

- 1.0Введение в экономику обработки
- 2.0Выбор приклада: форма, близкая к чистой, против стандартного прямоугольного приклада
- 3.0Планирование операций и выбор инструмента
- 4.0Оптимизация скорости подачи: черновая и чистовая обработка
- 5.0Моделирование себестоимости продукции при серийном производстве
- 6.0Износ инструмента и уравнение срока службы инструмента Тейлора
- 7.0Оптимизация скорости резки
- 8.0Резюме и практические рекомендации
- 9.0Заключительные мысли
В области высокоточного производства способность оптимизировать параметры обработки является критически важным фактором успеха. Понимание и применение принципов экономики обработки может привести к значительному сокращению производственных затрат и времени, а также к повышению эффективности использования инструмента и производительности производства.
В этой статье рассматривается комплексная концепция оптимизации процессов механической обработки. Каждый этап, от выбора исходного материала до настройки скорости подачи и моделирования затрат, способствует либо минимизации затрат, либо максимизации производительности. Цель статьи — предоставить инженерам, специалистам по планированию производства и операторам станков практические стратегии, основанные на данных и реальных производственных ограничениях.
1.0Введение в экономику обработки
По своей сути экономика обработки подразумевает оптимизацию операций обработки для достижения одной из двух целей:
- Увеличить производительность (т.е. минимизировать время цикла) или
- Минимизировать себестоимость продукции (т.е. достичь экономической эффективности)
Достижение любой из этих целей требует структурированного подхода к нескольким критическим точкам принятия решений, включая:
- Выбор стартового запаса
- Планирование операции и выбор инструмента
- Оптимизация подачи и скорости резания
- Моделирование износа инструмента
- Анализ затрат и времени на серийное производство
Путем моделирования и оптимизации этих этапов производители могут повысить рентабельность, улучшить использование активов и получить конкурентное преимущество в таких секторах, как аэрокосмическая промышленность, автомобилестроение, производство пресс-форм и штампов, а также прецизионных компонентов.
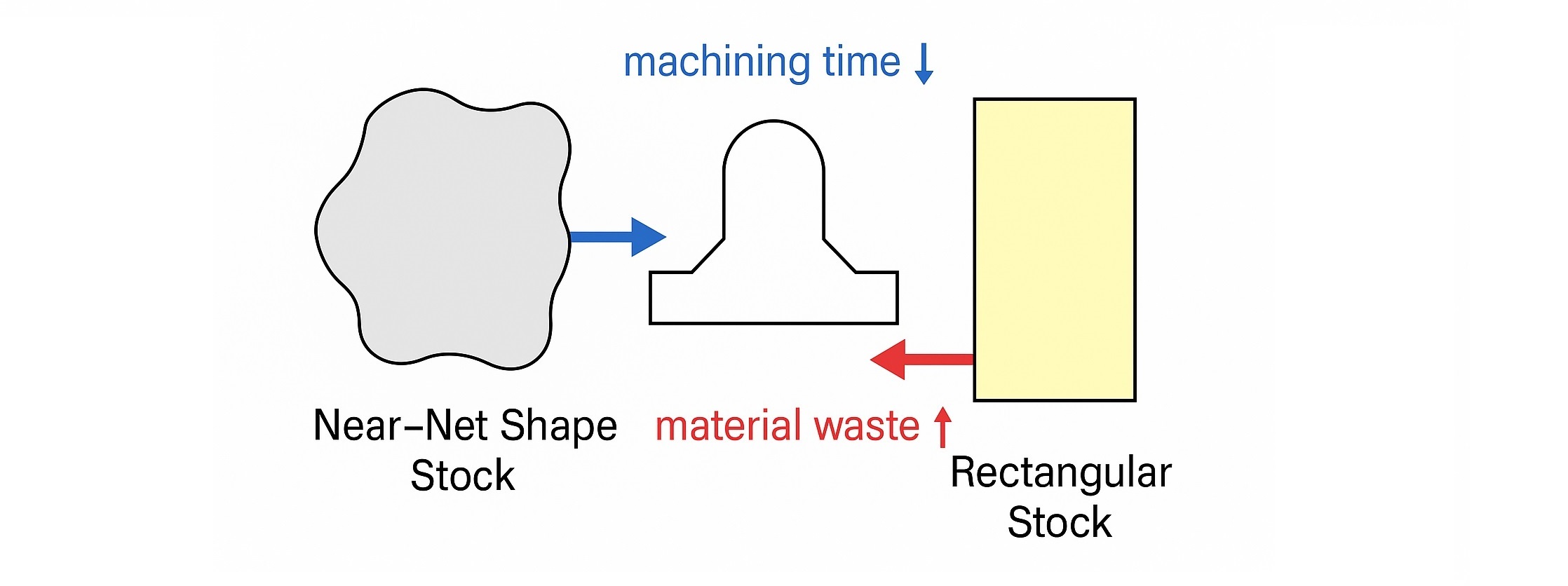
2.0Выбор приклада: форма, близкая к чистой, против стандартного прямоугольного приклада
Перед началом любой операции по обработке выбор исходного материала существенно влияет как на стоимость, так и на время.
