

- 1.0Выбор между CO₂ и волоконными лазерами
- 2.0Что такое CO₂-лазер?
- 3.0Что такое волоконный лазер?
- 4.0Понимание основных различий между CO₂- и волоконными лазерами
- 5.0CO₂ или волоконный лазер: какая технология безопаснее?
- 6.0CO₂ и волоконные лазеры: что более энергоэффективно?
- 7.0CO₂ против волоконных лазеров: сравнение капиталовложений
- 8.0CO₂ против волоконных лазеров: расходы на техническое обслуживание и эксплуатацию
- 9.0CO₂ против волоконного лазера: сравнение скорости резки
- 10.0CO₂-лазер против волоконного лазера — сравнительная таблица обработки материалов
- 11.0Волоконный лазер против CO₂-лазера: какой из них выбрать и почему?
- 12.0CO₂-лазер против волоконного лазера — часто задаваемые вопросы
1.0Выбор между CO₂ и волоконными лазерами
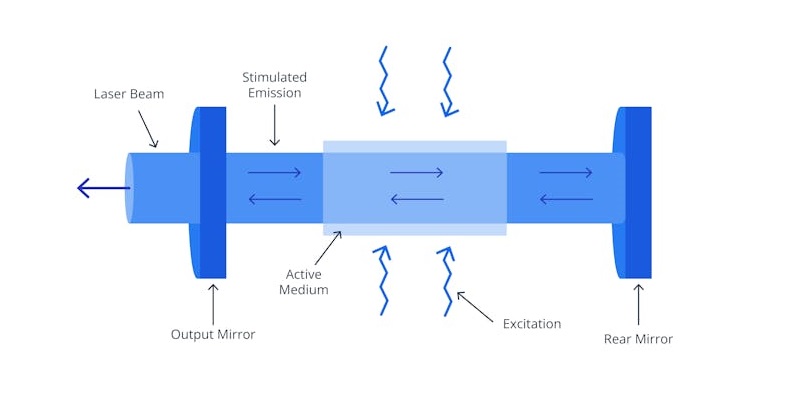
Основная роль лазерного источника: В основе каждой лазерной системы лежит ее лазерный источник. Этот компонент генерирует лазерный луч, заряжая частицы света и выпуская их в сфокусированном потоке.
Распространенные типы лазерных источников и их преимущества: Два наиболее широко используемых сегодня лазерных источника — это CO₂-лазеры и волоконные лазеры. Каждый из них предлагает определенные преимущества в производительности. Выбор правильного лазерного источника может значительно повысить эффективность обработки, точность и гибкость.
Резка CO₂ и волоконным лазером при обработке металла: Профессионалы в сфере производства давно спорят о том, какая технология лучше подходит для резки металла. Некоторые отдают предпочтение проверенным временем системам CO₂, в то время как другие предпочитают современные преимущества, предлагаемые волоконными лазерами.
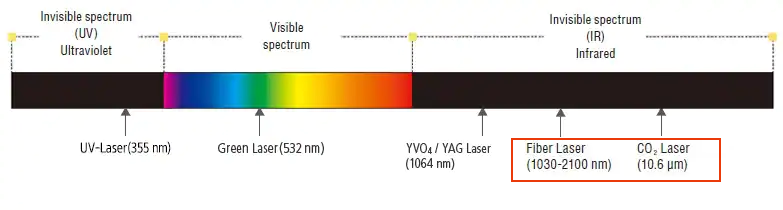
Ключевые факторы при выборе источника лазерного излучения: Основное различие между этими двумя типами лазеров заключается в длине волны и способе подачи луча:
- Волоконные лазеры: предназначены для резки металлаони работают на более коротких длинах волн, что делает их высокоэффективными для резки широкого спектра металлов.
- Лазеры CO₂: расширенная совместимость материалов, идеально подходит для резки неметаллических материалов и некоторых металлов при правильной настройке.
2.0Что такое CO₂-лазер?
