- 1.0Что такое операции по обработке металлов давлением?
- 2.0Что такое стрижка?
- 3.0Что такое покусывание?
- 4.0Что такое изгиб?
- 5.0Что такое рисование?
- 6.0Что такое тиснение?
- 7.0Что формируется?
- 8.0Что такое койнинг (сквизинг)?
- 9.0Понимание механики изгиба и распространенных методов
- 10.0Важные факторы при изгибе: допуск на изгиб, упругость и сила
- 11.0Операции по вытяжке: изготовление полых форм из плоского листового металла
- 12.0Заключение
- 13.0Часто задаваемые вопросы
Изготовление листового металла — краеугольный камень современного производства, широко используемый в автомобильной, аэрокосмической, строительной и бытовой промышленности. Понимание основных процессов, таких как резка, вырубка, гибка, вытяжка, чеканка и чеканка, крайне важно для инженеров и производителей, стремящихся оптимизировать эффективность производства и качество продукции.
1.0Что такое операции по обработке металлов давлением?
Операции формовки металла включают в себя формовку материала без его удаления, что исключает отходы. Листовой металл подвергается воздействию напряжений, превышающих предел упругости, но остающихся ниже предела прочности, что обеспечивает ему новую, постоянную форму.
К распространенным операциям по обработке металлов давлением относятся:
- Изгиб
- Рисунок
- Тиснение
- Формирование
- Чеканка (также известная как выжимание)
2.0Что такое стрижка?
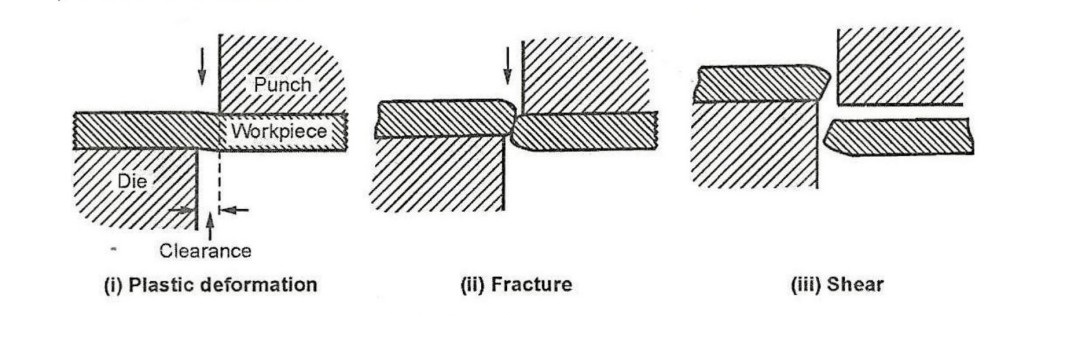
Резка — это процесс резки металлических листов, полос или прутков по прямой линии. Он состоит из трёх основных этапов:
- Пластическая деформация
- Разрушение (распространение трещины)
- Сдвиг (разделение материала)
Когда металлическая заготовка помещается между верхним и нижним ножами ножниц и прикладывается давление, материал сначала подвергается пластической деформации. По мере увеличения давления на режущих кромках ножей начинают образовываться трещины. Эти трещины распространяются и встречаются, вызывая сдвиг материала.
Машины для стрижки— от ручных до гидравлических и механических моделей — используются для эффективного и точного выполнения этого процесса, особенно в крупносерийном или промышленном применении.
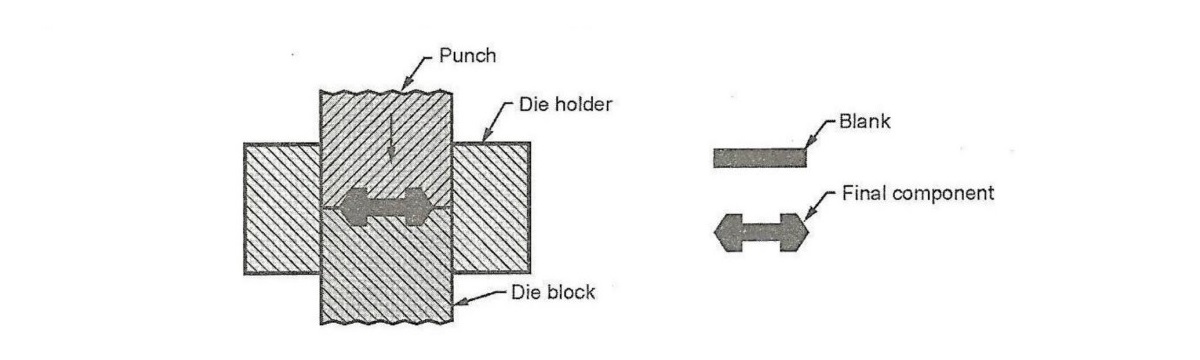
3.0Что такое покусывание?