2.1Запасы в форме, близкой к чистой
Форма, близкая к заданной, относится к материалам, которые максимально соответствуют окончательной геометрии детали.
- Преимущества:
- Значительно сокращает время обработки
- Производит меньше отходов
- Требуется меньше проходов и инструментов
- Недостатки:
- Обычно более высокая стоимость из-за индивидуального литья или формовки
- Могут иметь более длительные сроки поставки
Этот вариант идеален, когда время цикла имеет решающее значение или при работе с дорогими или труднообрабатываемыми материалами (например, титановыми сплавами).
2.2Прямоугольные заготовки (например, блоки основания пресс-формы)
Прямоугольные заготовки, наиболее часто используемые при обработке на станках общего назначения, обладают преимуществами с точки зрения стоимости и доступности.
- Преимущества:
- Широко доступны и относительно дешевы
- Стандартизированные размеры и допуски
- Недостатки:
- Требует большего удаления материала
- Увеличивает износ инструмента и время обработки
Ключевая стратегия: Всегда выбирайте заготовку наименьшего размера, в которую можно безопасно поместить готовую деталь. Заготовка большего размера увеличивает отходы и расход энергии, не добавляя при этом ценности.
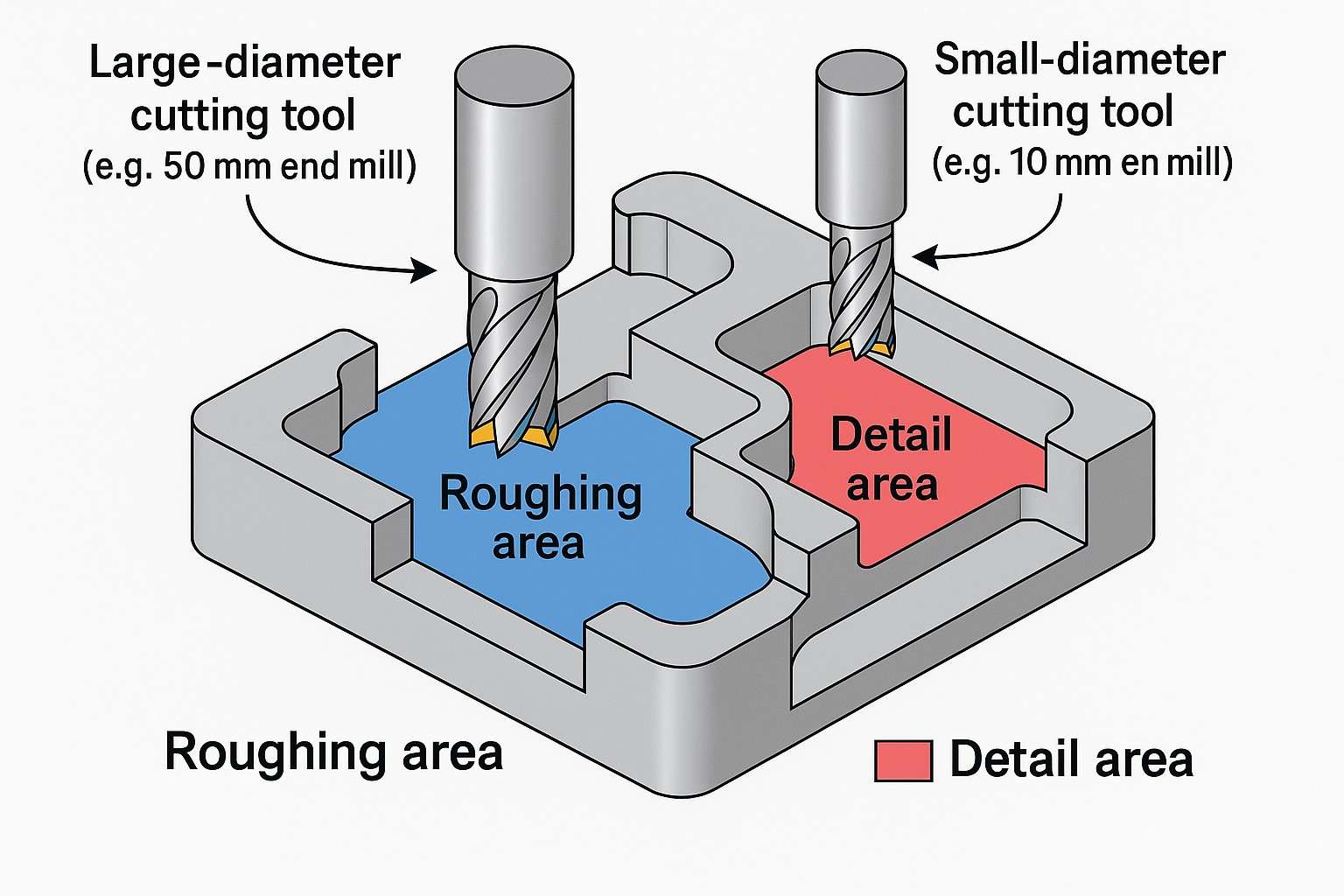
3.0Планирование операций и выбор инструмента
Скорость съема материала (MRR) является основополагающим показателем производительности обработки. Выбор подходящего инструмента и определение зон обработки напрямую влияют на MRR и общую эффективность.
3.1Диаметр инструмента и размер элемента
- Большие инструменты предпочтительны для объемного съема и высокого MRR при черновой обработке.
- Мелкие инструменты необходимы для сложных элементов, малых радиусов или чистовых проходов.
Рекомендуемая практика: Разбейте деталь на подобласти по заданным параметрам. Назначьте каждой области самый большой по размеру инструмент, чтобы обеспечить максимальную скорость удаления материала при сохранении точности.
Такой подход сводит к минимуму смену инструмента, сокращает время обработки и повышает эффективность траектории инструмента.