Лазеры CO₂ являются одними из самых универсальных и широко используемых типов лазеров, предпочитаемых за их широкую совместимость с материалами. Они режут и гравируют путем испарения материала, что делает их особенно эффективными для неметаллических подложек.
Как это работает:
CO₂-лазер работает, возбуждая газовую смесь — в основном углекислый газ (CO₂), азот (N₂) и гелий. Электрическое поле возбуждает молекулы азота, которые передают энергию молекулам CO₂ через резонанс. Затем молекулы CO₂ испускают фотоны, создавая лазерный луч. Гелий помогает вернуть молекулы CO₂ в их основное состояние, обеспечивая непрерывный выход.
Характеристики лазера:
- Длина волны:~10,6 мкм; попадает в среднюю и дальнюю инфракрасную область спектра.
- Выход: Высокоэффективная лазерная генерация.
- Дизайн: Простая конструкция с низкой себестоимостью производства.
- Диапазон мощности: Регулируется от милливатт до киловатт.
- Качество луча: Обеспечивает постоянную и стабильную пиковую мощность.
- Масштабируемость: Выходную мощность можно увеличить, удлинив лазерную трубку.
- Модуляция: Модуляция добротности с помощью вращающихся зеркал позволяет увеличить мощность импульса.
- Достижения: Такие варианты, как лазеры CO₂ с радиочастотным возбуждением, обеспечивают большую мощность, долговечность и эффективность.
Характеристики CO₂-лазера:
- Типы систем: Совместимость с несколькими форматами систем CO₂-лазеров.
- Настройка: Доступны модели с различными уровнями мощности и размерами рабочей зоны.
- Гибкость материала: Поддерживает широкий спектр субстратов.
Доступность: Более низкая начальная стоимость делает этот вариант гравировки экономически эффективным.
Обрабатываемые материалы:
- Резка и гравировка: Пластик, акрил, дерево, картон, бумага, ткань, резина.
- Только гравировка: Стекло, керамика, камень, покрытые металлы. Голый металл, как правило, не может быть обработан напрямую и может потребовать нанесения маркирующих спреев или покрытий.
Типичные области применения:
- Производство вывесок и дисплеев
- Резка и гравировка акрила
- Индивидуальная персонализация подарков и игрушек
- Изготовление трофеев и наград
3.0Что такое волоконный лазер?
Волоконные лазеры используют легированное редкоземельными элементами волокно в качестве среды усиления и специально разработаны для маркировки металла и высококонтрастных пластиковых приложений. Они отлично справляются с задачами, в которых не справляются лазеры CO₂, предлагая высокую скорость, низкое энергопотребление и практически не требующую обслуживания работу.
Как это работает:
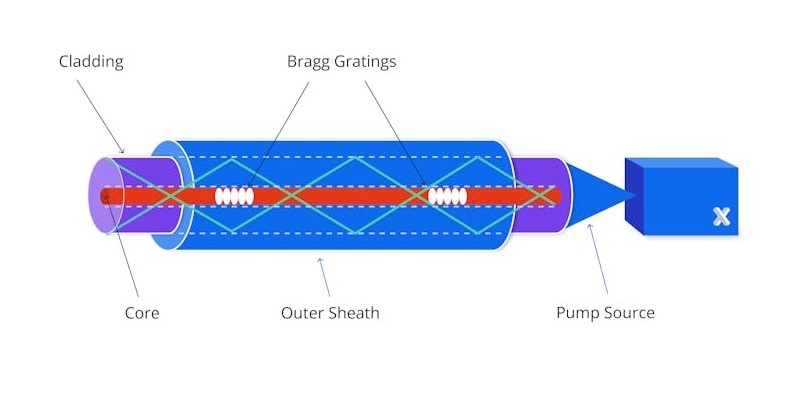
Построенные на основе монолитной архитектуры, волоконные лазеры генерируют свет, стимулируя легированное оптическое волокно (например, иттербий). Энергия лазера усиливается внутри полости волокна и отражается решетками Брэгга, создавая коллимированный луч, который фокусируется на поверхности материала через линзу.
