


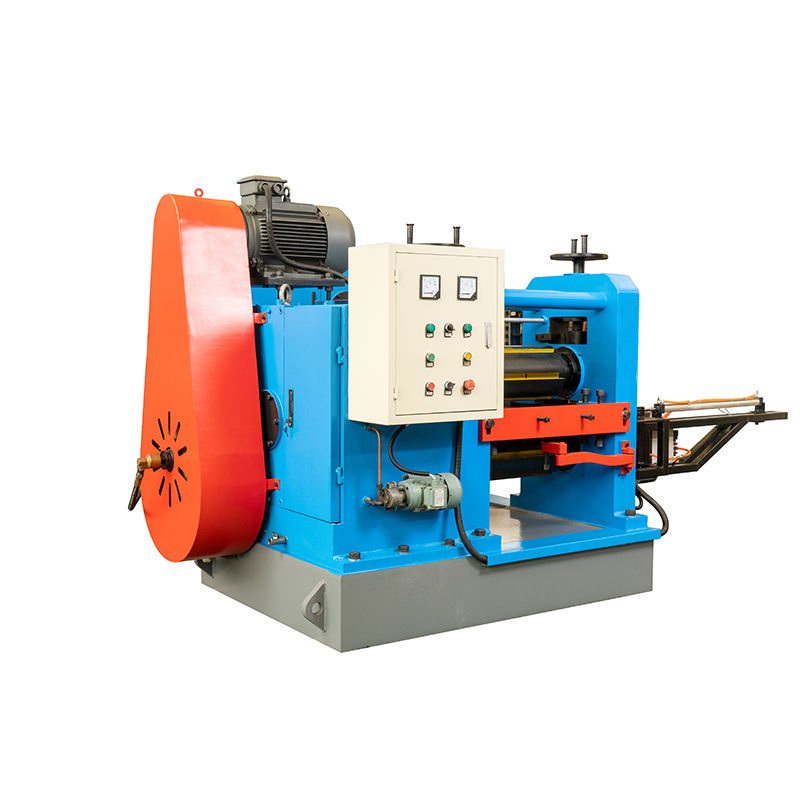






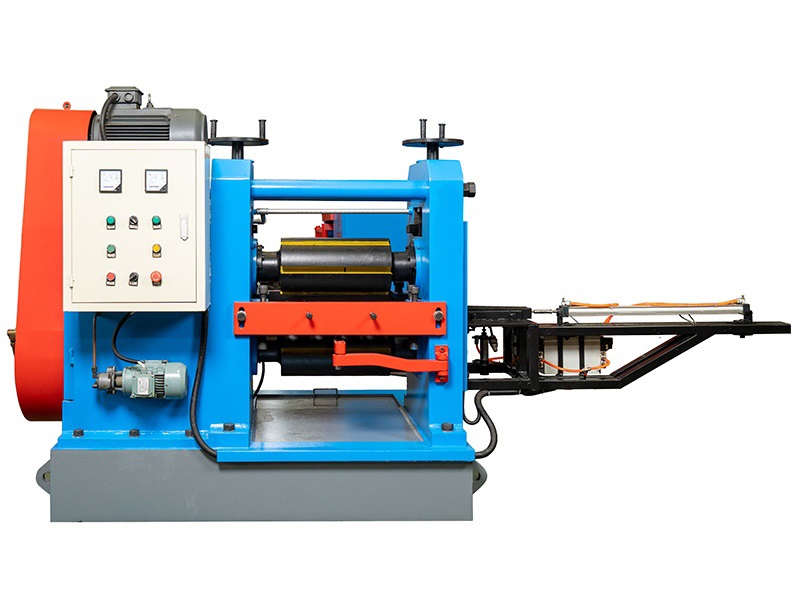




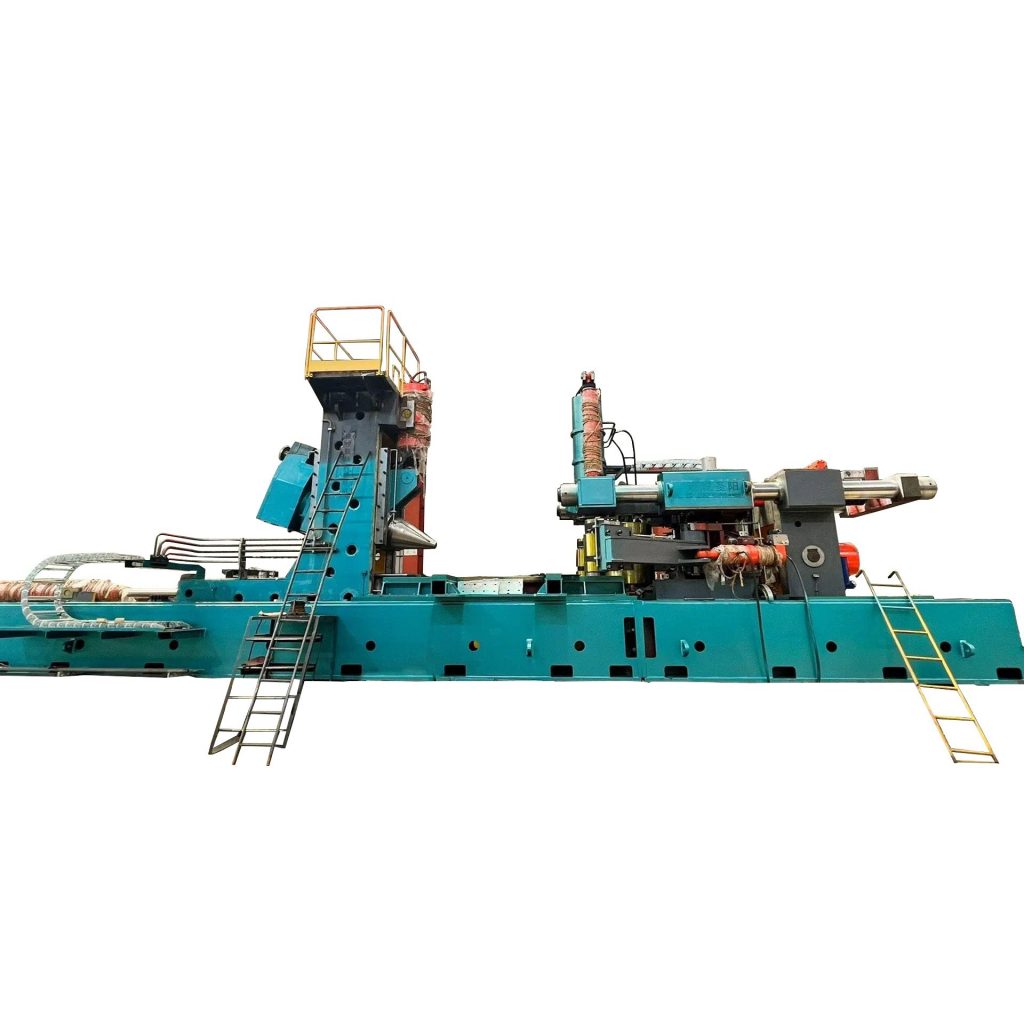
Основные характеристики поперечно-клиновых прокатных машин ALEKVS
- Один кусочек формирование с высокой эффективностью и длительным сроком службы штампа, предназначенного для массовое и автоматизированное кузнечное производство.
- Оснащен система направляющих пластин для предотвращения перекоса, обеспечения точности размеров и стабильной производительности прокатки.
- Регулируемый в радиальное, осевое, фазовое и расширяющееся направления, что позволяет осуществлять точный контроль процесса.
- Интегрированный автоматическая система кормления с бесшовным соединением оборудования на входе и выходе для повышения эффективности производственной линии.
Сравнение с традиционными валковыми ковочными машинами
- Обычная прокатка: Материал течет в основном в продольном направлении, подходит для удлинения валов и прокатки листов.
- Поперечно-клиновая прокатка (ПКП): Обеспечивает более высокую производительность, улучшенное использование материала, более длительный срок службы штампа и особенно эффективен для крупносерийное производство поковок типа вал.
Приложение





