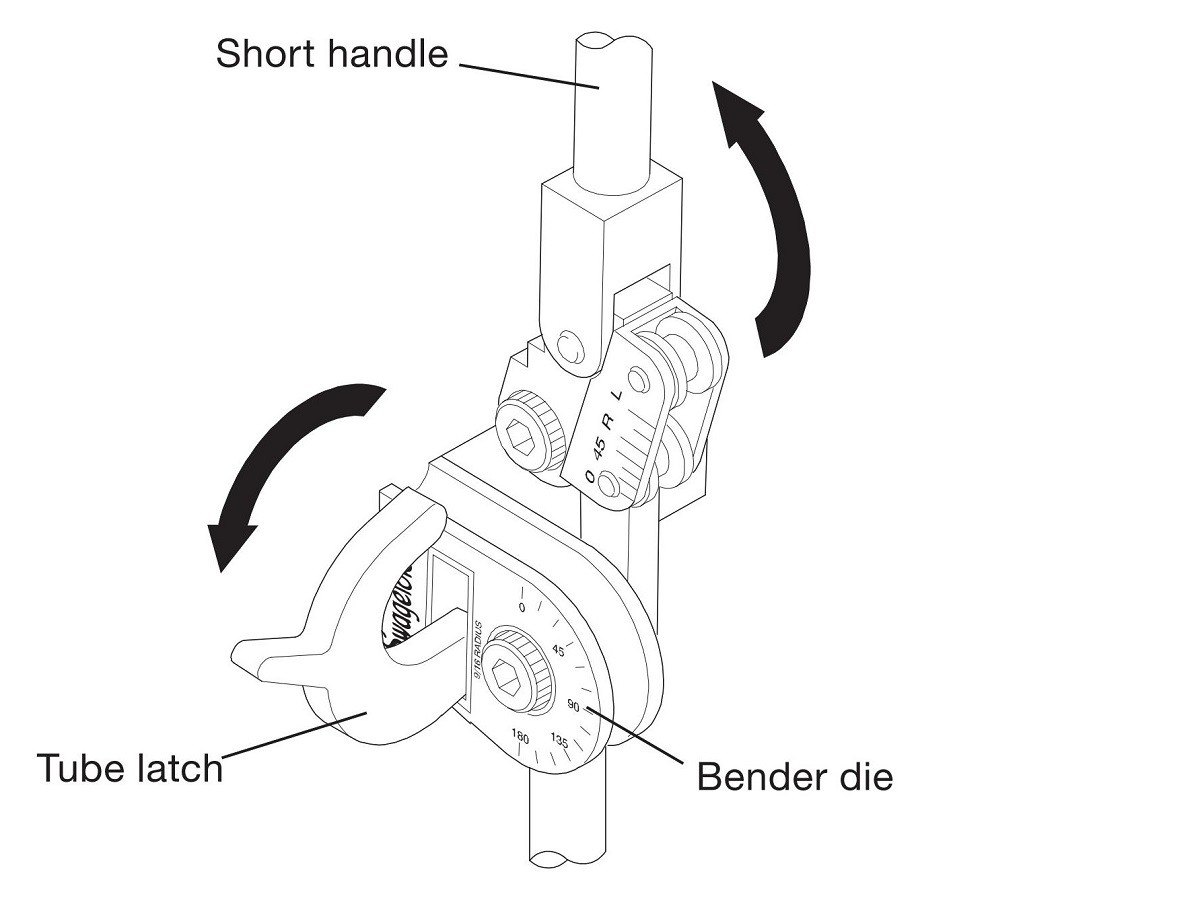
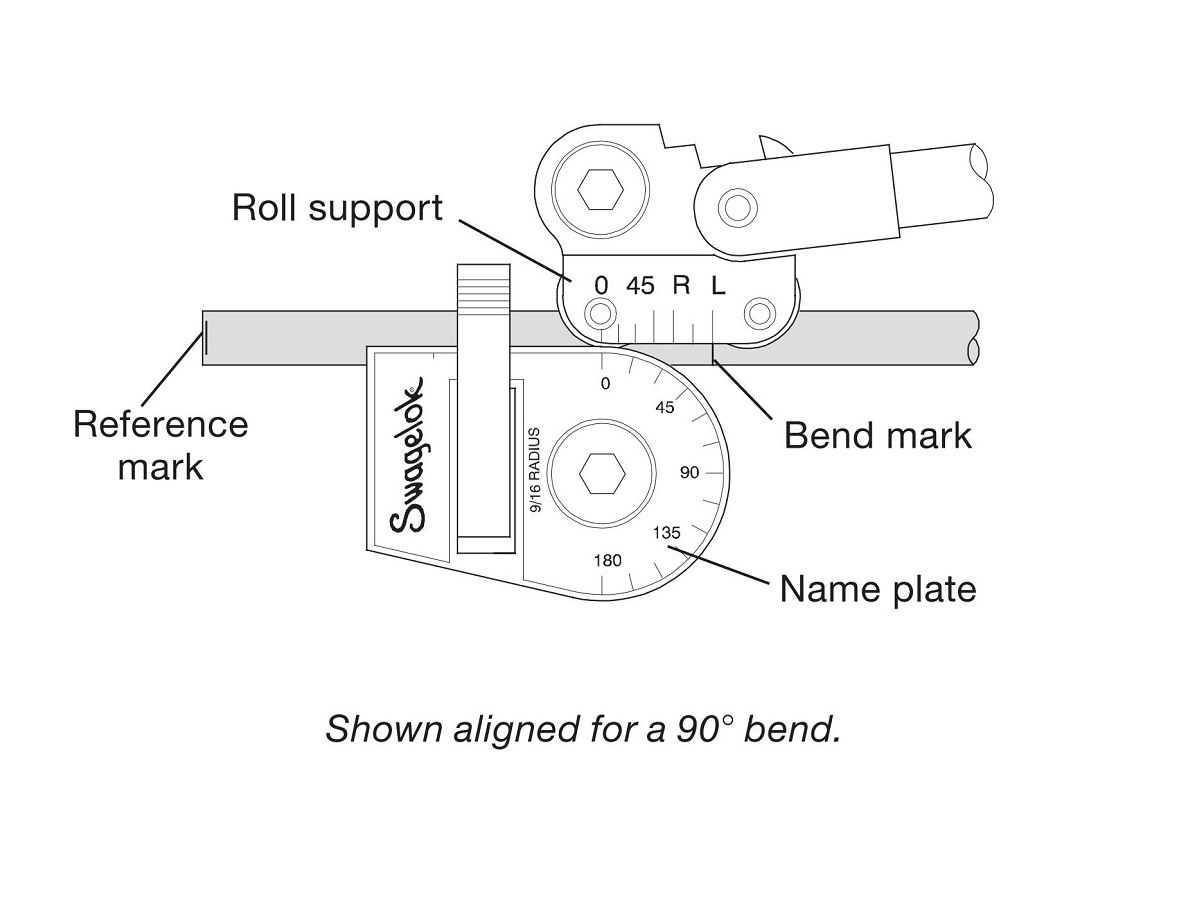
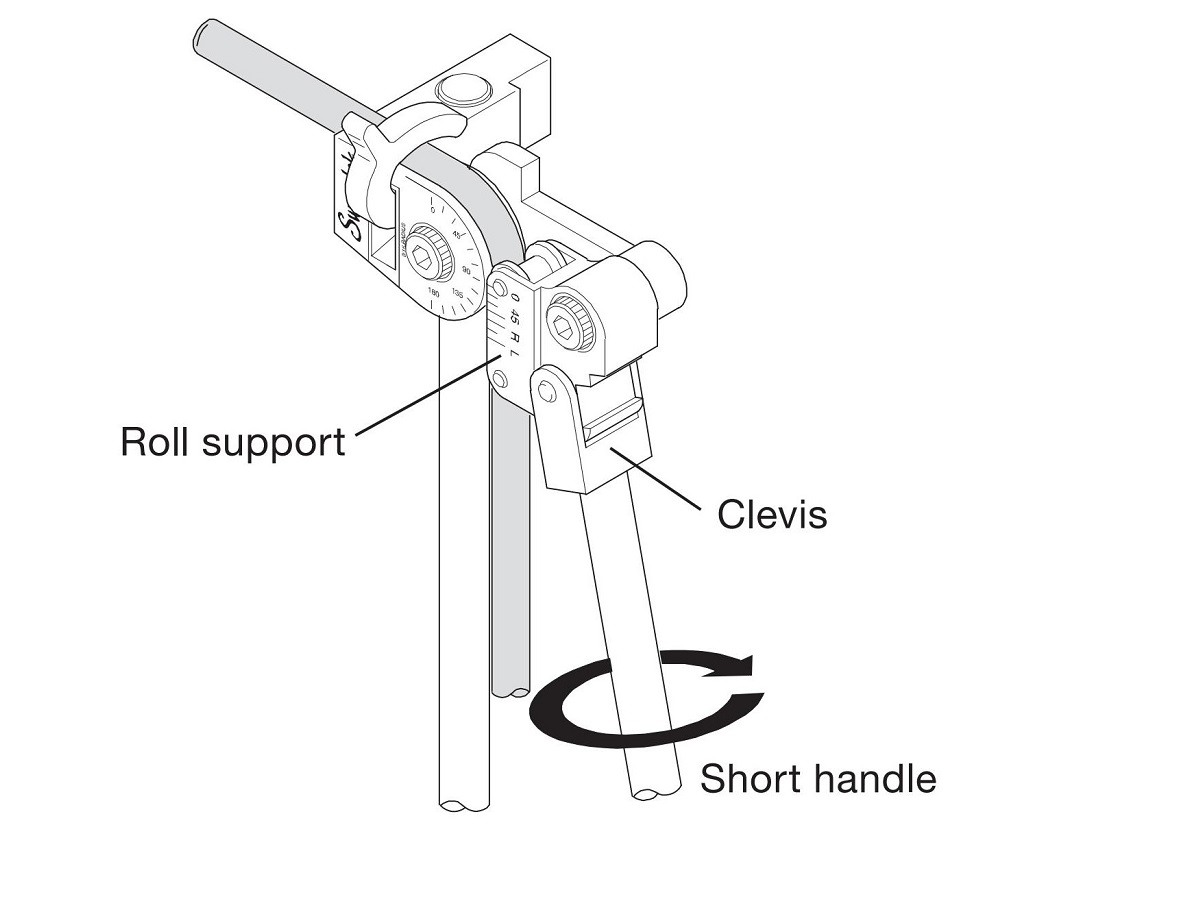
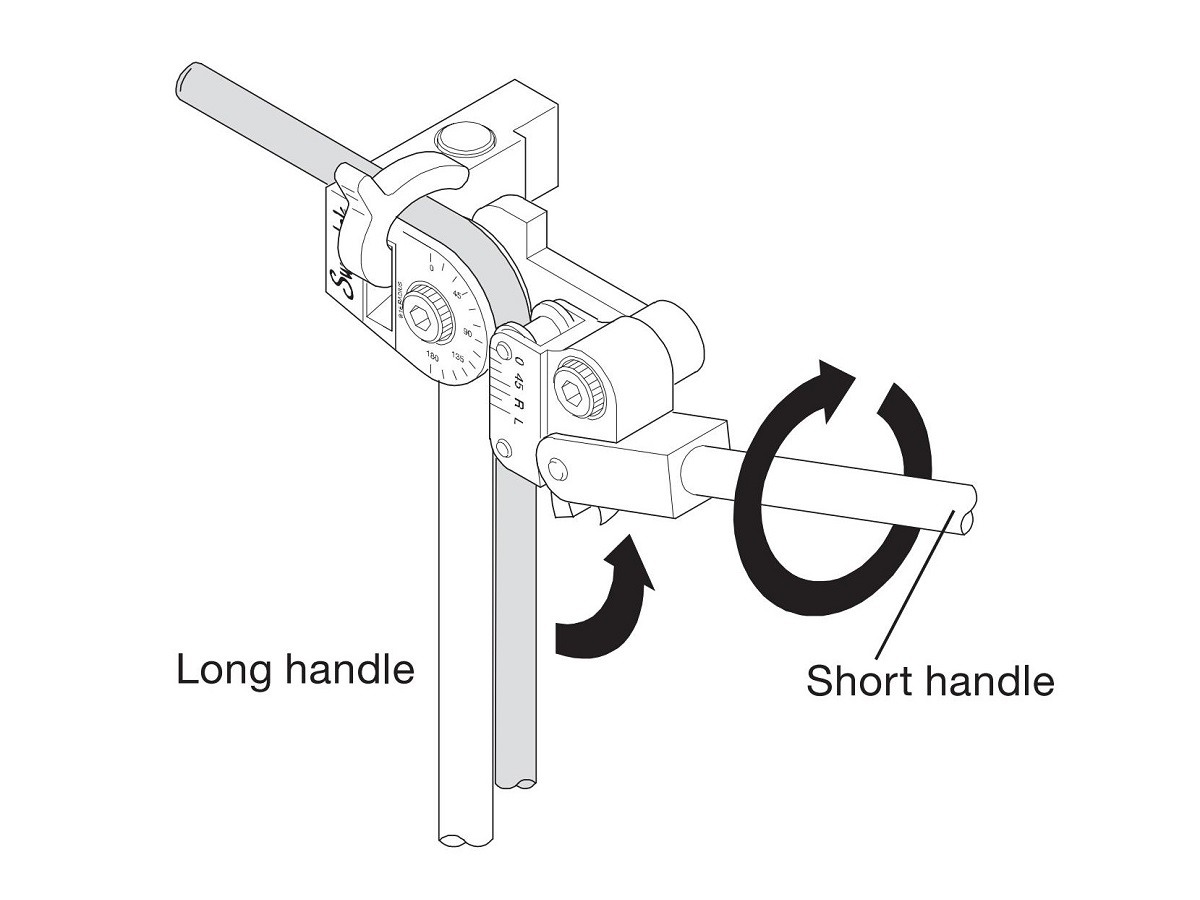
