

- 1.0Руководство по технике ударов
- 2.0Бланкирование
- 3.0Скругление углов
- 4.0Отверстия малого диаметра
- 5.0Отверстия большого диаметра
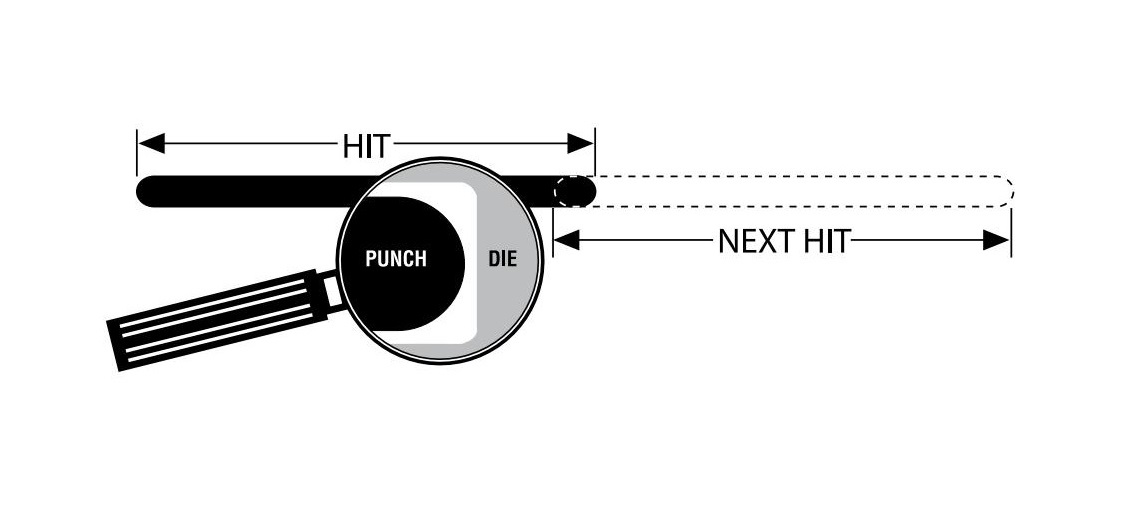
- 6.0Покусывание
- 7.0Продольная резка
- 8.0Микро-суставы
- 9.0Выемка
- 10.0Кластерная штамповка
- 11.0Краткое руководство по устранению неполадок в процессе штамповки
- 12.0Краткое содержание
- 13.0Часто задаваемые вопросы (FAQ)
1.0Руководство по технике ударов
В современном производстве штамповка является одним из основных процессов обработки металлов давлением и широко применяется в таких отраслях, как автомобилестроение, электроника и производство бытовой техники. Различные методы штамповки не только влияют на эффективность производства, но и напрямую связаны с качеством продукции и контролем затрат.
В этой статье представлен подробный обзор девяти основных методов пробивки, включая вырубку, пробивку круглых отверстий, пробивку отверстий малого и большого размера, а также прерывистую пробивку. Статья призвана помочь инженерам и специалистам по производству полностью понять особенности и области применения каждого метода, тем самым повышая точность и эффективность пробивки.
2.0Бланкирование
При очистке заготовки традиционно выбрасываемая заготовка становится желаемым готовым продуктом. Рекомендации следующие:
- При заказе подтвердите основные размеры и четко укажите цель «заготовки».
- Размер штампа напрямую соответствует размеру конечной детали; размеры пуансона рассчитываются в обратном порядке на основе штампа.