Вырубка обычно используется вместо вырубки. Она предназначена для вырезания плоских деталей из листового металла и подходит для форм от простых до сложных контуров. Этот процесс в основном применяется для производства небольших партий деталей.
4.0Что такое изгиб?
Гибка — это процесс, при котором прямому металлическому листу придаётся изогнутая форма. При гибке материал подвергается как растягивающим, так и сжимающим напряжениям, что приводит к пластической деформации, превышающей предел упругости, но ниже предела прочности.
К распространенным типам гибки относятся:
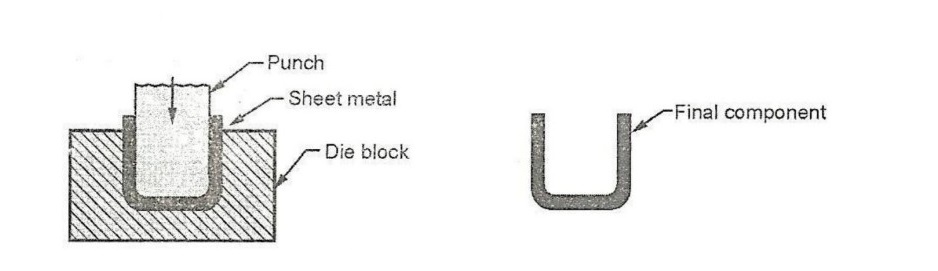
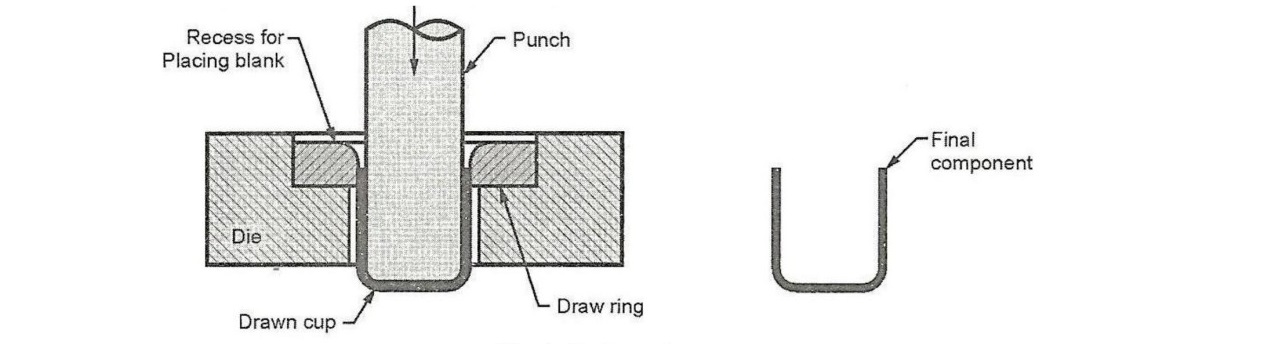
- U-образный изгиб
U-образная гибка (также называемая гибкой канала) использует полость штампа в форме буквы «U», что позволяет получить деталь с U-образным профилем. Эта операция обычно выполняется с помощью гибочный пресс машина оснащенные U-образными матрицами. - V-образный изгиб
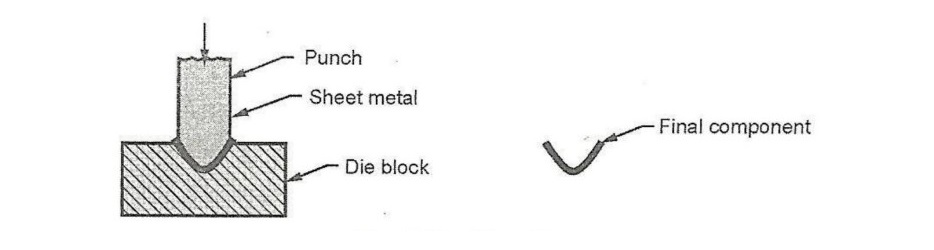
