

- 1.0Как работает высокочастотный индукционный нагрев
- 2.0Основные параметры высокочастотных индукционных нагревателей
- 3.0Диапазон частот и глубина нагрева (скин-эффект)
- 4.0Влияние изменения магнитной проницаемости на точку Кюри
- 5.0Проектирование индукционной катушки и согласование нагрузки
- 6.0Условия эксплуатации и вопросы терморегулирования
- 7.0Типичные сценарии промышленного применения
- 8.0Технический анализ распространенных эксплуатационных проблем.
- 9.0Заключение
Технология высокочастотного индукционного нагрева широко применяется в современном промышленном производстве благодаря своей высокой эффективности, концентрированной подаче энергии, бесконтактному нагреву и простоте интеграции с автоматизированными системами управления. Типичные области применения включают пайку, термообработку (закалку и отжиг), герметизацию, сквозной нагрев и мелкомасштабную плавку.
Как типичный представитель электромагнитного нагревательного оборудования, высокочастотный индукционный нагреватель напрямую зависит от глубокого понимания и правильного применения принципа его работы, конфигурации системы, согласования нагрузки и параметров процесса.
1.0Как работает высокочастотный индукционный нагрев
Высокочастотный индукционный нагрев — это метод нагрева, основанный на электромагнитной индукции и эффекте Джоуля. По сути, это бесконтактный процесс, преобразующий электрическую энергию в тепловую. Основной механизм работы можно суммировать в следующих этапах:
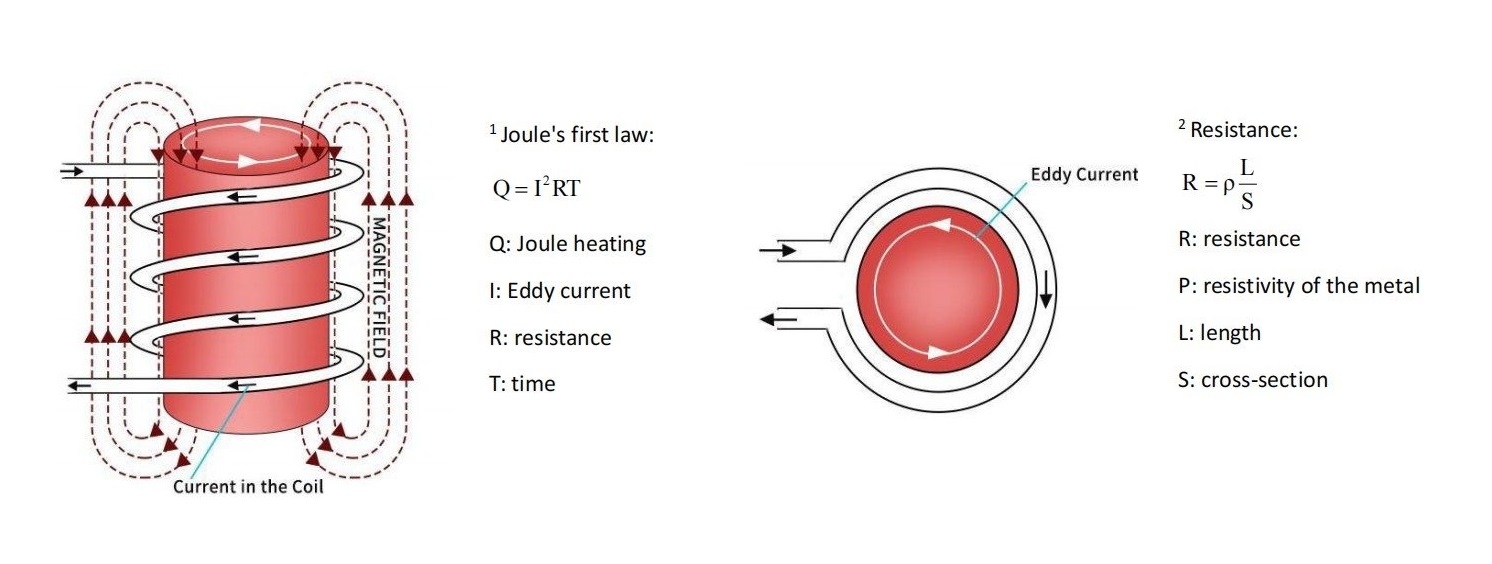
- Генерация переменного электромагнитного поля: Когда через индукционную катушку протекает высокочастотный переменный ток, вокруг катушки генерируется переменное магнитное поле.
- Индукция вихревых токов: Когда металлическая заготовка помещается в переменное магнитное поле, внутри материала индуцируются замкнутые токи, известные как вихревые токи (также называемые токами Фуко).
- Повышение температуры вследствие эффекта Джоуля: по мере протекания вихревых токов внутри заготовки выделяется тепло из-за электрического сопротивления металла в соответствии с законом Джоуля.
Q = I²RT
Внутреннее тепловыделение приводит к быстрому повышению температуры внутри заготовки.