- Используйте острые пуансоны и матрицы для улучшения прямолинейности боковин.
- Уменьшение зазора штампа примерно на 5% может увеличить долю полированной поверхности и улучшить размерную однородность.
- Используйте пробойники с плоскими головками.
- Используйте несъемные штампы.
- Поскольку уменьшение зазора увеличивает скорость износа, износ инструмента следует проверять чаще.
3.0Скругление углов
4-сторонний радиусный инструмент
- Формирует все четыре угла за одну операцию, заменяя множество процессов или специальных инструментов.
- Совместимо как с однопозиционными, так и с многоинструментальными револьверными системами.
- Повышает эффективность обработки и снижает износ оборудования.
- Для облегчения демонтажа деталей можно использовать конструкцию с микросоединениями, используя процесс «встряхивания и разламывания».
- Пример: для обработки 100 деталей 4-х сторонним инструментом требуется всего около 108 ударов, что сокращает количество операций примерно на 75%.
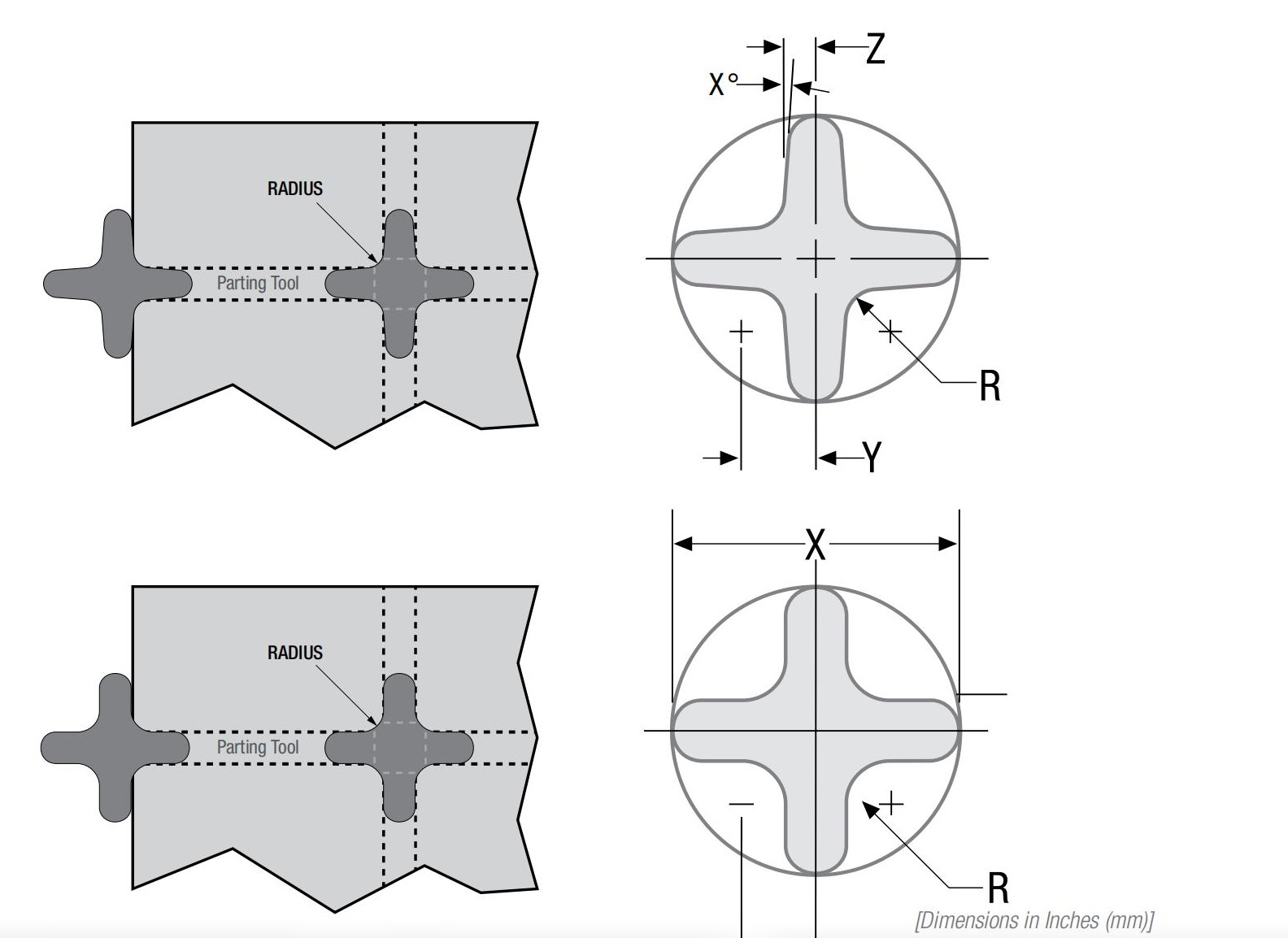
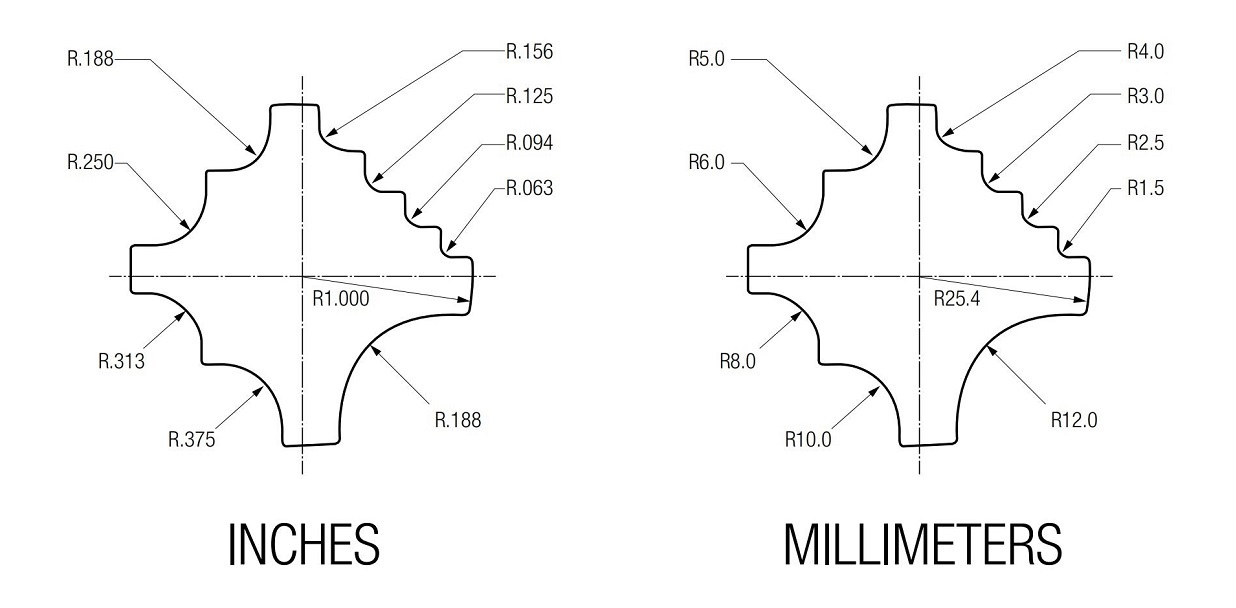
9-полосный Угол Инструмент округления
- Предлагается девять распространенных размеров радиуса (от 1/2″ до 1/16″).
- Автоматически индексируется по соответствующему радиусу.
- Для улучшения поддержки пуансона рекомендуется использовать полностью направляемые инструменты.
- Радиусная конструкция должна охватывать дугу не менее 90°.
- Минимальная ширина «носика» между соседними радиусами должна составлять 0,188 дюйма (приблизительно 4,7 мм), чтобы обеспечить прочность инструмента.