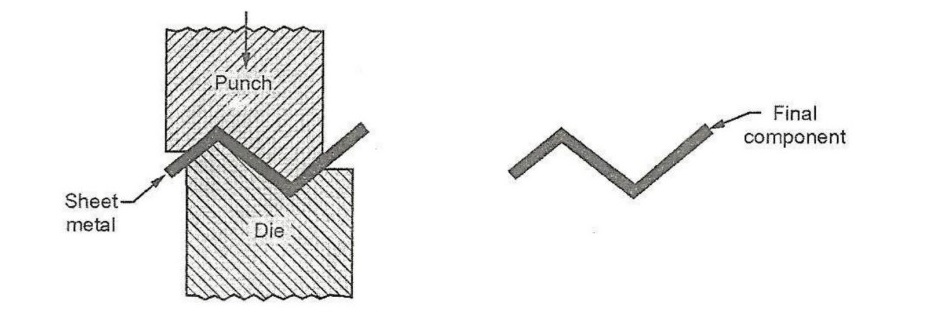
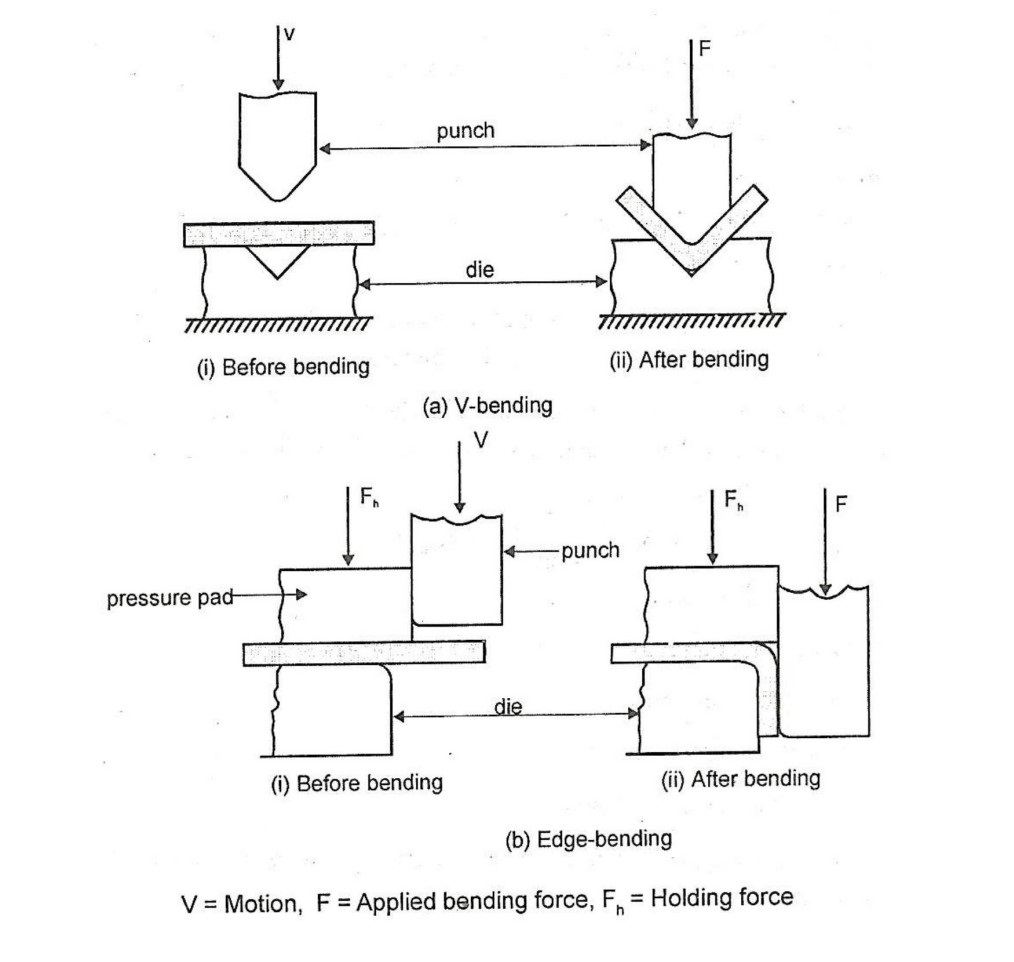
V-образная гибка выполняется с помощью клиновидного пуансона и V-образной матрицы. Угол V-образной гибки может варьироваться от острого до тупого, включая 90°. Благодаря своей универсальности и точности этот метод гибки является одним из наиболее распространённых в листогибочных машинах. - Изгиб под углом
Гибка под углом — это общее название для гибки листового металла под острым углом. Её также можно выполнить с помощью гибочный пресс, в зависимости от геометрии и требуемого угла. - Вьющийся
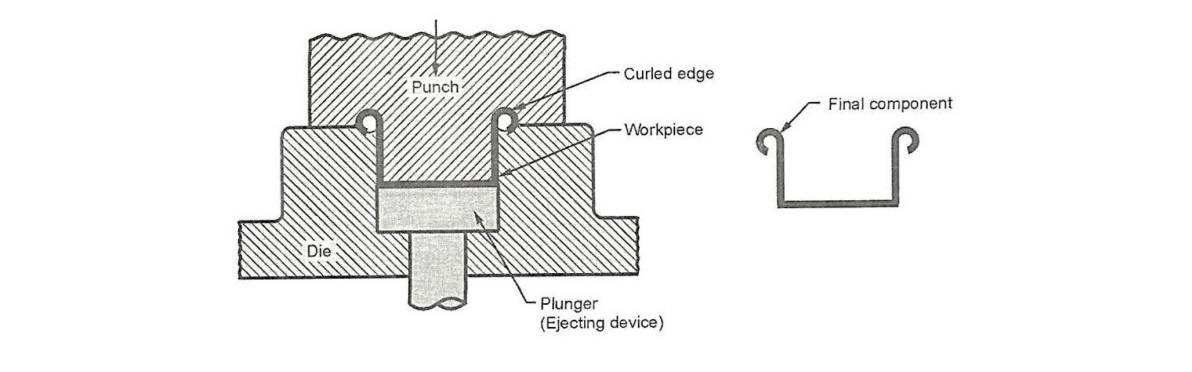
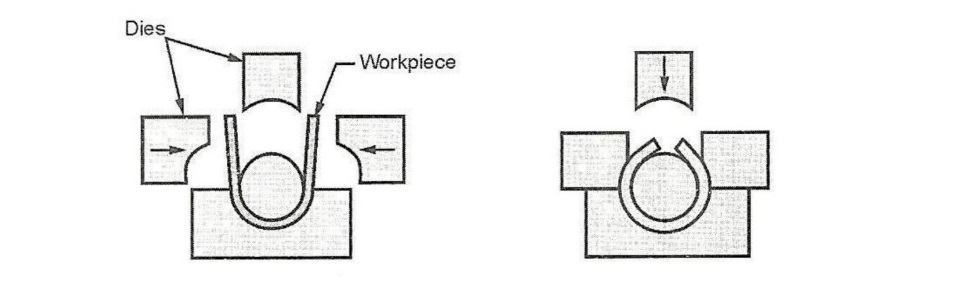
Загибание представляет собой загибание края листового металла вокруг формы. Как пуансон, так и матрица имеют частичные полости для придания материалу формы. После операции пуансон отводится назад, и деталь выталкивается плунжером. Этот метод используется при изготовлении бочек, кастрюль, кастрюль и подобных изделий. - Гибка валков