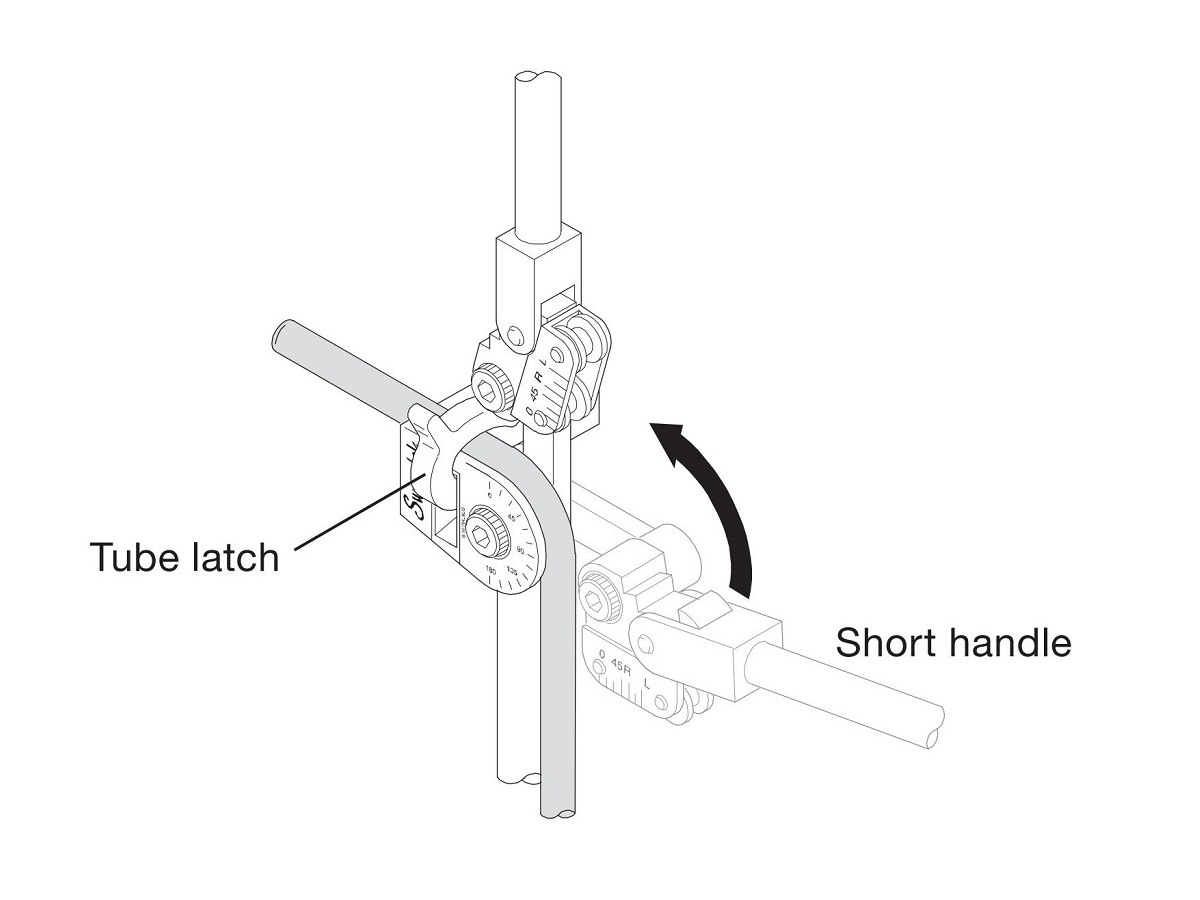
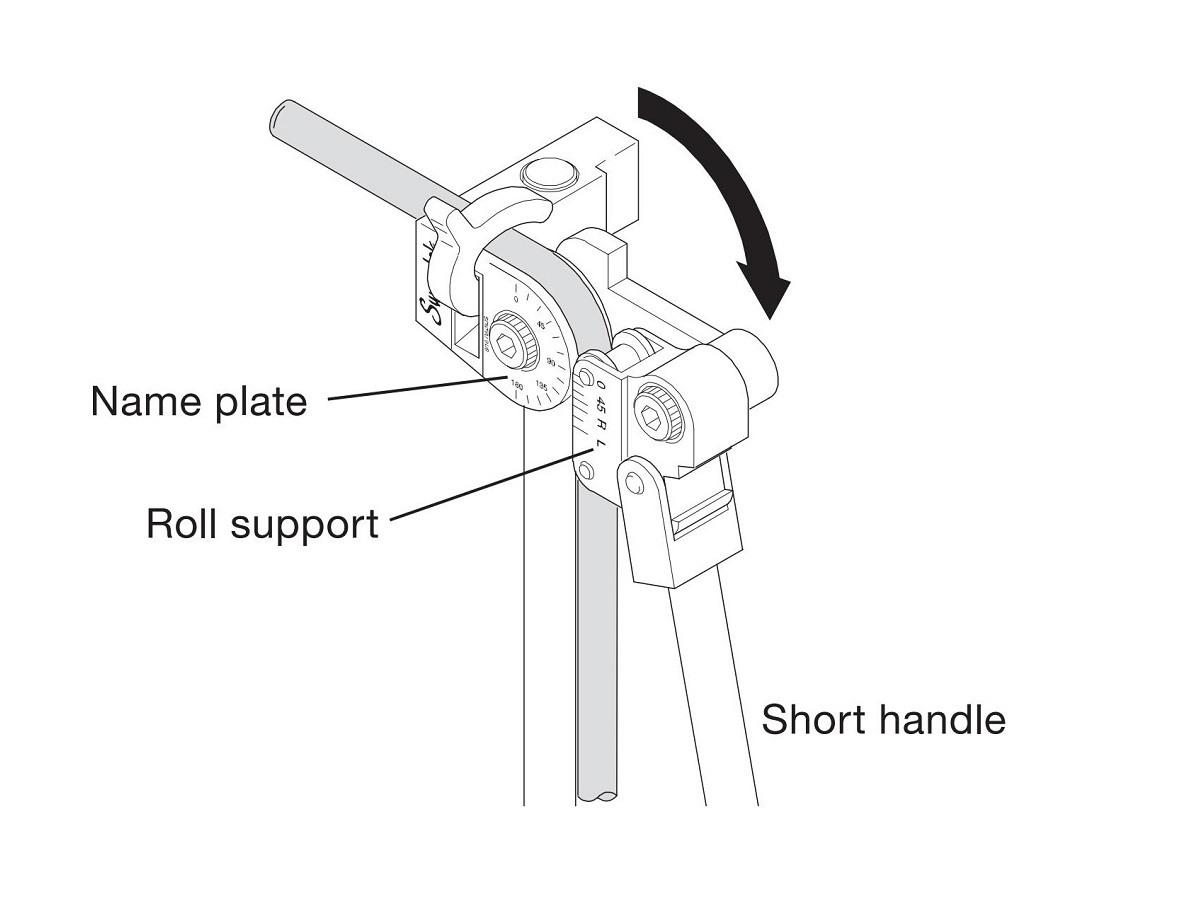
0.1Детали Бендера
1.0Методы расчета изгиба