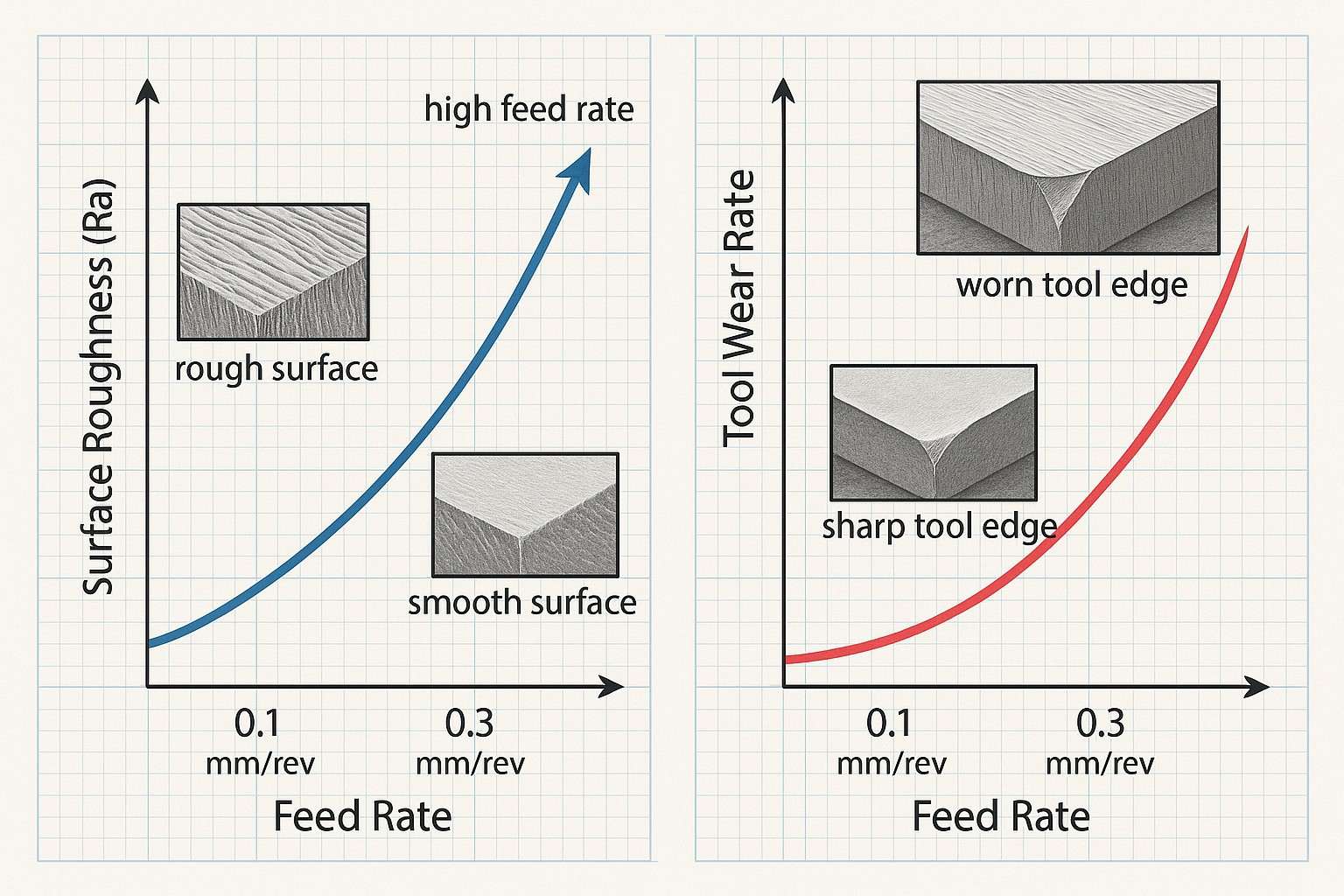
4.0Оптимизация скорости подачи: черновая и чистовая обработка
Скорость подачи напрямую влияет на MRR, качество поверхности, срок службы инструмента и силы резания.
4.1Отделочные операции
- Более высокие скорости подачи повышают производительность, но ухудшают качество поверхности.
- Оптимальная скорость подачи — это наивысшая ценность который по-прежнему соответствует требованиям к качеству поверхности, которые зависят от:
- Функциональные допуски
- Эстетические или косметические стандарты
- Критерии подгонки и сборки
- Операции последующей обработки, такие как полировка или нанесение покрытия
4.2Черновые операции
Качество поверхности менее важно, поскольку последует чистовой проход. Основное внимание уделяется максимальному увеличению MRR за счёт:
-
Более высокая скорость резания (V)
-
Более высокая скорость подачи (f)
Однако увеличение V и f также повышает температуру инструмента, что, в свою очередь, влияет на износ и срок службы инструмента.
-
Скорость резания увеличивает скорость стружки
-
Скорость подачи увеличивает площадь поперечного сечения стружки.
