

- 1.0Что такое электрические ножницы для листового металла?
- 2.0Как работать на электрических ножницах для резки листового металла: пошаговое руководство
- 3.0Почему системы поддержки листа важны при резке листового металла
- 4.0Понимание фронтальной подачи в электрических стригальных машинах
- 5.0Шаг за шагом: как работает резка с фронтальной подачей
- 6.0Задняя подача в электрических листорезных машинах
- 7.0Преимущества задней выгрузки при резке листового металла в больших объемах
- 8.0Передняя или задняя подача: какую систему поддержки листов выбрать?
- 9.0Лучшие практики для эффективного использования электрических ножниц для резки листового металла
В современном производстве металлов электрические ножницы для листового металла Это важнейший инструмент для точной и эффективной резки. Однако, чтобы максимально повысить его производительность и оптимизировать производство, необходимо выбрать правильный система поддержки листов одинаково важно.
В этой статье объясняется все: от основ работы электрических стригальных машинок до ключевых различий между фронтальная поставка и задняя подача систем и предоставляет лучшие практики, которые улучшают рабочий процесс резки и эффективность работы оператора.
1.0Что такое электрические ножницы для листового металла?
Электрические ножницы для листового металла — это режущее устройство с электроприводом, предназначенное для высокоточной резки металлических листов и пластин. Эти машины используют электродвигатель для привода лезвия, которое режет металл по прямой линии. По сравнению с ручными или гидравлическими ножницами, электрические ножницы обеспечивают стабильную скорость резки, программируемое управление и более высокую точность — идеальное решение для современных производственных цехов.

2.0Как работать на электрических ножницах для резки листового металла: пошаговое руководство
Эффективная работа электрические ножницы для листового металла Это критически важно для точной резки и бесперебойного рабочего процесса. Выполните следующие основные шаги:
- Загрузите металлическую пластину
Поместите лист на стол для резки. Используйте удлинители или опорные кронштейны, чтобы уменьшить усилие, особенно при резке листов большого размера. - Расположите лист
Опорные планки для листов слегка приподнимают пластину, что облегчает ее скольжение и точное выравнивание относительно заднего упора. - Улучшить видимость
Дополнительная подсветка лезвий освещает линию реза для точного позиционирования. - Начать резку
Используйте ножную педаль, чтобы активировать прижим и начать резку. После резки лезвие автоматически возвращается в исходное положение. - Сброс материала
Пневматические опоры наклоняются вниз, чтобы аккуратно поместить отрезанную деталь в лоток или тележку для заготовок. - Сброс для следующего реза
Опоры для листов поднимаются, готовые к установке следующей пластины. Разрезанные детали складываются в стопку для удобства транспортировки.