1.1Формула смещения изгиба
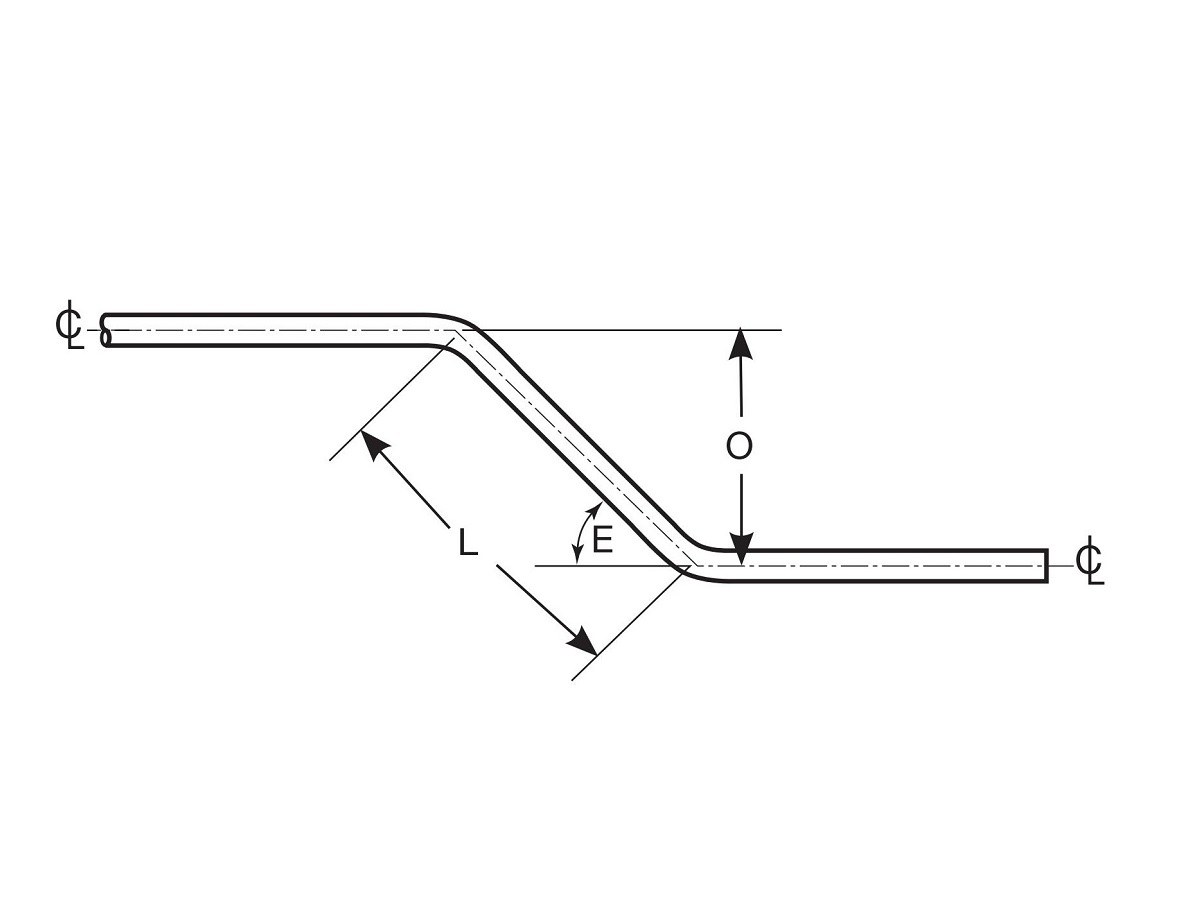
Цель: Для смещения центральной линии трубопровода — обычно для обхода препятствий.