Преимущества волоконных лазеров:
- Обслуживание: Практически не требует обслуживания в течение длительного времени.
- Размер: Компактный и простой в интеграции.
- Стабильность: Высокое качество луча с низким уровнем шума и мерцания.
- Расходы: Ниже, чем у сопоставимых систем при той же выходной мощности.
- Среда: Хорошо работает при переменных температурах и в промышленных условиях.
- Скорость и мощность: Высокие скорости резки при доступных уровнях мощности, достигающих 12 кВт и более.
Технология и преимущества волоконной лазерной резки
Волоконные лазеры излучают высокосфокусированные лучи с превосходным поглощением в металлах, что делает их особенно эффективными для резки металла. Их низкая отражательная способность и эффективная доставка луча превосходят CO₂-лазеры во многих применениях в металле.
- Пригодность материала: Идеально подходит для нержавеющей стали, алюминия, латуни и меди.
- Толщина резки: Возможность резки металлических листов толщиной более 1 дюйма (25 мм) с оптимальной производительностью при толщине менее 0,5 дюйма (12,5 мм).
- Вспомогательные газы: Использование азота или кислорода помогает улучшить удаление шлака, скорость резки и качество кромок.
- Потребляемая мощность: Эксплуатационные расходы составляют от половины до трети расходов на CO₂-лазеры.
- Скорость резки: До 5 раз быстрее традиционных систем CO₂.
- Обслуживание: Герметичная оптическая система сводит к минимуму необходимость чистки и замены линз.
- Производительность: Увеличивает производительность и снижает себестоимость каждой детали.
Основные характеристики волоконных лазеров
- Прямая маркировка: Возможность гравировки и маркировки голых металлов без распыления или покрытия.
- Прочность: Длительный срок службы (минимум 25 000 часов).
- Ось вращения: Дополнительные вращающиеся насадки позволяют наносить маркировку на цилиндрические или конические поверхности.
Обрабатываемые материалы:
- Металлы: Алюминий, бронза, медь, золото, платина, серебро, нержавеющая сталь, титан.
- Пластик: АБС, полиамид, поликарбонат, ПММА (акрил), добавки для лазерной маркировки.
Типичные области применения:
- Маркировка рекламной продукции
- Высококонтрастная пластиковая маркировка
- Прямая маркировка деталей
- Гравировка штрих-кода и таблички с именем
4.0Понимание основных различий между CO₂- и волоконными лазерами
| Критерии сравнения | CO₂-лазер | Волоконный лазер |
| Потребление энергии и эффективность: | Высокое энергопотребление, низкая эффективность (~5–10%); более высокие эксплуатационные расходы. | Низкое энергопотребление, высокая эффективность (>90% в типичном случае); энергосберегающий и экономичный. |
| Первоначальная стоимость: | Более низкая стоимость; хорошее соотношение цены и качества. | Более высокая стоимость за ватт; общая стоимость оборудования может быть в 5–10 раз выше, чем у CO₂-лазера. |
| Срок службы: | Более короткий срок службы; ограниченные возможности восстановления. | Длительный срок службы (до 25 000 часов), примерно в 10 раз дольше, чем у CO₂; легко поддается восстановлению. |
| Точность резки: | Меньшая точность. | Более высокая точность; идеально подходит для тонкой, детальной работы. |
| Типичные материалы для резки: | Акрил, меламин, перламутр, бумага, полиэфирная пленка, пластик, резина, дерево, ПОМ, ткань, Corian®, пробка, стекловолокно, кожа, картон, фанера и т. д. | Металлы (включая нержавеющую сталь, алюминий, титан и другие светоотражающие материалы), стекло, акрил (ПММА), ПОМ, бумага, картон, большинство пенопластов и т. д. |
| Совместимость материалов: | Лучше всего подходит для неметаллических и некоторых цветных материалов. | Подходит для большинства материалов, особенно металлов; оптимально для резки заготовок толщиной ≤20 мм. |
| Диапазон мощности: | Десятки ватт до ~100 кВт; большая мощность требует масштабного охлаждения. | Выходная мощность может достигать 1 мегаватта (МВт); низкие требования к охлаждению. |
| Длина волны: | 10,6 мкм или 9,6 мкм (большая длина волны). | 1064 нм (1,064 мкм; более короткая длина волны). |
| Эксплуатационные расходы: | Низкая электрическая эффективность; высокое потребление энергии. | Высокая электрическая эффективность; превосходные экономические показатели. |
| Отрасли: | Медицина, оборона, телекоммуникации, общее производство; хорошо подходит для резки толстых листов (>10 мм), часто используется с подачей кислорода. | Телекоммуникации, медицина, точная обработка, автомобилестроение, электроника; отлично подходит для резки отражающих металлов, таких как титан, латунь и алюминий. |
5.0CO₂ или волоконный лазер: какая технология безопаснее?
