

Ручная ковка ножа — это традиционное ремесло, сочетающее в себе контроль температуры, формовку металла и термическую обработку. Независимо от того, используете ли вы переработанную автомобильную пружинную сталь (высокоуглеродистую сталь) или инструментальную сталь O1, стандартную для отрасли, основной процесс состоит из трёх ключевых этапов: нагрев – формовка – закалка. Поняв эти шаги, вы сможете превратить необработанную стальную заготовку в функциональный нож.
1.0Выбор стали: свойства и подготовка
Выбор стали определяет как рабочий процесс, так и конечные характеристики ножа. Высокоуглеродистая сталь (например, автомобильная пружинная сталь) и инструментальная сталь O1 подходят новичкам, но они различаются по свойствам и этапам подготовки:
| Тип стали | Источник / Особенности | Заметки о подготовке | Лучший вариант использования |
| Высокоуглеродистая сталь (пружинная сталь) | Изготовлено из автомобильных пружин или листовых рессор; содержание углерода 0,6%–1,0% | Винтовые пружины требуют отжига (нагревания на огне докрасна с последующим охлаждением на воздухе). Листовые пружины можно использовать напрямую. | Бюджетный; хорошо подходит для изучения кузнечного дела |
| Инструментальная сталь O1 (закаленная в масле) | Коммерчески доступные заготовки; содержание углерода 0,9%–1,0%; сбалансированная прочность | Готов к ковке, отжиг не требуется | Стабильные результаты; идеально для практики |
Принципы подготовки:
- Пружинная сталь проходит заводскую обработку (закалку). Винтовые пружины перед резкой необходимо отжечь (после размягчения использовать шлифовальную машину или ножовку). Листовые рессоры плоские и обычно могут быть откованы без отжига.
- Сталь О1 в состоянии поставки относительно мягкая и может сразу идти на нагрев и ковку.


2.0Необходимые инструменты: общее оборудование и специализированные инструменты
Для ковки ножа не требуется слишком сложного оборудования, но наличие правильных инструментов гарантирует как безопасность, так и эффективность. Инструменты можно сгруппировать по: безопасность – нагрев – ковка – обработка, с некоторыми различиями в зависимости от стали.
2.1Защитное снаряжение (обязательно для всех этапов):
- Ударопрочные защитные очки: Необходимо полностью закрывать глаза, чтобы защитить их от искр и металлических осколков (обычных очков недостаточно).
- Термостойкие перчатки: Рекомендуется использовать кожаные перчатки: они обеспечивают баланс между изоляцией и ловкостью (никогда не прикасайтесь к горячей стали голыми руками).
- Тепловые экраны или противопожарные одеяла: Разместите их вокруг кузницы, чтобы искры не могли воспламенить находящиеся рядом материалы.
2.2Основные инструменты для ковки (общие):
- Источник тепла: Кузница, самодельная печь или угольный камин (необходимо использовать воздуходувку для достижения температуры ковки).
- Наковальня: Для домашнего использования подойдет любой плоский железный брусок; небольшая наковальня (10–20 кг).
- Молоток: Молоток-закруглитель весом 1–2 фунта для придания формы; молоток с поперечным бойком для более точной корректировки (наконечник лезвия, скосы).
- Щипцы: Специально разработанные кузнечные клещи, размер которых позволяет надежно удерживать заготовку (снижает риск соскальзывания и ожога).
2.3Инструменты для обработки (специальные для стали):
| Шаг | Высокоуглеродистая сталь (пружинная сталь) | Инструментальная сталь O1 |
| Резка | Угловая шлифовальная машина (грубый диск) или ножовка | Такая же, как пружинная сталь (O1 мягче, легче режется) |
| Закалка | Закалка: масло (рекомендуется для пружинной стали во избежание растрескивания) | Масло (медленное охлаждение, предотвращает растрескивание) |
| Закалка | Духовка (400–500 °F / 204–260 °C) или постоянный нагрев на углях | Тот же метод; контроль температуры более важен (250–350°F / 120–175°C) |
3.0Создание формы: от заготовки до лезвия
Суть ковки – это направляя поток горячего металлаНезависимо от типа стали, всегда следуйте принципам работая постепенно и формируя симметрично. Это предотвращает локальные напряжения и перегрузки, которые могут ослабить лезвие.