Формула: Л = О × А
Л: Расстояние между отметками изгиба (в дюймах)
О: Размер смещения (в дюймах)
А: Допуск на смещение изгиба (в зависимости от угла)
| Угол смещения (E) | Пособие (А) |
| 22,5° | 2.613 |
| 30° | 2.000 |
| 45° | 1.414 |
| 60° | 1.154 |
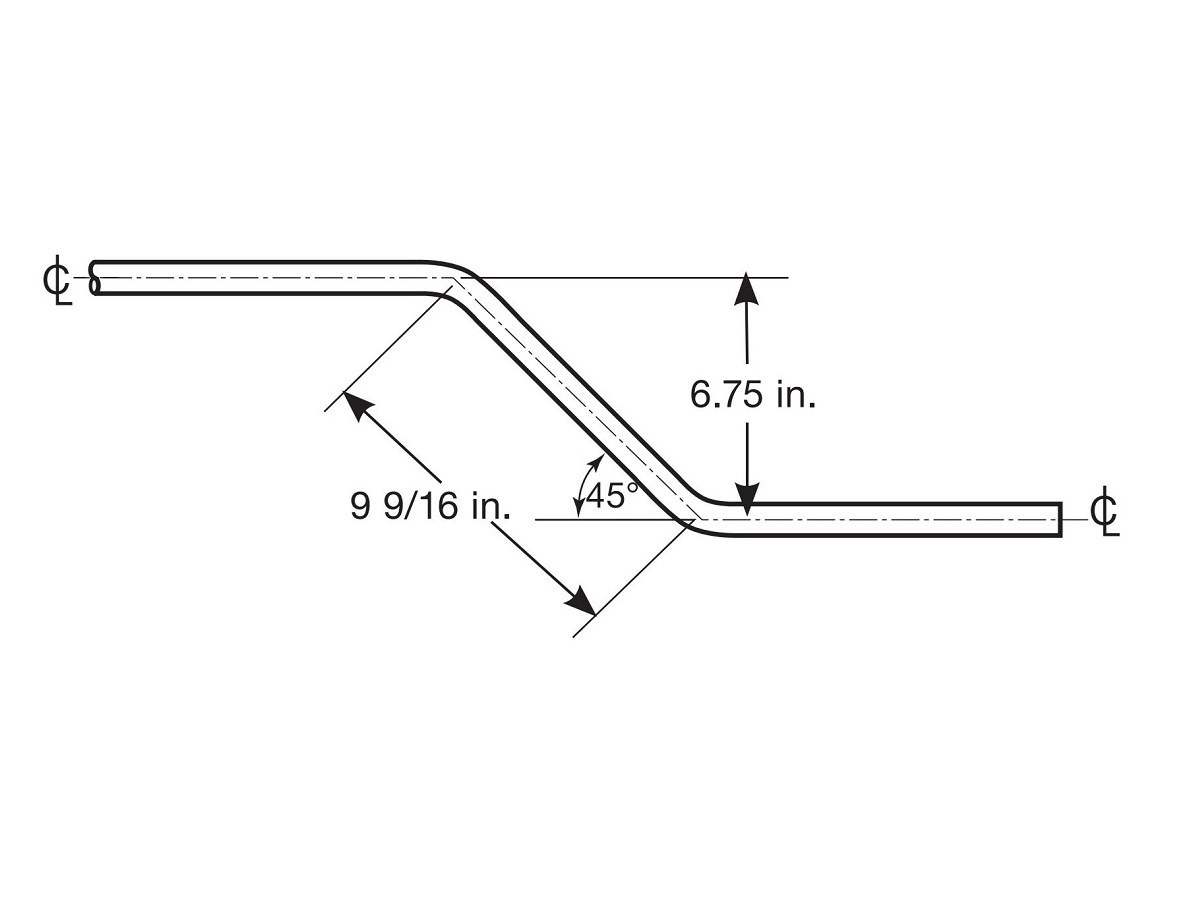
Пример:
Смещение = 6,75 дюйма, угол = 45°
Расчет: 6,75 × 1,414 = 9,55 дюймов (≈ 9⁹⁄₁₆ дюймов)
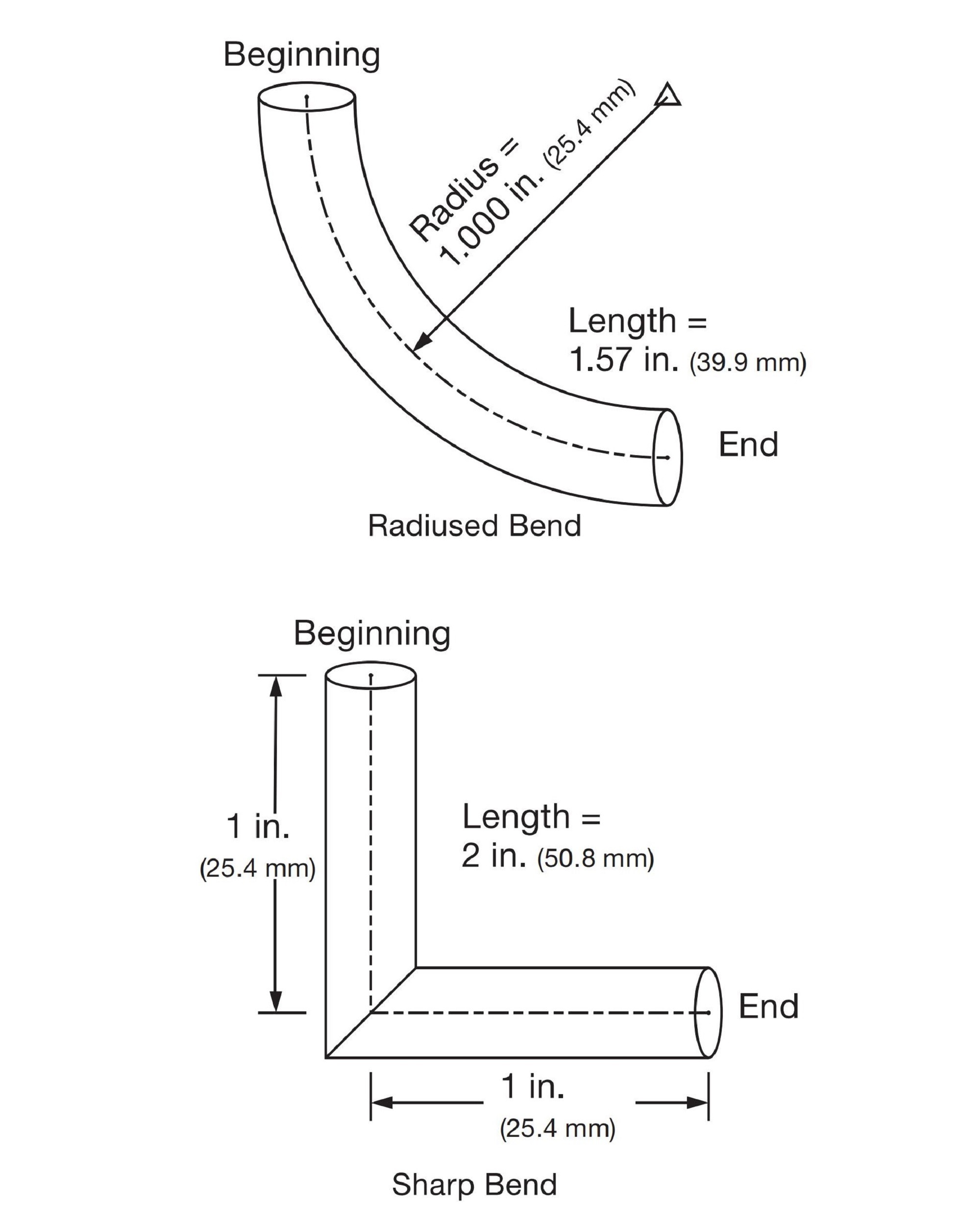
1.2Расчеты корректировки (усиления)
Определение: Разница в длине труб, используемых для изогнутого изгиба и острого угла.
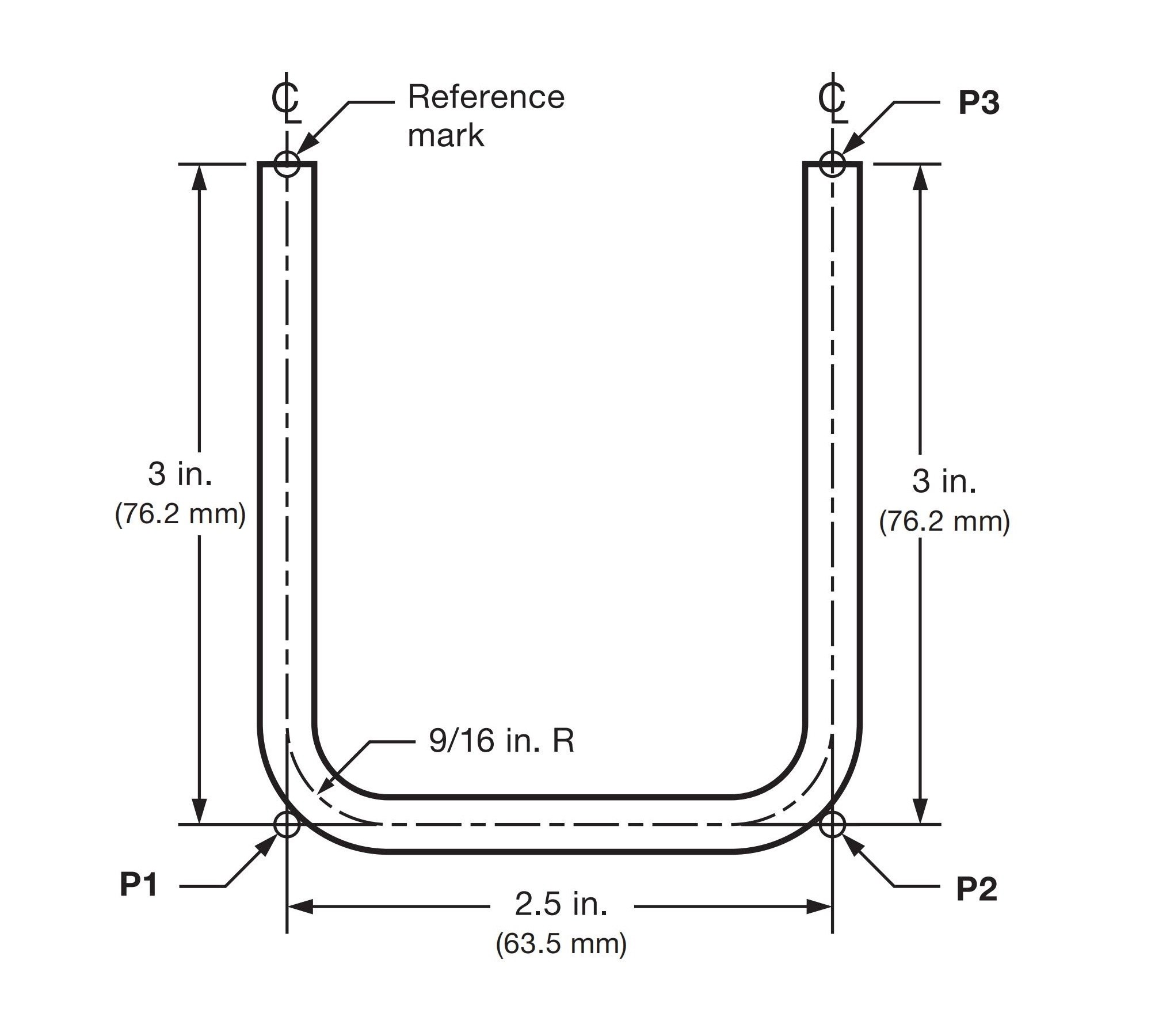
Правило: Для каждого нового изгиба,
Новая отметка = Предыдущая отметка + новая длина ноги − прирост предыдущего изгиба
Пример:
Размер трубки: 1/4 дюйма, радиус изгиба: 9/16 дюйма
Прирост для 90° = 5/16 дюйма
Пошагово:
P1 = 3 дюйма