4.0Отверстия малого диаметра
Рекомендуемые соотношения диаметра пуансона к толщине материала:
| Материал | Коэффициент ненаправленного инструмента | Коэффициент использования полностью направляемых инструментов |
| Алюминий | 0.75:1 | 0.5:1 |
| Мягкая сталь | 1:1 | 0.75:1 |
| Нержавеющая сталь | 2:1 | 1:1 |
Пример: Для нержавеющей стали толщиной 2,0 мм рекомендуемый минимальный диаметр отверстия составляет:
- Неуправляемый инструмент: 4,0 мм
- Полностью управляемый инструмент: 2,0 мм
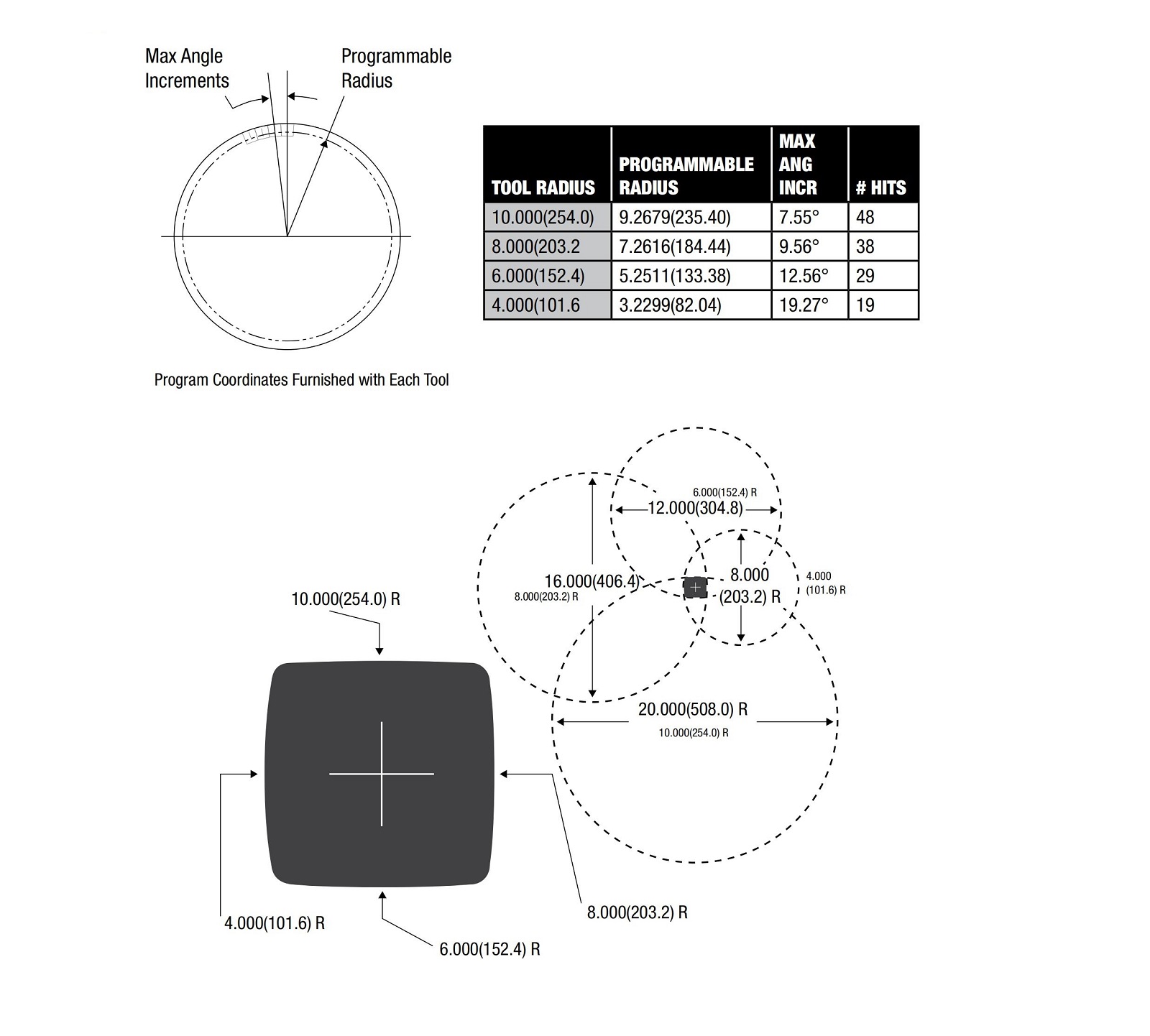
5.0Отверстия большого диаметра
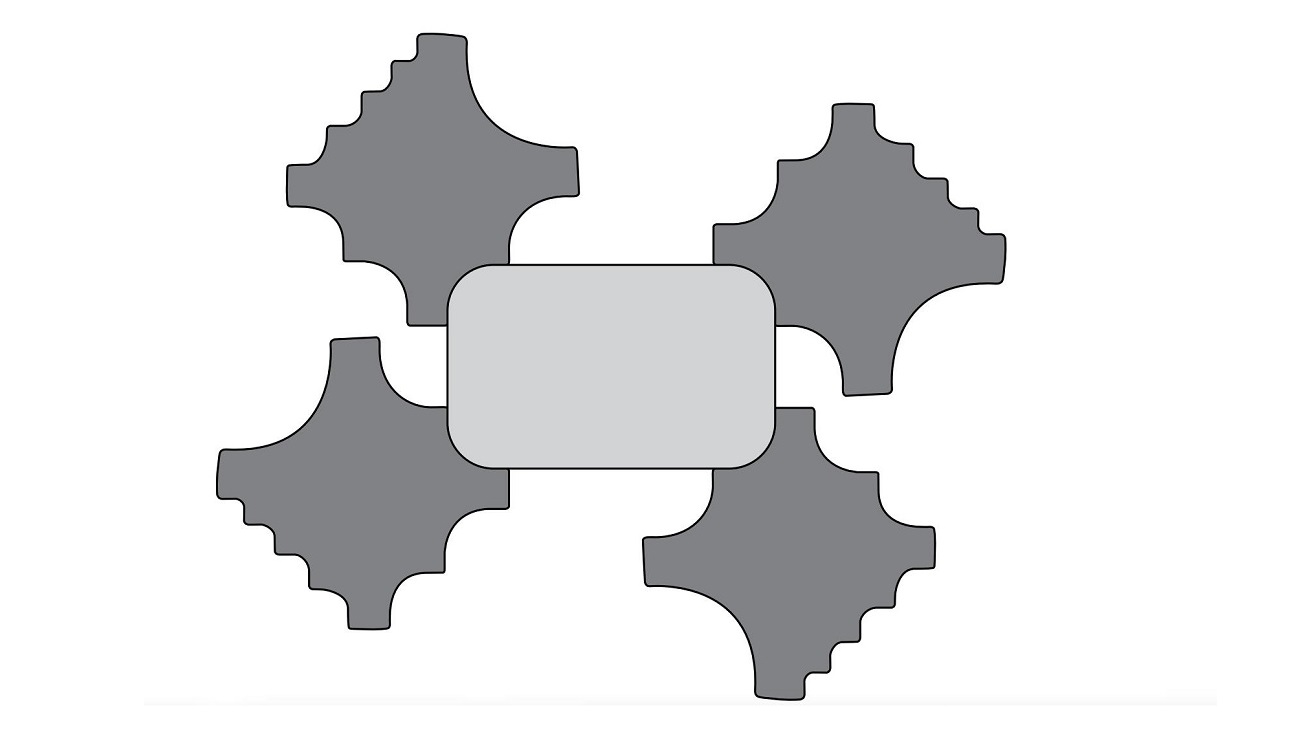
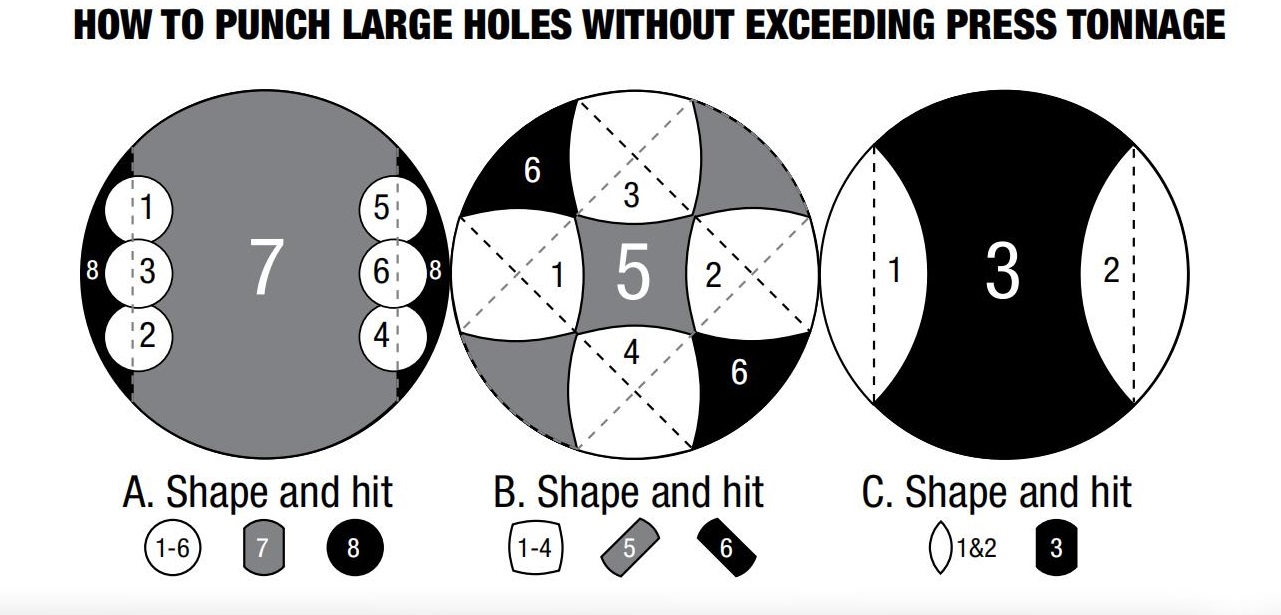
Пробивка отверстий большого размера за один удар требует больших усилий. Рекомендуется использовать сегментированный подход:
- Используйте меньшие по размеру пуансоны для сегментной пробивки контура отверстия, снижая усилие пробивки более чем на 50%.
- Формы пуансонов могут быть выполнены в виде двойной D-образной, четырехрадиусной или двухлепестковой формы для обеспечения чистоты среза и уменьшения количества остатков на столешнице.
6.0Покусывание
Квад Радиус Инструмент
- Обеспечивает более быструю и плавную пробивку больших отверстий.
- Требует меньшего количества обращений; идеально подходит для станций с автоматической индексацией.
- Для улучшения выравнивания пуансона и силы зажима рекомендуется использовать полностью направляемые инструменты.
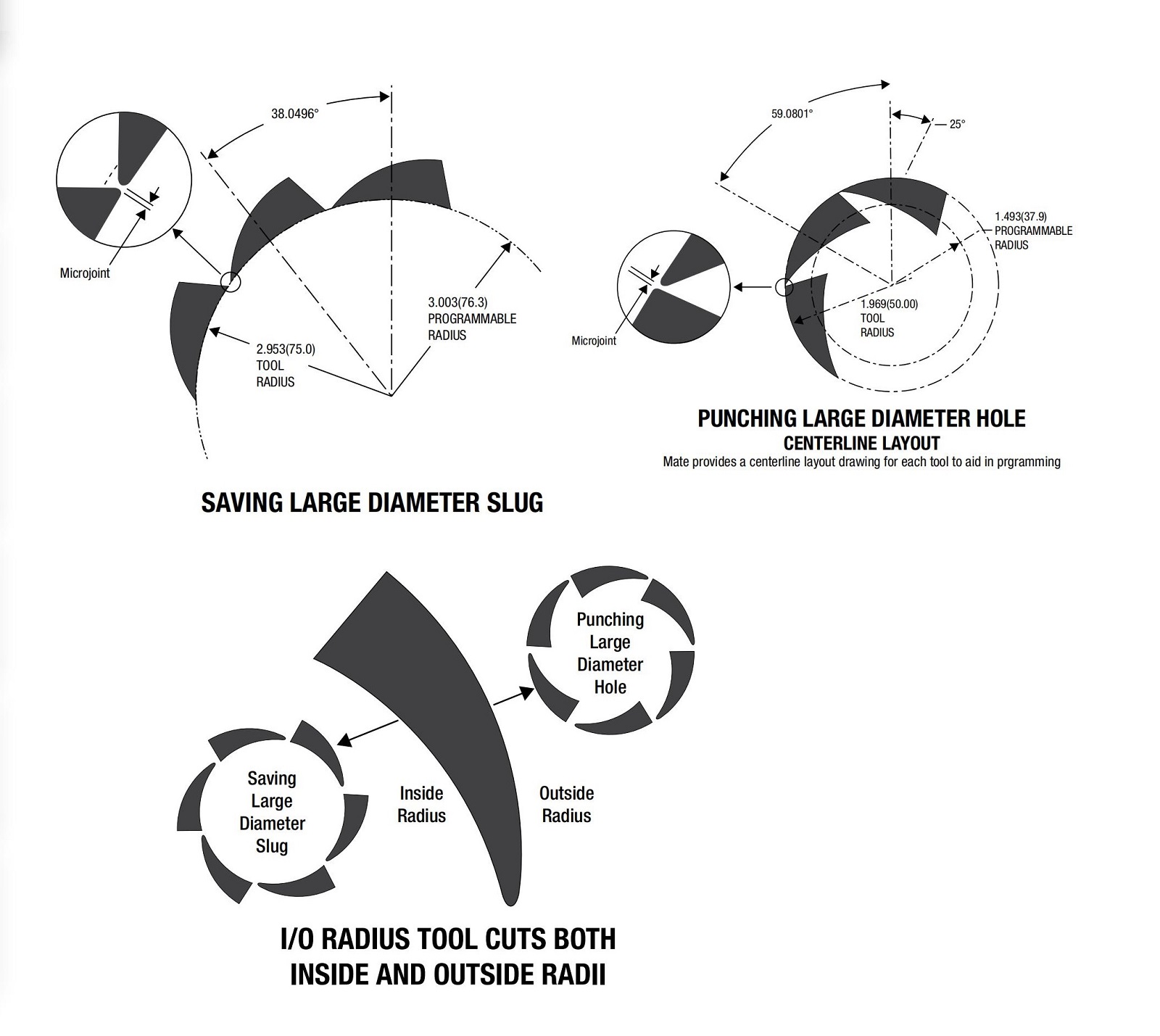
Внутри/Снаружи Инструмент «Радиус»
- Формирует гладкие края, удерживая при этом заготовку или брусок внутри материала с помощью микросоединений для легкого последующего разделения.