4.3Соображения относительно силы и мощности инструмента
-
Сила резания составляет пропорционально скорости подачи
-
Для большей силы требуется:
-
Большая мощность машины
-
Инструменты, рассчитанные на более высокие нагрузки резания
-
Руководство по оптимизации: Оптимальная скорость черновой подачи — это наибольшее значение, удовлетворяющее:
- The мощность машины
- The максимальный предел силы резания инструмента (как указано производителем)
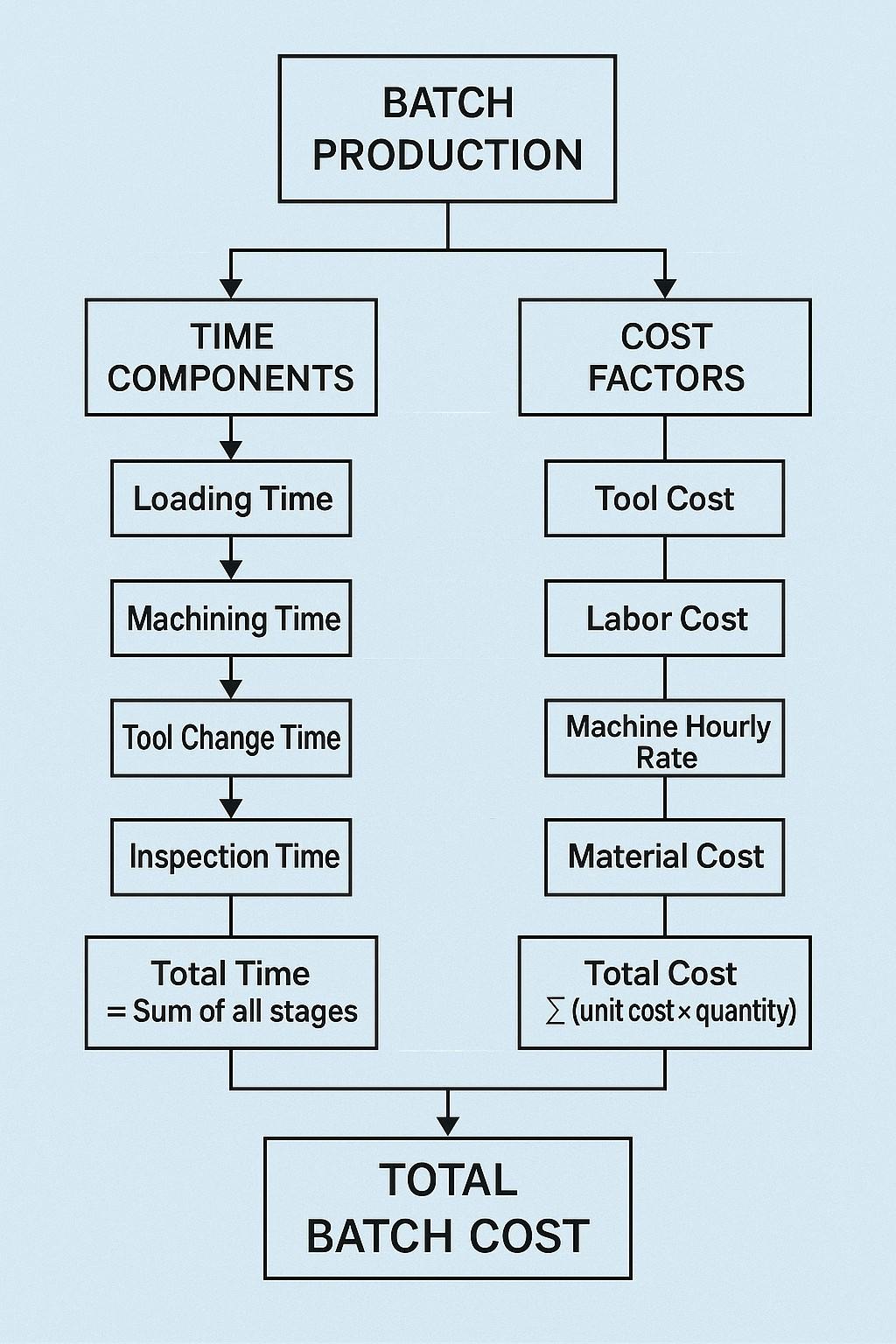
5.0Моделирование себестоимости продукции при серийном производстве
При серийном производстве на общую себестоимость единицы продукции влияют как производственные, так и непроизводственные операции.
