
- 1.0Что такое гибка алюминия?
- 2.0Методы и процессы гибки алюминия
- 3.0Лучшие методы гибки алюминиевых уголков
- 4.0Как вручную согнуть алюминий
- 5.0Как использовать листогибочный пресс для гибки
- 6.0Лучшие материалы для гибки алюминия
- 7.0Ключевые факторы, влияющие на гибку алюминия
- 8.0Как предотвратить появление трещин при гибке алюминия
1.0Что такое гибка алюминия?
Гибка алюминия — это процесс приложения внешней силы для преобразования прямого куска алюминия в изогнутую или угловую форму в соответствии с вашим дизайном, при этом сохраняется его структурная целостность.
Важно отметить, что не все алюминиевые материалы подходят для гибки. Свойства материала и термическая обработка могут существенно повлиять на результат гибки. Вот почему мы рекомендуем вам подробно проконсультироваться с нами перед тем, как приступить к работе, чтобы определить наилучшее решение для вашего проекта.
Гибка может быть сложным процессом, требующим тщательного контроля, чтобы избежать таких проблем, как растрескивание или деформация. В этой статье мы проведем вас через эти потенциальные подводные камни и познакомим восемь наиболее распространенных и надежных методов гибкиЕсли вы хотите получить решение по гибке вашей продукции высочайшего качества, обращайтесь к нам в любое время.
2.0Методы и процессы гибки алюминия
Выбор технологии гибки алюминия напрямую зависит от поперечного сечения материала и конкретных требований. Работаете ли вы с алюминиевыми листами, трубами или стержнями, существуют различные методы гибки. Выбор наиболее подходящей технологии гибки имеет решающее значение для обеспечения успеха вашего проекта.
2.1Изгиб рулона
Гибка валков включает размещение алюминия между двумя роликами и приложение давления через ролики для изгиба материала под нужным углом и глубиной. Этот метод очень эффективен для придания алюминию различных форм и идеально подходит для больших, толстых деталей.
Преимущества: Быстро, стабильно и подходит для больших размеров алюминия.
Недостатки: Требуется специализированное оборудование, которое может быть дорогостоящим.

2.2Гибка на листогибочном прессе
Листогибочный пресс сгибает алюминий, помещая его между пуансоном и матрицей, где пуансон оказывает давление, заставляя алюминий сгибаться вокруг матрицы.
Преимущества: Высокая точность, высокая скорость гибки, подходит для больших или толстых алюминиевых деталей.
Недостатки: Дорогое оборудование, лучше всего подходит для небольших или тонких алюминиевых деталей.

2.3Изгиб с нажимом
Гибка методом «толкания» использует толкающий инструмент или стержень для приложения механической силы для изгиба алюминия. Материал зажимается в фиксированном устройстве, а толкающий инструмент вдавливает его в нужную форму.
Преимущества: Идеально подходит для изгибов под небольшим углом.
Недостатки: Не подходит для больших или толстых алюминиевых деталей, может привести к высокому локальному давлению.
2.4Поворотный изгиб
Вращательная гибка использует вращающуюся растягивающую машину для приложения механического усилия, заставляя алюминий вращаться и изгибаться между центральной осью и матрицей.
Преимущества: Позволяет добиться малых радиусов, точных углов и плавных переходов, что идеально подходит для больших или толстых алюминиевых деталей.
Недостатки: Требуется специализированное оборудование, которое может быть дорогостоящим.
2.5Изгиб при сжатии
Гибка под давлением подразумевает применение давления с помощью пуансона и матрицы для сжатия алюминия до желаемой формы.
Преимущества: Подходит для изготовления деталей с равномерными изгибами с обеих сторон.
Недостатки: Высокая стоимость оборудования, лучше подходит для массового производства.
2.6Формование растяжением
Формовка растяжением использует механическую силу для растяжения алюминия и придания ему желаемой формы. Натяжение во время процесса обеспечивает постоянный контроль длины материала.
Преимущества: Точный контроль формы, идеальный для крупносерийного производства.
Недостатки: Дорогое оборудование, подходящее для конкретных нужд.
2.7Ручная гибка
Ручная гибка — традиционный метод гибки алюминия с использованием простых инструментов, таких как плоскогубцы или молотки.
Преимущества: Простой, недорогой и идеально подходящий для небольших или тонких алюминиевых деталей.
Недостатки: Медленный, с низкой точностью, не подходит для больших или толстых алюминиевых деталей.
2.8Трехвалковая листогибочная машина
The Трехвалковая листогибочная машина использует три ролика для оказания давления, сгибая алюминий в нужную форму.
Преимущества: Идеально подходит для архитектурных компонентов и крупномасштабных строительных проектов.
Недостатки: Дорогое специализированное оборудование, ограниченное применение.