Риски лазерной безопасности: Независимо от типа, лазерное излучение — прямое или отраженное — может представлять серьезную опасность для глаз и кожи человека. Чтобы смягчить это, лазерные системы классифицируются на основе потенциальных биологических рисков с обязательной маркировкой безопасности, как определено BS EN 60825-1 (МЭК 60825-1). В этом стандарте описаны классы лазеров и соответствующие им пределы излучения:
- Класс 1:Безопасен при нормальной эксплуатации, даже при длительном прямом наблюдении или при наблюдении через оптические приборы, такие как лупы или телескопы.
- Класс 2М: Излучает видимое излучение; обычно безопасно при кратковременном воздействии невооруженным глазом, но может причинить вред при наблюдении через оптические приборы.
- Класс 4:Высокий риск повреждения глаз и кожи, даже от рассеянных отражений; также существует опасность возгорания.


Меры безопасности в системах лазерной резки
Пока волоконные лазеры по своей сути являются Класс 4 Благодаря высокой выходной мощности большинство систем резки волоконным лазером спроектированы с учетом Стандарты безопасности класса 1 благодаря надежным защитным функциям:
- Системы блокировки: Автоматически отключает лазерное излучение, если панели доступа или дверцы корпуса не закрыты надежно, предотвращая случайное облучение.
- Защитные смотровые окна: Специализированное защитное стекло для лазеров защищает операторов от воздействия луча, позволяя при этом осуществлять визуальный мониторинг. Стекло должно быть оценено на основе мощности лазера, фокусировки и характеристик луча.
Характеристики безопасности лазера CO₂
- Открытый дизайн: Лазерные установки CO₂ часто используют конфигурации с открытым верхом. Даже при отражении луч значительно рассеивается, что снижает вероятность серьезного вреда.
- Экономически эффективная защита: Используемое защитное стекло обычно полупрозрачно и имеет более низкую стоимость, обеспечивая достаточную защиту и при этом сохраняя видимость для оператора.
Меры безопасности при использовании волоконного лазера
- Требование сертификации: При покупке волоконно-лазерного оборудования убедитесь, что как источник лазера, так и вся система Сертифицировано CE, подтверждающий соответствие международным стандартам безопасности.
- Улучшенное сдерживание: Из-за более короткой длины волны и более высокой плотности энергии волоконные лазеры требуют более строгой защиты и конструкции корпуса для предотвращения опасного воздействия даже при высоких уровнях мощности.
6.0CO₂ и волоконные лазеры: что более энергоэффективно?
Сравнение энергопотребления:
Волоконные лазеры имеют значительное преимущество перед CO₂-лазерами с точки зрения энергоэффективности и устойчивости.
Эффективность CO₂-лазера: При электрическом КПД около 10% CO₂-лазер мощностью 6 кВт обычно требует около 60 кВт входной мощности.
Эффективность волоконного лазера: Волоконные лазерные системы работают с эффективностью около 45% (до 50%), требуя всего около 13 кВт входной мощности для достижения той же выходной мощности 6 кВт.
С ростом выходной мощности лазера растут и требования к системе охлаждения. CO₂-лазеры требуют значительно больше энергии для поддержания надлежащего охлаждения, что приводит к более высоким расходам на электроэнергию по сравнению с волоконными лазерами.