P2 = P1 + 2,5 дюйма − 5/16 дюйма = 5³⁄₁₆ дюймов
P3 = P2 + 3 дюйма − 5/16 дюйма = 7¹³⁄₁₆ дюймов
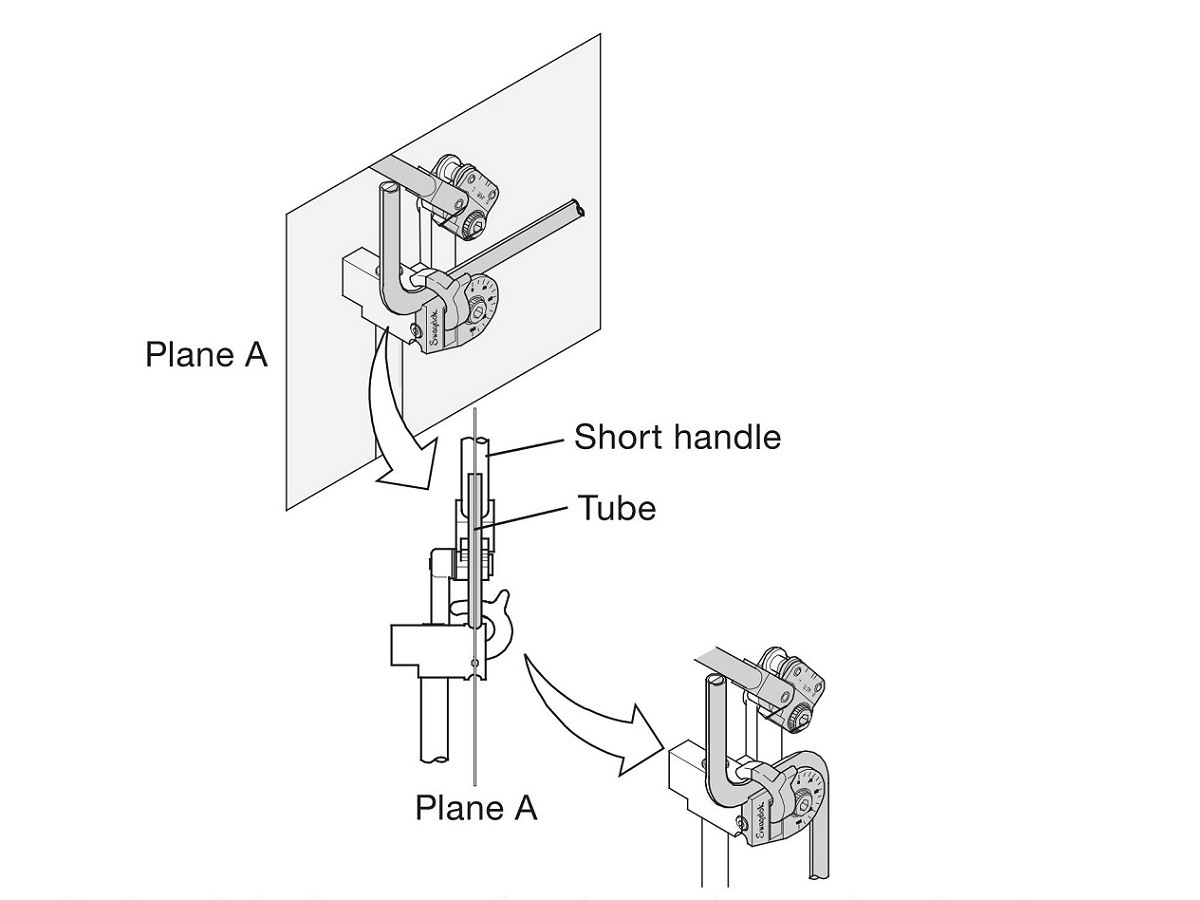
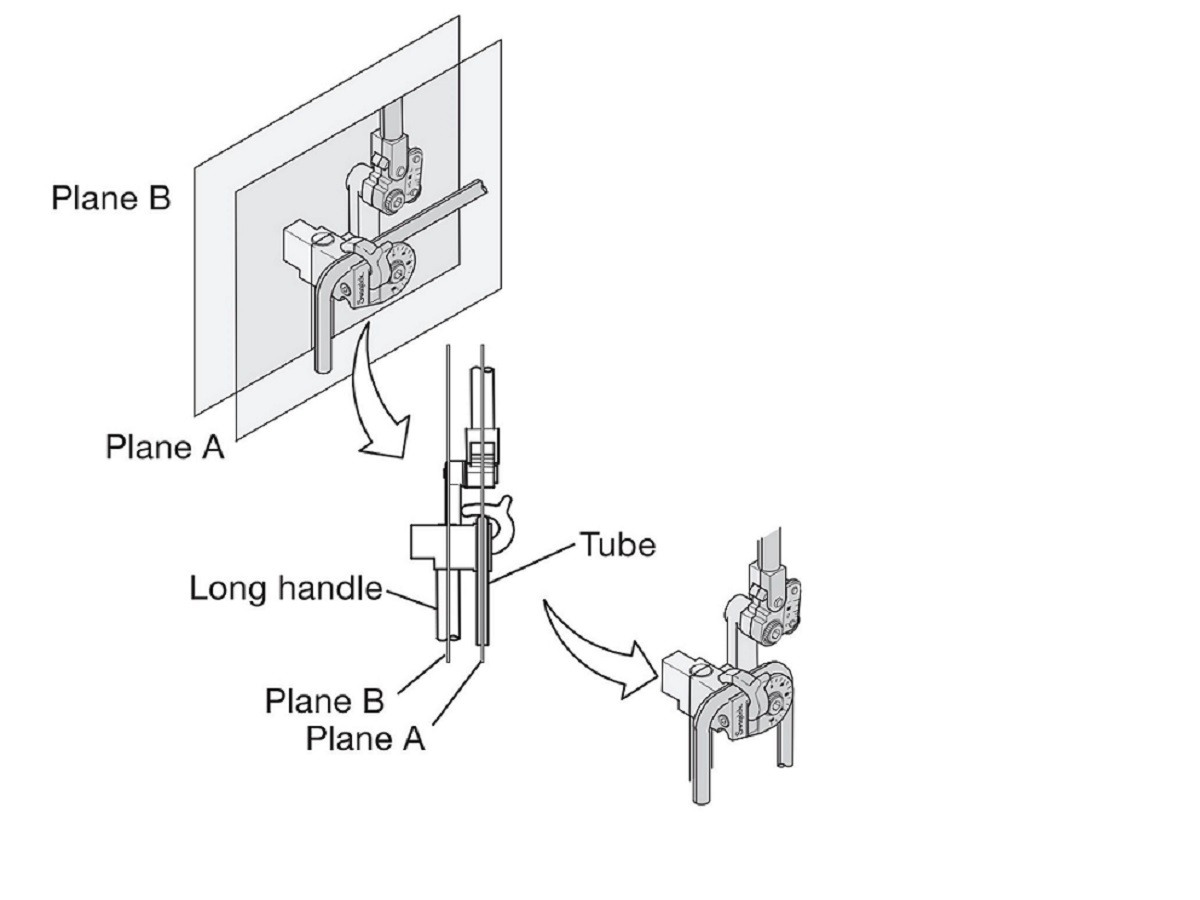
1.3Определение изменений в плоскости и направлении
При выполнении нескольких изгибов на одном куске трубы убедитесь, что каждый изгиб выполняется в правильном направлении.
- Изгибы в противоположном направлении: Для изгибов в направлении, противоположном предыдущему изгибу, совместите трубку с поднятой короткой ручкой (плоскость А).
- Изгибы в одном направлении:Для изгибов в том же направлении, что и предыдущий изгиб, выровняйте трубку параллельно длинной ручке (плоскость B).
2.0Метод измерения-изгиба
Сценарий: сделайте изгиб на 90° на расстоянии 4 дюймов от контрольной отметки, а затем изгиб на 45° на расстоянии 4 дюймов друг от друга.