3.1Регулировка тепла: определение температуры по цвету
| Цвет | Диапазон температур (°С) | Значение в процессе |
| Темно-красный | 650–730°С | Близко к критической точке; используется для нормализации и снятия стресса |
| Вишнево-красный | 760–850°С | Типичная температура закалки для высокоуглеродистой стали |
| Оранжево-красный | 850–950°С | Стандартный диапазон ковки |
| Ярко-желтый | 1000–1100°С | Высокая температура ковки; риск ожога при перегреве |
| Соломенно-желтый | 150–230°С | Цвет закалки (низкий диапазон закалки) |
3.2Типы стали и параметры термообработки
| Тип стали | Температура ковки (цвет) | Минимальная температура ковки | Температура отжига (метод) | Гасящее тепло (цвет) | Рекомендуемая среда закалки |
| Высокоуглеродистая сталь (например, пружинная сталь 5160) | 900–1050°C (от оранжевого до ярко-оранжевого) | ≥800°С | 800–820 °C, выдержка, затем медленное охлаждение ниже 650 °C | 820–840°C (от вишневого до оранжево-красного) | Закалка в масле (вода может вызвать трещины) |
| Инструментальная сталь O1 | Температура нагрева: вишнево-красный (790–820 °C) | ≥815°С | 800–850 °C, выдержка, затем охлаждение в печи при температуре ниже 650 °C | 790–820°C (вишнево-красный) | Закалка в масле |
Ключевые практики:
- Нагрейте сталь равномерно по всему— избегайте горячих точек, которые могут вызвать окисление и пригорание.
- При извлечении из горна используйте клещи для надёжного захвата стали в точке равновесия. Это предотвращает несчастные случаи и обеспечивает лучший контроль молота.


3.3Ковка наконечника и тела клинка: шаг за шагом
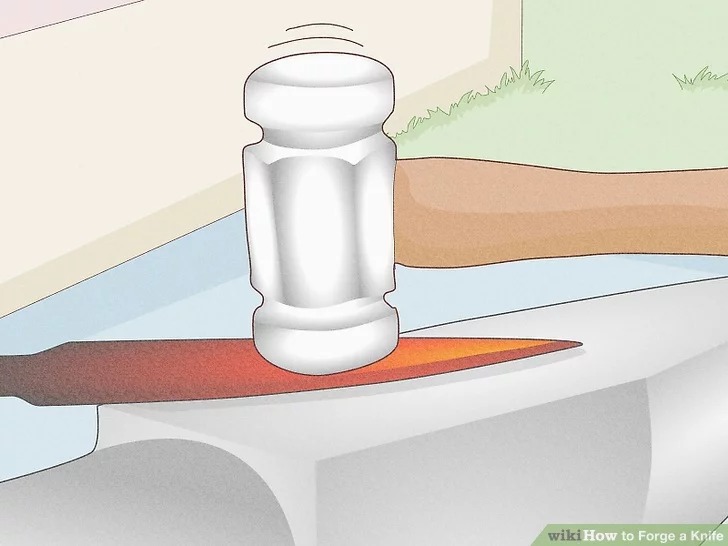
(1) Ковка наконечника
Поместите один конец нагретой заготовки на наковальню. С помощью скругляющего молотка постепенно сужайте кончик:
- Высокоуглеродистая сталь: Работать с более легкие и быстрые удары чтобы избежать растрескивания из-за его более высокой твердости.
- Сталь О1: Легче формировать; возможны немного более сильные удары, но переворачивайте сталь каждые 3–4 удара, чтобы сохранить симметрию.
- Маркировка: Перед формовкой определите одну сторону для края, а другую — для корешка. Это сведет к минимуму необходимость в дальнейшем исправлении.
(2) Покидая Тан
Хвостовик — это часть клинка, которая крепит рукоять. Определите её в самом начале процесса:
- Длина: Оставьте расстояние не менее 5 см. Для более длинных ручек рекомендуется расстояние 7,5–10 см.
- Маркировка: Ударами молотка сделайте надрез в месте начала хвостовика, чтобы предотвратить его случайное утончение. Слабый хвостовик снижает прочность рукояти.
(3) Сплющивание и ковка скосов
Лезвие должно постепенно сужаться от хвостовика к острию, при этом также образуются скосы (начальная режущая кромка):
- Общее прореживание: Разогрейте, затем слегка ударьте молотком по обеим сторонам лезвия, равномерно чередуя от хвостовика до кончика. Отклонение не должно превышать 1 мм. Если возможно, Пневматический ковочный молот можно использовать для более быстрого и равномерного выполнения этих ударов, снижая утомляемость и помогая поддерживать симметрию.
- Скошенная ковка: Ударьте преимущественно вдоль предполагаемой стороны края, формируя скос под углом около 20–25°. Переверните и сразу же повторите с другой стороны, чтобы предотвратить деформацию.
- Распространенные проблемы:
- Выпуклости или складки: Снова нагрейте и простучите молотком; сильные складки, возможно, придется срезать.
- Искривленный позвоночник: Небольшая кривизна — это нормально. Исправьте позже, используя слабый нагрев (до тёмно-красного цвета) и лёгкое постукивание молотком.