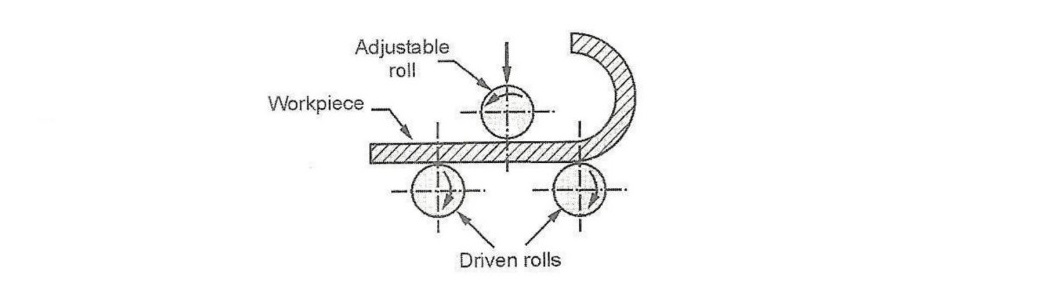
Вальцовочная гибка использует набор валков для постепенной гибки крупных листовых деталей в изогнутые профили. Этот метод широко применяется для изготовления больших резервуаров, сосудов высокого давления, труб и конструктивных элементов. - Гибка на 4-ползунковом станке
Этот метод применяется для относительно коротких деталей. Эти машины различаются по конструкции и используют как вертикальное, так и горизонтальное перемещение штампа для формирования сложных форм. - Изгиб кромки
Изгиб кромки подразумевает консольную нагрузку, при которой прижимная пластина прижимает заготовку к штампу, а пуансон заставляет металл сгибаться через кромку. Нажимать тормоза Гибка кромок, как правило, ограничена углами 90° или меньше, хотя гибочные штампы могут быть разработаны и для больших углов.
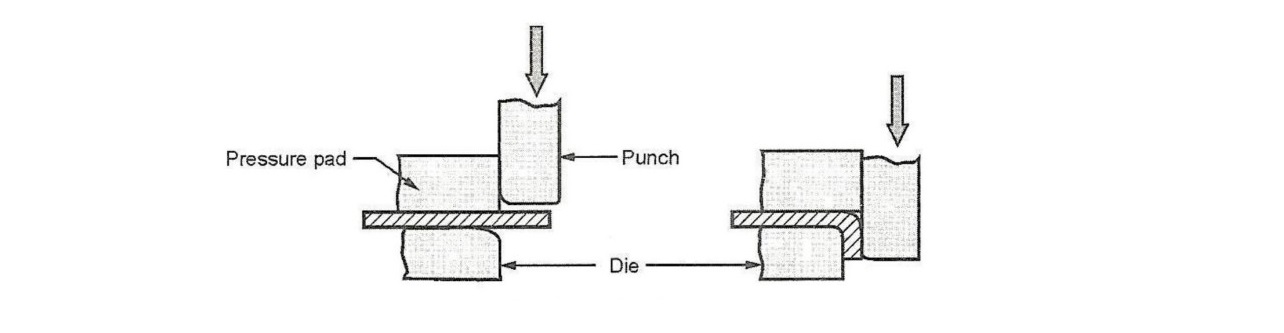
Из-за сложности прижимных подушек и протирочных штампов этот метод более затратен, но хорошо подходит для крупносерийного производства.