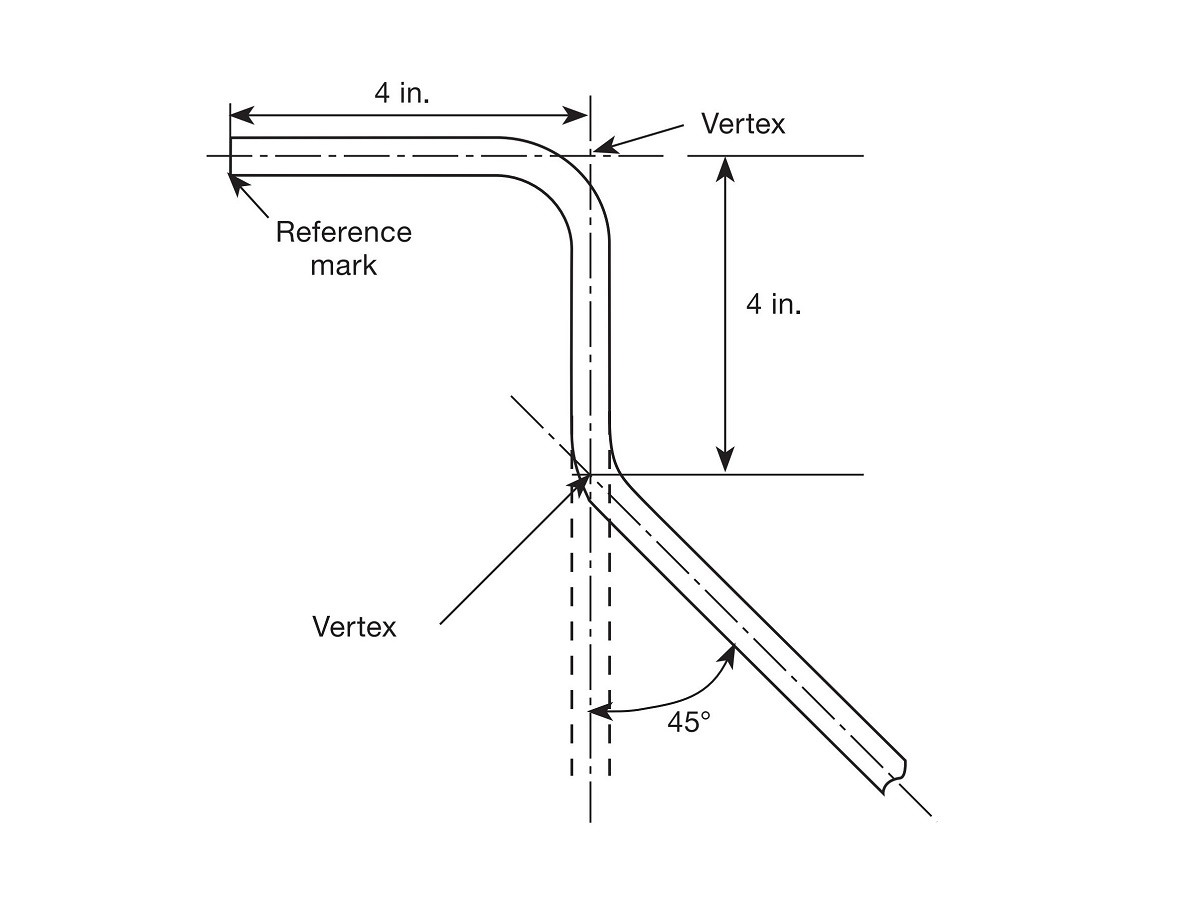
Шаги:
- Поставьте контрольную метку на конце трубки.
- Отмерьте 4 дюйма от отметки для изгиба на 90°.
- Согните на 90° с помощью трубогиба.
- Отмерьте 4 дюйма от вершины изгиба 90° и отметьте изгиб 45°.
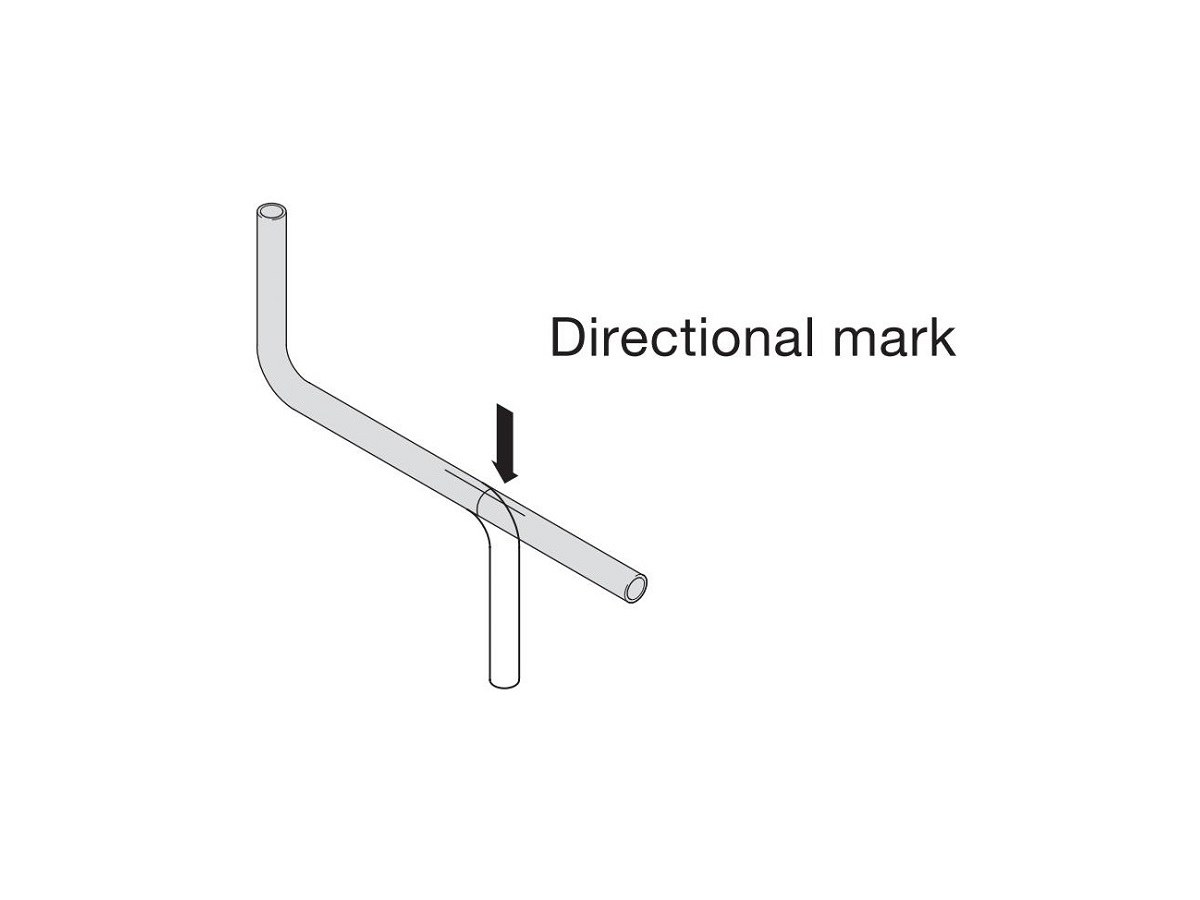
- Добавьте указатель направления, чтобы обозначить внешнюю сторону изгиба 45°.
- Согните на 45°.