3.0Лучшие методы гибки алюминиевых уголков
Когда дело доходит до гибки алюминиевых уголков, выбор правильной техники является ключевым. Обычно наиболее часто используемыми вариантами являются гибка вальцами и листогибочные прессы из-за их способности обеспечивать ровные изгибы и высокую точность. Для больших радиусов или многоугловых переходов лучшим выбором является ротационная гибка. Для мелкосерийного производства или более простых применений ручная гибка и гибка толканием предлагают быстрые и экономичные решения.
4.0Как вручную согнуть алюминий
✅ Подготовка
Очистите поверхность материала и соберите основные инструменты, такие как линейка, маркер, С-образные зажимы, тиски и молоток. Если материал толстый, может потребоваться предварительный нагрев для повышения его пластичности.
✅ Процесс
- Отметьте линию изгиба: Используйте линейку и маркер, чтобы отметить изгиб. При необходимости просверлите небольшие вспомогательные отверстия вдоль линии изгиба или обработайте поверхность фрезой, что облегчит процесс изгиба.
- Закрепите заготовку: Используйте С-образные зажимы или тиски, чтобы надежно закрепить материал на месте.
- Применяйте равномерное и медленное давление: Аккуратно постучите молотком по линии сгиба, начиная с одного конца и продвигаясь к другому. Сгибайте с шагом 10-20 градусов.
- Проверьте угол изгиба: Если изгиб недостаточен, отрегулируйте его по мере необходимости.
5.0Как использовать листогибочный пресс для гибки
✅ Подготовка
Очистите поверхность заготовки и соберите листогибочный пресс, штамп и измерительные инструменты.
✅ Процесс
- Поместите заготовку: Приложите заготовку к упору и выровняйте ее должным образом.
- Отрегулируйте штамп: Убедитесь, что матрица и пуансон выровнены правильно. Для изгибов на 90º рекомендуется использовать матрицу на 88º, чтобы компенсировать пружинение материала.
- Медленно оказывайте давление: Давите постепенно, чтобы избежать чрезмерного усилия. Если вы слышите необычные шумы или замечаете неустойчивое движение, немедленно остановите машину и проверьте ее на наличие проблем.
- Проверьте угол изгиба: После каждого изгиба используйте измерительные инструменты для проверки угла. Если обнаружены какие-либо отклонения, при необходимости внесите незначительные корректировки.
6.0Лучшие материалы для гибки алюминия
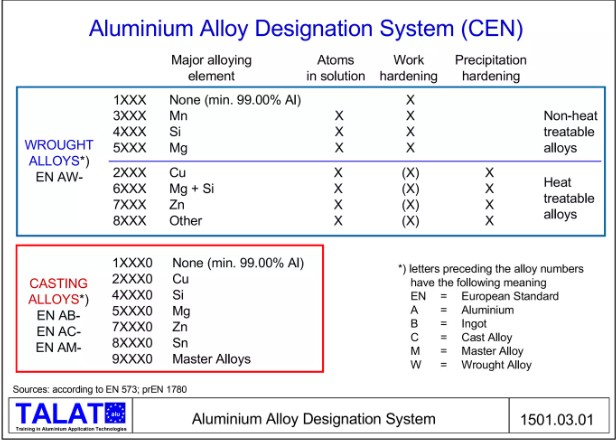
На характеристики гибки алюминиевых сплавов влияют их состав и состояние отпуска. Наиболее подходящими сериями сплавов для гибки являются серии 3XXX, 5XXX и 6XXX. Сплавов серии 2XXX следует избегать из-за их высокой твердости, что затрудняет формовку. Тем не менее, при надлежащей обработке отпуска эти сплавы все еще можно успешно гнуть.
6.1Четыре лучших алюминиевых сплава для гибки
- Алюминиевый сплав 3003:3003 — один из лучших вариантов для гибки, обладающий хорошей прочностью, отличными свойствами холодной обработки и значительным разрывом между пределом текучести и пределом прочности на растяжение — все это способствует его способности демонстрировать исключительные характеристики при гибке.
- Алюминиевый сплав 5052:5052 обеспечивает высокую пластичность и существенный разрыв между пределом текучести и прочностью на разрыв. Он также демонстрирует сильную коррозионную стойкость, особенно в морских или других коррозионных средах. После отжига его формуемость превосходит даже 3003, что делает его предпочтительным выбором для сложных изгибов.
- Алюминиевый сплав 5083:5083 широко используется в судостроении благодаря своей стойкости к коррозии и высокой свариваемости. Чтобы максимизировать его характеристики изгиба, рекомендуется использовать 5083 в состоянии H111, H112 или O.
- Алюминиевые сплавы 6061 и 6082: Эти два сплава являются термообрабатываемыми с желаемой прочностью и формуемостью. Хотя их характеристики изгиба плохи в состоянии T4 или T6, их можно успешно формовать в состоянии T4 и затем старить до T6 для дополнительной прочности.

6.2Обработка алюминия закалкой
При выборе сплава следует учитывать как его состав, так и состояние закалки, а также толщину материала. Правильное понимание этих факторов поможет вам выбрать наиболее подходящий материал и метод гибки, гарантируя высокое качество продукции.