5.0Что такое рисование?
Вытяжка — это процесс, при котором плоская листовая металлическая заготовка вдавливается пуансоном в полость штампа, вызывая пластическую деформацию материала и придавая ему чашеобразную форму. Вытяжка используется для создания полых деталей из плоских листов.
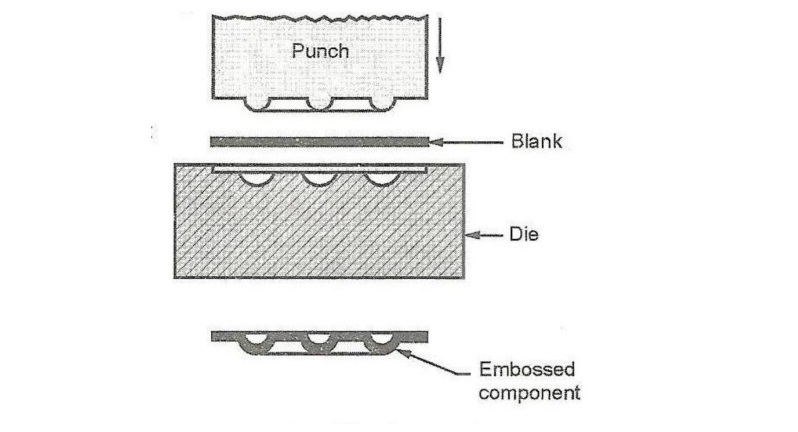
6.0Что такое тиснение?
Тиснение используется для создания рельефных или углублённых рисунков на листовом металле в декоративных или функциональных целях. Его можно использовать для печати логотипов, товарных знаков, номеров деталей или других идентификационных знаков.
7.0Что формируется?
В процессе формовки металл подвергается напряжению, превышающему предел текучести, благодаря чему он сохраняет новую форму, точно повторяя контур пуансона и матрицы. В отличие от волочения, здесь отсутствует значительная текучесть металла. Этот процесс используется для изготовления таких изделий, как дверные панели, стальная мебель и корпусы самолетов.
8.0Что такое койнинг (сквизинг)?
Чеканка — это процесс прецизионной штамповки, при котором металлическая заготовка помещается между пуансоном и матрицей и подвергается высокому давлению. Металл пластично течёт в холодном состоянии, полностью заполняя полость матрицы. Этот процесс используется для изготовления монет, медалей и декоративных изделий с точной проработкой поверхности.
9.0Понимание механики изгиба и распространенных методов
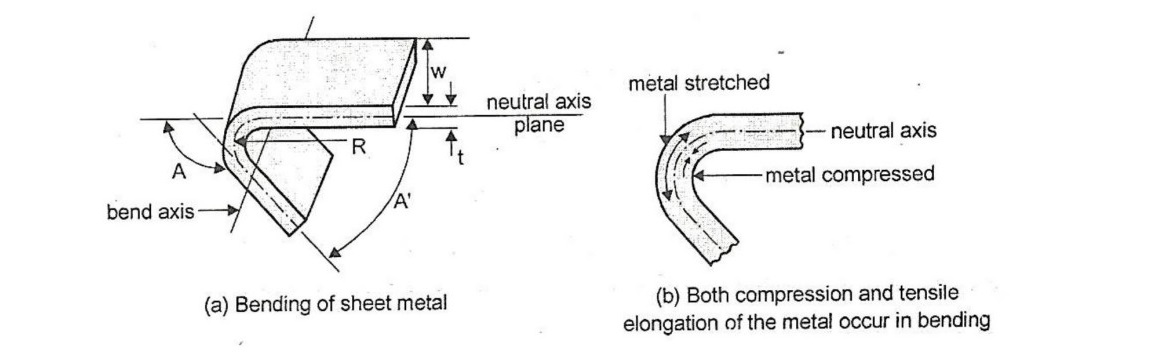
При гибке листового металла металл деформируется вокруг прямой оси. Материал внутри изгиба сжимается, а снаружи растягивается. Металл пластически деформируется, благодаря чему изгиб сохраняет свою форму после снятия нагрузки. Гибка, как правило, не приводит к существенному изменению толщины материала.
Два распространенных метода гибки:
- V-образный изгиб: Этот метод, выполняемый с помощью V-образного пуансона и матрицы, позволяет гибку под различными углами — от острых до тупых. Он обычно применяется в условиях малого производства и часто выполняется на листогибочном прессе. V-образные матрицы относительно просты и недороги.