3.0Использование гибочного станка и изготовление изгибов
3.1Для изгибов ≤ 90°
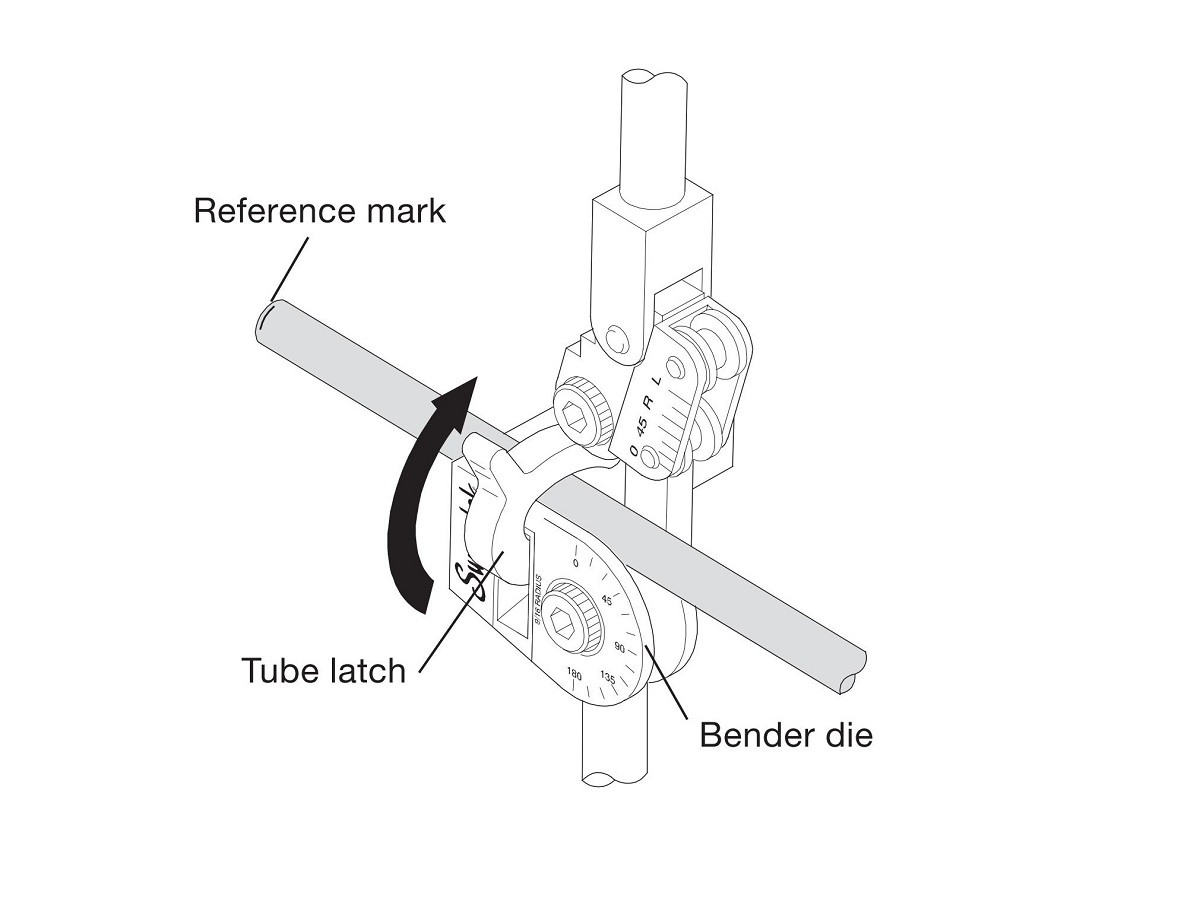
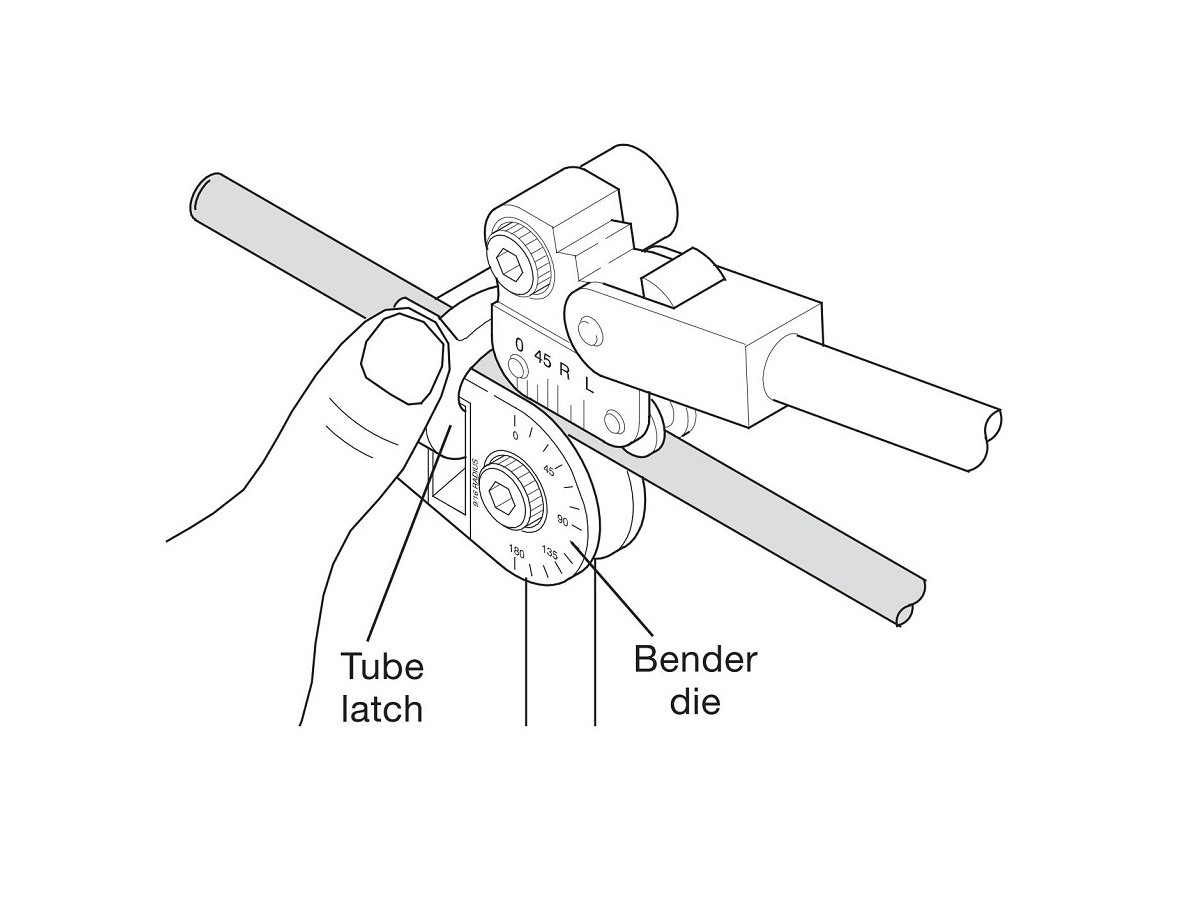
- Совместите трубку с контрольной меткой слева от защелки трубки.
- Аккуратно закрепите трубку защелкой.
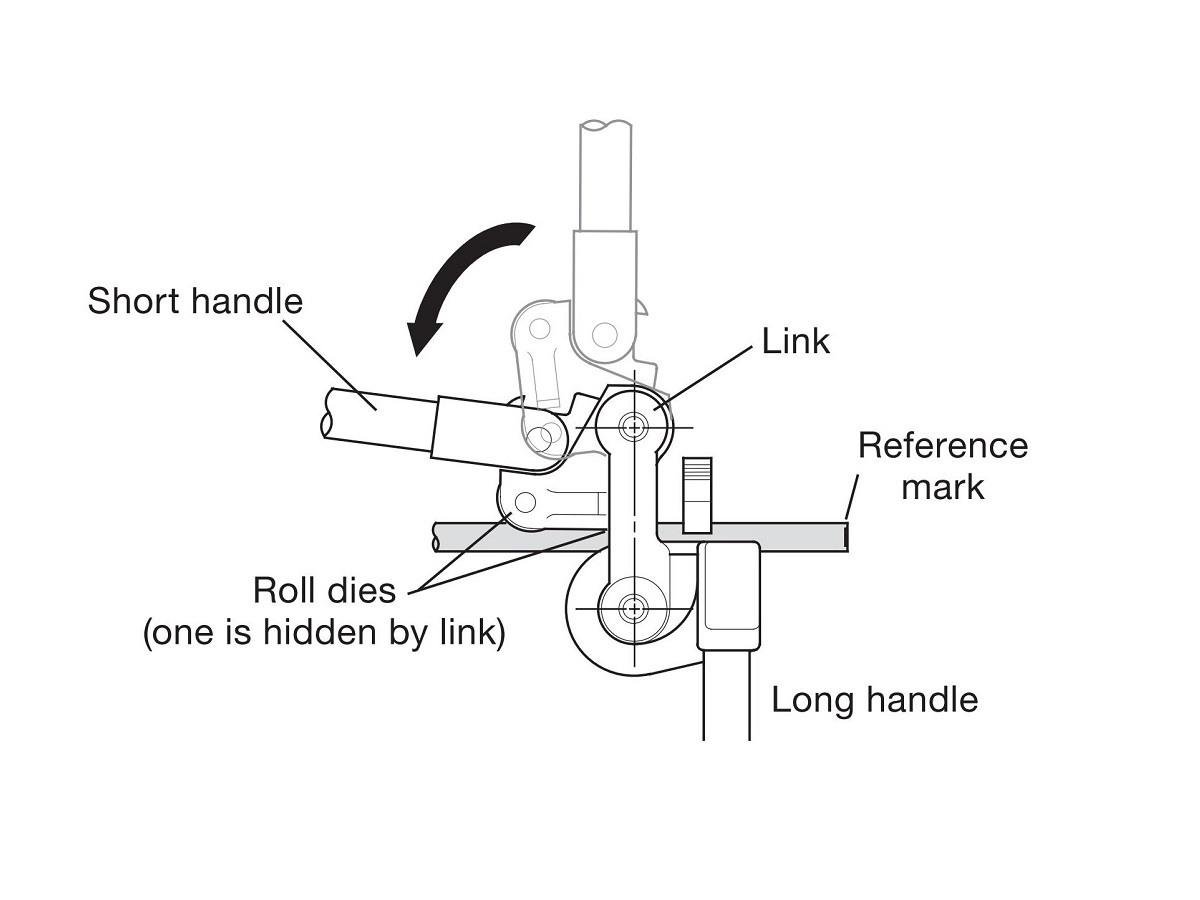
- Опускайте короткую ручку до тех пор, пока прокатные штампы не коснутся трубы.
- Держите звено прямо и параллельно длинной ручке.
- Совместите 0° на опоре рулона с целевым углом на заводской табличке.
- Нажмите на короткую ручку, чтобы согнуть ее.
- Освободите и снимите трубку.