Кроме того, мощность, необходимая для удаления и фильтрации дыма, зависит от размера машины и площади режущего слоя. Более высокая мощность резки увеличивает нагрузку на системы удаления.
Заключение: Станки для резки с волоконным лазером потребляют значительно меньше энергии, что со временем приводит к ощутимой экономии средств, особенно в условиях крупносерийного или длительного производства.
7.0CO₂ против волоконных лазеров: сравнение капиталовложений
В то время как начальная цена покупки волоконного лазерного резака обычно выше, чем у CO₂-лазера, его более высокие скорости резки—особенно для тонких материалов —повышение производительности. В сочетании с меньшее энергопотреблениеволоконные системы помогают снизить стоимость детали.
Возможности автоматизации:
Системы CO₂-лазеров и волоконных лазеров поддерживают высокий уровень автоматизации, включая:
- Производство без света
- Автоматические устройства смены насадок
- Системы автофокусных линз
Эти функции сокращают ручное вмешательство и время простоя, повышая эффективность. Хотя более высокая автоматизация увеличивает первоначальные затраты, она значительно сокращает время простоя, вызванное ошибками оператора, и повышает долгосрочную окупаемость инвестиций.
Факторы, влияющие на стоимость лазерной системы:
- Мощность лазера
- Размер зоны резки
- Уровень автоматизации
Типичный диапазон цен:
- Бывшие в употреблении промышленные системы CO₂: 150 000 фунтов стерлингов и выше
- Новые промышленные волоконные лазерные системы: от 275 000 до 550 000 фунтов стерлингов, некоторые из них стоят более 1 миллиона фунтов стерлингов.
В то время как цены на волоконные лазеры постепенно снижаются благодаря достижениям в области твердотельных лазерных технологий, цены на CO₂-лазеры остаются относительно стабильными.
8.0CO₂ против волоконных лазеров: расходы на техническое обслуживание и эксплуатацию
Требования к техническому обслуживанию:
Волоконные лазеры требуют значительно меньшего обслуживания, чем CO₂-лазеры, во многом из-за различий в системах доставки луча.
- Волоконные лазеры: Используйте герметичные оптоволоконные кабели для передачи лазерного луча непосредственно на режущую головку. Закрытый путь луча исключает риск загрязнения.
- Расходные материалы: В основном сопла и защитные окна
- Типичное время обслуживания: Менее 30 минут в неделю
- Лазеры CO₂: Для направления луча используйте шарнирные рычаги с несколькими зеркалами и сильфонами.
- Потребности в техническом обслуживании: Зеркала и меха подвержены скоплению пыли и износу, поэтому требуют регулярной чистки и замены.
- Механический износ: Движение сильфона может привести к образованию отверстий и нарушению выравнивания.
- Термические эффекты: Тепло от лазера может деформировать зеркала, что приведет к смещению луча и необходимости повторной калибровки.
- Риск повреждения: Отражение луча может повредить дорогостоящие компоненты, такие как генераторы.
- Типичное время обслуживания:4–5 часов в неделю
Выравнивание луча:
Точное выравнивание луча имеет решающее значение для стабильного качества резки.
- Лазеры CO₂: Необходимо использовать несколько зеркал; повторная настройка сложна и требует много времени.
- Волоконные лазеры: Требуется только одна настройка линзы; выравнивание выполняется быстро и просто.
9.0CO₂ против волоконного лазера: сравнение скорости резки
Обзор производительности резки:
Волоконные лазеры обеспечивают значительно более высокую скорость резки, чем CO₂-лазеры при обработке тонких материалов (менее 8 мм), причем наиболее заметные преимущества наблюдаются при обработке нержавеющей стали.
Толщина 1 мм: Волоконные лазеры режут примерно В 6 раз быстрее чем CO₂-лазеры.
Толщина 5 мм: Разрыв в скорости сокращается примерно до 2×.
Масштабирование мощности: Увеличение мощности лазера примерно на 2 кВт может повысить скорость резки тонких материалов на 2-3 раза.