- Изгиб кромки: В этом методе используется прижимная пластина для удержания основания заготовки, пока пуансон сгибает лист по краю штампа. Изгиб кромки ограничен углом 90° или меньше, если не используются более сложные штампы-протиры. Эти штампы дороже V-образных, но подходят для крупносерийного производства.
10.0Важные факторы при изгибе: допуск на изгиб, упругость и сила
Допуск на изгиб
Если радиус изгиба мал относительно толщины заготовки, материал имеет тенденцию к растяжению во время гибки. Точная оценка этого растяжения крайне важна для обеспечения соответствия готовой детали проектным характеристикам. Припуск на изгиб (BA) — это расчётная длина нейтральной оси до гибки, учитывающая растяжение материала. Его можно рассчитать по общей формуле:
ВА = (π/180)×А×(R+K×t)
Где:
- BA = Допуск на изгиб (в мм)
- A = Угол изгиба (градусы)
- R = Внутренний радиус изгиба (мм)
- t = Толщина заготовки (мм)
- K = Коэффициент для оценки местоположения нейтральной оси (обычно от 0,33 до 0,5, в зависимости от материала и условий изгиба)

Растяжение обычно происходит, когда радиус изгиба мал по сравнению с толщиной листа.
Пружинный откат
После снятия изгибающего давления упругая энергия, накопленная в материале, вызывает частичное восстановление первоначальной формы — это называется пружинением. Оно определяется как увеличение угла изгибаемой детали по сравнению с углом инструмента после снятия нагрузки.
СБ = θ₁ – θ₂
Где:
- SB = Упругость (градусы)
- θ₁ = Прилежащий угол листовой детали после гибки
- θ₂ = Прилежащий угол формовочного инструмента
Изгибающая сила
Необходимое усилие гибки зависит от таких факторов, как геометрия пуансона и матрицы, прочность материала, толщина листа и ширина детали. Максимальное усилие гибки можно рассчитать по формуле:
F = (Kbf × TS × ω × t²) / D
Где:
- F = Изгибающая сила (Н)
- TS = Предел прочности материала на растяжение (МПа)
- ω = Ширина детали (мм)
- t = Толщина листа (мм)
- D = Размер отверстия матрицы (мм)
- Kbf = Коэффициент изгибающей силы
- 33 для V-образного изгиба
- 33 для гибки кромок
11.0Операции по вытяжке: изготовление полых форм из плоского листового металла
Вытяжка — это процесс формовки листового металла, используемый для создания чашеобразных, коробчатых и других полых деталей. Плоская листовая заготовка помещается в полость штампа и продавливается в неё пуансоном. Прижимной элемент удерживает заготовку на месте во время операции.
Типичные области применения включают в себя:
- Банки для напитков
- Боеприпасы снаряды
- Раковины и кухонная утварь
- Автомобильные панели
Механика и этапы глубокой вытяжки
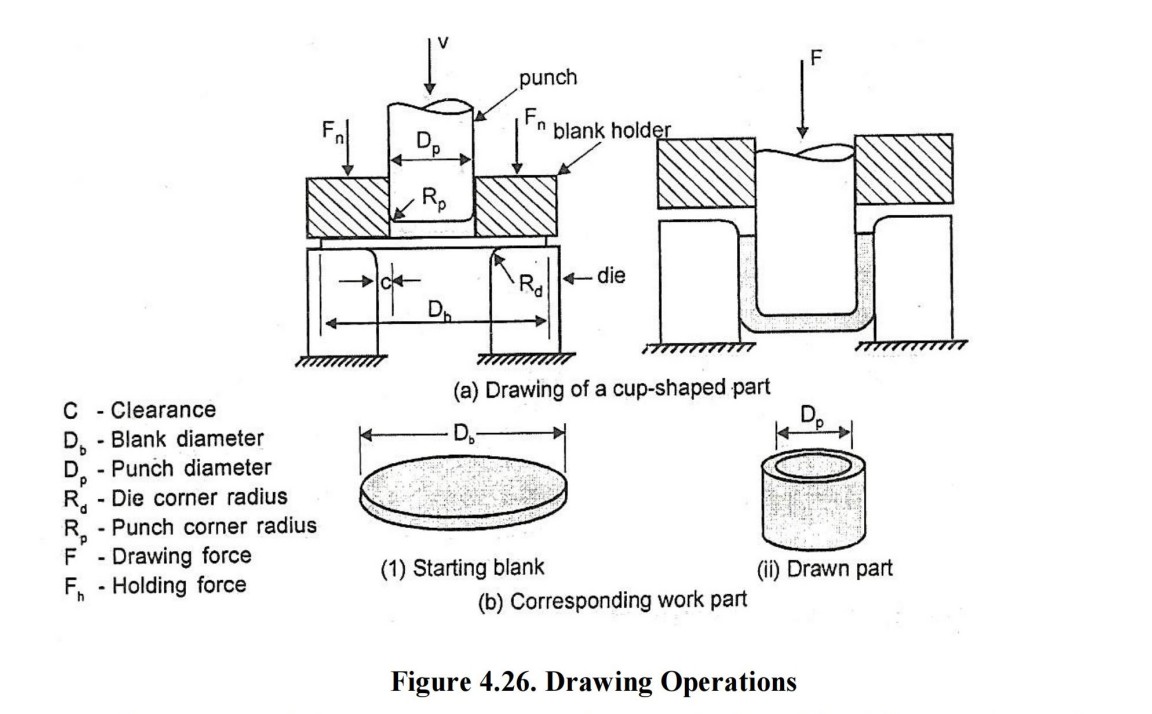
В базовом процессе вытягивания чашки:
Заготовка диаметром Db вытягивается с помощью пуансона диаметром Dp.