3.2Для изгибов > 90°
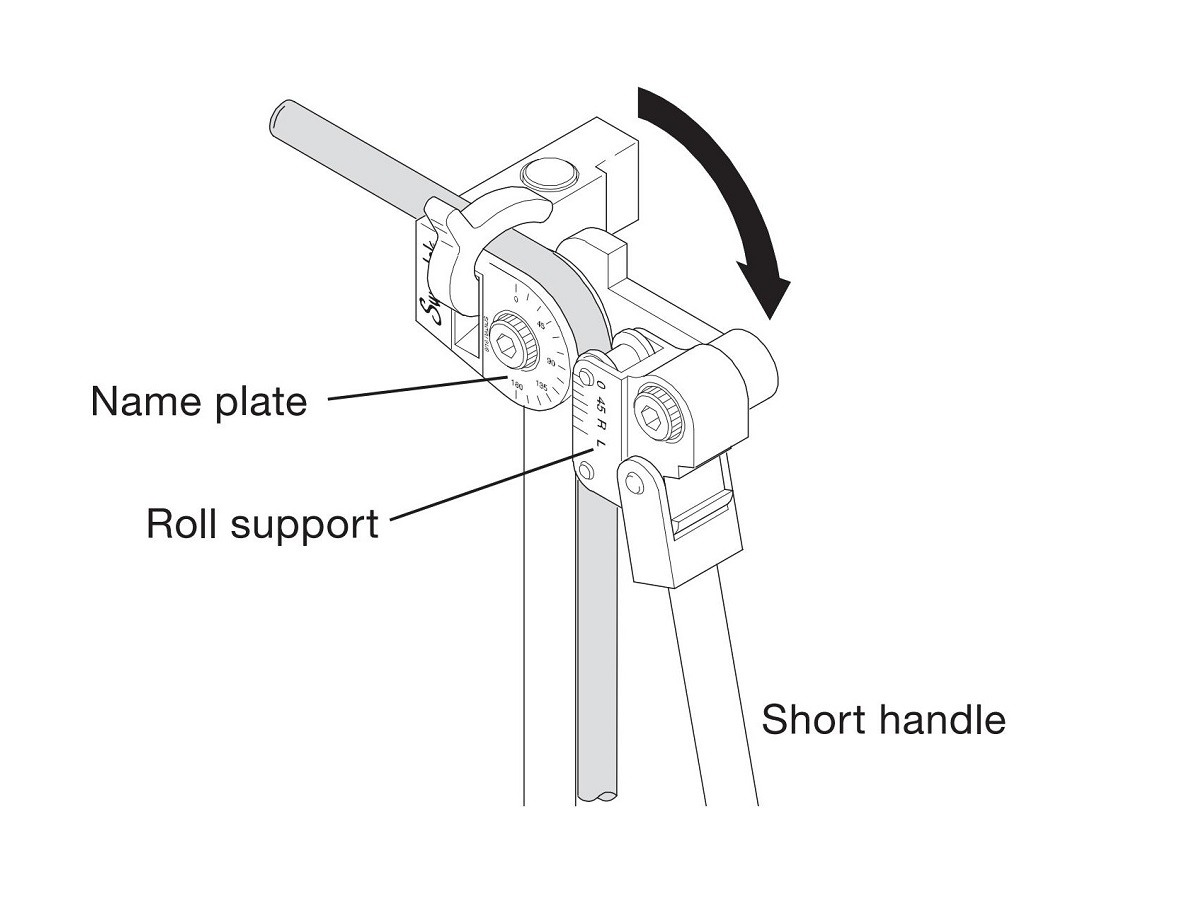
- Поверните короткую ручку на 90°: Медленно нажимайте на короткую ручку вниз, пока отметка 0 на опоре рулона не достигнет примерно 90° на заводской табличке.
- Ослабьте короткую ручку: Ослабьте короткую ручку на скобе так, чтобы она могла свободно вращаться, не перемещая опору рулона.
- Поверните короткую ручку вверх: Поднимите короткую ручку так, чтобы она оказалась немного выше перпендикуляра длинной ручки.
- Затяните короткую ручку: Снова затяните короткую ручку, чтобы обеспечить непрерывное прямоугольное усилие на оставшейся части изгиба.
- Продолжайте изгиб: Нажмите на короткую ручку, пока отметка 0 на опоре рулона не совпадет с нужной отметкой градуса на заводской табличке.
- Сброс короткой ручки: Поверните короткую ручку в сторону, пока отметка 0 на опоре рулона не вернется примерно в положение 90°, затем ослабьте ее, переместите ее параллельно длинной ручке и снова затяните.
- Поднимите короткую ручку: Переместите короткую ручку вверх и в сторону от трубки.
- Снимите трубку: Снимите защелку трубки и выньте трубку из паза трубогиба.
3.3Обратные изгибы
- Совместите изгибы 90° с отметкой «R» на опоре рулона.
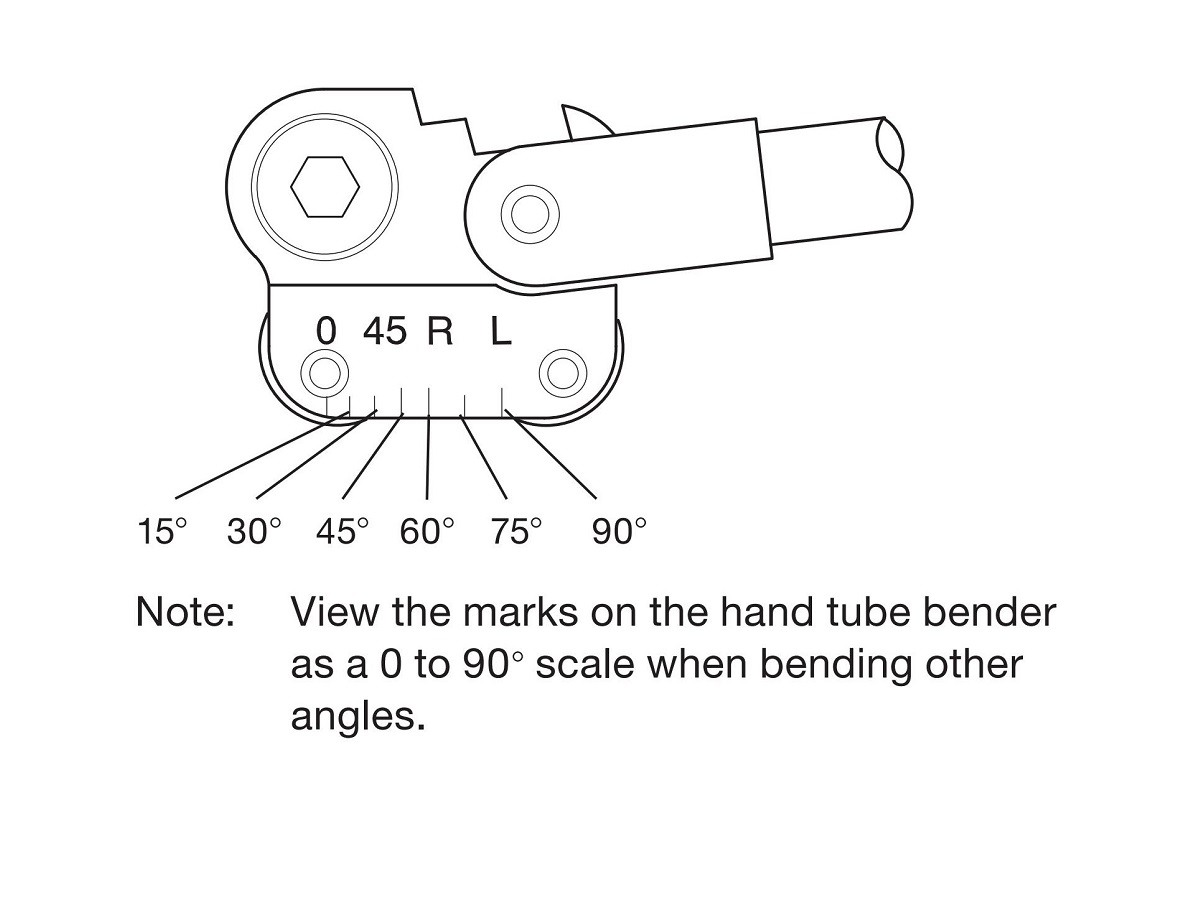
- Для других углов используйте в качестве ориентира шкалу от 0 до R.
4.0Компенсация отскока
- Что такое Springback?Трубки имеют тенденцию слегка «разгибаться» после прекращения воздействия силы.
- Типичная компенсация:Перегиб на 1–3° в зависимости от материала и толщины стенки.
- Кончик:Для проверки окончательных углов используйте транспортир или шаблон.
5.0Устранение распространенных проблем
| Проблема | Причина | Решение |
| Морщинистый изгиб | Радиус изгиба слишком мал | Используйте больший радиус или более толстую трубку. |
| Сглаженный изгиб | Неправильный размер гибочного станка | Соответствие внешнего диаметра трубы правильному изгибу |
| Изогнутый изгиб | Чрезмерное давление на защелку | Уменьшите силу воздействия на более мягкие трубки. |
| Подсчет очков или оценок | Поврежденные или грязные детали гибочного станка | Очистите или замените компоненты |
Ссылки:
https://www.superlokworld.com/blog/how-to-bend-stainless-tubing
https://tameson.com/pages/pipe-bender-manual