- Размер микрошва следует корректировать в зависимости от типа и толщины материала.
7.0Продольная резка
- Продольная резка связана с боковыми нагрузками, что увеличивает риск деформации пуансона или затягивания материала в матрицу.
- Для уменьшения «пилообразных» кромок рекомендуется использовать эллиптические пуансоны с матрицами со скругленными углами.
- Такая конструкция особенно подходит для старых пробивных станков, поскольку обеспечивает более гладкие края и более безопасные детали.
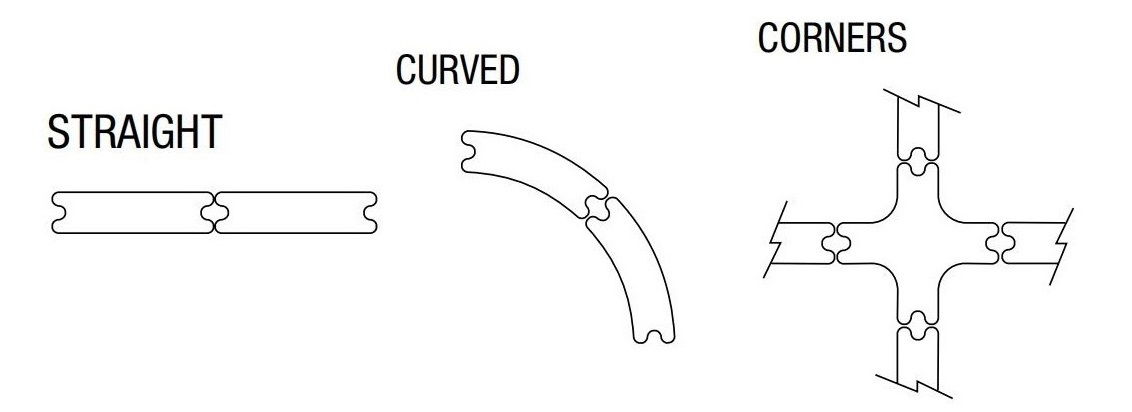
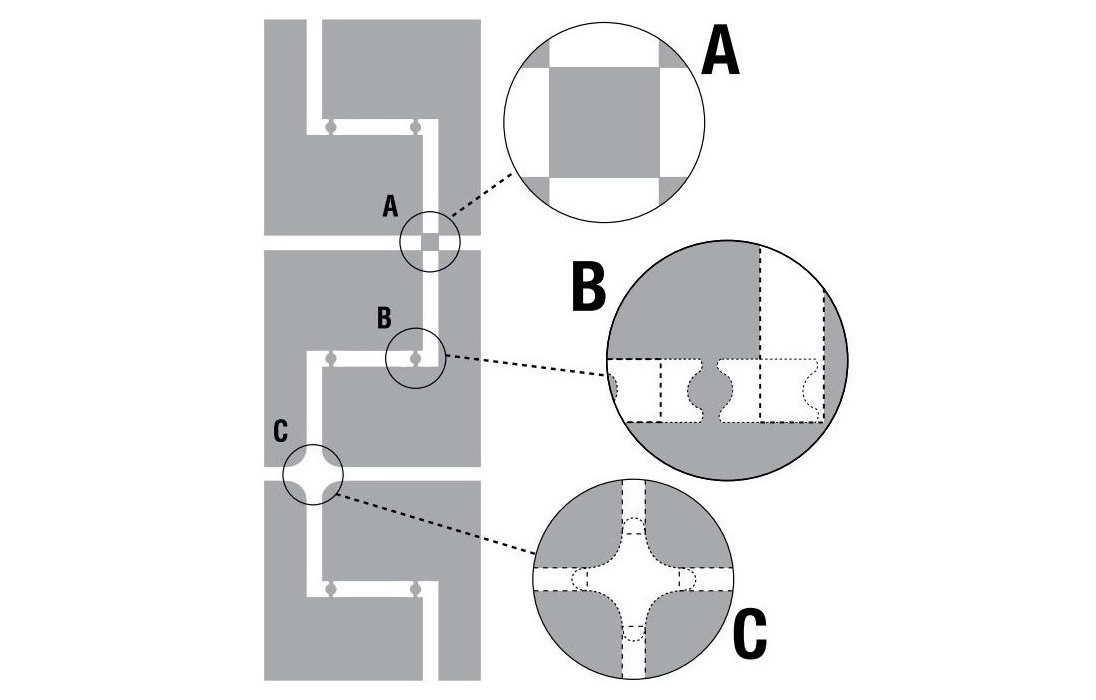
8.0Микро-суставы
Программно-управляемый зазор создает тонкие соединения (приблизительно 0,2 мм) для легкого извлечения детали методом «встряхивания и отсоединения».
Распространенные формы микросоединений включают:
- Прямоугольный– для внешних угловых соединений
- Бабочка или рыбий хвост– для соединения деталей
- Трапециевидный– для одностороннего крепления
Инструменты могут быть спроектированы для эффективного разделения деталей в соответствии с потребностями разборки.
Три распространенных метода разборки:
- Встряхни и разбей: Близко расположенные суставы, сломанные вручную.
- Инструмент «Вкладка»: Большое расстояние между внутренними углами создает микростыки.
- 4-сторонний радиусный инструмент: Одновременно отрезает четыре угла с соединениями для удобства отламывания.
9.0Выемка
- 3-ходовой угловой выемочный инструментподходит для резки под углом от 15° до 150°.
- Для обеспечения стабильности инструмента рекомендуется использовать полностью направляемые инструменты.
- Для уменьшения износа рекомендуется использовать острые угловые кромки с минимальным радиусом 0,25 мм.
- Предварительная пробивка небольших отверстий (эллиптических или круглых) может снять напряжение во время изгиба и повысить прочность соединения.