В процессе нагрева электрическое сопротивление большинства металлов увеличивается с повышением температуры, что дополнительно усиливает эффект Джоуля. Это одна из ключевых причин, почему индукционный нагрев позволяет достичь высокой эффективности нагрева за короткое время.
Кроме того, электрическое сопротивление заготовки связано с удельным сопротивлением материала (ρ), эффективной длиной пути тока (L) и площадью поперечного сечения (S) следующим соотношением:
R = ρL / S
В результате заготовки, изготовленные из разных материалов, имеющие различную геометрию и размеры, могут демонстрировать значительно различающуюся эффективность нагрева при одинаковых условиях индукционной обработки.
2.0Основные параметры высокочастотных индукционных нагревателей
При выборе высокочастотного индукционного нагревателя обычно основное внимание уделяется выходной мощности, диапазону рабочих частот, типу источника питания и возможности адаптации к нагрузке. На практике следует всесторонне оценить следующие факторы.
2.1Номинальная выходная мощность
Выходная мощность определяет количество энергии, передаваемой заготовке в единицу времени, и является ключевым параметром, влияющим на скорость нагрева и допустимый размер заготовки. В общем случае:
- Для обработки тонких заготовок небольших размеров или в условиях локального нагрева требуются относительно низкие уровни мощности;
- Для обработки крупных заготовок, процессов сквозного нагрева или плавильных процессов требуется значительно более высокая выходная мощность.
2.2Условия электроснабжения
В зависимости от условий эксплуатации могут использоваться как однофазные, так и трехфазные источники питания. Для непрерывной промышленной работы обычно выбирается трехфазное питание, обеспечивающее более стабильную и равномерную выходную мощность.
2.3Характеристики материала заготовки
- Магнитные материалы демонстрируют более высокую магнитную проницаемость на начальной стадии нагрева, что приводит к относительно высокой эффективности индукции;
- Для немагнитных материалов, таких как медь и алюминий, основной эффект обусловлен вихретоковым нагревом, и обычно требуется более оптимизированная конструкция катушки для повышения эффективности связи.
3.0Диапазон частот и глубина нагрева (скин-эффект)
При высокочастотном индукционном нагреве выбор рабочей частоты напрямую определяет глубину нагрева и распределение энергии. Это поведение в основном определяется скин-эффектом.
С увеличением частоты переменного тока индуцированные токи имеют тенденцию концентрироваться вблизи поверхности металлической заготовки, а эффективная глубина проникновения в материал уменьшается. Это приводит к следующим практическим инженерным правилам:
- Более высокие частоты приводят к образованию более тонких нагревательных слоев и лучше подходят для поверхностного нагрева, упрочнения поверхности и локального нагрева;
- Более низкие частоты обеспечивают более глубокое проникновение тепла, что делает их более подходящими для сквозного нагрева или нагрева толстостенных компонентов.
В практических приложениях выбор частоты необходимо оценивать в сочетании с диаметром заготовки, толщиной стенки и целями процесса. Например, при нагреве торцов труб, таких как нагревательная ступень... Машина для закрытия концов труб—Часто возникает необходимость добиться быстрого повышения температуры на конце трубки, минимизируя при этом распространение тепла вдоль корпуса трубки. В таких случаях для достижения локальной концентрации энергии предпочтительны относительно более высокие рабочие частоты.
Следует отметить, что фактическая рабочая частота индукционной системы нагрева не является единой фиксированной величиной. Вместо этого она определяется совместно характеристиками источника питания, параметрами катушки и условиями нагрузки, при этом существует динамическое соответствие между частотой и выходной мощностью.

4.0Влияние изменения магнитной проницаемости на точку Кюри
Для ферромагнитных металлов, таких как материалы на основе железа, процесс индукционного нагрева зависит не только от изменений электрического сопротивления, но и от значительных изменений магнитной проницаемости в зависимости от температуры.
При комнатной температуре и в низко- и среднетемпературных диапазонах магнитные материалы обладают высокой магнитной проницаемостью, что позволяет легче создавать переменное магнитное поле внутри заготовки. В результате эффективность индукционного нагрева и скорость повышения температуры относительно высоки на начальном этапе нагрева. Однако по мере приближения температуры материала к точке Кюри ферромагнетизм постепенно ослабевает и в конечном итоге переходит в парамагнитное состояние, что приводит к резкому снижению магнитной проницаемости.
Этот переход приводит к ряду практических инженерных последствий:
- Резкое повышение температуры на начальном этапе нагрева;
- Снижение эффективности нагрева и замедление повышения температуры по мере приближения к точке Кюри;
- Для поддержания желаемой скорости нагрева может потребоваться более высокая потребляемая мощность.
В процессах обработки стальных труб, конструкционных труб или формовки концов труб, включая этапы предварительного нагрева и горячей формовки. Машины для закрытия концов труб—Понимание изменений магнитной проницаемости имеет решающее значение для поддержания стабильного контроля нагрева. Правильное регулирование мощности и оптимизированная конструкция катушки помогают обеспечить контролируемый и стабильный нагрев в диапазонах температур, где изменяются магнитные свойства.