По мере увеличения толщины материала при эквивалентных условиях мощности лазеры CO₂ могут приближаться к скорости резки волоконного лазера, а в некоторых случаях и превосходить ее. Однако это преимущество относительно ограничено, и Мощные CO₂-лазеры (более 6 кВт) встречаются реже в промышленных условиях.
Волоконные лазеры, напротив, остаются эффективными в широком диапазоне толщин материалов, особенно в системы высокой мощности, где они неизменно превосходят по скорости и эффективности.
Примечание: Оптимальную скорость резания следует оценивать не только по показателям скорости, но и по срок службы расходных материалов и помощь газовая эффективность для обеспечения экономически эффективной эксплуатации.
Сравнительная таблица скоростей резки (лазер 6 кВт против плазменного резака 170 А)
| Материал и толщина | Волоконный лазер 6 кВт (м/мин) | 6 кВт CO₂-лазер (м/мин) | Плазма высокой четкости (м/мин) |
| Нержавеющая сталь 5 мм | 6.00 | 2.70 | 2.69 |
| Нержавеющая сталь 10 мм | 1.30 | 1.50 | 1.61 |
| Нержавеющая сталь 15 мм | 0.90 | 0.75 | 1.23 |
| Мягкая сталь 5 мм | 4.20 | 4.20 | 2.32 |
| Мягкая сталь 10 мм | 2.00 | 2.40 | 2.68 |
| Мягкая сталь 15 мм | 1.20 | 1.75 | 2.27 |
Примечание: Указанные скорости отражают производительность прямой резки. Реальная резка со сложной геометрией или вложенными макетами может давать более низкие эффективные скорости. Возможности ускорения и замедления машины также влияют на общую производительность.
Сравнение качества кромок
Лазеры CO₂:
Лазеры CO₂ имеют больший размер пятна луча, что делает их подходящими для резки материалов различной толщины. Это большее пятно обеспечивает более гладкую отделку кромок, особенно по мере увеличения толщины материала. Качество кромки реза улучшается с глубиной, что делает лазеры CO₂ предпочтительным вариантом, когда гладкость кромки является ключевым требованием для более толстых материалов.
Волоконные лазеры:
Волоконные лазеры имеют меньший диаметр луча, что позволяет делать узкие пропилы и выполнять высокоскоростную резку тонких материалов. Этот сфокусированный луч увеличивает поглощение энергии, что приводит к быстрой и эффективной обработке.
Однако при резке более толстых материалов луч волоконного лазера в первую очередь воздействует на верхнюю часть зоны реза. Лазер должен полагаться на множественные внутренние отражения, чтобы достичь нижней части реза, что может привести к:
Более грубая отделка поверхности
Тонкие полоски по краю
Повышенные требования к давлению вспомогательного газа для эффективной эвакуации расплавленного материала
В результате качество кромки реза может быть ниже, чем у CO₂-лазеров при обработке толстых сечений, особенно в приложениях, требующих минимальной постобработки.