Пуансон и матрица имеют радиусы закругления углов (Rp и Rd) для предотвращения разрывов.
Между пуансоном и матрицей предусмотрен зазор С:
С ≈ 1,1 × t
Применяются две силы:
Сила удара (F) при деформации
Усилие прижима (Fh) для управления потоком металла
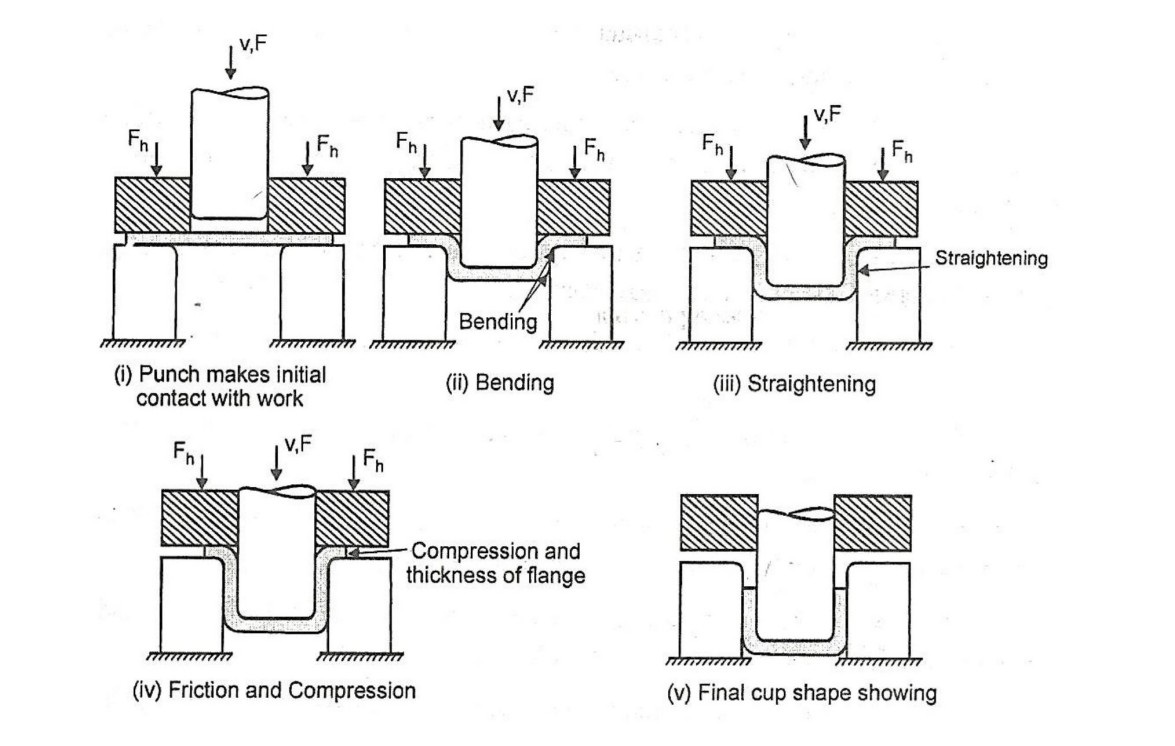
Этапы глубокой вытяжки включают в себя:
Первоначальный контакт – металл изгибается по радиусу матрицы и пуансона.
Выпрямление – ранее изогнутые участки выпрямляются по мере их втягивания в матрицу.
Вытяжка и сжатие – материал поступает из фланца в полость матрицы.
Трение (статическое → динамическое) препятствует течению.
Сжатие на фланце приводит к утолщению и возможному образованию складок.
Продолжение вытяжки – пуансон продолжает движение вниз, втягивая металл в матрицу.
Стенка цилиндра может истончиться.
Баланс между силой прижима заготовки и трением имеет решающее значение.
Обычно требуется смазка.