- Возможно создание специальных вырубных инструментов с конструкцией «носика».
10.0Кластерная штамповка
Кластерная штамповка — эффективный метод создания повторяющихся отверстий или узоров в листовом металле. Благодаря увеличению количества отверстий за один проход, кластерная штамповка сокращает время производства, снижает затраты и уменьшает износ оборудования. Доступны различные конструкции пуансонов и конфигурации кластеров для различных задач.
Ключевые моменты:
Кластерная пробивка увеличивает эффективность за счет одновременной пробивки нескольких отверстий.
Износ инструмента увеличивает усилие пробивки, поэтому важно следить за состоянием инструмента.
Расчет силы пробивки:
Максимальная рекомендуемая сила пробивки должна быть не превышать 75% нажиматьноминальная мощность. Для оценки необходимого усилия пробивки используйте следующую формулу:
Усилие продавливания (тонны / метрические тонны)
= Линейная длина реза × Толщина материала × Прочность на сдвиг
-
Линейная длина реза
= Периметр отверстия × Количество отверстий в кластере -
Периметр отверстия
-
Круглое отверстие = 3,14 × Диаметр
-
Отверстие в форме = Сумма длин сторон
-
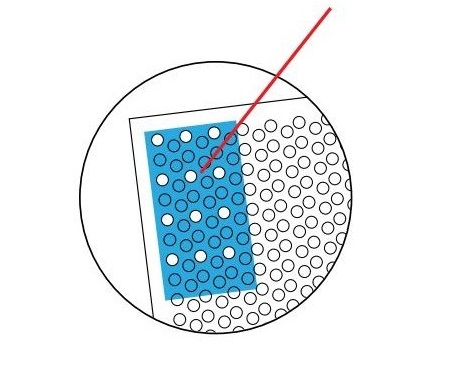
В этом примере пробойник (синий прямоугольник) представляет собой кластер из 12 круглых отверстий диаметром 6,35 мм (0,250 дюйма) каждое. Всего кластер включает 48 отверстий, пробитаных сериями по 12 отверстий по 4 удара. Материал — мягкая сталь толщиной 1,52 мм (0,060 дюйма).
Расчет силы пробивки (круглые отверстия)
| Единица | Расчет периметра отверстия | × Удары | = Линейная длина реза | × Толщина | × Прочность на сдвиг | = Сила удара |
|---|---|---|---|---|---|---|
| Дюйм | 3,14 × 0,250 = 0,785 дюйма | × 12 | = 9,42 дюйма | × 0,060 дюйма | × 25 | = 14,1 тонны |