Значение приложения
- Экономия материалов: Достигает до Использование материала 80%, что значительно снижает затраты на сырье, рабочую силу и энергию.
- Полная автоматизация: Оснащены системами автоматической подачи и прокатки, поддерживающими интеграцию в интеллектуальные производственные линии.
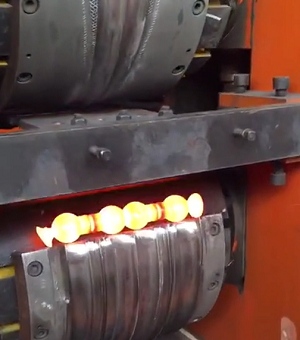
- Высокая производительность: Каждый цикл прокатки может производить две поковки всего за несколько секунд, идеально подходит для крупномасштабного производства.
- Высокая точность: Непрерывный поток зерен по профилю продукта, улучшенная микроструктура и улучшенные механические свойства.
Поток процесса
Резка круглого проката → Нагрев → Прокатка → Нормализация → Дробеструйная обработка → Правка → Чистовая резка.
Через прецизионные прокатные штампызаготовки формируются ближе к конечным формам, что сводит к минимуму припуски на обработку и снижает общую стоимость производства.


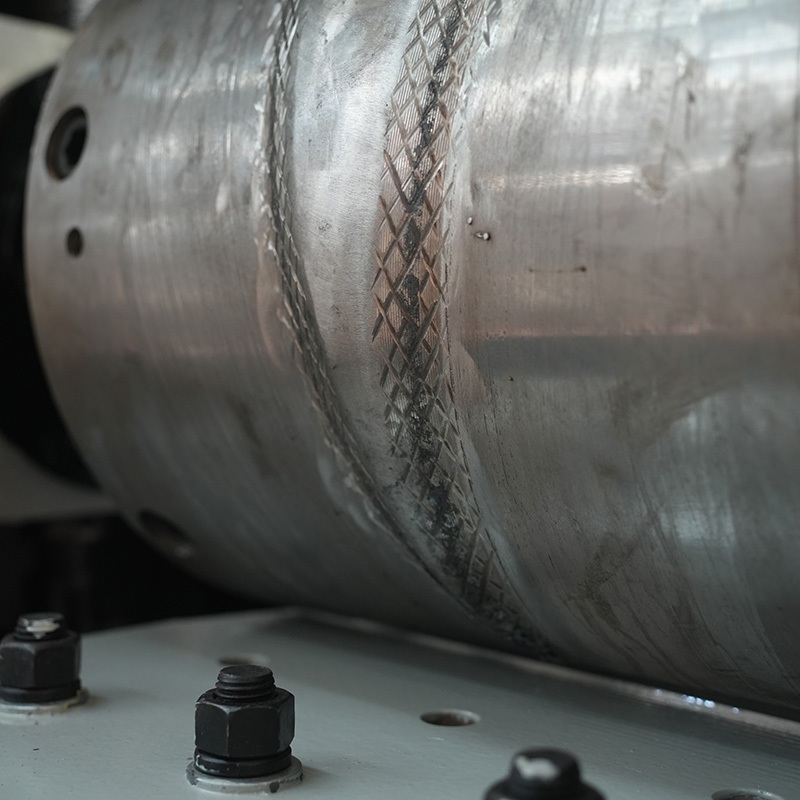


Принцип процесса
Поперечно-клиновая прокатка (КПП) Это передовая технология ковки, при которой цилиндрические заготовки подвергаются непрерывной локальной деформации между двумя валками, оснащенными бойками. Заготовка точно соответствует форме канавок бойка, поскольку валки вращаются в одном направлении, что приводит к радиальной деформации заготовки под действием клинового сжатия и формированию её в заданную форму.
По сравнению с традиционной штамповкой, Технология CWR предлагает следующие преимущества:
- Меньшее усилие формования и меньшее трение, что обеспечивает более длительный срок службы штампа.
- Формирование почти чистой формы с помощью 10%–30% более высокая утилизация материала.
- Простой и эффективный процесс: одна поковка может быть выполнена всего за несколько секунд с помощью одного оборота валка.
- Работает без ударов и шума, отлично подходит для массовое производство и автоматизированные линии ковки.











Пожалуйста, заполните эту форму, чтобы отправить запрос на предложение. Один из членов нашей команды рассмотрит детали и свяжется с вами в течение 12 рабочих часов.