4.0Термическая обработка: контроль твердости и прочности
Термическая обработка является ключевым этапом, который превращает лезвие в от мягкого к твердому. Он состоит из трёх отдельных этапов: отжига, закалки и отпуска. Каждый тип стали требует определённых параметров, и их правильный подбор напрямую определяет конечные характеристики ножа.
4.1Отжиг: снятие напряжения и размягчение
Цель:
Чтобы сделать сталь мягче, снять внутреннее напряжение, возникающее при ковке, и облегчить заточку и формовку лезвия.
Процесс:
- Нагрейте лезвие до тускло-красного свечения (800–820 °C для высокоуглеродистой стали; 870–980 °C для стали марки O1). Выньте и дайте остыть на воздухе, пока краснота не исчезнет.
- Повторите этот цикл три раза.
- При третьем нагреве поместите сталь в изолированное место (например, в угли или золу) и оставьте остывать на ночь. Медленное охлаждение обеспечивает максимальное размягчение.
4.2Закалка: упрочнение стали
Закалка изменяет кристаллическую структуру стали, создавая высокую твердость — определяющее свойство функционального лезвия.
| Шаг | Высокоуглеродистая сталь (пружинная сталь) | Инструментальная сталь O1 |
| Температура нагрева | Оранжево-красный (850–950°C) | От бледно-желтого до соломенного (1150–1200°C) |
| Среда для закалки | Вода (погрузить вертикально, на 30–60 секунд) | Масло (погружайте вертикально, на 30–60 секунд, избегайте образования пузырьков) |
| Ключевые примечания | Всю закаленную сталь необходимо немедленно подвергнуть отпуску.
(Закалка в воде опасна для пружинных сталей и не рекомендуется новичкам.) |
Закалка в масле обеспечивает более равномерную твердость — точный отпуск имеет важное значение |
Важные советы:
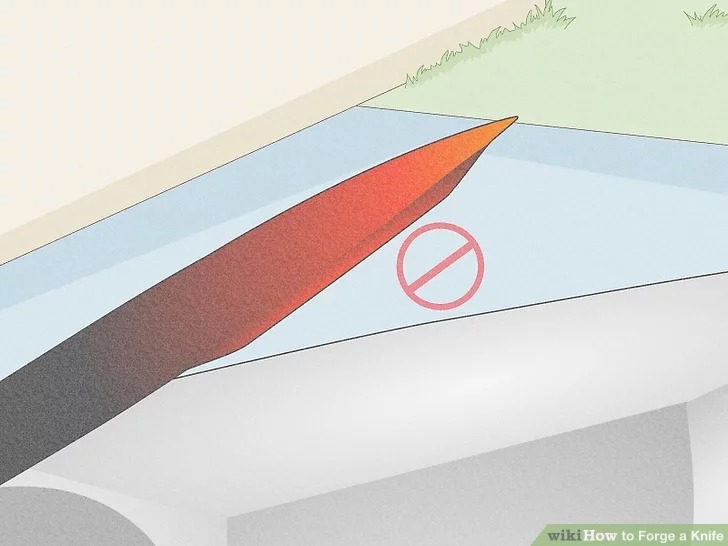
- Всегда закаливайте лезвие вертикальноНаклон приводит к неравномерному охлаждению, что может привести к деформации клинка. Исправление требует повторной ковки и траты времени.
- После закалки проверьте твёрдость напильником. Если напильник скользит, не оставляя следов, твёрдость достаточная. Если же он вгрызается в сталь, снова нагрейте и закалите.
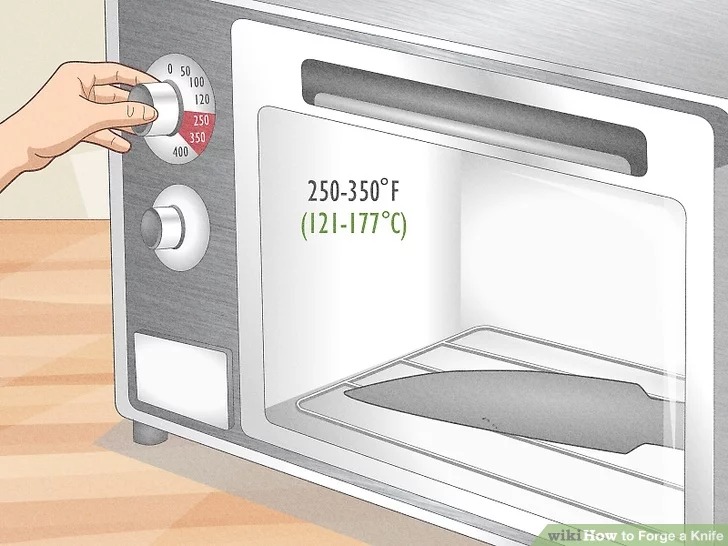
4.3Закалка: баланс твердости и прочности
После закалки сталь становится твёрдой, но хрупкой. Отпуск — это контролируемый низкотемпературный отпуск для снятия напряжений, повышения прочности и сохранения режущей кромки.