Предположим, что партия НбН_б Изготавливаются идентичные детали. Временные и стоимостные составляющие следующие:
5.1Компоненты времени
-
Непроизводственное время тлт_л: Включает загрузку, настройку и разгрузку.
Общее непроизводственное время = Nb⋅tlN_b \cdot t_l -
Время обработки тмт_м: Время обработки одной детали.
Общее время обработки = Nb⋅tmN_b \cdot t_m -
Время смены инструмента tct_c: Время, необходимое для замены изношенного инструмента.
Всего = Nt⋅tcN_t \cdot t_c, где Nt=Nb⋅tmTN_t = \frac{N_b \cdot t_m}{T}
5.2Компоненты затрат
-
CtC_t: Стоимость за инструмент
-
ММ: Стоимость машины и труда в минуту
Средняя стоимость детали моделируется следующим образом:
$$
C_{pr}(V) = t_l \cdot M + t_m \cdot M + \frac{C_t \cdot t_m}{T} + \frac{t_c \cdot M \cdot t_m}{T}
$$
Это уравнение ясно показывает, как увеличивается срок службы инструмента. ТТ — функция скорости резания — влияет на общую стоимость.
6.0Износ инструмента и уравнение срока службы инструмента Тейлора
Для точной оптимизации параметров резания необходимо моделировать износ инструмента. Широко используемое уравнение Тейлора для расчёта стойкости инструмента выглядит следующим образом:
$$
V \cdot T^n = C
$$
Где:
- ВВ: Скорость резки
- ТТ: Срок службы инструмента
- н,Сн,С: Эмпирические константы, основанные на сочетании материала инструмента и заготовки
Решение вопроса стойкости инструмента:
$$
T = \left( \frac{C}{V} \right)^{1/n}
$$
Подставим в модель затрат:
$$
C_{pr}(V) = t_l \cdot M + t_m \cdot M + \frac{C_t \cdot t_m}{T} + \frac{t_c \cdot M \cdot t_m}{T}
$$
Это определяет стоимость детали как функцию скорости резки. ВВ.
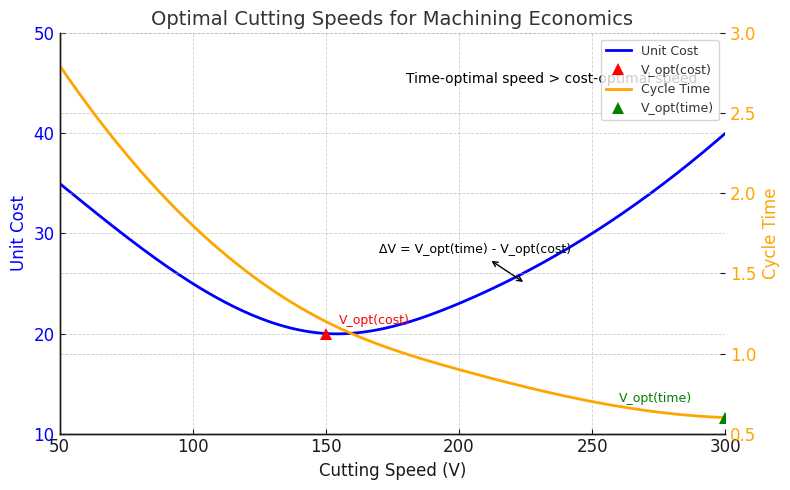
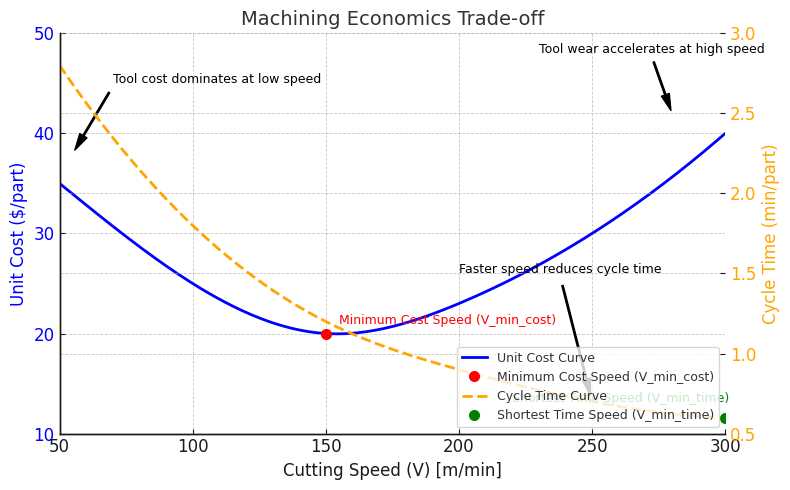
7.0Оптимизация скорости резки
7.1Оптимальная скорость за минимальные затраты
Чтобы минимизировать себестоимость единицы продукции, дифференцируем функцию стоимости по скорости резания. ВВ и приравняем производную к нулю:
$$
\frac{d C_{pr}(V)}{dV} = 0
$$
Решение этой задачи дает оптимальную скорость резания при минимальных затратах, обозначаемую как:
$$
V_{opt}^{(стоимость)}
$$