5.0Проектирование индукционной катушки и согласование нагрузки
Индукционная катушка является ключевым компонентом высокочастотной индукционной системы нагрева. Ее геометрическая конфигурация, электрические характеристики и степень согласования с обрабатываемой деталью напрямую определяют эффективность нагрева и стабильность системы.
5.1Материалы и структура катушки
- Обычно используются медные трубки или цельные медные проводники;
- Достаточная площадь поперечного сечения помогает снизить потери в катушке и повысить пропускную способность по току;
- Как правило, для контроля повышения рабочей температуры необходимы внутренние каналы охлаждения.
5.2Зазор между катушкой и заготовкой
- Обычно рабочий зазор поддерживается в диапазоне 5–15 мм;
- Чрезмерный зазор снижает эффективность магнитной связи;
- Недостаточный зазор увеличивает риск короткого замыкания или механического контакта.
5.3Взаимосвязь между количеством поворотов и режимом работы.
При прочих равных условиях:
- Увеличение числа витков снижает эффективную рабочую частоту и увеличивает ток в катушке;
- Уменьшение количества витков повышает частоту и одновременно снижает ток.
Для немагнитных материалов или нагрузок с низкой связью увеличение количества витков часто оказывается полезным для повышения эффективности нагрева.
5.4Практическая оценка согласования нагрузок
В ходе фактической эксплуатации поведение тока и результаты нагрева могут использоваться в качестве эмпирических показателей:
- Высокий ток при медленном повышении температуры обычно указывает на недостаточную связь или неправильные размеры катушки;
- Трудности с увеличением тока или нестабильная работа системы могут указывать на чрезмерную нагрузку или слишком большое количество витков.
Путем регулирования размера катушки, количества витков и положения заготовки можно достичь более оптимальных условий согласования системы.

6.0Условия эксплуатации и вопросы терморегулирования
При высокочастотном индукционном нагреве силовые приборы и индукционные катушки работают в условиях высокой плотности энергии, что делает эффективное управление тепловыми процессами крайне важным.
- Охлаждающая среда должна обеспечивать хорошую теплопроводность и долговременную стабильность;
- Система охлаждения должна обеспечивать непрерывный и стабильный расход и давление;
- После длительной работы на высокой мощности необходимо обеспечить достаточное время охлаждения для снижения тепловой нагрузки в системе.
Эффективное управление тепловым режимом не только повышает стабильность работы, но и значительно продлевает срок службы оборудования.
7.0Типичные сценарии промышленного применения
Технология высокочастотного индукционного нагрева широко используется в различных отраслях промышленности, при этом разные процессы предъявляют разные требования к методам нагрева и контролю параметров.
| Процесс подачи заявки | Характеристики нагрева | Типичное назначение |
| Пайка | Концентрированный нагрев с точным контролем температуры. | Соединение разнородных металлов |
| Закалка | Быстрый нагрев с последующим контролируемым охлаждением | Повышение твердости поверхности |
| Отжиг | Контролируемый процесс нагрева и замачивания | Улучшение пластичности и снятие внутреннего напряжения. |
| Сквозной нагрев | Равномерный нагрев по всему поперечному сечению | Нагрев тонких или малодиаметрных компонентов. |
| Герметизация | Локализованный, целенаправленный нагрев | Конструкционная герметизация или соединение компонентов. |
| Плавление | Высокая удельная мощность и стабильная работа катушки. | Плавка металлов небольшими партиями |


Фактическая производительность устройства должна быть оптимизирована путем тестирования и корректировки с учетом материала заготовки, ее размеров и конкретных технологических задач.
8.0Технический анализ распространенных эксплуатационных проблем.
При длительной эксплуатации или изменении условий работы индукционные системы нагрева могут демонстрировать снижение эффективности или некорректную работу. К распространенным причинам относятся:
- Изменения геометрии катушки или плохой электрический контакт;
- Изменения в условиях нагрузки;
- Недостаточная мощность системы охлаждения активирует механизмы тепловой защиты;
- Колебания напряжения в электросети приводят к ненормальной работе системы.
Для решения этих проблем необходимо провести систематический анализ и корректировку, уделяя особое внимание согласованию нагрузки, тепловому регулированию и стабильности электроснабжения.
9.0Заключение
Как зрелая и постоянно развивающаяся технология промышленного нагрева, высокочастотные индукционные нагреватели обеспечивают высокую производительность, которая зависит от всестороннего понимания электромагнитных принципов, конструкции катушек, характеристик нагрузки и управления технологическим процессом. Правильная настройка параметров системы и постоянная оптимизация стратегий применения позволяют достичь высокого качества нагрева при сохранении эффективной и стабильной работы в промышленном масштабе.
Представленная здесь информация предназначена в качестве общего технического справочника. Разработка и проверка конкретных приложений должны производиться в соответствии с фактическими условиями эксплуатации и технологическими требованиями.
Ссылка
www.theinductor.com/blog/how-induction-heating-technology-works-and-why-you-should-know/
www.ambrell.com/blog/research-universities-using-induction-heating