| Тип стали | Температура отпуска (°C) | Температура отпуска (°F) | Цветовая справка | Время | Примечания |
| Высокоуглеродистая сталь (пружинная сталь) | 180–230°С | 355–445°F | От соломенно-желтого до темно-синего | 2 часа (можно повторить) | Повышает прочность; подходит для походных ножей |
| Инструментальная сталь O1 | 150–230°С | 300–445°F | От бледно-желтого до соломенного | 1–2 часа (рекомендуется 2 цикла) | Позволяет точно контролировать баланс твердости и прочности |
Простая альтернатива:
Если духовки нет, соорудите небольшую закрытую камеру из кирпичей. Положите внутрь несколько углей для поддержания постоянного тепла. Всегда используйте термометр, чтобы контролировать температуру и не допускать перегрева.



5.0Шлифовка, обработка и заточка: от заготовки до готового ножа
После термообработки клинок приобретает необходимую твёрдость, но нуждается в доработке. Шлифовка улучшает форму, надевание рукояти улучшает хват, а заточка формирует режущую кромку.
5.1Шлифовка и формовка
Используйте наждачную бумагу поэтапно, от грубой к мелкой (зернистость 80 → 120 → 240 → 400):
- Основные направления: Удалите следы ковки, окалину и асимметрию. Убедитесь, что лезвие ровное, а углы скоса одинаковые.
- Использование ленточной шлифовальной машины: Если доступно, ленточная шлифовальная машина может ускорить формование и помочь сохранить ровные скосы, особенно на больших участках лезвия.
- Совет по охлаждению: При использовании шлифовальной машины окунайте лезвие в воду каждые 1–2 секунды, чтобы предотвратить перегрев, который может испортить закалку.
5.2Установка ручки: три практичных варианта
Выбирайте на основе доступных материалов — специальные инструменты не нужны:
- Деревянная рукоятка: Просверлите отверстия в хвостовике, прикрепите накладки из твёрдой древесины (например, ореха или клёна) латунными штифтами. Для защиты покройте воском для дерева.
- Ручка для намотки шнура: Плотно обмотайте хвостовик паракордом или хлопчатобумажным шнуром, завязав оба конца. Обеспечивает хорошее сцепление и не скользит, идеально подходит для использования на открытом воздухе.
- Ручка из цельного дерева: Срежьте хвостовик и вставьте его в деревянный брусок. Доведите брусок до формы напильником, чтобы он удобно лежал в руке.


5.3Заточка: трехэтапный метод для достижения острой кромки
Постепенно переходите от грубой к тонкой кромке, пока лезвие не станет достаточно острым для бритья волос:
- Тонкая обработка напильником: Используйте напильник (зернистостью 400 или выше) вдоль скосов, чтобы улучшить профиль кромки. Избегайте слишком агрессивной обработки, так как это может привести к сколам.
- Точильный камень:
- Грубая сторона: Держите лезвие под углом 22° и надавливайте на камень по 10 раз с каждой стороны. Поддерживайте постоянный угол.
- Хорошая сторона: Под тем же углом, 15 проходов с каждой стороны. Это удаляет грубые царапины и сглаживает кромку.
- Правка кожи: Проведите лезвием по кожаной полоске, покрытой полировальной пастой. Это уберёт заусенцы и отполирует лезвие.
- Финальный тест: Лезвие должно легко резать бумагу и сбривать волосы.
5.4Резюме: основные принципы для начинающих кузнецов-клинковиков
Красота ковки заключается в наблюдать за преобразованием сырой стали своими рукамиНезависимо от выбора стали, помните о трёх основных принципах:
- Температура — это душа: Научитесь определять температуру по цвету (например, соломенно-желтый для стали О1), а не полагаться на догадки.
- Безопасность прежде всего: Всегда надевайте защитные очки и перчатки. Используйте щипцы для горячей стали — никогда не рискуйте.
- Терпение превыше силы: Ковка, шлифовка и заточка должны производиться в небольшие, повторяющиеся шагиСимметрия и точность определяют конечное качество.
От заготовки до готового ножа — каждое изменение даёт опыт. Даже если ваша первая попытка не идеальна, чувство создание своими руками является истинной наградой за кузнечное дело.
5.5Видео – Как выковать нож шаг за шагом, только молот и наковальня, без электроинструмента
Ссылки
https://www.wikihow.com/Forge-a-Knife