Как правило, эта скорость ниже скорости, которая минимизирует время производства, из-за более высокого срока службы инструмента на более низких скоростях.
7.2Оптимальная скорость для максимальной производительности
Среднее время на деталь моделируется следующим образом:
$$
T_{avg}(V) = t_l + t_m + \frac{t_c \cdot t_m}{T}
$$
Заменяя ТТ, выражение становится функцией ВВ. Чтобы минимизировать время:
$$
\frac{d T_{avg}(V)}{dV} = 0
$$
Решив это, находим оптимальную скорость за минимальное время:
$$
V_{opt}^{(время)}
$$
Как правило,
$$
V_{opt}^{(время)} > V_{opt}^{(стоимость)}
$$
поскольку более высокая скорость сокращает время цикла, но увеличивает расход инструмента.
8.0Резюме и практические рекомендации
Основные выводы:
- Выбор материала: Используйте формы, близкие к заданным, чтобы сократить время обработки, если это позволяет стоимость; в противном случае оптимизируйте стандартный размер заготовки для минимизации отходов.
- Стратегия инструментов: сегментируйте детали по размеру элементов и используйте максимально допустимый инструмент в каждой области, чтобы максимизировать MRR.
- Настройка скорости подачи:
- Для чистовой обработки: установите максимальную подачу, обеспечивающую качество поверхности.
- При черновой обработке: подачу следует производить на пределе мощности станка и возможностей инструмента.
- Оптимизация скорости резки:
- Используйте уравнение Тейлора для моделирования износа инструмента.
- Оптимизируйте скорость в зависимости от вашей цели: снижение затрат при более высокой пропускной способности.
- Экономика серийного производства:
- Учитывайте время замены инструмента, стоимость инструмента и непроизводительные операции.
- Используйте модели затрат для выбора скорости резки, которая обеспечит долгосрочную эффективность.
9.0Заключительные мысли
Экономика обработки предлагает структурированный количественный метод для оптимизации принятия решений в условиях ЧПУ и ручной обработки. Независимо от того, является ли ваша цель лидером по затратам или высокоскоростным производством, интеграция этих принципов в CAM-программирование, выбор инструмента и планирование процесса может обеспечить ощутимый рост эффективности и рентабельности.