10.0CO₂-лазер против волоконного лазера — сравнительная таблица обработки материалов
| Тип материала | Примеры | Резка лазером CO₂ | Гравировка лазером CO₂ | Маркировка лазером CO₂ | Резка волоконным лазером | Гравировка волоконным лазером | Маркировка волоконным лазером | Примечания |
| Дерево и бумага | Фанера, МДФ, картон, шпон | √ | √ | √ | × | × | × | Волоконные лазеры не подходят для органических материалов |
| Акрил и пластик | Литой акрил, АБС, Делрин (ПОМ) | √ | √ | √ | × | √ | √ | Волоконные лазеры, подходящие для пластиков с добавками |
| Текстиль и кожа | Хлопок, фетр, искусственная кожа | √ | √ | √ | × | × | × | Волоконные лазеры не рекомендуются для волокнистых материалов. |
| Стекло и керамика | Плоское стекло, керамические чашки | × | √ | √ | × | × | √ | Маркировка волоконным лазером ограничивается изменением цвета поверхности |
| Резиновые материалы | Лазерная резина, силиконовые листы | √ | √ | √ | × | × | × | Волоконные лазеры не могут обрабатывать мягкие материалы |
| Бумажные изделия | Картон, бумага для рисования | √ | √ | √ | × | × | × | Контроль пламени важен при резке лазерами CO₂ |
| Камень | Гранит, мрамор, сланец | × | √ | √ | × | × | Ограниченный | Ограничение глубины маркировки волоконным лазером; только для неглубоких отметок |
| Пенопластовые материалы | Пена ЭВА, пена ПЭ | √ | √ | √ | × | × | × | Волоконные лазеры не подходят для пен с высокой степенью абсорбции. |
| Металлы (голый металл) | Нержавеющая сталь, алюминий, медь, латунь, титан | × | × | √ (с распылителем) | √ | √ | √ | Волоконные лазеры могут напрямую обрабатывать металлы |
| Металлы с покрытием | Анодированный алюминий, окрашенные металлы | × | √ | √ | × (резать не рекомендуется) | √ | √ | Волоконные лазеры отлично подходят для высококонтрастной маркировки поверхностей |
| Драгоценные металлы | Золото, серебро, платина | × | × | √ (с распылителем) | √ | √ | √ | Волоконные лазеры широко используются в ювелирной промышленности и обработке ценных металлов. |
| Металлы с высокой отражающей способностью | Зеркальный алюминий, медь, латунь | × | × | √ (с распылителем) | √ | √ | √ | Волоконные лазеры требуют высокой мощности или специальных настроек, чтобы избежать повреждения из-за отражения. |
| Стекловолоконные материалы | Стекловолоконная плита, эпоксидные листы | × | × | × | × | × | × | При обработке выделяются токсичные газы; не рекомендуется |
| ПВХ и Винил | ПВХ материалы, виниловые пленки | × | × | × | × | × | × | Оба типа лазеров не подходят для хлорсодержащих материалов. |
11.0Волоконный лазер против CO₂-лазера: какой из них выбрать и почему?
Выбор между CO₂ и волоконными лазерными резаками
Если вы планируете приобрести станок для лазерной резки, но не уверены, какой лазер выбрать — CO₂-лазер или волоконный лазер, понимание различий между этими двумя технологиями поможет вам принять обоснованное решение.
Четкое понимание преимуществ и ограничений каждого типа лазера позволит определить, какой из них лучше подходит для ваших конкретных нужд.
11.1Сравнение резки нержавеющей стали толщиной 5 мм
- Образец резки лазером CO₂ из нержавеющей стали толщиной 5 мм
- Образец резки волокном лазером нержавеющей стали толщиной 5 мм
(Вставьте сюда схему или сравнительные фотографии)
11.2Ключевые факторы при выборе системы лазерной резки
Выбор правильной автоматизированной системы лазерной резки требует комплексной оценки ваших текущих приложений, требований, ограничений и планов будущего роста. Основные соображения включают:
- Типы и толщины материалов
- Точность обработки
- Эффективность производства
- Бюджет покупки
- Эксплуатационные расходы
11.3Сравнение технологий и выводы
В то время как технология CO₂-лазера хорошо зарекомендовала себя и остается превосходной для резки многих неметаллических материалов, волоконные лазеры обеспечивают до Скорость резки в 5 раз выше на тонких металлах (менее 8 мм) и может снизить эксплуатационные расходы примерно на 50%.
Более высокая производительность и более низкая совокупная стоимость владения позиционируют волоконные лазеры как преобразующую силу в отрасли.