3.0Почему системы поддержки листа важны при резке листового металла
Система поддержки листа обеспечивает правильное удержание, позиционирование и отвод металлического листа во время резки. Хорошая система поддержки снижает утомляемость оператора, предотвращает повреждение материала и повышает точность резки. Без надлежащей поддержки даже самые лучшие электрические ножницы могут давать нестабильные результаты или замедлять производство из-за задержек при погрузочно-разгрузочных работах.
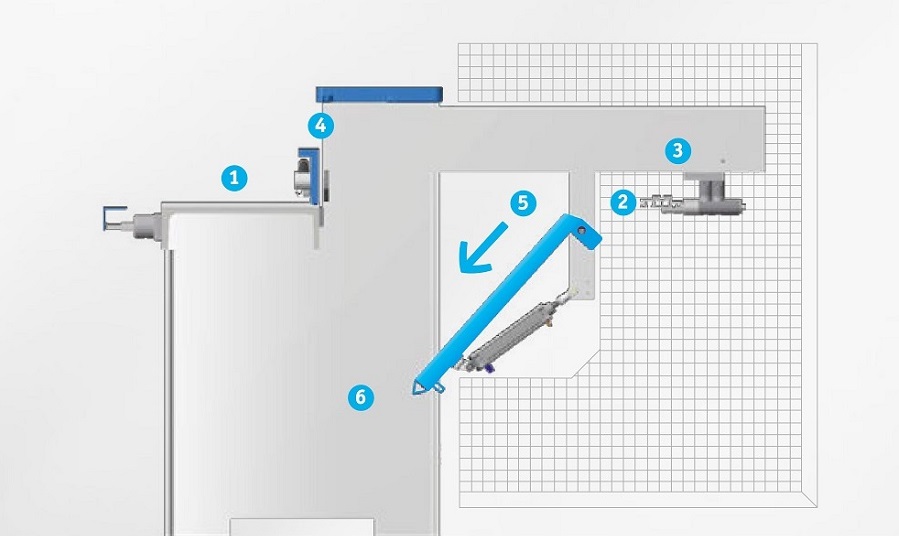
4.0Понимание фронтальной подачи в электрических стригальных машинах
В система фронтальной доставкиВсе процессы — загрузка листов, позиционирование, резка и выгрузка — выполняются с передней стороны станка. Такая конфигурация идеально подходит для небольших цехов или мелкосерийного производства, где пространство ограничено, и всем процессом управляет один оператор.
К типичным особенностям относятся ручные или моторизованные задние упоры (0–750 мм), удлинительные столы или опорные рычаги, а также дополнительная подсветка лезвия для облегчения визуального выравнивания.
5.0Шаг за шагом: как работает резка с фронтальной подачей
- Загрузка: Оператор кладет металлический лист на стол, используя опорные рычаги, которые уменьшают прилагаемые усилия.
- Позиционирование: Опорные планки слегка приподнимают лист, обеспечивая легкое скольжение и точное выравнивание относительно заднего упора.
- Визуальное выравнивание: Подсветка лезвий освещает линию реза, обеспечивая точность.
- Резка: С помощью ножной педали оператор активирует автоматический прижим и режущее лезвие.
- Увольнять: Пневматические опоры для листов наклоняются вниз; разрезанные детали аккуратно скользят в лоток или тележку для заготовок.
- Перезагрузить: Опоры и лезвие возвращаются в исходное положение для следующего реза.
6.0Задняя подача в электрических листорезных машинах
Системы задней выгрузки загружают листы спереди, а выгружают отрезанные детали сзади. Такая конфигурация обеспечивает одновременную загрузку и выгрузку, минимизируя время простоя и повышая производительность. Она предпочтительна для крупносерийного производства и обработки более длинных или толстых листов с минимальными усилиями оператора.
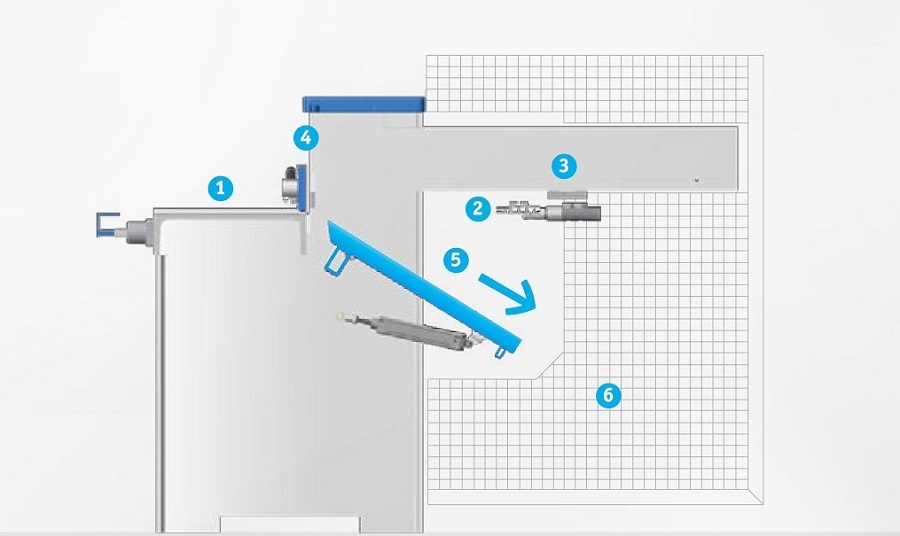
7.0Преимущества задней выгрузки при резке листового металла в больших объемах
- Параллельный рабочий процесс: Операторы могут подготавливать следующий лист, пока отрезанная часть удаляется сзади.
- Улучшенная эргономика: Меньше подъема и перемещения тяжелых материалов.
- Более короткое время цикла: Непрерывный поток материалов сокращает время ожидания.
- Более эффективное использование пространства: Освобождает переднюю часть для более быстрой загрузки.
8.0Передняя или задняя подача: какую систему поддержки листов выбрать?
| Требование | Рекомендуемая система доставки |
| Ограниченная площадь пола | Доставка спереди |
| Рабочий процесс с одним оператором | Доставка спереди |
| Обработка длинных/тяжелых листов | Задняя подача |
| Большой объем непрерывной работы | Задняя подача |
| Необходимость точной видимости линии реза | Передняя подача с подсветкой лезвия |
9.0Лучшие практики для эффективного использования электрических ножниц для резки листового металла
- Всегда сопоставляйте свой поддержка листа система в соответствии с вашим рабочим процессом и размером материала.
- Используйте подсветку лезвия для точной видимости линии реза, особенно при работе с тонкими или светоотражающими материалами.
- Поддерживайте правильные настройки заднего упора для обеспечения равномерного позиционирования.
- Регулярно проверяйте и обслуживайте пневматические опоры и прижимные зажимы.
- Обучите операторов использовать ножные педали и автоматические функции для минимизации ручного труда.
- Избегайте превышения номинальной толщины листа и производительности машины, чтобы продлить срок службы оборудования.
Понимая и применяя правильную настройку поддержки листов для вашего электрические ножницы для листового металлаВы добьетесь более быстрых циклов, более высокой точности и более безопасной работы. Независимо от того, выбираете ли вы фронтальную или заднюю подачу, оптимизация потока материалов — ключ к максимальному повышению производительности вашего цеха.