| Метрический | 3,14 × 6,35 = 19,94 мм | × 12 | = 239,26 мм | × 1,52 мм | × 0,345 | = 12,8 метрических тонн |
Расчет силы пробивки (квадратные отверстия)
| Единица | Расчет периметра отверстия | × Удары | = Линейная длина реза | × Толщина | × Прочность на сдвиг | = Сила удара |
|---|---|---|---|---|---|---|
| Дюйм | 4 × 0,250 = 1,00 дюйм | × 12 | = 12.00 в | × 0,060 дюйма | × 25 | = 18,0 тонн |
| Метрический | 4 × 6,35 = 25,40 мм | × 12 | = 304,80 мм | × 1,52 мм | × 0,345 | = **16,3 метрики |
Кластерная перфорация (продолжение)
Минимальный размер пуансона
При пробивке отверстий малого диаметра важно, чтобы инструменты были правильно заточены и содержались в хорошем состоянии. Используйте следующее: соотношение толщины пуансона к толщине материала общие рекомендации по предотвращению поломок инструмента или проблем со станком:
| Материал | Стандартное соотношение инструментов | Коэффициент использования полностью направляемых инструментов |
| Алюминий | 0.75 : 1 | 0.5 : 1 |
| Мягкая сталь | 1 : 1 | 0.75 : 1 |
| Нержавеющая сталь | 2 : 1 | 1 : 1 |
Пример (толщина материала = 0,078″ / 2,0 мм):
| Материал | Наименьший перфоратор (стандартный) | Самый маленький пуансон (полностью управляемый) |
| Алюминий (0,078 / 2,0 мм) | .059″ (1,5 мм) | .039″ (1,0 мм) |
| Мягкая сталь (0,078/2,0 мм) | .078″ (2,0 мм) | .059″ (1,5 мм) |
| Нержавеющая сталь (0,078 / 2,0 мм) | .157″ (4,0 мм) | .078″ (2,0 мм) |
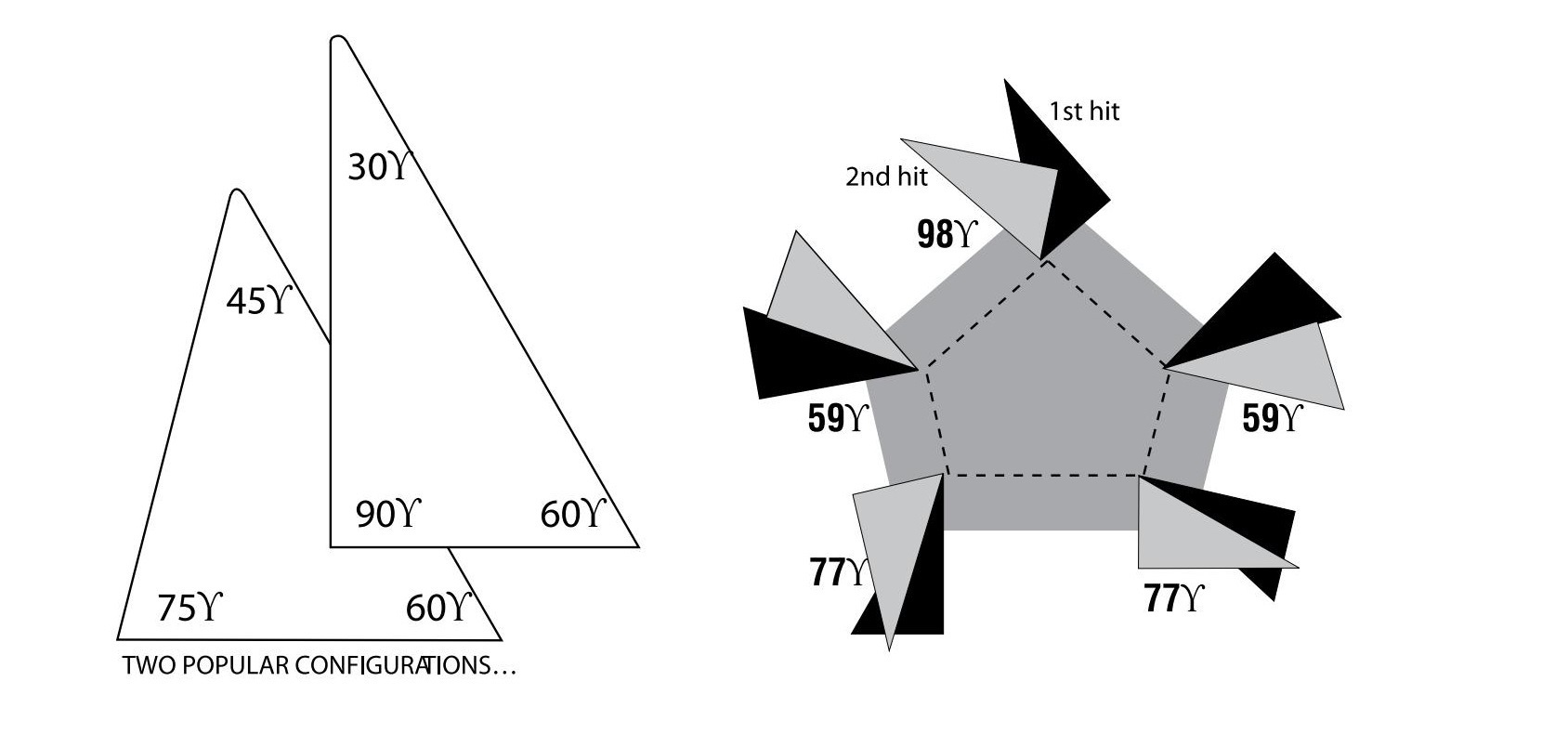
Равномерность отверстий и плоскостность листа
Для лучшего качества отверстий и более плоских заготовок:
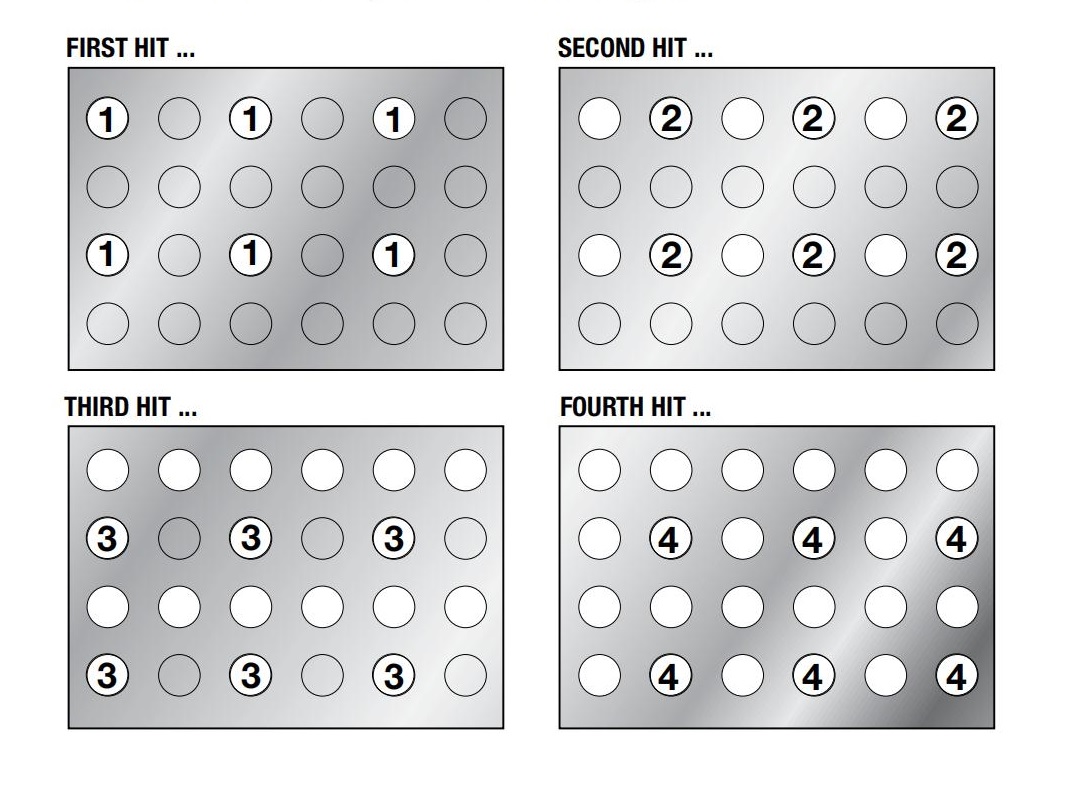
- Избегайте пробивки смежных отверстий за один удар.
- Распределяйте удары на несколько ударов (например, первый удар, второй удар, четвертый удар и т. д.), чтобы равномерно распределить силу.
- Повторяйте по мере необходимости, чтобы завершить узор.