11.4Сравнение основных характеристик лазерных технологий
| Функция/Производительность | Волоконный лазер | CO₂-лазер |
| Резка листового металла | ✓ | |
| Гравюра на металле | ✓ | |
| Резка органических материалов | ✓ | |
| Резка тонкого материала (<8 мм) | ✓ | |
| Резка толстого материала | ✓ | ✓ |
| Шероховатость поверхности (лучшая отделка) | ✓ | |
| Скорость резки (<8 мм) | ✓ | |
| Потребление энергии | ✓ | |
| Эксплуатационные расходы | ✓ | |
| Расходы на техническое обслуживание | ✓ | |
| Настройка машины и время простоя | ✓ | |
| Общая стоимость владения | ✓ | |
| Площадь (требуемое пространство) | ✓ | |
| Безопасность | ✓ |
12.0CO₂-лазер против волоконного лазера — часто задаваемые вопросы
Что такое CO₂-лазер?
CO₂-лазер генерирует лазерный свет, возбуждая молекулы газа CO₂, создавая длину волны около 10,6 мкм. Он подходит для резки и гравировки широкого спектра неметаллических материалов и в настоящее время является наиболее широко используемым типом лазера.
Что такое волоконный лазер?
Волоконный лазер использует в качестве среды усиления оптическое волокно, легированное редкоземельными элементами (обычно иттербием), с более короткой длиной волны около 1,064 мкм. Он специально разработан для резки и маркировки металла, обеспечивая высокую эффективность и простоту обслуживания.
Каковы основные различия между CO₂-лазерами и волоконными лазерами?
Длина волны: CO₂-лазеры работают на длине волны 10,6 мкм, волоконные лазеры — на длине волны 1,064 мкм.
Пригодность материала: Лазеры CO₂ отлично подходят для резки неметаллических материалов, а волоконные лазеры оптимизированы для резки металлов.
Эффективность и обслуживание: Волоконные лазеры обеспечивают более высокую энергоэффективность и более простое обслуживание; CO₂-лазеры потребляют больше энергии и требуют более сложного обслуживания.
Какой лазер лучше подходит для резки металла?
Волоконные лазеры, обладающие более короткой длиной волны и более высокой эффективностью поглощения, идеально подходят для резки различных металлов, особенно тонких металлических листов (<8 мм), обеспечивая более высокую скорость резки и меньшее потребление энергии.
Какие преимущества предлагают CO₂-лазеры?
Лазеры CO₂ поддерживают широкий спектр материалов (пластик, дерево, акрил и т. д.), имеют более простую конструкцию, меньшие первоначальные затраты и обеспечивают высококачественную резку и гравировку на неметаллических материалах.
Велика ли разница в эксплуатационных расходах?
Волоконные лазеры примерно в 4–5 раз более энергоэффективны, чем CO₂-лазеры, что обеспечивает значительное снижение энергопотребления и затрат на техническое обслуживание, что делает их более экономичными в долгосрочной перспективе.
Какой лазер безопаснее?
Оба являются лазерами высокой мощности, требующими строгих мер безопасности. Большинство систем лазерной резки разработаны в соответствии со стандартами безопасности лазеров Класса 1, что гарантирует безопасную эксплуатацию.
Сложно ли обслуживание волоконного лазера?
Техническое обслуживание простое и в основном заключается в очистке форсунок и защитных окон, при этом типичное еженедельное время обслуживания составляет менее 30 минут.
Сложно ли обслуживание CO₂-лазера?
Техническое обслуживание более сложное, требующее регулярной очистки зеркал и мехов. Еженедельное обслуживание может занять от 4 до 5 часов.
Есть ли существенная разница в стоимости покупки?
Волоконные лазеры обычно требуют более высоких первоначальных инвестиций, часто в несколько раз превышающих стоимость лазеров CO₂. Однако их более высокая эффективность и более низкие эксплуатационные расходы могут со временем окупить инвестиции.
Подходят ли волоконные лазеры для пластика и органических материалов?
Обычно не рекомендуется. Волоконные лазеры лучше подходят для металлов и пластиков, содержащих чувствительные к лазеру добавки.
Ссылки
www.researchgate.net/publication/335334467_Анализ_точности_резки_волокна_и_CO_2_лазерной_резки
https://www.xometry.com/resources/sheet/co2-laser-vs-fiber-laser/
https://www.tubeformsolutions.com/blog/tube-bender-7/fiber-vs-co2-laser-cutting-understanding-the-differences-448