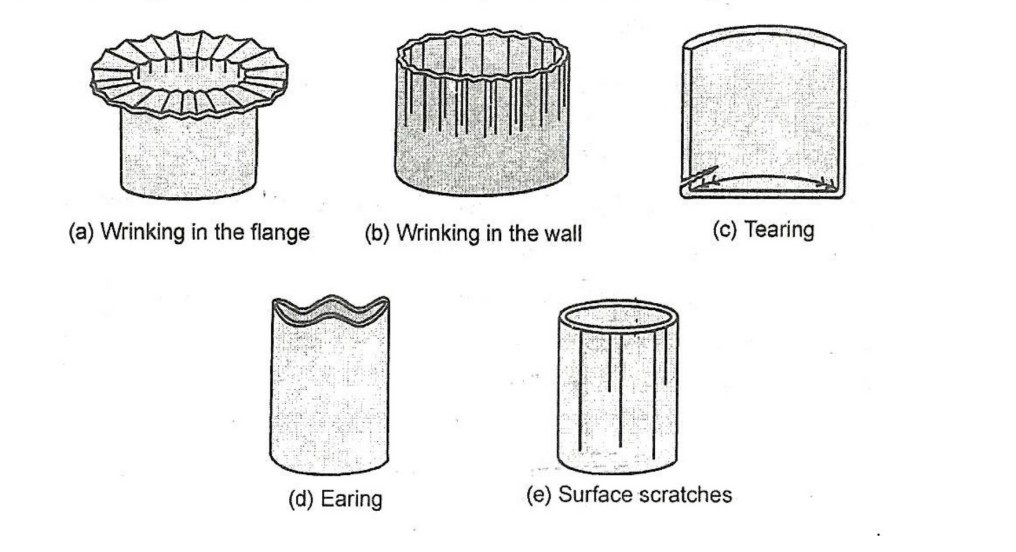
Распространенные дефекты в рисовании
- Образование складок на фланце: радиальные выступы, вызванные сжатием.
- Образование складок на стене: складки на фланцах втянуты в вертикальную стену.
- Разрыв: открытые трещины у основания из-за высокого растягивающего напряжения.
- Колошение: Неровные края (колоски) из-за анизотропии листа.
- Царапины на поверхности: возникают из-за шероховатых поверхностей штампа или плохой смазки.
Операции формовки вытяжкой: листы больших размеров для аэрокосмической и автомобильной промышленности
Формовка вытяжкой позволяет создавать большие, точно контурные листы путем растяжения металла сверх его предела эластичности над формовочным блоком.
Отскок является ключевой проблемой, на которую влияют:
- Тип материала
- Толщина
- Твёрдость
- Радиус изгиба (больший радиус вызывает большую отдачу)
Методы уменьшения отдачи
Перерастяжение с использованием блоков V-образной формы
Установка углов: чеканка углов для снятия остаточного упругого напряжения
Методы формовки растяжением
Метод форм-блоков
Заготовка натягивается на единый формовочный блок (пуансон).
Метод стыковки штампов
Использует как охватываемые, так и охватывающие штампы для более высокой точности и повторяемости.
12.0Заключение
Подводя итог, можно сказать, что такие процессы обработки листового металла, как резка, вырубка, гибка, вытяжка, тиснение и чеканка, играют важную роль в превращении металлических листов в функциональные и точные компоненты.
Глубокое понимание механизмов и переменных, влияющих на эти процессы, включая допуски на изгиб, упругость и конструкцию инструмента, позволяет производителям минимизировать дефекты и оптимизировать производство. Независимо от того, изготавливаете ли вы простые плоские детали или сложные,
Контурные панели. Освоение этих технологий является ключом к успешному изготовлению изделий из листового металла.
13.0Часто задаваемые вопросы
В1: В чем основное различие между гибкой и вытяжкой при изготовлении листового металла?
A1: Изгиб изменяет форму путем пластической деформации металла вокруг оси без существенного течения материала, тогда как вытяжка подразумевает втягивание материала в полость матрицы, в результате чего пластическое течение образует полые формы.
В2: Как можно минимизировать отдачу при изгибе?
A2: Упругость можно уменьшить за счет чрезмерного изгиба, выбора подходящего инструмента, использования материала с меньшей эластичностью и применения правильных расчетов допуска на изгиб во время проектирования.
В3: Когда выкусывание предпочтительнее вырубки?
A3: Высечка предпочтительна для резки сложных контуров или небольших производственных партий, где вырубные штампы будут дорогими или нецелесообразными.
В4: Что приводит к появлению морщин при глубокой вытяжке и как их можно предотвратить?
A4: Морщины возникают из-за сжимающих напряжений в области фланца. Их можно минимизировать, оптимизировав усилие прижима, смазку и геометрию инструмента.
В5: Почему смазка важна в процессах формовки и вытяжки?
A5: Смазка снижает трение между листовым металлом и инструментом, предотвращая повреждение поверхности, чрезмерный износ инструмента и такие дефекты, как разрывы или складки.