УИспользуйте полностью управляемые кластерные инструменты в сложных приложениях
Полностью направляемые кластерные пуансоны рекомендуются для:
- Высокопроизводительные среды
- Точки пробивки малого диаметра, требующие дополнительного направления
- Применения с меньшим количеством наконечников пуансонов и уменьшенным контактом с стриппером
- Длительные пробежки и тяжелые задачи
Покрытие для продления срока службы инструмента
- Увеличьте смазывающую способность точки удара
- Уменьшить износ
- Помогать поддерживать чистоту и последовательность ударов
Смазать кластерные пуансоны
Используйте высококачественную смазку (например, исчезающее масло), чтобы:
- Уменьшить накопление тепла
- Предотвратить заедание
11.0Краткое руководство по устранению неполадок в процессе штамповки
| ПРОБЛЕМА | ВОЗМОЖНАЯ ПРИЧИНА | ПРЕДЛАГАЕМОЕ РЕШЕНИЕ |
| Излишний Заусенцы | Неправильный зазор штампа | Отрегулируйте до правильного |
| Различная твердость материала, хотя калибр тот же |
Отрегулируйте зазор | |
| Тупые пуансоны и матрицы | Заточка инструментов | |
| Накопление или упаковка слизней | Проверьте штампы и зазоры | |
| Увеличить проникновение удара | ||
| Держатель на станции смещен | Проверьте выравнивание | |
| Бедный Дыра Качество | Тупые пуансоны и матрицы | Заточка инструментов |
| Неправильный зазор | Отрегулируйте до правильного | |
| Плашка не установлена должным образом | Проверьте штампы | |
| Держатель или станция не выровнены | Проверьте выравнивание | |
| Пробивка тонкого материала | Используйте управляемые инструменты | |
| Ударить кулаком Поломка | Недостаточный зазор штампа | Отрегулируйте до правильного |
| Скрещенные фигуры | Убедитесь, что инструменты правильно загружены. башня |
|
| Размер пуансона меньше одного материала толщина |
Используйте управляемые инструменты | |
| Ударить кулаком Делает Нет Полоска | Тупые пуансоны или матрицы | Заточка инструментов |
| Неправильный зазор штампа | Отрегулируйте до правильного | |
| Сложный материал | Отрегулируйте зазор штампа | |
| Слабая пружина | Заменить пружину | |
| Превышены ограничения инструмента | ||
| Галлинг | Смазать инструменты | |
| Ударить кулаком Галлинг | Тупой удар | Держите инструменты острыми |
| Без смазки | Смажьте заготовку — используйте Mate Колодки Eliminator (см. стр. 17) |
|
| Высокий процент попаданий | Регулировать | |
| Без покрытия | ||
| Недостаточный зазор штампа | Увеличить зазор штампа | |
| Ударить кулаком Прилипание в Работа Кусок | Тупой пуансон и/или матрица | Заточка инструментов |
| Недостаточный зазор штампа | Увеличить зазор штампа | |
| Задиры на пуансоне | Удалить заедание | |
| Недостаточная смазка | Смажьте заготовку — используйте Mate Колодки Eliminator (см. стр. 17) |
|
| Слабая пружина | Увеличить зачистку Заменить пружины зачистки |
|
| Стремительный Инструмент Носить | Недостаточный зазор штампа | Увеличить зазор штампа |
| Перегрев пуансона | Смазать инструменты | |
| Плохая практика заточки | См. техническое обслуживание пуансонов и штампов. | |
| Покусывание | Изменить программирование | |
| Плохая зачистка | ||
| Плохое выравнивание инструмента | Перестроить станции Уровень башни Заменить держатели инструментов |
|
| Пробивной материал (например, нержавеющая сталь) |
||
| Лист Точность | Изношенные держатели для рабочих инструментов | Отрегулируйте или замените Заменить поверхности захвата |
| Проблемы с выравниванием | Выровнять таблицу по размеру Осмотрите отверстия башни на предмет износа. Уровень башни |
|
| Слизень Тянущий | Магнетизм в инструментах | Размагнитить |
| Отверстия малого диаметра** | См. ниже | |
| **Наиболее распространенными условиями для извлечения слизня являются: круглые отверстия.250 до Диаметр .750 (от 6,35 до 19) в материале толщиной .039 до .078 (от 1 до 2), с острым инструменты, используя оптимальный зазор и минимальное проникновение в смазанный материал. Предлагаются следующие решения: ●Увеличить глубину проникновения штампа Используйте Slug Free@dies ●Эжекторы для удаления пуль |
||
| Поверхность Трещины на Лицо из Ударить кулаком | Инструмент неправильно заточен | Правка круга и шлифовка с легкими резами |
| Коробление из Работа Кусок | Тупые инструменты | Заточите пуансон и матрицу (используйте охлаждающую жидкость) при заточке) |
| Неправильный зазор | Увеличивайте или уменьшайте по мере необходимости | |
| Без смазки | Смазать лист | |
| Плохая зачистка | Увеличить зачистку | |
| Программирование | Перепрограммируйте последовательность перфорации Мост пробил большие проемы |
|
12.0Краткое содержание
В этой статье систематически представлены девять наиболее часто используемых техник ударов, включая Бланкирование, Скругление углов, Отверстия малого и большого диаметра, Покусывание, Продольная резка, Микро-суставы, Выемка, и Кластерная штамповка.
Каждый метод имеет свои специфические требования к процессу и сценарии применения. Например:
- Бланкирование основное внимание уделяется размерам штампа и остроте кромок.
- Угол округление особое внимание уделяется повышению производительности и снижению износа машин.
- Микро-соединение технология обеспечивает легкое разделение деталей после пробивки.
Правильно выбрав и оптимизировав эти методы, производители могут не только улучшить качество продукции но и продлить срок службы инструмента и снизить производственные затраты, способствуя эффективным и точным процессам штамповки металла.
13.0Часто задаваемые вопросы (FAQ)
В1: Что такое вырубка и чем она отличается от перфорации?
А1: Вырубка отрезает ненужную часть листового материала, оставляя оставшийся материал как конечный продукт. В отличие от этого, перфорация удаляет желаемая порция с листа. В гашение, размер матрицы определяет конечные размеры продукта.
В2: Каковы преимущества инструмента для закругления углов в 4 направлениях?
А2: Четырехсторонний инструмент может пробить все четыре угла одновременно, уменьшая количество попаданий, минимизация износа машины, повышение эффективности и устранение необходимости в индексных станциях.
В3: Как определить минимальный размер пробойника для маленьких отверстий?
А3: Минимальный размер пуансона зависит от тип и толщина материала. См. рекомендуемые соотношение диаметра пуансона к толщине. С использованием полностью управляемый инструмент позволяет выполнять отверстия меньшего размера с большей точностью.
В4: Что такое покусывание и когда его следует применять?
А4: Формы для покусывания большие или сложные отверстия через серию перекрывающих друг друга ударов. Идеально подходит для нестандартные формы или отверстия большого диаметра, создавая гладкие края, в то время как уменьшение нагрузки на машину.
В5: Какова цель технологии микросоединений?
А5: Микро-суставы создают крошечные соединения между перфорированными деталями и базовым материалом, что позволяет деталям оставаться прикрепленными для удобства обращения, а затем быть разделены вручную без повреждений или неточностей.
В6: Как избежать складывания материала во время резки?
А6: Использовать эллиптические пуансоны с закругленными матрицами для создания более плавных траекторий резки и уменьшить боковые нагрузки, предотвращая сворачивание материала и улучшение качества резки.
В7: Как рассчитать силу пробивки при кластерной пробивке?
А7: Сила продавливания (в тоннах) =
Общая длина резки × Толщина материала × Прочность на сдвиг.
The максимальная сила должен не превышать 75% от номинальной производительности пресс-машины.