Методы закалки и их характеристики:
- Т (термообработанный)
Сплавы в состоянии T6 и T651 (например, серии 6XXX) обладают высокой прочностью и средней формуемостью — идеально подходят для применений, требующих как прочности, так и сопротивления. Однако следует соблюдать осторожность при гибке, чтобы избежать трещин из-за снижения пластичности. - H (деформационно-упрочненный)
Сплавы в состоянии H14 или H24 подверглись деформационному упрочнению, что увеличило их прочность. Эти состояния подходят для изгиба на средние углы без образования трещин. - О (отожженный)
Состояние O обозначает полностью отожженное состояние, обеспечивающее максимальную формуемость — идеально для простых операций гибки — но с несколько меньшей прочностью. - F (в готовом виде)
Состояние F относится к готовому материалу с меньшей прочностью, но большей гибкостью и упругостью.
7.0Ключевые факторы, влияющие на гибку алюминия
На процесс гибки алюминия влияют несколько ключевых факторов, которые напрямую определяют как качество гибки, так и формуемость.
- Формуемость: Формуемость относится к способности материала подвергаться постоянной деформации без трещин или разрывов. На нее влияют прочность, пластичность, форма и толщина материала. Стандартные испытания, такие как ASTM E2218, помогают оценить формуемость и определить, какие сплавы лучше всего подходят для гибки.
- Толщина и радиус изгиба: Толщина и радиус изгиба существенно влияют на производительность гибки. Более тонкие материалы легче гнуть, в то время как гибка толстых пластин более сложна. Малые радиусы изгиба могут привести к трещинам, поэтому крайне важно следовать рекомендациям производителя.
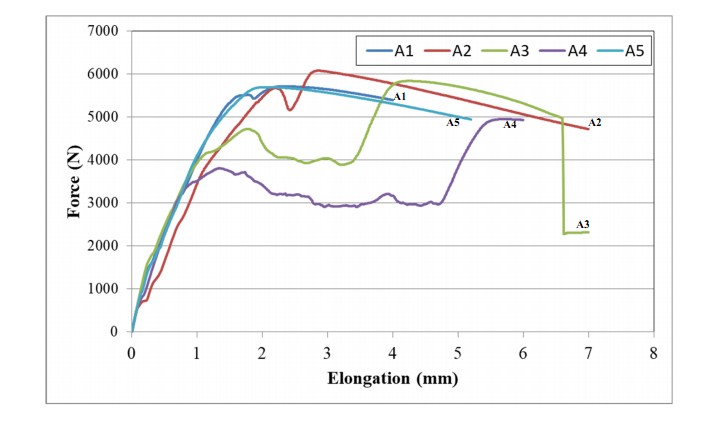
- Удлинение : Удлинение измеряет способность материала растягиваться под действием напряжения — большее удлинение означает большую формуемость. Например, отожженный 3003 (AA3003-O) с удлинением около 35% хорошо подходит для гибки. Кривая зависимости деформации от напряжения может помочь в выборе наиболее подходящего сплава.
8.0Как предотвратить появление трещин при гибке алюминия
Алюминий может треснуть при изгибе, особенно после анодирования. Производители часто сталкиваются с проблемой изгиба без повреждения. Вот 8 основных мер предосторожности:
- Выберите правильный сорт и закалку: Выберите марку и закалку, которые подходят для гибки. Состав и твердость сплава напрямую влияют на его формуемость — выбор подходящего материала может значительно снизить риск образования трещин.
- Используйте надлежащее гибочное оборудование: Выбирайте оборудование, разработанное с учетом ваших требований к материалу и изгибу, чтобы избежать концентрации напряжений и локальных повреждений.
- Увеличить радиус изгиба: Больший радиус изгиба способствует равномерному распределению напряжения и снижает вероятность образования трещин.
- Заполните пустоты в области изгиба: Использование металлических вставок или прокладок во время гибки предотвращает возникновение локальных напряжений и разрушений, снижая вероятность образования трещин.
- Отрегулируйте толщину или натяжение: Увеличение толщины материала или уменьшение напряжения изгиба помогает более равномерно распределить напряжение.
- Отрегулируйте зазор и материал штампа: Улучшите зазор между штампами и выберите соответствующие материалы штампов, чтобы избежать повреждения поверхности и последующих трещин.
- Используйте плавные изгибы вместо острых углов: Постепенная гибка вместо резких изгибов предотвращает концентрацию напряжений и снижает риск образования трещин.
- Нанесите смазку, чтобы уменьшить напряжение трения: Нанесение смазки во время гибки может уменьшить трение и ослабить напряжение на поверхности материала.
Ссылки:
ahssinsights.org/forming/forming-modes/bending/
www.slideshare.net/corematerials/talat-lecture-1501-свойства-характеристики-и-сплавы-алюминия/21
www.researchgate.net/publication/348823039_Свойства_выпучивания_и_изгибания_алюминиевой_пластины_с_множественными_трещинами




